喷漆件检验规范
喷漆件检验规范

喷漆件检验规范1.目的发现、控制不合格品,采取相应措施处置,以防不合格品误用。
明确公司产品的表面喷涂质量标准,以使生产和检验有章可循。
2.适用范围适用于供方和本公司对所有喷漆件质量的外观检验。
3.引用文件Q/****/TX001-2008 《喷漆表面质量要求》Q/****8.2-2006 《检验和试验控制程序》4.职责4.1.品质部负责不合格的发现,记录标识及隔离。
4.2.工程部组织处理不合格品。
4.3.生产部参与不合格品的处理。
4.4.物料部外协人员和生产部委外人员负责外协件不合格品处理与供应商的联络。
5.定义5.1.不良分类⏹轻微不良:不影响产品功能的不合格。
对于喷漆件是指在产品正面不易看见的不良,例如有细小的杂质。
在检验判定中可判定为合格。
⏹一般不良:影响产品的形状和外观的不合格。
对于喷漆件指有明显的喷漆不良和加工痕迹,例如鱼眼、沙痕、碰伤等。
⏹严重不良:影响产品的使用,对于喷漆件件是批漆的附着力不满足要求,有严重影响外观的不良现象,例如起泡、脱落。
5.2.观察面⏹A 级面(主面):产品的有标识的一面⏹B 级面(背面):与标识相反的面和侧面⏹C 级面(其它面):安装板底面、有连接器的一面5.3.不良现象⏹杂质:涂膜表面因杂点,灰尘、毛尘等引起的凹凸点。
⏹色差:与标准色板存在明显的差异,同一批喷漆件存在颜色差异。
⏹鱼眼:面漆上出现圆形小坑,有时呈分散状,有时呈聚集状。
主要表现在喷了三防漆后.⏹皱皮:由于涂膜的流平性不良,涂层处产生的皱褶。
出现类似橘皮、柚子皮那样的皱纹。
⏹掉漆:喷漆后油漆无法附着而造成的油漆脱落,此类不良工件底色可见.【严重缺陷】⏹虚喷:涂膜厚度过薄,可看见基材底色的部位。
⏹露底:该喷漆的部位没有喷漆,现出基材原色,称露底.⏹流痕:喷漆后由于局部喷漆量过大,产生下垂形成条状物。
⏹针孔:由于喷涂产生的气泡破裂,产生的小孔。
⏹起泡:漆膜表面有气泡,弄破气泡漆会脱落。
【严重缺陷】⏹碰伤:由于外物碰撞导致喷漆表面出现碰伤痕迹。
(完整版)喷涂喷漆检验规范
6.3尺寸检验标准:
项目
喷粉
喷漆
检测方法
产品表面膜厚
50~8015~60Fra bibliotek膜厚仪
单位:µm
6.4包装检验:
6.4.1包装不可破损,包装箱不可潮湿软化.
6.4.2外箱上需安我司要作标示(例:料号,规格,订单号等)
6.4.3包装箱内产品摆放整齐且易于拿取
6.4.4包装方式视具体产品而定,但必须保证产品在运输及贮存过程中表面和结构
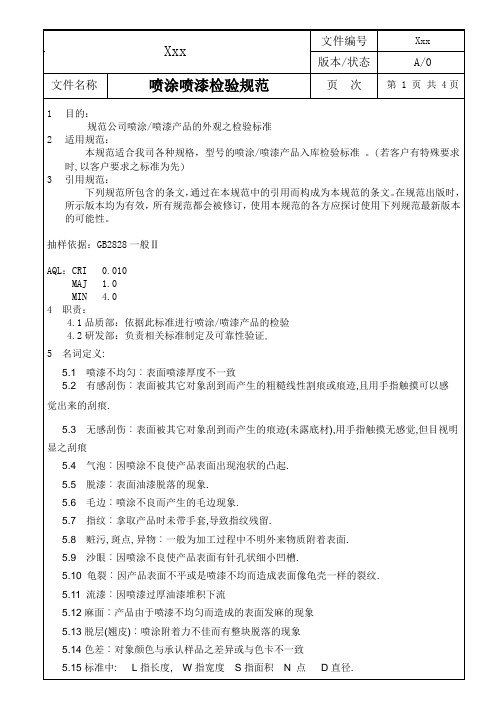
5.15标准中: L指长度, W指宽度S指面积N点D直径.
5.16 LED灯喷塗喷漆件外观等级定义:
一级面:外观面,产品组装后可经常看到的外观面
二级面:次要外观面,指功能面或产品组装后不经常看到的外观面
三级面:非外观面,指产品组装后看不到的外观面
6作业内容:
6.1检验环境及条件:
6.1.1被检测面与视线在45°~60°范围旋转.
5.3无感刮伤︰表面被其它对象刮到而产生的痕迹(未露底材),用手指触摸无感觉,但目视明显之刮痕
5.4气泡︰因喷涂不良使产品表面出现泡状的凸起.
5.5脱漆︰表面油漆脱落的现象.
5.6毛边︰喷涂不良而产生的毛边现象.
5.7指纹︰拿取产品时未带手套,导致指纹残留.
5.8赃污,斑点,异物︰一般为加工过程中不明外来物质附着表面.
不可因包装缺失而损坏。
6.2LED灯喷涂/喷漆外观检验标准:
不良项目
判定标准
判定
等级
一级面
二级面
三级面
1.喷漆不均匀,少漆
不允许
不允许
不定义
Maj
2.有感刮伤
不允许
刮伤S≦1.0mm2, L≦10mm,W≦0.1mm,允许N≦3条(不可露底材).其间距大于30mm
喷漆件检验作业指导书
喷漆件检验作业指导书引言概述:喷漆件检验是在制造过程中对喷漆件进行质量检查的重要环节。
喷漆件的质量直接关系到产品的外观和质量,因此,制定一份准确的喷漆件检验作业指导书是非常必要的。
本文将从五个大点出发,详细阐述喷漆件检验作业指导书的内容与要求。
正文内容:1. 喷漆件检验作业指导书的目的1.1 确定检验的目标和标准:喷漆件检验作业指导书应明确规定喷漆件检验的目标和标准,以确保喷漆件的质量符合要求。
1.2 提供检验的步骤和方法:喷漆件检验作业指导书应提供详细的检验步骤和方法,以确保检验的准确性和一致性。
2. 喷漆件检验作业指导书的内容2.1 喷漆件外观检验:喷漆件外观检验是检查喷漆件外观质量的重要环节。
包括检查漆面的平整度、光泽度、颜色等方面。
2.2 喷漆件涂层厚度检验:喷漆件涂层厚度的合格与否直接影响到喷漆件的防腐性能和外观质量。
涂层厚度检验应包括测量方法和标准。
2.3 喷漆件附着力检验:喷漆件附着力检验是检查涂层与基材之间附着力的重要环节。
检验方法包括剥离试验和划格试验等。
2.4 喷漆件耐候性检验:喷漆件在使用过程中会受到各种气候条件的影响,耐候性检验是检查喷漆件在不同气候条件下的耐久性能。
2.5 喷漆件环境适应性检验:喷漆件在不同环境条件下的适应性检验是为了检查喷漆件在不同环境条件下的性能稳定性和可靠性。
总结:喷漆件检验作业指导书是确保喷漆件质量的重要工具。
通过明确检验目标和标准,提供详细的检验步骤和方法,喷漆件检验作业指导书能够确保检验的准确性和一致性。
在具体的检验内容中,喷漆件外观检验、涂层厚度检验、附着力检验、耐候性检验和环境适应性检验等方面都需要详细考虑。
只有通过科学规范的喷漆件检验作业指导书,才能保证喷漆件的质量符合要求,提高产品的可靠性和竞争力。
喷漆件检验作业指导书
喷漆件检验作业指导书一、检验目的:确保喷漆件的质量符合要求,达到客户要求的标准。
二、检验要求:1. 外观检验:检查喷漆件的表面是否平整、无气泡、无划痕、无漏涂等缺陷。
2. 厚度检验:使用合适的工具对喷漆件的涂层厚度进行测量,确保符合客户要求的标准。
3. 耐腐蚀性检验:将喷漆件放入盐雾试验箱中进行盐雾腐蚀测试,检查其耐腐蚀性能。
4. 耐磨损性检验:使用磨擦测试仪对喷漆件进行耐磨损性能测试,确保其表面涂层具有良好的耐磨损性能。
5. 色差检验:使用色差仪对喷漆件的颜色进行检测,确保颜色与客户要求的标准一致。
三、检验方法:1. 外观检验:目视检查,可以使用放大镜或者显微镜进行细微检查。
2. 厚度检验:使用涂层厚度测量仪进行测量,按照客户要求的标准进行比对。
3. 耐腐蚀性检验:将喷漆件放入盐雾试验箱中进行测试,根据测试结果进行评估。
4. 耐磨损性检验:使用磨擦测试仪对喷漆件进行测试,根据测试结果进行评估。
5. 色差检验:使用色差仪对喷漆件的颜色进行检测,根据色差值进行评估。
四、检验记录:1. 检验人员应当对每一批喷漆件进行检验,并记录检验结果。
2. 检验记录应包括喷漆件的编号、检验日期、检验结果等信息。
3. 检验记录应保存至少一年,以备日后查阅。
五、检验标准:1. 检验标准应符合客户要求的标准,可以参考国家标准或者行业标准。
2. 检验标准应明确具体的要求,确保检验结果准确可靠。
六、注意事项:1. 检验人员应具备相关的检验技术和经验,确保检验结果准确可靠。
2. 在进行检验时,应注意安全防护措施,避免发生意外事故。
3. 对于不合格的喷漆件,应及时通知生产部门进行整改,并对整改后的产品进行重新检验。
以上为喷漆件检验作业指导书,希翼对您有所匡助。
如有任何疑问,请随时与我们联系。
喷漆质量检验标准(二)2024
喷漆质量检验标准(二)引言:喷漆质量检验标准是确保喷漆作业质量的重要依据。
本文将进一步介绍喷漆质量检验标准的相关内容。
通过制定统一的标准,可以确保喷漆作业的质量稳定、一致性和可靠性。
正文:一、表面平整度检验1. 检查被喷漆物体表面是否存在凹凸不平的情况。
2. 使用专用的测量仪器测量被喷漆表面的平整度。
3. 检查平整度是否满足相关标准要求。
4. 如发现平整度不符合标准要求,及时采取必要的修复措施。
5. 在喷漆作业之前,确保被喷漆物体表面平整度达到标准要求。
二、颜色一致性检验1. 检查喷漆前调制的颜料是否一致。
2. 使用标准色板进行颜色检验。
3. 检查喷漆后,被喷漆物体的颜色是否与标准色板一致。
4. 进行色差测量,确保被喷漆物体的颜色差异在允许范围内。
5. 如发现颜色不一致或超出允许范围的色差,及时调整和修复。
三、附着力检验1. 使用划格测试仪器进行附着力测试。
2. 检查喷漆后,涂层的附着力是否满足标准要求。
3. 根据测试结果进行分类评定,确定涂层的附着力等级。
4. 如发现附着力不达标,进行涂层修复或重新喷漆。
5. 在喷漆过程中,确保涂层与基材之间的附着力达到标准要求。
四、漆膜厚度检验1. 使用合适的测厚仪器测量漆膜厚度。
2. 对喷漆后的涂层进行均匀性检验,确认漆膜厚度的一致性。
3. 检查漆膜厚度是否符合相关标准要求。
4. 如发现漆膜厚度不符合要求,进行涂层修复或重新喷漆。
5. 在喷漆作业中,保证漆膜厚度达到标准要求,以确保喷漆质量的稳定性和可靠性。
五、环境适应性检验1. 在不同环境条件下,对喷漆后的涂层进行测试。
2. 检查涂层在高温、低温、湿度和紫外线等条件下的表现。
3. 确保涂层能够适应各种不同的环境要求。
4. 根据测试结果进行评定,并确定涂层的环境适应性等级。
5. 如发现涂层在特定环境下性能不佳,进行相关调整和修复,以提高涂层的环境适应性。
总结:喷漆质量检验标准的建立和实施对于确保喷漆作业的质量稳定和可靠性至关重要。
喷漆件检验作业指导书

喷漆件检验作业指导书一、检验目的和范围喷漆件检验作业旨在确保喷漆件的质量符合要求,以保证产品的外观美观和使用寿命。
本作业指导书适合于所有需要进行喷漆件检验的工作环境。
二、检验设备和工具1. 喷漆件样品2. 光源和放大镜3. 清洁布和清洁剂4. 测量工具(如卷尺、量角器等)5. 高精度显微镜6. 颜色比对板7. 电子秤三、检验方法和步骤1. 外观检验a. 检查喷漆件表面是否平整,无凹凸、划痕温和泡等缺陷。
b. 检查喷漆件的颜色是否均匀一致,与颜色比对板相符。
c. 检查喷漆件的涂层厚度是否符合要求,使用测量工具进行测量。
d. 检查喷漆件的边缘是否清晰,无漏涂和起皮现象。
2. 黏附力检验a. 将喷漆件样品固定在水平台上。
b. 使用电子秤测量喷漆件的分量,记录下来。
c. 使用适当的方法(如剥离试验、划痕试验等)检验喷漆件的黏附力。
d. 再次使用电子秤测量喷漆件的分量,与初始分量进行比较,判断黏附力是否符合要求。
3. 耐候性检验a. 将喷漆件样品放置在恶劣的环境条件下,如高温、低温、湿度等。
b. 观察喷漆件样品在不同环境条件下的变化情况,如颜色变化、涂层剥落等。
c. 根据实际情况和要求,进行相应的耐候性评估。
4. 包装检验a. 检查喷漆件的包装是否完好无损,无破损和变形等现象。
b. 检查包装标识是否清晰可辨,是否与喷漆件相符。
四、检验记录和报告1. 检验记录a. 记录喷漆件的批次号、样品编号、检验日期等基本信息。
b. 详细记录每一个检验项目的结果和观察情况。
2. 检验报告a. 根据检验记录,编制检验报告。
b. 报告中应包括喷漆件的基本信息、检验项目、结果和评价等内容。
五、安全注意事项1. 在进行喷漆件检验作业时,应佩戴适当的防护设备,如手套、口罩和护目镜等。
2. 检验过程中应注意操作规范,避免发生意外事故。
3. 对于有毒、易燃等特殊喷漆件,应按照像关安全规定进行处理和检验。
六、附录1. 喷漆件检验标准及要求2. 喷漆件检验记录模板3. 喷漆件检验报告模板以上是喷漆件检验作业的详细指导书,按照此指导书进行喷漆件检验,可以确保检验的准确性和一致性,提高喷漆件的质量和可靠性。
喷漆件检验作业指导书

喷漆件检验作业指导书引言概述:喷漆件检验是在制造过程中确保喷漆件质量的重要环节。
本文将详细介绍喷漆件检验的作业指导书,包括五个部分:外观检查、尺寸检查、涂层检查、附件检查和包装检查。
一、外观检查:1.1 表面平整度检查:使用目测或触摸检查表面是否平整,排除凹凸不平的情况。
1.2 涂层颜色检查:对照标准颜色样品,检查涂层颜色是否符合要求,排除色差问题。
1.3 涂层光泽度检查:使用光泽度计测量涂层的光泽度,确保光泽度符合标准要求。
二、尺寸检查:2.1 外形尺寸检查:使用测量工具,检查喷漆件的外形尺寸是否符合设计要求。
2.2 几何尺寸检查:使用测量工具,检查喷漆件的几何尺寸是否符合设计要求。
2.3 厚度检查:使用涂层测厚仪,测量涂层的厚度是否符合标准要求。
三、涂层检查:3.1 膜厚检查:使用膜厚测量仪,测量涂层的膜厚是否符合标准要求。
3.2 粘附力检查:使用粘附力测试仪,测试涂层的粘附力是否符合标准要求。
3.3 硬度检查:使用硬度计,测量涂层的硬度是否符合标准要求。
四、附件检查:4.1 螺纹检查:使用螺纹测量工具,检查附件的螺纹是否符合标准要求。
4.2 表面处理检查:检查附件的表面处理是否符合标准要求,如除锈、喷涂等。
4.3 组装检查:检查附件的组装是否正确,确保没有松动或缺失。
五、包装检查:5.1 外包装检查:检查外包装是否完好无损,确保喷漆件在运输过程中不受损。
5.2 标识检查:检查包装上的标识是否清晰可读,确保喷漆件能够正确识别。
5.3 数量检查:检查包装内的喷漆件数量是否与订单一致,确保不会出现漏发或多发情况。
结论:喷漆件检验作业指导书是确保喷漆件质量的重要工具。
通过外观检查、尺寸检查、涂层检查、附件检查和包装检查,可以确保喷漆件的质量符合标准要求,提高产品的可靠性和客户满意度。
在实际操作中,应严格按照指导书的要求进行检验,确保每一道工序都得到正确执行。
喷漆检验标准

喷漆检验标准
喷漆是一种常见的表面处理方法,广泛应用于汽车、家具、机械设备等领域。
喷漆的质量直接影响着产品的外观和耐久性,因此喷漆检验标准显得尤为重要。
本文将介绍喷漆检验的标准及相关内容。
一、外观检验。
1.颜色一致性,喷漆后的颜色应与标准色板一致,不得出现色差。
2.光泽度,喷漆表面应具有一定的光泽度,不得出现起皱、流坠、气泡等缺陷。
3.平整度,喷漆表面不得出现凹凸不平、砂眼、流痕等缺陷。
二、附着力检验。
1.交叉切割法,在喷漆表面做交叉切割,用胶带粘取,检验漆膜是否脱落。
2.铅笔硬度测试,用不同硬度的铅笔在喷漆表面画线,检验漆膜的硬度。
三、耐候性检验。
1.盐雾试验,将喷漆样品放入盐雾试验箱中,检验其耐腐蚀性能。
2.紫外老化试验,将喷漆样品放入紫外老化箱中,模拟阳光照射,检验其耐候
性能。
四、环保性检验。
1.挥发性有机化合物(VOC)含量,检测喷漆中VOC的含量,确保符合环保
要求。
2.重金属含量,检测喷漆中重金属元素的含量,确保不超标。
以上即是喷漆检验的标准内容,通过严格按照这些标准进行检验,可以确保喷漆产品的质量达到要求。
希望本文内容能够对喷漆检验工作有所帮助。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
喷漆件检验规范
1. 目的发现、控制不合格品,采取相应措施处置,以防不合格品误用。
明确公司产品的表面喷涂质
量标准,以使生产和检验有章可循。
2. 适用范围
适用于供方和本公司对所有喷漆件质量的外观检验。
3. 引用文件
Q/****/TX001-2008 《喷漆表面质量要求》
Q/****8.2-2006 《检验和试验控制程序》
4.职责
4.1.品质部负责不合格的发现,记录标识及隔离。
4.2.工程部组织处理不合格品。
4.3.生产部参与不合格品的处理。
4.4.物料部外协人员和生产部委外人员负责外协件不合格品处理与供应商的联络。
5.定义
5.1.不良分类
轻微不良:不影响产品功能的不合格。
对于喷漆件是指在产品正面不易看见的不良,例如有细小的杂质。
在检验判定中可判定为合格。
一般不良:影响产品的形状和外观的不合格。
对于喷漆件指有明显的喷漆不良和加工痕迹,例如鱼眼、沙痕、碰伤等。
严重不良:影响产品的使用,对于喷漆件件是批漆的附着力不满足要求,有严重影响外观的不良现象,例如起泡、脱落。
52观察面
A级面(主面):产品的有标识的一面
B级面(背面):与标识相反的面和侧面
C级面(其它面):安装板底面、有连接器的一面
53不良现象
杂质:涂膜表面因杂点,灰尘、毛尘等引起的凹凸点。
色差:与标准色板存在明显的差异,同一批喷漆件存在颜色差异。
鱼眼:面漆上出现圆形小坑,有时呈分散状,有时呈聚集状。
主要表现在喷了三防漆后(三
防漆具有良好的耐高低温性能;其固化后成一层透明保护膜,具有优越的绝缘、防潮、防漏电、防震、防尘、防腐
蚀、防老化、耐电晕等性能。
)。
皱皮:由于涂膜的流平性不良,涂层处产生的皱褶。
出现类似橘皮、柚子皮那样的皱纹。
(有油花是漆面没有除油有皱皮是你喷漆没有均匀或者是你调漆调的太稀了•或喷的太厚了)掉漆:喷漆后油漆无法附着而造成的油漆脱落,此类不良工件底色可见。
【严重缺陷】虚喷:涂膜厚度过薄,可看见基材底色的部位。
露底:该喷漆的部位没有喷漆,现出基材原色,称露底。
流痕:喷漆后由于局部喷漆量过大,产生下垂形成条状物。
针孔:由于喷涂产生的气泡破裂,产生的小孔。
起泡:漆膜表面有气泡,弄破气泡漆会脱落。
【严重缺陷】
碰伤:由于外物碰撞导致喷漆表面出现碰伤痕迹。
前处理不良:在喷漆前处理过程中的打磨不到位或是打磨过度,表面存在毛刺或砂痕。
6.检验
6.1.检验项目及抽样标准
62检验判定标准
说明:以上数字中0
表示不允许,所有数字都是取的一般值,对于较大面积的产品,在
C面上
的上限值允许增加1个量。
因外观检验无法做到完全的量化,因此对有争议的不良以封样件为准。
封样件由不合格品审理小组确定
箭头所指刮腻子处,允许有轻:微的接缝痕迹,但不能有事实[上的缝隙存在。
合格
细浅:正视不易看见,
般要侧光观察
细深:砂痕较明显,不
8砂痕同角度可见,砂痕面积
小于观测面的1/3
厂―厉连接器粗深部喷T,且面;的检
验:在如图所示的喷1/3
9:漆区色差达到要求时,-允
许;
一有±mm的偏差范围。
r-
10起泡一一:
1 1 1 1 1 1 1 1 1
0 0 1 0 0 1 0 1 1
除指定色板上下限外,不可掺杂色与脱落
不论大小,起泡都不合格,并加严检验
目测
目测
目测
不允许
63
不喷漆区域------ ! -- ►喷漆区域
安装通孔质量判定示意图
7.不合格品处理
7.1.品质检验人员发现不合格品后,在《喷漆联络单》上注明不良的类别。
将不合格品进行标识隔
离,并口头通知生产委外人员。
7.2.生产委外人员将不合格品信息反应到相应
的生产班组,对于一般不合格,生产班组根据周期确定是否需要尽快返工,对于重大不合格和有争议的不合格,生产班组应将信息反应到工程部,由工程部对不合格品做最终处理意见。
是让步接收还是返喷漆。
如果是让步接收则由生产部组织办理让步放行手续(让步接收只针对一般缺陷)。
如果是返喷漆处理则由委外人员填写返修单,并通知物料部与供应商联系。