冲压工艺基础知识概述共71页文档
冲压工艺基本知识介绍
4、导向零件:包括导柱、导套、导板等零件。
5、支持零件:包括上、下模板和凸凹模固定板等零件。
三、模具的组成和制作流程
6、紧固零件:包括内六角螺钉、卸料螺钉等零件。 7、缓冲零件:包括卸料弹簧、聚氨脂橡胶和氮气缸等。 8器、、安存全放零限件制及器其、它上辅下助料零架件、:废主料要滑有槽安、全起侧重销棒、、安吊全耳螺等钉。、工作限制 9压、料安板全落侧下销,:造主成要人作员用、是工防装止的上重模大压损料失板。紧固螺钉松动或断裂,导致 1止0刃、口存长放期限接制触器影:响主刃要口作的用寿是命防。止(模一具般弹采性用元聚件氨长脂期橡受胶压)而失效和防 11、工作限制器:主要作用是限制凸凹模的吃入深度。
二、冷冲压基本工序的分类
二、冷冲压基本工序的分类
二、冷冲压基本工序的分类
二、冷冲压基本工序的分类
二、冷冲压基本工序的分类
落料
是将材料沿封闭轮廓分离的一种冲压工序,被分离的材料成为工件或工 序件,大多数是平面性的 。
二、冷冲压基本工序的分类
二、冷冲压基本工序的分类
二、冷冲压基本工序的分类
(3)表面拉伤→模具工作表面有伤痕;材料表面有缺陷;润滑油中有杂质、 废屑等
(4)波浪、鼓包、凹坑、麻点→压边力小;润滑不当、模具型腔脏;材料 表面脏;透气孔堵塞;模具型面不平、润滑油脏等
四、冲压常见缺陷及产生原因
三、翻边 缺陷:翻边不垂直、翻边高度不一致、翻边拉毛、翻边裂等。 (1)翻边不垂直→凸凹模间隙过大 (2)翻边高度不一致→凸凹模间隙不均匀;定位不准;落料件尺寸不准 (3)翻边拉毛→刃口有伤痕;零件表面有杂质;刃口硬度太低 (4)翻边裂→修边时毛刺大;凸凹模间隙太小;翻边处形状有突变
冲压工艺的基础知识和详细介绍
.
75
改进结构和简化工艺
采用焊接件 改进工艺性
图 冲压焊接结构零件
图 冲口工艺 的应用
.
76
八道 工序
改进为
两道 工序
图3.3.24 消音器后盖零件结构
(a)改进前 (b)改进后 .
77
.
55
简单冲模
在冲床的一次冲程中只完成一个工序的冲模,称为简单 冲模。模具简单,造价低。
简单冲模
.
56
.
57
.
58
连续冲模(级进模)
冲床的一次冲程中,在模具不同部位上同时完成数道冲 压工序的模具,称为连续模。生产率高,要求定位精度高。
连续冲模
.
59
.
60
复合模
冲床的一次冲程中,在模具同一部位上同时完成数道冲压 工序的模具,称为复合模。精度高,模具复杂。
.
28
三 切断
切断---用剪刃或冲模将板料沿不封闭轮廓进行分离的工序。
此外还有切舌(如图所示)、切边、剖切等工序 。
.
29
基本工序
分离工序
变形工序
落料、冲孔 切断
拉深
弯曲
修整
切舌
翻边
成型
.
30
第二节 变形工序
变形工序----使坯料的一部分相对另一部分产生位移 而不破裂的工序。它是许多工序的总称如拉深、弯曲 等。
与坯料纤维方向垂直
.
48
3 翻边
翻边是在坯料的平面部分或曲面部分上使板料沿一定的 曲率翻成竖立边缘的冲压成型方法。内孔翻边和外缘翻边。
翻边孔的容许值 K=do / d
.
49
翻边
冲压工艺的基础知识和详细介绍【完整】
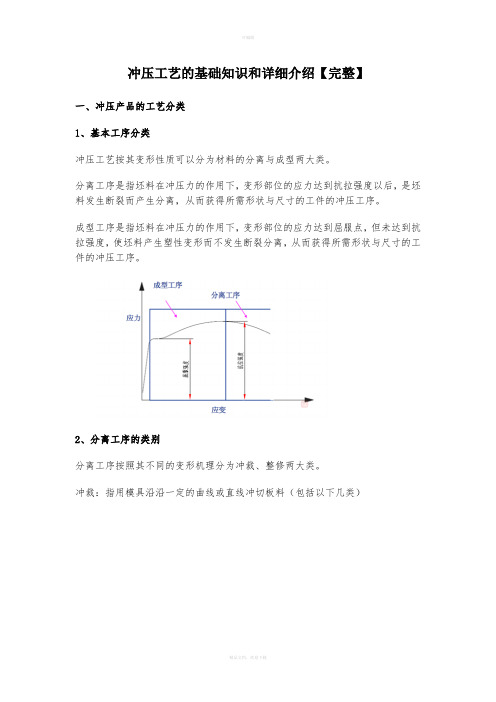
冲压工艺的基础知识和详细介绍【完整】一、冲压产品的工艺分类1、基本工序分类冲压工艺按其变形性质可以分为材料的分离与成型两大类。
分离工序是指坯料在冲压力的作用下,变形部位的应力达到抗拉强度以后,是坯料发生断裂而产生分离,从而获得所需形状与尺寸的工件的冲压工序。
成型工序是指坯料在冲压力的作用下,变形部位的应力达到屈服点,但未达到抗拉强度,使坯料产生塑性变形而不发生断裂分离,从而获得所需形状与尺寸的工件的冲压工序。
2、分离工序的类别分离工序按照其不同的变形机理分为冲裁、整修两大类。
冲裁:指用模具沿沿一定的曲线或直线冲切板料(包括以下几类)整修是对冲裁件的断面部分进行再加工的分离加工方法,整修变形是一种切削机理,其工件的尺寸精度和断面质量比冲裁件好。
3.成型工序的类别成型工序较多,包括:弯曲、拉深、翻边、胀形和挤压工艺等。
(具体如下:)二、冲裁1、冲裁产品的形态与成型过程介绍冲裁产品的形态。
冲裁产品的的断面分为:塌角、光亮带、断裂带、毛刺,这四种形态是在产品冲裁过程中于不同的阶段,不同的部位、不同的应力作用下产生的。
如上图,1塌角 :高度约等于8%T至15%T ;2.光亮带 :高度约等于15%T至55%T ;3.断裂带 :高度约等于35%T至75%T ;4.毛刺 :高度约等于5%T至10%T1)弹性变形阶段受力分析:刃口部分材料受剪切力,力的大小小于弹性极限,若力消失,则材料恢复原始状态。
状态描述:凸模施加压力于材料,材料略挤入凹模刃口。
2)塑性变形阶段受力分析:材料受力由边及中心,逐渐超过弹性极限状态描述:凸模进一步深入材料,在本阶段冲裁件产生塌角以及光亮带3)剪裂阶段受力分析:材料靠近凹模刃口的部分应力首先达到材料的抗剪切强度,使凹模刃口旁边的材料产生的裂纹增大。
而此时凸模刃口部分材料还处于塑性变形阶段,随着冲头的进一步深入材料,冲头附近材料也达到剪切强度,也产生裂纹,再往后两裂纹重合,材料分离。
状态描述:材料分离,上下裂纹重合时相互撕扯产生毛刺三、与产品设计相关的冲裁工艺要点及设计举例1、冲裁产品的分类、作用及结构冲孔 piercing作用 1.作为一般过孔使用(要求较低);2.作为自攻牙底孔使用(产品设计要求光亮带比例较高);3.作为高精度转轴孔使用(要求无毛刺,少断裂带)(采用机械去毛刺的方式或模具倒面的方式)注意:设计冲孔时,由于受到凸模强度的限制, 孔的尺寸不宜太小(一般大于0.5T)落料 stamping作用 1.作为一般外形使用(要求较低);2.作为对接接头激光焊接装配使用(无毛刺、大的光亮带、小的断裂带间隙);3、作为软饰支架使用(要求卷边或者去毛刺)注意:1、产品设计时应该使冲裁件各直线或曲线的连接处有适当的圆角.(否则凹模应力集中,容易损坏);2、考虑到模具线切割的加工工艺,冲裁零件或者落料零件的最小R角不要小于R0.2。
冲压工艺基础知识
工序 分类
基本 工序
冷冲压工序的分类和成形特点
工序 名称
工序简图
分离工 冲裁
序
落料 冲孔
工序特点
沿封闭轮廓 分离出制件
沿封闭轮廓 分离出废料
冷冲压工序的分类和成形特点
弯曲
压弯
续表
将板料沿直线弯曲形 成制件
变形工 序
拉深
拉深
成形
翻边
将板料冲压成开口空 心制件
使板料边缘弯曲成竖 立的曲边弯曲线形状,或 将孔附近的材料变形成有 限高度的圆筒形
冲裁工序还包括切断、切边、切口和剖切等;弯曲还包括拉弯、扭弯 和滚弯等;拉深还包括变薄拉深;成形还包括起伏、缩口、胀形等,其部 分工序简图如图所示。
a)
b)
c) a)剖切
工序简图 b)切口 c)变薄拉深
d) d)胀形
毛坯图
托架冲压加工过程示意图
落料与冲孔
一次弯曲
托架冲压加工过程示意图
二次弯曲
续表
第一章 冲压工艺基础知识
第一节 第二节 第三节 第四节
冲压加工及其工艺过程 冲压模具 冲压成形设备 冲压材料与冲压排样
第一节 冲压加工及其工艺过程
对于如图所示的托架制件(年产量5万件,材料为20钢),一般采用冲压 加工而成。根据需要,该托架制件冲压加工所需的基本工序包括:冲孔、落 料和弯曲。
托架零件
一、冲压加工及其基本工序
1.冲压加工
冲压加工是借助相应的设备(压力机)和工具(冲模),对板料金 属或非金属施加压力,使其产生分离或塑性变形,从而获得具有一定形 状、尺寸和性能要求产品的生产技术。
冲压加工是金属压力加工方法之一,它是建立在金属塑性变形理 论基础上的材料成形工程技术。
冲压工艺基础知识
231车间 周武 2009年10月
目录
一、冲压工艺概述 二、冲压材料概述 三、冲压模具概述 四、冲压零件概述
一、冲压工艺概述
(一)冲压定义及特点
1、冲压的定义
冲压是塑性加工的基本方法之一,它是利用安装在压力机上的 模具,对板料施加压力使其变形和分离,从而获得具有一定形状、 尺寸的零件的压力加工方法。因为它主要用于加工板料零件,所 以有时也叫板料冲压。常温下进行的板料冲压称为冷冲压。
(二)常用冲压材料牌号及工艺性能
用途
一般用 (CQ)
特点
具有足够的延展性,适用于简单成型、弯曲或焊接 加工
冲压用 (DQ)
具有比一般级较大的延展性,适用于制造冲压成型 及较复杂变形加工的零部件
深冲压用 (DDQ)
具有比冲压级较大的延展性,更为均匀的性能,适 用于制造深冲压成型及更为复杂变形加工的零 部件
一、冲压工艺概述
2、弯 曲:将板料、棒料、管料或型材等弯成一定形状和角度零件的成 形方法,是板料冲压中常见的加工工序之一。 ---知识点--弯曲变形的特点: 1)曲变形区主要是弯曲件的园角部分,直线部分一般不产生塑性变形 2)存在不拉长、不压缩的中性层 3)弹性回弹是弯曲成形常见的现象
一、冲压工艺概述
钢板及钢带,HR30T适用于厚度不大于0.6mm的钢板及钢带。
三、冲压模具概述
(一)模具按工序分类的种类及结构
1)拉延成形模:结构部件分为上模(凹模)、下模(凸模)、压边圈、导向 板、限位块、限位螺栓、定位器、起吊棒
三、冲压模具概述
2)切边冲孔模:结构部件分为上模座、下模座、切边镶块、切边凸模、压料 器、氮气弹簧、导栓导套、导向板、冲头、凹模、铆板、顶料气缸、定位器、 限位器、存放块、起吊棒
冲压工艺基础知识概述(PPT 70页)
有分离现象发生,但不 改变空间形状
表1-1 分离工序
表1-1 分离工序(续)
(2)成形工序
冲压成形时,被加工材料在外力作用下,变形区材料所受到的等效应力达到材料的 屈服极限σs,但未达到强度极限σb,使材料只产生塑性变形,从而得到一定形状和尺 寸的零件。成形工序主要有弯曲、拉深、翻孔、缩口、胀形等。
冲压过程现场录像——普通冲压
冲压过程现场录像——普通冲压
冲压过程现场录像——自动冲压
冲压过程现场录像——自动高速冲压
1.1 冲压工艺特点及应用
1.1.1 冲压的概念
日常生活用品
食品行业
电机行业
仪器、仪表行业
家用电器、电脑行业
洗衣机滚筒
空调背板
电子行业
接插件端子
电子行业
汽车行业
冲压加工的缺点
模具制造周期长,成本高。
车门板修边冲孔 模:98万元
传统加工方法和手 段及传统模具材料
自动叠铆级进模: 98万元
缺点将不复存在
但随着先进的模具加工技术及非传统意义上的模具材 料的出现,这种缺点也可逐渐被克服。
➢ 如采用低熔点合金材料制造模具 ➢采用快速原型制造技术制造模具 ➢采用经济模具。
如何衡量板料的冲压成形性能?
(1)抗破裂性是指板料在变形中抵抗破坏的能力。 (2) 贴模性 是指板料在冲压成形过程中取得与模具形状一 致的能力。 (3)定形性是指零件脱模后保持其在模内所得形状的能力。
板料的冲压成形性能可以通过板料的力学性能指标来衡量。力学性能指 标可通过试验获得。
板料冲压成形性能试验方法:
成形工序示意
D
只改变毛坯形状,不发生分离
表1-2 成形工序
表1-2 成形工序(续)
冲压工艺基本知识介绍

冲压常见缺陷及产生原因:
❖ 三、翻边
❖ 缺陷:翻边不垂直、翻边高度不一致、翻边拉毛、翻边裂 等。
❖ (1)翻边不垂直→凸凹模间隙过大 ❖ (2)翻边高度不一致→凸凹模间隙不均匀;定位不准;落料
件尺寸不准 ❖ (3)翻边拉毛→刃口有伤痕;零件表面有杂质;刃口硬度太
低 ❖ (4)翻边裂→修边时毛刺大;凸凹模间隙太小;翻边处形状
返回↑
实例:
返回↑
冲压常见缺陷及产生原因:
❖ 一、落料冲孔(修边)
❖ 缺陷:毛刺过大、变形、表面划伤、尺寸不符、少孔等。 ❖ (1)毛刺过大→凸凹模间隙过大或过小;刃口磨损;导向精
度差;凸凹模位置不同心等 ❖ (2)变形→孔距太小;压料板与凹模型面配合不好;间隙过
大等 ❖ (3)表面划伤→操作时有拖、拉等现象;板料在剪切过程中
→图例
冲裁(冲孔)模典型结构:
1↑ 6↑
: 凸模 是冲模中起直接形成冲件作用的凸形工作零件,即以
外型为工作表面的零件。
返回↑
: 凹模 是冲模中起直接形成冲件作用的凹形工作零件,即以
内型为工作表面的零件。
返回↑
定位零件:
返回↑
压料卸料零件:
返回↑
导向零件:
返回↑
支持零件:
返回↑
紧固零件:
返回↑
模具的组成 :
❖ 1、工作零件:包括凸模和凹模等零件。 ❖ 2、定位零件:主要包括导正销、定位销、侧刃、导
料板、托料销等零件。 ❖ 3、压料、卸料、顶料零件:主要包括卸料板、压边
圈、顶料器、气动顶料装置等零件。 ❖ 4、导向零件:包括导柱、导套、导板等零件。 ❖ 5、支持零件:包括上、下模板和凸凹模固定板等零
压力机上的冲模对材料施加压力,使其产生分离或塑性变 形,从而获得所需要零件的一种压力加工方法。
冲压工艺基础

2.弯曲裂纹 影响裂纹产生的因素是多方面的,主要有以下几个方面: 2.1材料塑性差。 2.2弯曲线与板料轧纹方向夹角不符合规定 排样时,单向V形弯曲时,弯曲线应垂直于轧纹方向;双向弯 曲时,弯曲线与轧纹方向最好成45度。 2.3弯曲半径过小。 2.4毛坯剪切和冲裁断面质量差——毛刺、裂纹。 2.5凸凹模圆角半径磨损或间隙过小——进料阻力增大。 2.6润滑不够——摩擦力较大 2.7料厚尺寸严重超差——进料困难 2.8酸洗质量差
孔变形,凸焊螺 母后不易取出
孔毛刺,凸焊 螺母困难
2、制件翘曲不平 材料在与凸模、凹模接触的瞬间首先要拉伸弯曲,然后剪断、 撕裂。由于拉深、弯曲、横向挤压各种力的作用,使制件展料出 现波浪形状,制件因而产生翘曲。 制件翘曲产生的原因有以下几个方面: 2.1 冲裁间隙大 间隙过大,则在冲裁过程中,制件的拉伸、弯曲力大,易产生翘 曲。改善的办法可在冲裁时用凸模和压料板紧紧地压住,以及保 持锋利的刃口,都能受到良好的效果。 2.2 凹模洞口有反锥 制件在通过尺寸小的部位时,外周就要向中心压缩,从而产生 弯曲。
二、弯曲件的常见缺陷及原因分析
弯曲件常见缺陷有:形状与尺寸不符、弯裂、表面擦伤、挠度和 扭曲等。 1、形状与尺寸不符 主要原因是会弹和定位不当所致。解决的办法除采取措施以减少 回弹外,提高毛坯定位的可靠性也是很重要的,通常采用以下两 种措施; 1.1压紧毛坯 采用气垫、橡皮或弹簧产生压紧力,在弯曲开始前就把板 料压紧。为达到此目的,压料板或压料杆的顶出高度应做得比凹 模平面稍高一些。
II、成形工艺的组成-----:校形
校形前
校形
校形后
总结校形工艺的主要特点: 目的是提高已成形零件的尺寸精度或获得小的圆 角半径。
主要产生的缺陷:褶皱。