捣固炼焦的工艺流程
捣固炼焦技术样本

重视应用捣固炼焦技术-12-10所谓捣固炼焦技术( StampCokingTechnology, 简称SCT) , 是一种能够经过增加配煤中高挥发分、弱粘结性或不粘结性的低价煤的含量来扩大炼焦煤资源的方法。
其优点如下: ( 1) 提高焦炭质量和节约资源: 煤料经捣固后, 堆密度可提高到0.95~1.15t/m3, 煤粒间接触致密, 比常规顶装煤煤粒子间的间距缩小28%~33%, 所得焦炭的致密程度明显改进, 有明显的改进焦炭质量的效果。
同时, 在保证同样焦炭质量的前提下, 可多用20%~30%左右的高挥发分弱粘煤及部分非粘结煤, 扩大炼焦用煤源, 降低对优质炼焦用煤的依赖度和提升焦炭生产的成本优势。
( 2) 经济效益显著: 尽管捣固焦炉的捣固机和装煤车的投资高于顶装煤的机械费用, 可是捣固煤饼的堆积密度比顶装煤高1/3, 故相同生产规模的焦炉, 捣固焦炉能够减少炭化室的孔数或炭化室容积, 因此, 捣固焦炉的总投资并不比顶装焦炉高。
另外, 捣固炼焦工艺能够比顶装煤炼焦工艺配入更多的高挥发分或弱粘结性的低价煤, 同时增加石油焦及焦粉的配入量, 减少焦煤用量, 直接降低了焦炭的生产成本, 并使捣固焦炉焦炭质量提高, 可相应提高销售价格, 增加销售收入。
( 3) 减少环境污染: 与顶装焦炉相比较, 在产量相同的情况下, 捣固焦炉具有减少出焦次数、减少机械磨损、降低劳动强度、改进操作环境和减少无组织排放的优点; 装煤的污染物排放量减少90%; 工艺除尘效率高, 减少了环境污染。
捣固炼焦工艺由于具有诸多优点, 已在许多国家大量采用, 特别是在缺乏强粘结性煤资源的国家。
原苏联从1989年开始将一个顶装焦炉改造为捣固炼焦炉以后, 开始在其高挥发分煤矿地区采用捣固炼焦工艺。
波兰由于其国内挥发分高的煤源比较多, 适合炼焦的煤源不太丰富, 因此也大量采用捣固工艺。
当前, 世界上比较先进的捣固技术是由德国开发的萨尔堡捣固技术。
年产60万吨4350D捣固型机焦炉工艺流程说明

年产60万吨4350D捣固型机焦炉工艺流程说明年产60万吨4350D捣固型机焦炉工艺流程说明(2009-05-18)焦炉炉体为双联火道、废气循环、宽炭化室、宽蓄热室、焦炉煤气下喷的单热式焦炉。
熄焦采用湿法熄焦;装煤采用捣固侧装方式;装煤、推焦设有地面除尘站3.2.5.1备煤车间备煤包括煤的堆存、配煤、粉碎和输送。
●煤场精煤由本公司或外地洗煤厂购进,从外省购进的洗精煤用火车运进厂内的经卸料槽后用皮带运至精煤堆场,汽车可直接运送至精煤堆场;本地精煤由矿区各洗煤厂汽运至精煤堆场。
煤场主要用于贮存各种炼焦煤。
炼焦煤在煤场经过一段时间的贮存后,能够达到煤质均匀化和脱水的目的;同时保证焦炉连续、均衡生产,并稳定焦炭的质量。
拟建煤场的设计容量为3.5万t,操作容量为2.7万t。
按4种煤计算,满足焦炉15天的用煤量。
●地下受配煤槽地下受配煤槽是将各种牌号的炼焦用煤,根据配煤试验确定的配比进行配合,使配合后的煤能够炼出符合质量要求的焦炭,同时合理利用煤炭资源,降低生产成本。
受配煤槽采用锥形斗嘴,操作稳定,仓壁配有仓壁振动器,可防止配煤槽内棚料,提高配煤的准确性。
●粉碎粉碎机室是将配合后的煤进行粉碎处理,使其细度<3mm的煤达到80%以上,从而保证装炉煤的粒度均匀,达到提高焦炭质量的目的。
由受配煤机槽来的配合煤经除铁件后,进入粉碎机室进行粉碎。
粉碎机为2台200t/h的反击式粉碎机,1用1备。
本工程设计采用地下受煤坑,备煤工艺采用先配合再粉碎的工艺流程。
备煤系统分为卸料系统、备料系统及配煤粉碎系统。
从精煤卸料开始至煤场为卸料系统;从煤场开始至配煤仓顶为备料系统;从配煤仓下电子自动配料秤开始至煤塔顶为配煤粉碎系统。
备煤系统能力按60万吨/年产焦配套设计,卸料系统能力为600t/h,备料系统能力为300t/h,配煤粉碎系统能力为200t/h。
炼焦所需的洗精煤运至煤场,由推土机或装载机将煤卸到地下受煤槽中,用圆盘给料机配煤。
煤炭焦化过程及工艺流程

煤碳焦化厂生产工艺及流程一、焦系统工艺流程图煤塔→振动给料机→捣固装煤车→荒煤气→上升管→桥管→集气管→吸气管→气液分离器→回收分厂↑→ 焦炉→罩式拦焦车→熄焦车→熄焦塔→凉焦台→焦1皮带→↑ ↘↓推焦车↘↑ ↓ ↓消烟除尘车→除尘通风机→ 烟囱→焦3皮带→焦4皮带→单层振动筛→焦5皮带→分料器→焦6皮带↓ ↓ ↓↓可逆输送机↓ ↓ ↓中焦焦仓←25~40㎜级←双层振动筛焦8皮带大焦焦仓↙↓ ↓小焦焦仓←10~25㎜级<10㎜级→焦沫仓>40㎜级大焦焦场→汽车外运二、鼓冷系统工艺流程从焦炉来的荒煤气、氨水、焦油首先在气液分离器进行气液分离,分离出的粗煤气分别进入循环池;分离下来的焦油、氨水和焦油渣一起进入进入机械化氨水澄清槽。
离开气液分离器的煤气进入横管式初冷器,初冷器分上、下两段,在初冷器上段,用循环水间接冷却煤气冷却至45℃,再经下段制冷水间接冷却,使煤气进一步降温至22℃,冷却后的煤气进入旋流板捕雾器,最后进入煤气鼓风机进行加压,加压后煤气进入电捕焦油器,捕集焦油雾滴后的煤气,送往脱硫及硫回收工段。
送往用户使用。
初冷器的煤气冷凝液分别由初冷器上、下段流出,分别经初冷水封槽进入上、下段冷凝液循环槽,由冷凝液循环泵送至初冷器上、下段喷淋,吸收净化煤气中的奈;苯;酚等,多余部分下段冷凝液循环泵外排气液分离器前荒煤气管上或焦油氨水机械分离槽内。
由气液分离器来的氨水焦油混合液自流入机械化氨水澄清槽,在槽内经重力分离作用,上层为储藏的的氨水,连续满流至循环氨水槽后,经循环氨水泵加压后,送焦炉桥底部水管处喷洒冷却荒煤气。
多余的氨水去剩余氨水槽,用剩余氨水泵送至脱硫工段进行蒸氨。
中部为焦油,经焦油液位调节器连续压入焦油中间槽,当达到一定液位时,用焦油泵将其送至焦油槽,焦油需外售时,用焦油泵送往装车台装车外售。
焦油渣则沉淀于澄清槽底部,经链条刮板机连续刮出槽外。
定期送往煤场掺混炼焦。
三、循环水流程由循环水池来的循环水经循环水泵加压后分别供给横管初冷器一段、风机冷却器、预冷塔换热器装置,氨水废水强制冷却器、氨酚冷却凝缩器,粗苯冷凝冷却器,一段油水换热器、空压站。
捣固炼焦的工艺流程
处理效果
经过处理的废气应达到国 家排放标准,减少对环境 和人体的危害。
废水处理
废水来源
处理效果
废水主要来源于焦炉冷却、熄焦和焦 化生产过程中的各种排水,含有多种 有害物质和悬浮物。
经过处理的废水应达到国家排放标准 ,减少对水体的污染。
处理方法
废水处理方法包括沉淀、过滤、吸附 、生物处理和化学处理等,可根据实 际情况选择合适的处理技术。
熄焦操作
熄焦操作是将热态的焦炭从炭 化室中卸出并进行冷却处理。
熄焦操作通常采用湿法或干法 熄焦,湿法熄焦可以回收余热 并减少环境污染,干法熄焦则 可以提高熄焦效率。
在熄焦过程中,需要控制熄焦 时间和冷却方式等参数,以获 得符合要求的焦炭产品。
04 焦炭处理
焦炭的冷却
01
02
03
焦炭的冷却方式
自然冷却、强制冷却、惰 性气体冷却等。
采用焦炭强度测定仪、耐磨强度试验机等设备进行检测。
检测标准
根据不同用途和行业标准,制定相应的质量指标和检测标准。
05 环境保护与安全措施
废气处理
废气来源
捣固炼焦过程中产生的废 气主要来源于焦炉烟理方法
废气处理方法包括燃烧法 、吸附法、吸收法和冷凝 法等,可根据实际情况选 择合适的处理技术。
THANKS
历史与发展
历史
捣固炼焦技术起源于20世纪初,经 过多年的研究和发展,逐渐成为一种 成熟的炼焦工艺。
发展
随着环境保护意识的提高和能源需求 的增加,捣固炼焦技术不断改进和完 善,其应用范围也不断扩大。
适用范围
适用煤种
适用于各种烟煤、无烟煤和粘结性煤等。
适用领域
广泛应用于钢铁、化工、电力等领域,是现代工业中不可或缺的重要技术之一 。
60万吨焦化捣固焦项目投产工艺技术方案

60万吨焦化捣固焦项目投产工艺技术方案一、工艺说明:由备煤车间运来的洗精煤,经过配煤、粉碎、加湿后运入煤塔,用小皮带带入新增煤塔储存。
正常生产时装煤车行至煤塔下方,由摇动给料机均匀逐层给料,用18锤移动捣固机分层捣实,然后将捣好的煤饼从焦炉机侧按计划装入炭化室。
煤饼在950℃~1050℃的温度下高温干馏。
经过24小时(设计能力)干馏后,成熟的焦炭被推焦车、拦焦车导出落入熄焦车,由熄焦车送至熄焦塔用水喷洒熄焦,熄焦后的焦炭由熄焦车送至晾焦台,经补充熄焦,晾焦后,由刮板放焦机放至皮带机送至筛焦楼进行筛分装车或送大焦仓。
高温干馏过程中产生的荒煤气经炭化室顶部空间、上升管、桥管入集气管。
在桥管处被循环氨水喷洒降温至70-80度左后。
经气液分离器至化产冷鼓、脱硫、硫铵、粗苯、煤气加压等工序外送至用户。
同时副产焦油、硫铵、硫磺等产品。
净煤气部分回炉做燃气,部分外送至公司外客户做工业燃料。
本次技术改造,主要是对煤料的入炉方式做了改造,同时相应的温度、吸压力做一系列调整。
其它的向煤气导出系统、冷却系统、净化系统、燃烧系统及废气系统均未作改动。
可能带来的煤气发生量偏大、化产负荷较重的工艺问题待投产后根据实际情况作出调整。
二、主要工艺参数:(一)入炉煤指标:挥发分(%)26-28,粘结指数60左右,细度≤3mm(%)90左右,水分9-11%(二)煤饼指标:堆密度0.95-1.06m3/t,煤饼尺寸13000*430*(3900-4100),煤饼高度3.9-4.1m。
(三)生产指标:设计周转时间24h,设计单炉产量18吨左右,煤气产率320NM3/t 干煤,年工作日365天,年产量60万吨。
(四)主要设备参数:装煤车走形电机YZP22 5M_3,22千瓦转速1分钟727转。
托板给煤电机WZP355L1_10,,110千瓦转速1分钟579转。
卷扬机YZ160L-8,7.5千瓦转速1分钟705转,给料机YZ160M-6,5.5千瓦转速1分钟930转,捣固机YZ200L-6,22千瓦转速1分钟943转。
捣固作业

炼焦车间捣固装煤标准化作业指导BFJT-JH-LJ-ZYZD-008-2011编制:刘军胡裕文丁海峰审核:审批:编号:二○一一年八月一、目的指导和规范捣固装煤岗位的生产操作。
二、适用范围本规程适用于炼焦车间生产运行工段捣固装煤岗位。
三、术语/定义1、结焦时间:煤料结焦过程中在炭化室内停留的时间,即是指由装煤时间至推焦时间的间隔。
2、周转时间:某一炭化室从推焦(装煤)至下一次推焦(装煤)的时间间隔。
3、推焦时间:推焦杆头接触焦饼表面开始进行推焦操作的时间。
捣固时间:装煤车空煤箱中心正对捣固机捣固锤中心至煤箱捣固满后符合煤量要求允许走行的时间间隔。
5、装煤操作时间:装煤车打开煤箱挡板至托煤板离开炉门的时间间隔。
6、全炉操作时间:在一个周转时间内,各段操作时间之和。
7、炭化室处理时间:炭化室从推焦时间至装煤时间的间隔。
8、推焦电流:指推焦时焦饼移动过程中的最大电流。
9、推焦串序:焦炉各个炭化室依次装煤、出焦的次序叫推焦串序。
10、单炉操作时间:相邻出炉号从推焦(装煤)到推焦(装煤)的时间间隔。
11、膨胀压力:因炭化室底面和上面及靠近炉墙位置温度较高使得煤料的周围形成塑性层,象一个膜袋,膜袋内的煤热解产生气态产物使膜袋膨胀,通过半焦层及焦炭层向炭化室两侧施加压力。
12、推焦计划系数(K1):指推焦计划表中计划结焦时间与规定结焦时间相吻合的程度,计算公式如下:K1=(M-A1)/M式中:M——班计划出炉数。
A1——计划与规定结焦时间相差±10分钟以上的炉数13、推焦执行系数(K2):用以评定每班按推焦计划实际执行的情况,计算公式如下:K2=(N-A2)/ N式中:N——本班实际推焦炉数。
A2——实际推焦时间超过计划推焦时间±5分钟以上的炉数14、推焦系数(K3):用以评价焦化厂炼焦作业区在遵守规定结焦时间方面的管理水平,计算公式如下:K3= K1×K2四、岗位职责捣固岗位职责:1、在工段长、机侧组长的领导下进行工作,执行其工作指令。
炼焦生产工艺流程
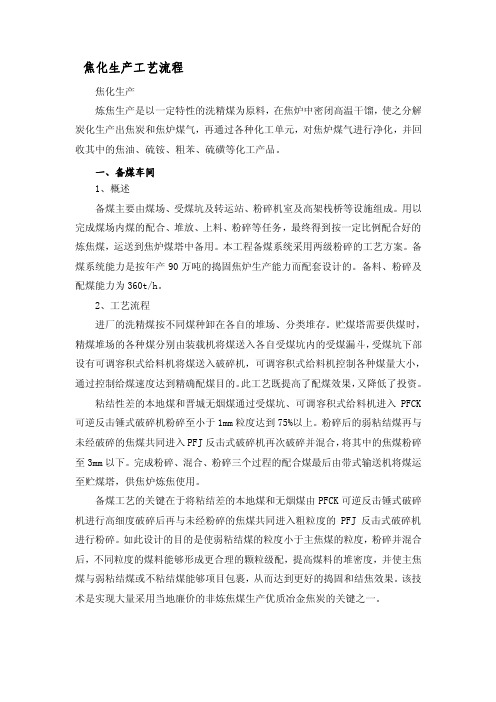
焦化生产工艺流程焦化生产炼焦生产是以一定特性的洗精煤为原料,在焦炉中密闭高温干馏,使之分解炭化生产出焦炭和焦炉煤气,再通过各种化工单元,对焦炉煤气进行净化,并回收其中的焦油、硫铵、粗苯、硫磺等化工产品。
一、备煤车间1、概述备煤主要由煤场、受煤坑及转运站、粉碎机室及高架栈桥等设施组成。
用以完成煤场内煤的配合、堆放、上料、粉碎等任务,最终得到按一定比例配合好的炼焦煤,运送到焦炉煤塔中备用。
本工程备煤系统采用两级粉碎的工艺方案。
备煤系统能力是按年产90万吨的捣固焦炉生产能力而配套设计的。
备料、粉碎及配煤能力为360t/h。
2、工艺流程进厂的洗精煤按不同煤种卸在各自的堆场、分类堆存。
贮煤塔需要供煤时,精煤堆场的各种煤分别由装载机将煤送入各自受煤坑内的受煤漏斗,受煤坑下部设有可调容积式给料机将煤送入破碎机,可调容积式给料机控制各种煤量大小,通过控制给煤速度达到精确配煤目的。
此工艺既提高了配煤效果,又降低了投资。
粘结性差的本地煤和晋城无烟煤通过受煤坑、可调容积式给料机进入PFCK 可逆反击锤式破碎机粉碎至小于1mm粒度达到75%以上。
粉碎后的弱粘结煤再与未经破碎的焦煤共同进入PFJ反击式破碎机再次破碎并混合,将其中的焦煤粉碎至3mm以下。
完成粉碎、混合、粉碎三个过程的配合煤最后由带式输送机将煤运至贮煤塔,供焦炉炼焦使用。
备煤工艺的关键在于将粘结差的本地煤和无烟煤由PFCK可逆反击锤式破碎机进行高细度破碎后再与未经粉碎的焦煤共同进入粗粒度的PFJ反击式破碎机进行粉碎。
如此设计的目的是使弱粘结煤的粒度小于主焦煤的粒度,粉碎并混合后,不同粒度的煤料能够形成更合理的颗粒级配,提高煤料的堆密度,并使主焦煤与弱粘结煤或不粘结煤能够项目包裹,从而达到更好的捣固和结焦效果。
该技术是实现大量采用当地廉价的非炼焦煤生产优质冶金焦炭的关键之一。
二、焦化车间1、概述炼焦车间主要由2×45孔550-D型,炭化室高5.5m蓄热室式捣固焦炉,双联火道、废气循环、下喷、单热式焦炉及配套设施组成。
捣固炼焦工艺流程

四、暴露出的问题
1.岗位人员巡检力度不够,设备保养欠缺,工作责任心不 足。
2.有关作业人员对相邻岗位统不熟悉,以致不能分析出故 障的原因。
3.领导组织工作混乱,到场领导没有一个统一的指挥,恰 似看热闹,不知如何处理。
4.安全意识不到位,事故四小时还未对现场进行封锁、增 设防护栏。
五、事故教训及防范措施
• 事故原因:
1、焦油盒堵塞是事故发生的根本原因; 2、岗位人员巡检存在死角,不注重细节,疏忽大意; 3、设备定期维护很差,导致放散装置不能疏通; 4、煤气组人员未能及时将集气管压力过大原因找出; 5、在场人员缺乏相关知识; 6、组织工作混乱; 7、安全环保意识不到位
三、事故采取的措施
1.及时向负责人和领导上报; 2.组织人力到现场抢救; 3.采取手动调节压力,但翻板卡死不能活动; 4.对荒煤气进行放散,但未成功; 5.拉开除尘孔盖,以减小集气管压力; 6.用工业水对上升管进行冷却; 7.人工疏通焦油盒; 8.组织热修班及检修班对损坏设备进行抢修,尽快恢复了 出炉。
10、在有计划缩短结焦时间时,允许昼夜提高火道 温度不超过60℃,接近极限操作时,应不超过 20℃。
11、集气管压力应保证结焦末期炭化室底部压力不 小于5Pa。
12、煤气主管压力不得低于500Pa,否则立即停止 加热并停止外供煤气
典型事故分析
• 天能公司2月9号2#焦炉荒煤气无法导出事 故报告
一、事故经过
一、小焦化
1、年产冶金焦70万吨,耗干煤约93.8万吨,炉型型 号:TJL4350D型焦炉,炭化室高4.3m、宽 500mm,双联、下喷、单热、废气循环、侧装捣 固。
2、TJL—太原焦炉;43—4.3m高;50—500㎜宽 ;D—捣固。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
2、 各炭化室内的煤料在炼焦过程中生成的化工产品和荒煤
气,经上升管、桥管、阀体、集气管、吸气管送入化产净 化回收处理使用。
3、高温荒煤气流经桥管时,受循环氨水的强烈喷洒被冷却 ,此时荒煤气中的焦油汽大部分被冷凝成焦油并与循环氨 水一同经水封阀汇集气管中、经焦油盒,循环氨水回流管 流入机械化焦油氨水澄清槽。
二、大焦化
贵州黔桂天能焦化有限公司焦化扩建工程设 计规模为年产焦炭130万吨,采用2x65孔 JNDK55-07型炭化室高为5.5m单热式捣固焦炉。 2x65孔焦炉布置在一条中心线上,采用单集气管 (设在焦侧)、双吸气管。在炉组机侧设一个双 曲线斗槽煤塔。与2x65孔焦炉配套建设一套 170t/h干法熄焦装置及迁台车,新型湿法熄焦系 统作为备用。装煤除尘采用双U型管导烟车配合 高压氨水,出焦除尘及焦侧炉头烟尘采用地面除 尘站除尘方式。
3、煤在炭化室干馏过程中产生的荒煤气汇集到 炭化室顶部空间,经上升管、桥管进入集气管, 约800℃左右的荒煤气在桥管内被氨水喷洒冷却 至85℃左右。荒煤气中的焦油等同时被冷凝下来。 煤气和冷凝下来的焦油同氨水一起经吸煤气管道 送入煤气净化车间。
4、焦炉加热用的焦炉煤气,由外部管道空架引 入。分别进入每座焦炉的煤气经过预热器预热至
50℃左右送入地下室,通过下喷管把煤气送入燃 烧室立火道与从废气开闭器进入的空气汇合燃烧。 燃烧后的废气通过立火道顶部的跨越孔进入下降 气流的立火道,再经过蓄热室,由格子砖把废气 的部分显热回收后经过小烟道、废气交换开闭器、 分烟道、总烟道、烟囱,排入大气。上升气流的 煤气和空气与下降气流的废气由交换传动装置定
焦炉工艺流程简介
• 小焦化生产工艺流程:
1、推焦装煤车到煤塔取煤,经捣固机捣固成煤饼后,将煤 装入待装煤炭化室内,导烟车(消烟除尘车)除尘后,盖 上消烟除尘孔盖和上升管盖,在规定的结焦时间内进行炼 焦(高温干馏)。炭化室内的焦炭成熟后,按9-2串序, 由推焦装煤车将红焦经拦焦车导焦槽推入熄焦车车箱内。 红焦经湿法熄焦后,卸在凉焦台上,熄灭后的焦炭由放焦 机放到运焦皮带上并转运到筛焦楼,经筛分后的焦炭转入 各级焦仓内,装车外运。
捣固炼焦工艺流程
指导:梁昌平、赵永胜
目 捣固炼焦工艺概述 录
捣固炼焦工艺简介 炼焦常见的名词解释和控制参数
典型事故分析
常出现的考试题
•概 述
天能煤化工厂有四座焦炉,每年设计可生产 200万吨,其中小焦化为70万吨,大焦化130万吨。 焦炭分为≧40mm、25~40mm、10~25mm和 0~10mm四级。
一、小焦化
1、年产冶金焦70万吨,耗干煤约93.8万吨,炉型型 号:TJL4350D型焦炉,炭化室高4.3m、宽 500mm,双联、下喷、单热、废气循环、侧装捣 固。
2、TJL—太原焦炉;43—4.3m高;50—500㎜宽 ;D—捣固。
3、炉组规模:2×50孔,设计结焦时间:22小时30 分。投产日期:#1炉2005年6月10日,#2炉2005 年10月28日。
4、启动除尘风机,经焦炉燃烧导烟车(或)拦焦车将推焦 (或)装煤信号送达除尘站PLC系统显示屏上,得到除尘 站操作员指令后,方可推焦或装煤。在推焦或装煤时所产 生的烟气,经除尘站专用阵法性高温冷却混合吸附装置, 冷却、分离进一步净化,净化后的废气由高速旋转的通风 机组经排气筒(烟囱)排至大气。
集气管
时进行换向。
捣固机
配合煤
装煤车
推
焦 车
炭化室
拦
熄
焦
焦
车
车
熄
晾
焦
焦
塔
台
干熄炉
皮带
冶金焦 篦条筛
混合焦
焦
皮带
仓
大块焦、焦丁 、外销
振筛
大焦化捣固炼焦工艺流程图
焦炉机械的五车一机主要性能及特点
1、装煤车 2、推焦车 3、拦焦车 4、导烟车 5、电机车
捣固焦炉设备俯视图
导烟车
捣固站
电机车
装煤车 推焦车
吸气管
化产车间
配合煤 捣固机
桥管
除尘站
上升管
导烟车
装
煤
拦
推
炭化室
焦
焦
车
车
熄
熄
晾
焦
焦
焦
车
塔
台
皮带
冶金焦 篦条筛
混合焦
焦
皮带
仓
大块焦、焦丁 、外销
振筛
小焦化捣固炼焦工艺流程图
• 大焦化生产工艺流程
1、由备煤车间送来的能满足炼焦要求的配合煤装 入煤塔。通过摇动给料器将煤装入装煤车的煤箱 内(下煤不顺畅时,采用风力震煤措施),并将 煤捣成煤饼,装煤车按作业计划将煤饼从机侧送 入炭化室内。煤饼在炭化室内经过一个结焦周期 的高温干馏炼制成焦炭和荒煤气。
拦焦车
焦炉
装煤车
装煤车分为、炉头烟密封等装置。左、右型。装煤车设置走行、机械化送 煤、余煤回收装煤车可以通过煤塔,实现左右型互为备用。
• 推焦车
推焦机设有推焦、取闭炉门装置,机械清扫炉门及炉框装置,头尾焦回收 装置、机械清扫操作台,上升管根部和炭化室顶部除石墨装置,扒煤饼装置 (含运输系统),推焦电流自动显示和记录等
• 拦焦车
拦焦机设有除尘罩,一次对位,设有取、装炉门和导焦机构、 机械清扫炉门和炉门框机构、焦侧炉头烟处理装置、头尾焦回收 装置和炉台清扫装置。
拦焦车
除尘连接套
电机车
导烟车
• 固定式捣固机
固定式捣固机整机从国外引进。每组捣固机由5台可更 换的捣固小车组成,每台小车装有6个捣固锤,一套捣固 机组捣固锤的数量为30个,每台小车位置具有互换性。每 组捣固机和每台捣固小车的动作采用PLC装置对捣固全过 程进行集中控制。捣固锤工作时,只作上下往复运动,不 作水平运动。每台捣固小车或者每组捣固机能够自动集中 润滑。在煤料水分9 % --11%,煤料细度<3mm的大于 90%条件下,捣实后的煤槽内的煤饼密度不小1.1t/m3, 并且密度均匀,顶部压实,保证煤饼有可靠的稳定性。捣 固一个煤饼的时间为7min,煤饼的外形尺寸为(长x宽x高 mm) 15210/15070x450x5370。
2、 炭化室内的焦炭成熟后,用推焦车推出,经 拦焦车导入焦罐车中,由电机车牵引至干熄站的 提升井架的底部。起重机将焦罐提升并送至干熄 炉炉顶,通过布袋料钟的装入装置将焦炭装入干 熄炉内。在干熄炉中焦炭与惰性气体直接进行热 交换,焦炭被冷却至200℃以下,经排除装置卸 到带式输送机上,然后送往焦处理系统。采用备 用的湿法熄焦时,推出的焦炭经拦焦车导入熄焦 车内进行喷水熄焦。熄焦后的焦炭卸至凉焦台上, 冷却一定时间后送往筛焦楼。