SB222—85食品机械设计与制造标准
SB 231-85 食品机械通用技术条件 产品的标志、运输与贮存

中华人民共和国商业部部标准
SB231—85
食品机械通用技术条件产品的标志、运输与贮存
本标准适用于食品机械产品成品和包装的标志、运输与贮存。
1 标志
1.1 产品铭牌应按图样、技术文件规定的部位,牢固地固定在产品上。
1.2 产品铭牌内容应在产品标准中规定,一般应注有:
a.产品名称和型号;
b.产品主要技术参数(按产品标准规定的项目标注);
c.产品重量;
d.外形尺寸(长×宽×高);
e.产品编号;
f.产品出厂年月日
g.制造厂厂名。
1.3 注册商标允许印制在产品铭牌上,也可以单独固定在产品醒目处。
1.4 产品应按图样、技术文件规定,在相应部位设置固定的工作情况标志、调节标志、运动与旋转方向标志、加油孔标志等标牌。
1.5 标牌的尺寸及技术要求按JB8—82《产品标牌》的规定执行。
1.6 产品的包装标志按SB229—85《食品机械通用技术条件产品包装技术要求》第七章规定执行。
2 运输
2.1 产品的包装储运指示标志按GB191—73《包装储运指示标志》的规定执行。
2.2 产品的运输,应符合铁路、公路、航空、水路运输和机械化半载的规定。
3 贮存
产品应存放在干燥通风处,且不得与有毒及有腐蚀性物品存放在一起。
附加说明:
本标准由商业部科技司提出,由北京市服务机械研究所归口。
本标准由上海市供销社科学技术研究所负责起草。
本标准起草人是金祥。
本标准委托上海市供销社科学技术研究所负责解释。
SB223—85食品机械加工技术要求(共3页)
中华人民共和国商业部部标准SB223—85食品机械通用技术条件机械加工技术要求本标准适用于无特殊要求的食品机械加工零件。
1 成品零件应符合图样和有关技术文件的规定,并符合本标准的要求。
2 零件应按工序检查验收,在前道工序验收合格后,方可转入下道工序制作。
3 所有机械加工后的零件(除特殊技术要求者外),均应去毛刺或锐边倒角。
4 加工完的零、部件表面不得有划痕、锈斑、碰伤或其他缺陷。
5 热处理表面经过精加工以后,不应有烧伤变形或产生退火现象。
6 长度尺寸的公差带应遵守GB1800-79《公差与配合总论标准公差与基本偏差》及GB1801-79《公差与配合尺寸至500mm的孔、轴公差带与配合》的规定。
未注公差尺寸应遵守GB1804-79《公差与配合未注公差尺寸的极限偏差》的规定。
并按IT14确定公差值。
7 形状和位置公差应符合GB1182-80《形状和位置公差代号及其注法》、GB1183-80《形状和位置公差术语及定义》的规定。
未注形状和位置公差应遵守GB1184-80《形状和位置公差未注公差的规定》,并按B级确定公差值。
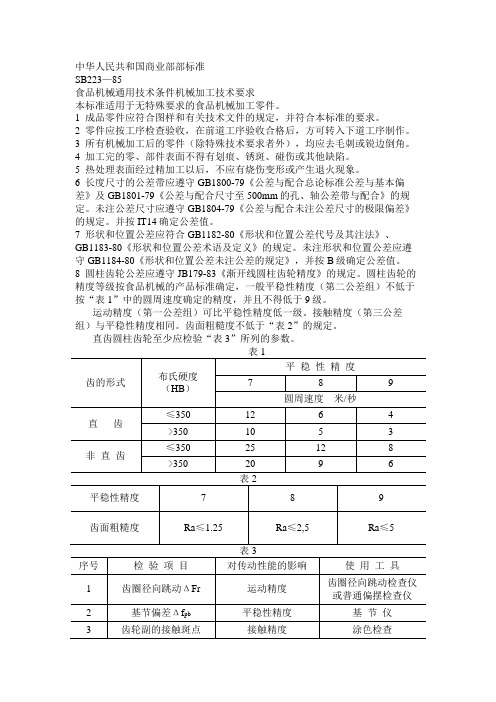
8 圆柱齿轮公差应遵守JB179-83《渐开线圆柱齿轮精度》的规定。
圆柱齿轮的精度等级按食品机械的产品标准确定,一般平稳性精度(第二公差组)不低于按“表1”中的圆周速度确定的精度,并且不得低于9级。
运动精度(第一公差组)可比平稳性精度低一级。
接触精度(第三公差组)与平稳性精度相同。
齿面粗糙度不低于“表2”的规定。
直齿圆柱齿轮至少应检验“表3”所列的参数。
的平稳性精度不低于按“表4”中的圆周速度确定的精度,并且不得低于10级。
运动精度可比平稳性精度低一级。
接触精度与平稳性精度相同。
等级应不低于“表5”中按蜗轮的圆周速度确定的精度,并且不低于9级精度。
12 普通螺纹公差带按GB197-81《变通螺纹公差》的规定选用。
对于标准长度N的一般紧固件的螺纹公差带采用7H/8g。
13 滚动轴承的精度应按GB307-77《滚动轴承》的规定,一般选用G级精度。
SB229—85食品机械产品的包装技术要求(共7页)

中华人民共和国商业部部标准SB229—85食品机械通用技术条件产品包装技术要求本标准适用于食品机械产品的包装。
1 总则1.1 产品的包装箱必须按规定程序批准的图样及本标准的要求制造。
1.2 产品经检验合格,并做好防护和有关内包装后,方可进行外包装。
1.3 根据产品的特点和储运条件,选择适当的内外包装材料,保证产品完整不受损坏。
1.4 外包装采用装箱和包孔两类,由制造厂按有关的产品标准规定或根据订货单位的要求协商办理。
1.5 包装箱的外形尺寸和包装件的重量应符合运输部门超限,超长的有关规定。
1.6 采用集装箱运输的产品,应符合集装箱运输的要求,集装箱的外型尺寸、重量和最小内部尺寸分别符合GB1413—78《货物集装箱外部尺寸和重量系列》和GB1834—80《通用集装箱最小内部尺寸》的有关规定。
2 包装箱材质2.1 木材2.1.1 制箱用木材,所有针叶、阔叶树种的木材均可选用。
2.1.2 滑木、枕木和框架等主要承载构件要选用保证强度的木材,并应用于一等材,用材含水率不大于30%。
箱板(底板、侧板、顶板)用二等材,其含水率不大于12%~15%。
木材等级应符合GB153—79《变通锯材》的规定。
2.2 制箱用的胶合板质量应符合GB1349—78《针叶树材胶合板》和GB738—75《阔叶树材胶合板》的规定。
2.3 制箱用的刨花板质量应符合LY209—79《刨花板》的规定。
2.4 制箱用的硬质纤维板质量应符合GB1923—80《硬质纤维板》的规定。
2.5 制箱用的纸板质量应符合QB324—81《箱纸板》和QB605—73《牛皮箱纸板》的规定。
2.6 制箱用材也可采用经过试验证明性能可靠的其他材料。
2.7 根据产品特点,储运条件和包装材料的供应情况,合理的选用制箱材料。
3 包装箱结构3.1 包装箱的结构应按产品(被包装物)的特点,包装重量、运输要求和包装方式设计,裸装件,捆装件必要时应有起吊装置。
3.2 滑木的高度一般不超过200mm;滑木两端距底面高度的二分之一处制成45°~55°的下斜角(图一),当滑木强度不够时,可增加滑木的数量。
食品机械安全卫生

中华人民共和国国家标准GB 16798—1997食品机械安全卫生Requirements of safety and sanitation for food machery1范围本标准规定了食品机械装备的材料选用、设计、制造、配置原则的安全卫生要求。
本标准适用于食品机械设备(以下简称设备),也适用于具有产品接触表面的食品包装机械。
2 引用标准下列标准所包含的条文,通过在本标准中引用而构成为本标准的条文。
本标准出版时,所示版本均为有效。
所有标准都会被修订,使用本标准的各方应探讨使用下列标准最新版本的可能性。
GB 150-89 钢制压力容器GB 1173-86 铸造铝合金GB 3190-82 铝及铝合金加工产品的化学成分GB 3280-82 不锈钢冷轧钢板GB 3766-83 液压系统通用技术条件GB 4141.33-84 操作件技术条件GB 4807-84 食品用橡胶垫片(圈)卫生标准GB 4808-84 食品用高压锅密封圈卫生标准GB 5083-85生产设备安全卫生设计总则GB 5226-85 机床电器设备通用技术条件GB 7932-87 气动系统通用技术条件GB 9687-88 食品包装用聚乙烯成型品卫生标准GB 9688-88 食品包装用聚丙烯成型品卫生标准GB 9689-88 食品包装用聚苯烯成型品卫生标准GB 9690-88 食品包装用三聚氰胺成型品卫生标准GB 9691-88 食品包装用聚乙烯树脂卫生标准GB 9692-88 食品包装用聚苯乙烯树脂卫生标准GB 12075-89 食品工业用不锈钢管与配件不锈钢管GB 12076-89 食品工业用不锈钢管与配件不锈钢螺纹接管器GB 14253-93 轻工机械通用技术条件QB/T 2003-1994 食品工业用不锈钢对缝焊接管件QB/T 2004-1994 食品工业用带垫圈不锈钢卡箍衬套国家技术监督局1997-05-28批准1998-05-01实施前言本标准的主要目标在与防止食品在生产加工过程中受到有害、有毒物质和微生物病菌等的污染,并由此引起食品的腐败变质或对人体产生有害作用。
SB226—85食品机械通条件焊接铆接件技术要求(doc 5页)

SB226—85食品机械通条件焊接铆接件技术要求(doc 5页)中华人民共和国商业部部标准SB226—85食品机械通用技术条件焊接、铆接件技术要求本标准适用于食品机械手工电弧焊、自动焊、半自动焊方法完成的低碳钢,普通低合金钢、不锈钢焊接构件的制造和验收。
本标准适用于板金件、型钢构件的铆接。
1 总则1.1 用于焊接、铆接件母材的牌号,应符合国家标准。
1.2 焊接、铆接件的制造应符合图样,工艺文件和本标准的规定。
1.3 焊接件所用焊条按母材强度条件选择。
1.3.1 常用焊条应按图样规定牌号,符合GB980—76《焊条分类及型号编制方法》的规定。
1.3.2 焊接低碳钢、低合金钢的焊条应按图样规定牌号,符合GB981—76《低碳钢及低合金高强度钢焊条》的规定。
1.3.3 焊接钼和铬钼钢的焊条应按图样规定牌号,符合GB982—76《钼和铬钼耐热钢焊条》的规定。
1.3.4 焊接不锈钢的焊条应按图样规定牌号,符合GB983—76《不锈钢焊条》的规定。
1.3.5 堆焊焊条应符合GB984—76《堆焊焊2 一般钢结构件2.1 各类钢材在下料后应进行校正,其位置公差和形状公差应符合表1的规定。
2.2 钢材切断后,边棱应与表面垂直,斜度允差不超过1:10,边棱上的堆积物和毛刺必须铲除。
2.3 钢材气割的实际切割线相对于预定切割线的最大偏差:气割机器手工方法厚度≤25>25~50 >50~100≤25>25~50 >50~100 允差mm1.0 1.2 1.5 1.52.03.42.4 焊接件坡口应符合GB985—80《手工电弧焊接接头的基本形式与尺寸》或GB986—80《埋弧焊焊接接头的基本形式与尺寸》的规定。
2.5 焊接件剖面上不得有气孔、重皮、夹渣、缩松、裂纹和其他严重缺陷。
2.6 不等厚钢板对接时,如两板厚度差超过4mm,应将厚板的边缘均匀削薄,使与薄板等厚平滑相接,削薄部分长度按下图规定。
食品机械标准
GB15179-94食品机械润滑脂 GB16798-1997食品机械安全卫生 GB22747-2008食品加工机械基本概念卫生要求 GB22748-2008食品加工机械立式和面机安全和卫生要求 GB22749-2008食品加工机械切片机安全和卫生要求 GB23242-2009食品加工机械食物切碎机和搅拌机安全和卫生要求 SB/T222-2007食品机械通用技术条件基本技术要求 SB/T223-2007食品机械通用技术条件机械加工技术要求 SB/T224-2007食品机械通用技术条件装配技术要求 SB/T225-2007食品机械通用技术条件铸件技术要求 SB/T226-2007食品机械通用技术条件焊接铆接铆接件技术要求 SB/T227-2007食品机械通用技术条件电气装置技术要求 SB/T228-2007食品机械通用技术条件表面涂漆 SB/T229-2007食品机械通用技术条件产品包装技术要求 SB/T230-2007食品机械通用技术条件产品检验规则 SB/T231-2007食品机械通用技术条件产品的标志运输技术要求
ห้องสมุดไป่ตู้
卫生要求
(完整版)食品机械安全卫生
中华人民共和国国家标准GB 16798—1997食品机械安全卫生Requirements of safety and sanitation for food machery1范围本标准规定了食品机械装备的材料选用、设计、制造、配置原则的安全卫生要求。
本标准适用于食品机械设备(以下简称设备),也适用于具有产品接触表面的食品包装机械。
2 引用标准下列标准所包含的条文,通过在本标准中引用而构成为本标准的条文。
本标准出版时,所示版本均为有效。
所有标准都会被修订,使用本标准的各方应探讨使用下列标准最新版本的可能性。
GB 150-89 钢制压力容器GB 1173-86 铸造铝合金GB 3190-82 铝及铝合金加工产品的化学成分GB 3280-82 不锈钢冷轧钢板GB 3766-83 液压系统通用技术条件GB 4141.33-84 操作件技术条件GB 4807-84 食品用橡胶垫片(圈)卫生标准GB 4808-84 食品用高压锅密封圈卫生标准GB 5083-85生产设备安全卫生设计总则GB 5226-85 机床电器设备通用技术条件GB 7932-87 气动系统通用技术条件GB 9687-88 食品包装用聚乙烯成型品卫生标准GB 9688-88 食品包装用聚丙烯成型品卫生标准GB 9689-88 食品包装用聚苯烯成型品卫生标准GB 9690-88 食品包装用三聚氰胺成型品卫生标准GB 9691-88 食品包装用聚乙烯树脂卫生标准GB 9692-88 食品包装用聚苯乙烯树脂卫生标准GB 12075-89 食品工业用不锈钢管与配件不锈钢管GB 12076-89 食品工业用不锈钢管与配件不锈钢螺纹接管器GB 14253-93 轻工机械通用技术条件QB/T 2003-1994 食品工业用不锈钢对缝焊接管件QB/T 2004-1994 食品工业用带垫圈不锈钢卡箍衬套国家技术监督局1997-05-28批准1998-05-01实施前言本标准的主要目标在与防止食品在生产加工过程中受到有害、有毒物质和微生物病菌等的污染,并由此引起食品的腐败变质或对人体产生有害作用。
(完整版)食品机械安全卫生
中华人民共和国国家标准GB 16798—1997食品机械安全卫生Requirements of safety and sanitation for food machery1 范围本标准规定了食品机械装备的材料选用、设计、制造、配置原则的安全卫生要求。
本标准适用于食品机械设备(以下简称设备),也适用于具有产品接触表面的食品包装机械。
2 引用标准下列标准所包含的条文,通过在本标准中引用而构成为本标准的条文。
本标准出版时,所示版本均为有效。
所有标准都会被修订,使用本标准的各方应探讨使用下列标准最新版本的可能性。
GB 150-89 钢制压力容器GB 1173-86 铸造铝合金GB 3190-82 铝及铝合金加工产品的化学成分GB 3280-82 不锈钢冷轧钢板GB 3766-83 液压系统通用技术条件GB 4141.33-84 操作件技术条件GB 4807-84 食品用橡胶垫片(圈)卫生标准GB 4808-84 食品用高压锅密封圈卫生标准GB 5083-85 生产设备安全卫生设计总则GB 5226-85 机床电器设备通用技术条件GB 7932-87 气动系统通用技术条件GB 9687-88 食品包装用聚乙烯成型品卫生标准GB 9688-88 食品包装用聚丙烯成型品卫生标准GB 9689-88 食品包装用聚苯烯成型品卫生标准GB 9690-88 食品包装用三聚氰胺成型品卫生标准GB 9691-88 食品包装用聚乙烯树脂卫生标准GB 9692-88 食品包装用聚苯乙烯树脂卫生标准GB 12075-89 食品工业用不锈钢管与配件不锈钢管GB 12076-89 食品工业用不锈钢管与配件不锈钢螺纹接管器GB 14253-93 轻工机械通用技术条件QB/T 2003-1994 食品工业用不锈钢对缝焊接管件QB/T 2004-1994 食品工业用带垫圈不锈钢卡箍衬套本标准的主要目标在与防止食品在生产加工过程中受到有害、有毒物质和微生物病菌等的污染,并由此引起食品的腐败变质或对人体产生有害作用。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
中华人民共和国商业部部标准
SB222—85
食品机械通用技术条件差不多技术要求
本标准适用于食品加工机械设计与制造。
1 食品机械(以下简称产品)应按照规定程序批准的图样及技术文件制造。
2 产品应备有保证使用性能所必须的附件和专用工具,应保证连接部份和使用性能的互换性。
附件和专用工具的品种数量应列入产品讲明书或装箱单。
3 易损件必须保证互换性,并由制造厂负责按价供应。
4 产品到达用户后半年内,确因制造装配或零、部件质量不良而损坏或不能正常工作时,制造厂应给予免费修理或更换零、部
件。
5 产品的卫生条件应符合《中华人民共和国食品卫生法》第四章的规定。
6 产品中与食品原料直接接触的零、部件表面应平坦光滑,并便于清洗。
幸免易于积贮食品原料或残渣的死角。
关于清洗时要拆装的零、部件要便于拆装。
应防止清洗水流入电机及电器装置中。
7 产品中的机械润滑油不得流入食品,食品原料不得进入轴承、齿轮或其他传动部分。
8 产品中与食品或食品原料直接接触的零部件材料。
8.1 产品中与食品或食品原料直接接触的零、部件不得采纳有损健康的材料制造。
8.2 凡在机械工作时,较长时刻与某固定容积的食品原料相接触的零、部件,如蒸煮罐、容器等,应采纳不锈钢或经卫生检验部门证明是无毒无害的材料、涂料制造。
在受力较小的情况下,
可采纳镀铬件,但镀层质量应可靠。
8.3 凡是在食品加工过程中,长时刻与某固定容积的食品原料剧烈摩擦的零部件,例如搅拌器及其容器等,不得用铝或铝合金制造。
8.4 与食品或食品原料接触的铝或铝合金材料,其砷、镉、铅的含量应各不大于0.01%。
8.5 凡在与食品原料接触过程中受力大,易于变形或剧烈摩擦的零、部件,不得镀装饰铬,以免镀层剥落。
8.6 凡是与食品接触的钢铁或铜制件,应有防锈措施,或具有防锈的环境条件。
8.7 凡是与食品接触的部分不得采纳镀锌件。
9 裸露在外部的传动部分、刀刃及其他旋转件(工作部分除外),应加防护装置。
10 产品中手动和点动运转部分应与机动运转有互锁装置或手动摇把自动脱开装置。
11 产品依照其工作条件和环境应具有防火、防爆、防漏电、接地等安全装置。
12 产品上应有适用于润滑、操作、调整和安全的各种标志或指示牌。
规定回转方向的回转件,应有表明旋转方向的箭头符号。
标志与指示牌应醒目、清晰、持久。
13 压力容器生产应遵守劳动部有关规定。
非压力容器生产应遵守SB226—85《食品机械通用技术条件焊接、铆接件技术要求》的规定。
14 产品应外形美观,涂浅色漆。
外露不需涂漆的钢铁制件应镀铬或发黑、发蓝,以防生锈。
15 电镀件的质量应符合WS2-1-73《金属制件的镀层分类技术条件》中的有关规定。
16 皮带传动应按GB1171-74《三角胶带(试行)》选择皮带的型号及长度,采纳合适的预紧力,并有皮带松紧调节装置。
17 产品应尽量采纳标准件和通用件,以减少产品设计与制造的。