振动盘工作原理主要是由一个振动马达作动力
什么是振动盘

什么是振动盘振动盘(Vibratory Feeder)是一种用于输送物料的设备,可以将物料以振动的方式传输到下一个处理步骤或存储器中。
振动盘主要由振动器,振动制动器和罩体构成。
通常,振动盘由一个带有偏心轮的电动机驱动。
当电动机处于工作状态时,偏心轮产生的离心力将物料从料斗中移动到振动盘上。
然后,振动盘的振动运动将物料传输到需要的位置。
振动盘的工作原理振动盘的工作原理基于振动的特性。
当物料处于振动盘上时,振动盘会以高频率振动,这种振动会将物料向前移动,直到达到下一个处理位置。
因此,振动盘的工作原理非常简单但有效。
振动盘中的振动力是由振子和马达产生的。
振子被压紧在振动盘底部,并通过马达产生的震荡力来产生振动。
振动盘的用途振动盘被广泛应用于各种生产工艺中,包括食品加工,医药工业,矿业,建筑材料等领域。
在食品行业,振动盘通常被用来将薯片和小饼干等小食品传递到包装机的输送带上,通常被称为食品振动器。
在药品生产领域,振动盘可以将药品输送到是喷施器上,可精确地喷送药品到需要的位置。
在矿业中,振动盘用于将矿石和煤炭输送到处理设备上。
在建筑材料行业中,振动盘则被用作石料、水泥和混凝土等物料的传输设备。
振动盘的优点振动盘具有许多优点,包括:1.稳定性优异 - 振动盘通过振动来传输物料,因此比其他传输设备更加稳定和准确。
2.传输效率高 - 振动盘的高频率振动能够快速传输物料,从而提高生产效率和产量。
3.维护成本低 - 振动盘所需的维护相对较低且易于维护。
4.能够适应不同种类的物料 - 振动盘可以适应不同形状、大小、重量和硬度的物料,并通过振动适应不同物料的输送速度。
总结振动盘是目前工业生产中广泛应用的设备,其简单而有效的工作原理和多种用途使其成为很多工业企业的首选设备之一。
如果您要用于物料输送和传输的设备,振动盘将是一个非常好的选择。
振动盘的工作原理
振动盘的工作原理
首先,振动盘的工作原理是基于振动马达的驱动。
振动马达通过旋转偏心轮产生离心力,然后将离心力传递给振动盘,使其产生振动。
振动盘内部通常设计有斜度逐渐变小的槽道,物料在振动的作用下沿着槽道向前输送。
这种连续的往复振动可以有效地将物料进行输送和分配。
其次,振动盘的工作原理还涉及到物料的特性和振动参数的调节。
不同的物料在振动盘上的运动特性不同,因此需要根据物料的特性来调节振动盘的振动参数,如振幅和频率。
通过合理地调节振动参数,可以使物料在振动盘上实现最佳的输送效果,提高生产效率。
另外,振动盘的工作原理还包括对物料的分级和筛选。
在振动盘上,可以根据物料的大小和形状进行分级和筛选,通过合理地设计振动盘的结构和槽道,可以实现对物料的精确分配和筛选,满足不同工艺要求。
此外,振动盘的工作原理还涉及到对振动盘的维护和保养。
振动盘作为重要的输送设备,需要定期进行清洁和润滑,以确保其正
常的工作状态。
同时,还需要对振动盘进行定期的检查和维修,及时发现并解决问题,确保设备的稳定运行。
综上所述,振动盘的工作原理主要是通过振动马达驱动振动盘产生连续的往复振动,实现对物料的输送和分配。
在实际应用中,需要根据物料的特性和工艺要求,合理地调节振动参数,并对振动盘进行定期的维护和保养,以确保其正常的工作状态。
振动盘作为一种重要的输送设备,在工业生产中发挥着重要的作用,对于提高生产效率和产品质量具有重要意义。
振动盘的工作原理

振动盘的工作原理
首先,振动盘的工作原理与振动马达的激振力密切相关。
振动盘上安装有一台振动马达,当振动马达工作时,通过激振力将振动盘上的物料进行推动和抛掷,使其产生跳动运动。
振动马达的激振力大小和频率可以通过控制装置进行调节,以满足不同物料的给料要求。
其次,振动盘的工作原理还涉及到振动盘的结构设计。
振动盘通常采用圆形或者线性的结构设计,其表面通常覆盖有防滑、耐磨的材料,以保证物料在振动盘上的稳定运动。
同时,振动盘的倾斜角度和振动频率也是影响物料给料效果的重要因素,需要根据具体的物料性质和给料要求进行合理的设计和调整。
最后,振动盘的工作原理还需要通过控制装置对振动马达进行精准的控制。
控制装置可以根据生产工艺要求,调节振动盘的振动频率、振幅和给料量,以实现对物料的精准控制和调节。
通过合理的控制装置设计和参数设置,可以使振动盘实现高效、稳定的物料给料,提高生产效率和产品质量。
总的来说,振动盘的工作原理是通过振动马达产生的激振力,使物料在振动盘上产生连续跳动,从而实现物料的定量、均匀给料。
这种工作原理在许多领域得到了广泛的应用,如矿山、冶金、化工、建材等行业的物料输送和给料过程中。
希望通过对振动盘工作原理的深入了解,能够更好地应用和优化振动盘设备,提高生产效率,降低能耗成本,实现可持续发展的目标。
振动盘的调整方法及维护须知
振动盘的调整方法及维护须知谈起振动盘,很多厂家是及其有发言权的,因为他们是这个圈子内的佼佼者,今天就为大家简单介绍下振动盘的一些基本知识振动盘的调整方法:1.电磁铁与衔铁的间距,在不撞击的前提下越小越好。
2.弹簧板的弹力必须合适,调节方法是反复改变数量和厚度,要有足够耐心。
3.通常振动盘需要配合一个电磁振动控制器,以调节振幅,控制输送速度。
主要是由一个振动马达作动力,振动马达工作时产生定向频率的力.只要把振动盘看成是一种斜面,再对这个斜面进行物理学的受力分析,你就能很容易理解他的工作原理了。
振动盘电磁线圈在工作中的,斜面受电磁吸力会微小的上下振幅,调整振动盘的工作频率以及间隙就可实现顺利工作。
振动电磁铁原理:利用了电磁铁产生交变磁场,振动部分是一个铁片悬浮在电磁铁前方,信号经过电磁铁的时候会使电磁铁磁场变化,从而使铁片振动发声。
交流电压实电磁铁产生磁场,由于频率很高,所以产生的磁力也是瞬间变化底盘的下面有3-6组一定角度的弹簧片,当电磁铁同交流电瞬间产生磁场,弹簧片受压,当电压正选波变化的时候,弹簧片弹回来,就产生了力,可靠的保证.最后细说一下振动盘的维护及其常见的故障及排除方法:振动盘的技术参数大至有3条:1是顶盘规格大致是φ80MM至φ1000MM.2是额定电压为交流220V或110V,频率为50HZHZ,振动盘根据需要采用全波激磁或半波激磁.3是振动盘根据客户需要可分为顺时针与逆时针.振动盘的安装:1打包装时检查整机及随附件是否符合装箱单2是检查主机各部位固件是否有松动.3是安装时一定要使减振元件处于相对应位置.4是振动盘高度及水平调整后,将底座聚固在固定板或支架上.5是振动盘出口连连接设备之间要留有适当间隙,以免影响振动盘正常运转.6是用电气控制盒连接振动盘电气插头,接通电源,打开开关,缓慢转动电位器,逐渐达到需要的送料数量即可.最后要注意的是在开机前一定要将电位器调至最低值,以免损坏可控硅振动盘常见故障及排除方法有以下几点:一.接通电源后不振动,要检查电气控制器保险丝是否溶断,电气元件是否松动,插头插座是否接触不良.如果是输送速度达不到要求又要注意下面3条;1.检查紧固弹性元件的螺丝钉是否松动.2.弹簧片是否断裂.3.电磁间隙是否过于大,正常间隙对应小型振动盘的电磁铁与衔铁的间距在0.5MM至1.2MM范围内.铁心与衔铁工作面不平行度不大于0.02MM.二.电磁铁线圈温度偏高或烧毁线圈有2点:1.电磁与衔铁之间间隔过大,线圈容易烧毁.2.适应于全波振动的电磁铁如果用于半波电源会出现温度偏高.以上都是振动盘的应用和维护,也许不全面期待改进.。
振动盘的工作原理
振动盘的工作原理
振动盘是一种常见的振动设备,常用于物料输送、筛分和选别等工艺过程中。
它的工作原理基于振动力的作用,通过产生振动将物料进行输送或分离。
以下是振动盘的工作原理的详细描述。
1. 振动源:振动盘的核心部件是振动源,通常由电机和离心振动器组成。
电机提供动力,并将其转化为旋转的振动力。
这个振动力是由离心振动器产生的,通过旋转产生离心力,进而驱动振动盘的振动。
2. 振动传递:振动源产生的振动力通过传递系统传递到振动盘上。
传递系统通常由弹性连接件(如橡胶弹簧)和传动装置组成,用于减缓振动力的传递并调节振动的频率和幅度。
3. 振动盘结构:振动盘通常由一个平台和一组振动器组成。
平台上安装有物料输送槽或分离筛网,而振动器则固定在平台的底部。
振动器将振动力传递给平台上的物料或筛网,以实现物料的输送或分离。
4. 动能转化:振动盘通过不断变换振动力的方向和幅度,将输入的机械动能转化为物料的动能。
当振动盘处于振动状态时,物料受到振动力的作用,发生上下、左右或环形方向的移动,从而实现物料的输送或分离。
总体而言,振动盘的工作原理可以归纳为通过振动力产生物料的运动,实现物料的输送或分离。
振动力通过振动源产生,并
通过传递系统传递到振动盘上。
振动盘上的物料受到振动力的作用,产生相应的运动,从而完成工艺过程中的目标。
详解振动盘的工作原理
详解振动盘的工作原理
振动盘是一种将物品通过振动输送的设备。
其工作原理基于振动力的产生和传递。
振动盘的主要组成部分包括电机、振动器、弹簧系统和物料槽。
电机通过连接至振动器的轴向上,提供动力以驱使振动盘工作。
弹簧系统则用于支撑和控制振动器的振动。
当电机启动时,通过电机的旋转运动,转动的力被传递至振动器的轴上。
振动器由一对离心质量块构成,这些块因转动而产生离心力,使其在垂直方向上振动。
当振动器开始振动时,这种振动力被牵引至物料槽上。
物料槽中通常装填有待输送的物料,这些物料受到振动力的作用下开始向前运动。
振动力产生的周期性振动将物料推向前方,并提供必要的摩擦力以克服物料与槽壁之间的摩擦力。
这种周期性的推动和摩擦作用使物料在振动盘上连续向前运动。
同时,振动盘的弹簧系统起到了支撑和控制振动器振动的作用。
弹簧的弹性特性可以减缓振动器的振幅和频率变化,使振动的轨迹更加稳定和可控。
通过调节振动盘的振幅、频率和角度等参数,可以进一步优化振动盘的工作性能,以适应不同物料的输送需求。
总结起来,振动盘的工作原理是利用电机提供的动力,通过振动器产生的振动力以及弹簧系统的支撑和控制,将物料连续推动和输送。
这种振动力产生的周期性振动使物料克服摩擦力并向前运动,实现物料的输送目的。
振动盘的工作原理

振动盘的工作原理
振动盘是一种常用的物料输送设备,它通过振动的方式将物料从一个地方输送到另一个地方。
它主要由振动马达、振动器、底座和输送槽等部件组成。
振动盘的工作原理是通过振动马达产生的振动力,使得输送槽内的物料产生连续的跳跃运动,从而实现物料的输送。
振动盘的振动马达是其工作的关键部件之一。
振动马达通过旋转产生离心力,而离心力又会使得振动器产生振动。
振动器通过连接输送槽,将振动传递给输送槽内的物料,从而使得物料产生跳跃运动。
这种跳跃运动可以有效地将物料从一个地方输送到另一个地方,实现物料的连续输送。
在振动盘的工作过程中,物料首先被装载到输送槽内。
当振动盘启动时,振动马达开始产生振动力,使得输送槽内的物料产生跳跃运动。
由于物料的惯性,它会在振动的作用下向前移动,从而实现输送的目的。
同时,振动盘的输送槽通常会设计成一定的角度,这样可以进一步促进物料的输送。
振动盘的工作原理非常简单,但却非常有效。
它可以广泛应用
于颗粒状、块状和粉状物料的输送,如食品加工、化工、矿山、建材等行业。
由于其结构简单、运行可靠、维护方便等优点,振动盘在工业生产中得到了广泛的应用。
总的来说,振动盘的工作原理是通过振动马达产生的振动力,使得输送槽内的物料产生跳跃运动,从而实现物料的输送。
它在工业生产中发挥着重要的作用,为物料输送提供了一种高效、可靠的解决方案。
振动盘工作原理
振动盘工作原理
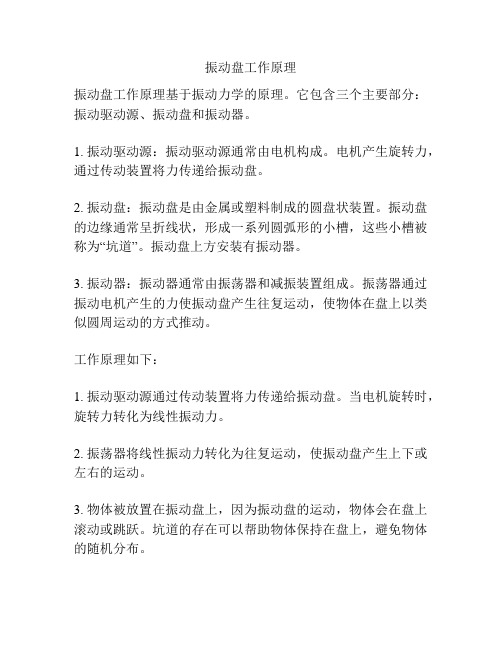
振动盘工作原理基于振动力学的原理。
它包含三个主要部分:振动驱动源、振动盘和振动器。
1. 振动驱动源:振动驱动源通常由电机构成。
电机产生旋转力,通过传动装置将力传递给振动盘。
2. 振动盘:振动盘是由金属或塑料制成的圆盘状装置。
振动盘的边缘通常呈折线状,形成一系列圆弧形的小槽,这些小槽被称为“坑道”。
振动盘上方安装有振动器。
3. 振动器:振动器通常由振荡器和减振装置组成。
振荡器通过振动电机产生的力使振动盘产生往复运动,使物体在盘上以类似圆周运动的方式推动。
工作原理如下:
1. 振动驱动源通过传动装置将力传递给振动盘。
当电机旋转时,旋转力转化为线性振动力。
2. 振荡器将线性振动力转化为往复运动,使振动盘产生上下或左右的运动。
3. 物体被放置在振动盘上,因为振动盘的运动,物体会在盘上滚动或跳跃。
坑道的存在可以帮助物体保持在盘上,避免物体的随机分布。
4. 物体的滚动或跳跃运动可以用于物料的输送、分离、筛选等处理过程。
实际应用中,可以根据物料的特性和处理要求,调整振动盘的振动频率和幅度,以获得最佳效果。
总之,振动盘的工作原理是通过电机产生的力驱动振动盘,从而使物体在盘上产生往复运动,用于物料的处理和输送。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
振动盘工作原理主要是由一个振动马达作动力,振动马达工作时产生定向频率的力.只要把振动盘看成是一种斜面,再对这个斜面进行物理学的受力分析,你就能很容易理解他的工作原理了。
振动盘电磁线圈在工作中的,斜面受电磁吸力会微小的上下振幅,调整振动盘的工作频率以及间隙就可实现顺利工作。
振动电磁铁原理:利用了电磁铁产生交变磁场,振动部分是一个铁片悬浮在电磁铁前方,信号经过电磁铁的时候会使电磁铁磁场变化,从而使铁片振动发声。
调节铁片和电线圈之间的距离从而影响的它振动的频率。
主要是由一个振动马达作动力,振动马达工作时产生定向频率的力.只要把振动盘看成是一种斜面,再对这个斜面进行物理学的受力分析,你就能很容易理解他的工作原理了。
振动盘电磁线圈在工作中的,斜面受电磁吸力会微小的上下振幅,调整振动盘的工作频率以及间隙就可实现顺利工作。
振动电磁铁原理:利用了电磁铁产生交变磁场,振动部分是一个铁片悬浮在电磁铁前方,信号经过电磁铁的时候会使电磁铁磁场变化,从而使铁片振动发声。
可我不能理解的是为什么控制器在没接线圈时输出是220V,一但接上后电压就变到8V 振动盘是一种自动定向排序的送料设备。
振动盘的组成:料斗、底盘、控制器、直线送料器振动盘的工作原理:料斗下面有个脉冲电磁铁,可以使料斗垂直方向振动,由于弹簧片的倾斜,使料斗绕其垂直轴做扭摆振动。
料斗内零件,由于受到这种振动,而沿螺旋轨道上升,直到送到出料口。
自动送料振动盘是一种自动定向排序的送料设备。
其工作目的是通过振动将无序工件自动有序定向排列整齐、准确地输送到下道工序。
自动送料振动盘主要由料斗、底盘、控制器、直线送料器等配套组成。
自动送料振动盘的料斗下面有个脉冲电磁铁,可以使料斗垂直方向振动,由于弹簧片的倾斜,使料斗绕其垂直轴做扭摆振动。
料斗内零件,由于受到这种振动,而沿螺旋轨道上升,直到送到出料口。
自动送料振动盘的料斗分为筒形料斗、螺旋、线料斗、锥形料斗、等分线料斗五种;底盘有正拉底盘、侧拉底盘、压电式底盘、精密底盘四种;控制器分为普通控制器、分极控制器、调频控制器、带缓启动控制器、数显调频控制器五种;直线送料器可根据客户需求订制各式各样型号直线送料器亦可根据产品要求订制。
振动盘主要由料斗、底盘、控制器、直线送料器等配套组成。
除满足产品排序外还可用于分选、检测、计数包装,是一种现代化高科技产品。
振动盘的作用:振动盘广泛应用于电池、五金、电子、医药、食品、连接器等各个行业,是解决工业自动化设备供料的必须设备。
振动盘是一种自动组装机械的辅助设备,能把各种产品有序排出来,它可以配合自动组装设备一起将产品各个部位组装起来成为完整的一个产品。
振动盘是由一个振动马达作动力,振动马达工作时产生定向频率的力.只要把振动盘看成是一种斜面,再对这个斜面进行物理学的受力分析,你就能很容易理解他的工作原理了。
振动盘电磁线圈在工作中的,斜面受电磁吸力会微小的上下振幅,调整振动盘的工作频率以及间隙就可实现顺利工作。
振动磁铁'>电磁铁原理:利用了电磁铁产生交变磁场,振动部分是一个铁片悬浮在电磁铁前方,信号经过电磁铁的时候会使电磁铁磁场变化,从而使铁片振动发声。
振动盘是一种自动定向排序的送料设备。
振动盘的组成:料斗、底盘、控制器、直线送料器振动盘的工作原理:料斗下面有个脉冲电磁铁,可以使料斗垂直方向振动,由于弹簧片的倾斜,使料斗绕其垂直轴做扭摆振动。
料斗内零件,由于受到这种振动,而沿螺旋轨道上升,直到送到出料口。
自动送料振动盘是一种自动定向排序的送料设备。
其工作目的是通过振动将无序工件自动有序定向排列整齐、准确地输送到下道工序。
自动送料振动盘主要由料斗、底盘、控制器、直线送料器等配套组成。
自动送料振动盘的料斗下面有个脉冲电磁铁,可以使料斗垂直方向振动,由于弹簧片的倾斜,使料斗绕其垂直轴做扭摆振动。
料斗内零件,由于受到这种振动,而沿螺旋轨道上升,直到送到出料口。
自动送料振动盘的料斗分为筒形料斗、螺旋、线料斗、锥形料斗、等分线料斗五种;底盘有正拉底盘、侧拉底盘、压电式底盘、精密底盘四种;控制器分为普通控制器、分极控制器、调频控制器、带缓启动控制器、数显调频控制器五种;直线送料器可根据客户需求订制各式各样型号直线送料器亦可根据产品要求订制。
★原理:在电磁振动器作用下,料斗作扭转式上下振动,使工件沿着螺旋轨道由低到高移动,并自动排列定向,直至上部出料口而进入输料槽,然后由送料机构送至相应工位。
为方便分析,以直槽式上供料器为例,图1-40* 电磁振动上供料器的工作过程,是由于电磁铁的吸引和支承弹簧的反向复位作用,使料槽产生高速、高频(50~100次/秒)、微幅(0.5~1mm)振动,使工件逐步向高处移动。
**I=0时,料槽在支承弹簧作用下向右上方复位,工件依靠它与轨道的摩擦而随轨道向右上方运动,并逐渐被加速。
**I>0时,料槽在电磁铁的吸引下向左下方运动,工件由于受惯性作用而脱离轨道,继续向右上方运动(滑移或跳跃)。
……下一循环,周而复始→工件在轨道上作由低到高的运动。
1、工件在轨道上的受力分析*工件在轨道上的受力:自重力、轨道反力、摩擦力、惯性力;*摩擦力、惯性力与电磁铁的电流有关。
(1)I=0时,支承弹簧复位,轨道以加速度a1向右上方运动,工件力平衡如图1-41:ma1cosβ+mgsinα=F=μN(2—1)ma1sinβ+mgcosα=N(2—2)(2)I>0时,电磁铁吸引,轨道以加速度a2向左下方运动,工件受力平衡如图1-42:ma2cosβ-mgsinα=F=μN(2—3)ma2sinβ-mgcosα=-N(2—4)l 2、工件在轨道上的运动状态分析(1)运动分析根据受力分析,工件在轨道上的运动有两种可能性:A、因惯性沿轨道下滑,此时I=0,且有ma1cosβ+mgsinα>μN(2—5)a1>g(sinα-μcosα)/(μsinβ-cosβ)(2—6)——当轨道向右上方运动的加速度a1满足上式时,工件便会沿轨道下滑。
这对振动上供料机构是不希望出现的。
B、沿轨道上行,此时根据电磁铁吸合与否可得:I=0,a1≤g(sinα-μcosα)/(μsinβ-cosβ)(2—7)I>0,a2≥g(sinα+μcosα)/(μsinβ+cosβ)(2—8)——电磁振动供料器要实现预定的上供料,轨道向右上方运动的加速度a1和向左下方运动的加速度a2必须满足上述工件沿轨道上行时的条件式。
工件沿轨道上行时的运动状态随多种条件而变。
(2)运动状态图1-43工件在料道上的运动状态(a)连续跳跃;(b)断续跳跃;(c)连续滑移;(d)断续滑移注:图示为料槽的两极限位置。
A、连续跳跃*运动过程:I=0、弹簧使料斗复位,工件依靠摩擦、空间位置从A点上行到B点;I>0、电磁铁吸合,由于惯性、工件由B点跳跃起来↓(腾空时间≥料斗运行至最下方的时间)I=0、工件再落至轨道上时已到达C点→后又随轨道上行到D点。
↓如此往复,工件“随轨道上行--跳跃--再随轨道上行…”→工件跳跃式前进,跳跃间距为AC段。
*特点:/工件具有大的供料速度,供料率高;/工件运动平稳性差,对定向不利;/适用于形状简单、定向要求不高的件料及供料速度较大的场合。
*运行条件:电磁铁吸力、料槽振幅及抛射角较大。
但工件腾空时间过大→料斗复位时工件再落至轨道过晚→A点与C点的间距缩小,甚至落回原处而没有前移。
B、断续跳跃*运动过程:I=0、弹簧使料斗复位,工件依靠摩擦、空间位置从A点上行到B点;↓I>0、电磁铁吸合,由于惯性、工件由B点跳跃起来(腾空时间<料斗运行至最下方的时间)↓→工件很快落至轨道上的C点、并随轨道下行到D点;I=0、工件再随轨道从空间位置D点上行到E点。
↓如此往复,工件“随轨道上行--跳跃后随轨道下行--再随轨道上行…”→工件断续跳跃式前进,跳跃间距为AD段。
*特点:/工件具有较大的供料速度,供料率较高;/工件运动平稳性一般。
*运行条件:电磁铁吸力、料槽振幅及抛射角中等。
C、连续滑移*运动过程:I=0、弹簧使料斗复位,工件依靠摩擦、空间位置从A点上行到B点;I>0、电磁铁吸合,由于惯性、工件沿轨道由B点滑移(滑移时间≥料斗运行至最下方的时间)I=0、工件停下时已滑移至C点→后又随轨道上行。
如此往复,工件“随轨道上行--滑移--再随轨道上行…”→工件滑移式前进,滑移间距为AC段。
*特点:/工件具有较大的供料速度和供料率;/工件运动平稳,利于定向;/适用于形状较规则、有定向要求的件料及供料速度较大的场合。
*运行条件:电磁铁吸力、料槽振幅及抛射角均较跳跃时的小。
D、断续滑移*运动过程:I=0、弹簧使料斗复位,工件依靠摩擦、空间位置从A点上行到B点;I>0、电磁铁吸合,由于惯性、工件沿轨道由B点滑移(滑移时间<料斗运行至最下方的时间)↓→工件很快停在轨道上的B′点、并随轨道下行到C点;I=0、工件再随轨道从空间位置C点上行。
如此往复,工件“随轨道上行--滑移后随轨道下行--再随轨道上行…”→工件断续滑移式前进,滑移间距为AC段。
*特点:/工件供料速度和供料率较小;/工件运动平稳,亦利于定向;/适用于有定向要求但供料速度要求不高的场合。
*运行条件:电磁铁吸力、料槽振幅及抛射角均小。
综上:设计合理、参数选择恰当→不产生跳跃、平稳滑移、供料较快→首选连续滑移。
3、工件在轨道上滑移和跳跃的条件(1)滑移条件由前分析,工件沿轨道上行滑移的条件a1≤g(sinα-μcosα)/(μsinβ-cosβ)a2≥g(sinα+μcosα)/(μsinβ+cosβ)如取α=2°(常为1~2°),β=20°(常为15~25°),μ=0.41,则a1≤0.47ga2≥0.41g所以,只要合理设计,使轨道向左下方运行的加速度a2满足一定条件,便可获得预定的滑移状态。
(2)跳跃条件工件在惯性力作用下产生跳跃,脱离轨道,此时受力式(2—4)为ma2sinβ-mgcosα=0所以产生跳跃的条件为a2≥gcosα/sinβ同上取α=2°,β=20°,μ=0.41,则有a1≤0.47ga2≥2.92g如将料槽受电磁力作用产生的振动视作简谐振动,其频率为f、振幅为A,则轨道最大加速度amax为amax=2π2f2A所以,当amax=2π2f2A=a2≥gcosα/sinβ,工件就会产生跳跃式前进。
l ★由上分析可知,连续跳跃所需加速度a2最大,断续滑移时a2最小。
★圆筒形料斗与直槽形的工作原理、件料运动状态完全相同,但振动形式有区别:直槽形料斗是往复直线式振动,而圆筒形是往复扭转式振动。
交流电压实电磁铁产生磁场,由于频率很高,所以产生的磁力也是瞬间变化底盘的下面有3-6组一定角度的弹簧片,当电磁铁同交流电瞬间产生磁场,弹簧片受压,当电压正选波变化的时候,弹簧片弹回来,就产生了力。