铸造工艺卡模板(竖版)
工艺卡片模板

机械加工工艺过程卡片班级:1404032姓名:机械加工工艺过程卡片产品名称轴套零件名称轴套共(7)页第(1)页材料牌号GCR15毛坯种类铸件毛坯外型尺寸每毛坯可制件数 1 每台件数 1 备注工序号工序名称工序内容车间工段设备工艺装备工步工时备料Θ50×45的棒料1 车粗车端面及外圆金工CA6140三爪卡盘,YG6硬质合金车刀,表面粗糙度仪2 钻钻θ6,θ10,,θ14,,θ18通孔金工Z3025麻花钻,钻床专用夹具,内径千分尺3 镗粗,精细镗θ20通孔θ30圆柱孔,θ30至θ36的圆锥孔金工CA6140C620-1车床专用夹具内径百分尺,表面粗糙度仪表4 车粗车精车θ49至标准尺寸θ48金工CA614090度外圆车刀,游标卡尺,三爪卡盘5 车换端面保护夹θ48面粗,精车θ50至标准尺寸θ40金工CA614090度外圆车刀,游标卡尺,三爪卡盘6 车端面至标准尺寸保证长度30mm,40mm 金工CA614090度外圆车刀,游标卡尺,三爪卡盘设计日期审核日期标准化日期会签日期标记处数更改文件号签字日期指导(厂名)机械加工工序卡片产品型号零件图号01—01—01产品名称轴套零件名称轴套共(7)页第(2) 页车间工序号工序名称材料牌号机加工车间车削GCR15 毛坯种类毛坯外形尺寸每毛坯可制件数每台件数铸造Θ50×45 1设备名称设备型号设备编号同时加工件数CA6140 1夹具编号夹具名称切削液ZY—01 三爪卡盘工序工时标准单件39.46s工步号工步内容工艺装备主轴转速r/min切削速度m/min进给量mm/r切削深度mm进给次数工序工时机动辅助1 粗车端面及外圆三爪卡盘,YG6硬质合金车刀,表面粗糙度仪90 45 0.5 1.25 1 22s 17.46s(厂名)机械加工工序卡片产品型号零件图号01—01—02产品名称轴套零件名称轴套共(7)页第(3)页车间工序号工序名称材料牌号机加工车间钻孔GCR15 毛坯种类毛坯外形尺寸每毛坯可制件数每台件数铸造Θ50×45 1设备名称设备型号设备编号同时加工件数Z3025 1夹具编号夹具名称切削液ZY—02 钻床专用夹具工序工时标准单件260s工步号工步内容工艺装备主轴转速r/min切削速度m/min进给量mm/r切削深度mm进给次数工序工时机动辅助2 钻θ6,θ10,,θ14,,θ18通孔Z3025摇臂钻床,钻床专用夹具100 2 0.5 45 30 200s 60s(厂名)机械加工工序卡片产品型号零件图号01—01—03产品名称轴套零件名称轴套共(7)页第(4)页车间工序号工序名称材料牌号机加工车间车削GCR15 毛坯种类毛坯外形尺寸每毛坯可制件数每台件数铸造Θ50×45 1设备名称设备型号设备编号同时加工件数CA6140 1夹具编号夹具名称切削液ZY—04 三爪卡盘工序工时标准单件61.5s工步号工步内容工艺装备主轴转速r/min切削速度m/min进给量mm/r切削深度mm进给次数工序工时机动辅助3 粗,精细镗θ20通孔θ30圆柱孔,θ30至θ36的圆锥孔C620-1车床专用夹具内径百分尺,表面粗糙度仪表330 49 0.20 2 5 21s 40.5s(厂名)机械加工工序卡片产品型号零件图号01—01—04产品名称轴套零件名称轴套共(7)页第(5)页车间工序号工序名称材料牌号机加工车间车削GCR15 毛坯种类毛坯外形尺寸每毛坯可制件数每台件数铸造Θ50×45 1设备名称设备型号设备编号同时加工件数CA6140 1夹具编号夹具名称切削液ZY—01 三爪卡盘工序工时标准单件110s工步号工步内容工艺装备主轴转速r/min切削速度m/min进给量mm/r切削深度mm进给次数工序工时机动辅助4 粗车精车θ49至标准尺寸θ4890度外圆车刀,游标卡尺,三爪卡盘120 35 0.65 1.25 3 50s 60s(厂名)机械加工工序卡片产品型号零件图号01—01—05产品名称轴套零件名称轴套共(7)页第(6)页车间工序号工序名称材料牌号机加工车间车削GCR15 毛坯种类毛坯外形尺寸每毛坯可制件数每台件数铸造Θ50×45 1设备名称设备型号设备编号同时加工件数CA6140 1夹具编号夹具名称切削液ZY—01 三爪卡盘工序工时标准单件130s工步号工步内容工艺装备主轴转速r/min切削速度m/min进给量mm/r切削深度mm进给次数工序工时机动辅助5 换端面保护夹θ48粗精车θ50至标准尺寸θ4090度外圆车刀,游标卡尺,三爪卡盘120 46 0.65 2 3 70s 60s(厂名)机械加工工序卡片产品型号零件图号01—01—06产品名称轴套零件名称轴套共(7)页第(7)页车间工序号工序名称材料牌号机加工车间车削GCR15 毛坯种类毛坯外形尺寸每毛坯可制件数每台件数铸造Θ50×45 1设备名称设备型号设备编号同时加工件数CA6140 1夹具编号夹具名称切削液ZY—01 三爪卡盘工序工时标准单件130s工步号工步内容工艺装备主轴转速r/min切削速度m/min进给量mm/r切削深度mm进给次数工序工时机动辅助6 车端面至标准尺寸保证长度17mm,40mm90度外圆车刀,游标卡尺,三爪卡盘120 46 0.65 1.1 2 70s 60s。
压铸工艺卡
产品名称
车 间
1
单位编号
mm 型腔数量
1 腔温工艺参数数值单位
度一快位置无 压 转换点二快位置力增压位置速压射结束射出前进限度射出后退时间
时射料延时计时 ≤ 炉上待机时间 ≤ 间炉中待机计时 ≤ 涂型腔
浓比
喷涂时间 ≤ 料
取件时间 ≤ 模具温度200±20
℃记 号更 改
审 核
①②③
工作压力 mm
低速高速模 具
压 室 直 径
铝液温度制 作秒
成型循环时间
冲头压射时间压 铸
工序号
设备名称及编号
工 艺 参 数 宁波成誉电器模具有
限公司
金 属 压 铸 工 艺 卡
合 金数 值
变 更第一次第二次增压640±10
第三次
顶出延时冷却时间增压储能压力秒
1:100颗粒油
秒
圈
Mpa
℃
材料名称EN6013:1产品重量(毛坯带渣包)工序内容
新旧配比压铸操作
压铸操作注意事项及技术
产 品 图 片
克总重
变更内容(理由)批 准
审 核
5、产品顶杆印记不得低于产品表面
6、保温炉取汤口表面浮渣每小时清理一次
7、喷雾头不得漏水,喷涂位置合理
1、产品不得有缺料、变形、拉伤、冷隔、披
2、生产时料柄厚度控制 +/-3mm
3、生产时模具分型面粘铝及时清理,排气不
4、压射头、料筒不得漏水,回锤时间设定须
作。
压铸工艺卡
释为乳白色,喷涂。3.熔杯处应保持干净,无燃烧现象。压射头涂油每模一次。4.型芯涂油应
涂在铝水易冲击型芯上,少涂油。5.从保温炉到浇入熔杯不能有停顿等现象。6.喷涂时间不能过
长合模前应保证型腔内干燥为宜。
工
艺
规
范
控制柜显示温度
持压时间
8(S)
检
验
要
点
1.每班应经划线检验合格后再生产。
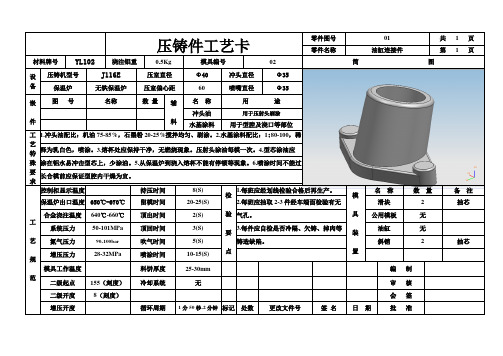
压铸件工艺卡零件图号零件名称油缸连接件材料牌号yl102浇注铝重05kg模具编号02压铸机型号压室直径40冲头直径35保温炉无铁保温炉压室偏心距60喷嘴直径35冲头油用于压射头刷涂水基涂料用于型腔及浇口等部位1
压铸件工艺卡
零件图号
01
共1页
零件名称
油缸连接件
第1页
材料牌号
YL102
浇注铝重
0.5Kg
模具编号
02
简图
设
备
压铸机型号
J116E
压室直径
Ф40
冲头直径
Ф35
保温炉
无铁保温炉
压室偏心距
60
喷嘴直径
Ф35
嵌
件图号名称来自数量辅料名称
用途
冲头油
用于压射头刷涂
水基涂料
用于型腔及浇口等部位
工
艺
特
殊
要
求
1.冲头油配比:机油75-85%,石墨粉20-25%搅拌均匀、刷涂。2.水基涂料配比:1:80-100,稀
5(S)
铸造缺陷。
斜销
2
抽芯
增压压力
28-32MPa
喷涂时间
10-15(S)
模具工作温度
压铸工艺卡(800T)
数量
备注
配制比例 1:120
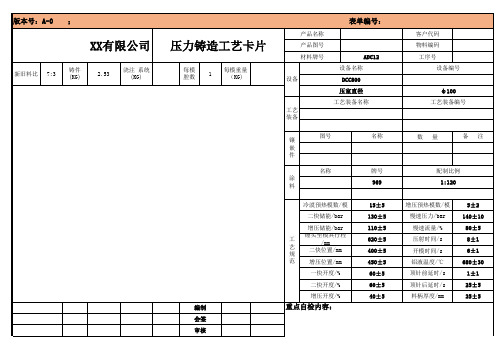
增压预热模数/模 慢速压力/bar 慢速流量/% 压射时间/s 开模时间/s 铝液温度/℃ 顶针前延时/s 顶针后延时/s 料柄厚度/mm
5±2 140±10
80±5 8±1 6±1 680±30 1±1 25±5 25±5
更改标记
处数 更改文件号 签名
日期
批准
版本号:A-0 ;
XX有限公司
新旧料比 7:3
铸件 (KG)
2.53
浇注 系统 (KG)
压力铸造工艺卡片
每模 腔数
1
每模重量 (KG)
编制 会签 审核
产品名称 产品图号 材料牌号
设备
工艺 装备
表单编号:
ADC12 设备名称 DCC800 压室直径 工艺装备名称
镶
图号
嵌
件
名称 涂 料
名称
牌号 9/bar
工 艺 规
锤头至模具行程 /mm
二快位置/mm
范 增压位置/mm
一快开度/%
二快开度/%
增压开度/%
重点自检内容:
15±5 130±5 110±5 620±5 400±5 450±5 60±5 60±5 40±5
客户代码 物料编码 工序号
设备编号
ф100 工艺装备编号
砂型铸造工艺卡模版

(51)
(52)
冷却时间
(55)
装订号
设计(日期)
审核(日期)
标准化(日期)
会签(日期)
标记
处数
更改文件号
签字
日期
标记
处数
更改文件号
签字
日期
(40)
(41)
(42)
制芯方法
(33)
涂料编号
(34)
涂料次数
烘干前
(35)
烘干后
(36)
烘干温度
(37)
描图
(38)
(39)
描校
特殊操作说明:(56)
浇注口
内浇道
横浇道
直浇道
冒口
浇注温度
(53)
编号
数量
规格
数量
规格
数量
规格
数量
规格
浇注时间
(54)
底图号
(43)
(44)
(45)
(47)
(48)
(49)
(30)
每箱型数
(9)
上砂箱
(12)
(14)
上模板
(16)
(18)
(20)
(22)
冷铁
编号
(26)
(26)
芯盒总数
(10)
下砂箱
(13)
(15)
下模板
(17)
(19)
(21)
(23)
材料
(27)
(27)
砂芯数量
(ห้องสมุดไป่ตู้1)
数量
(28)
(28)
制芯
检查样板
芯盒编号
(31)
编号
用途
铸造工艺卡模板(横版)

产品型号
铸件图号
每台件数
产品名称
铸件名称
杠杆
每箱件数
4
铸件材料
HT200
单件毛重(kg)
0.680
浇冒口重量(kg)
1.246
`浇注总重
3.966
工艺出品率(%)
70%
模型类别
木模
工艺简图
工序
工序内容
浇冒口
模型
工艺参数
缩尺(%)
加工余量(mm)
拔模斜度
名称
面积
材料
数量
外模
芯盒
2mm
外型
内腔
1
1
芯盒
0
编制
校对
审核
会签
批准
标记
处数
更改文件名
签字
日期
2018/6/5
直浇道
木模
1
0.9%
横浇道
木模
2
造பைடு நூலகம்
型
方法
铸型
种类
型砂名称
通气方式
合型方式
铸型重(kg)
内浇道
木模
8
手工造型
湿型
湿型
通气孔
上下
3.966
补缩冒口
浇
注
浇注温度
(℃)
浇注时间(s)
冒口浇高
零件最小壁厚(mm)
冷铁
芯撑
规格
数目
材料
数目
出气冒口
木模
4
1350
4.1
9
0
0
造
芯
型芯标号
型砂号
数量
造芯方式
芯骨
材料
数量
锻造工艺卡片

设备 高速切割机 中频感应电炉
辊锻机 摩擦压力机
摩擦压力机
切边压力机 螺旋压力机
井式电炉
抛丸机 荧光探伤机
精压机
工艺装备
挤压模 挤压模 切边模具 校正模具 耐热料框、砂盘
量检具 卡尺测量 红外测温计 卡尺测量 卡尺测量 卡尺测量 卡尺测量 卡尺测量 红外测温计 布氏硬度计 布氏硬度计
会签 (日期)
序号 1 2 3 4 5 6 7
8
9 10 11
工序名称 下料 加热
辊锻制坯 预锻
终锻
切边冲孔 热校正
热处理
抛丸处理 荧光探伤
精压
工艺内容 将坯料棒切割至φ40×210
坯料加热至1230℃±20 坯料辊锻至规定尺寸
先锻一头至锻靠换另一头 先锻一头至锻靠换另一头 在压力机上用切边模去除飞边连皮,掉头切另一边 在校正模上校正直线度并精确尺寸 每筐装500件堆放平加热至900℃±10℃保温30分钟出炉将锻件 散开放于砂盘内空冷 硬度HB220-280 在抛丸机上处理去除氧化皮 磁化后浇荧光粉在黑光灯下检查裂纹、折叠后退磁
精压模具
卡尺测量
附录二:连杆锻造工艺卡
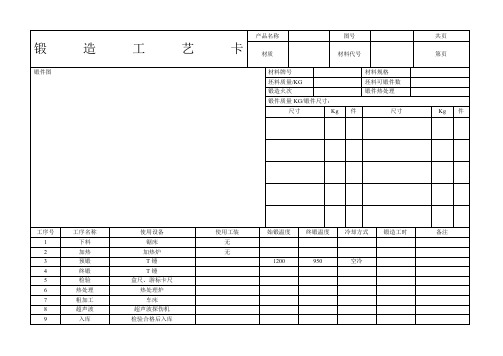
锻造工艺卡
Hale Waihona Puke 产品型号 EG01T 零件图号
产品名称 汽车连杆 零件名称
材料牌号
材料规格
毛坯长度
毛坯重量 kg
毛坯可制锻件数
每锻件可制件数
锻件重量 kg
毛坯(连皮)重量 kg
标记
内容
更改
原始
时间
签字
设计
(日期)
审核 (日期)
1
共(1)页
连杆
第(1)页
锻造、法兰工艺卡
(2)车内圆ф mm
(3)按图车成
(4)密封面
E
3
检验
按图纸检验
4
划线
按中心圆直径ф mm 划
ф mm 孔
5
钻孔
钻-ф 孔
E
6
检查
(1)-ф 孔中心圆直径
(2)相邻二孔弧长允差≤mm
(3)任意二孔弧长允差≤mm
(4)厚度 mm
E
7
打钢印
检验合格后,在零件外圆打上产品标记
钢印
日期
件号 专检
数据
零件编号
锻
造
锻件图
工
艺
产品名称
卡 材质
图号 材料代号
材料牌号
坯料质量/KG
锻造火次
锻件质量 KG/锻件尺寸:
尺寸
Kg
材料规格 坯料可锻件数 锻件热处理
件
尺寸
共页 第页
Kg 件
工序号 1 2 3 4 5 6 7 8 9
工序名称 下料 加热 预锻 终锻 检验 热处理 粗加工 超声波 入库
使用设备 锯床 加热炉 T锤 T锤
检查员 日期
责任师 日期
第页 共页 监检员 日期
产品名称
图号
制造编号
加工示意图Βιβλιοθήκη 材料代号第页 共页
图中加工尺寸: 公称通径 DN 法兰外径 D
密封面直径 d
螺栓孔中心圆直 径K
螺栓孔数量 n
孔径 L
法兰厚 度C
法兰高度 H
编制
日期
审核
日期
产品名称
检验项目 标准要求 产品编号
制造编号
执行标准
法兰外径 D
密封面直径 d
中心距 K
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
16.44
3h
铸件落砂与清理
名称
落砂
落芯
铸件清理
方法
机械震动
机械震动
人工打磨
备注
铸造
铸造工艺卡
零件号
1
零件名称
每台件数
1
材料
铸件重量(kg)
工艺出品率
铸件材质
每个毛坯可切零件数
净重
毛重
浇注系统重
2142
3213
900
67%
Mn13Cr2
1
造型
造型名称
造型材料
造型方法
砂箱内部尺寸(mm)
涂料
长
宽
高
上箱石英砂手工造型来自22002000
500
醇基涂料
下箱
手工造型
2200
2000
500
制芯
砂芯
制芯材料
制芯方法
芯盒类型
芯骨材料
涂料
1#
石英砂
手工制芯
对开式芯盒
Q235A
醇基涂料
浇注系统
内浇口
横浇口
直浇口
浇口杯形状
过滤器
出气孔数量
数量
截面积(cm²)
数量
截面积(cm²)
数量
截面积
(cm²)
4
60
2
100
1
140
池形浇口杯
-
浇注
铁液出炉温度℃
浇注温度℃
每箱铁液消耗kg
浇注时间
冷却时间
1580℃