第四届全国数控技能大赛决赛实操样题-四轴加工中心样题
数控比赛试题及答案

数控比赛试题及答案1. 单选题:数控机床的坐标系通常采用哪种坐标系?A. 直角坐标系B. 极坐标系C. 圆柱坐标系D. 球坐标系答案:A2. 多选题:数控编程中常用的编程语言包括哪些?A. G代码B. M代码C. 自然语言D. 汇编语言答案:A, B3. 判断题:数控机床的刀具半径补偿功能是为了补偿刀具磨损。
答案:错误。
刀具半径补偿功能是为了补偿刀具的尺寸误差。
4. 填空题:数控机床的G代码中,G00代表______。
答案:快速定位5. 简答题:简述数控机床的工作原理。
答案:数控机床的工作原理是利用计算机数字控制技术,通过数控系统将加工程序转化为机床的移动指令,控制机床各轴的精确运动,从而实现工件的加工。
6. 计算题:已知数控机床的切削速度为60米/分钟,进给速度为0.2毫米/转,求切削深度为5毫米时的切削时间。
答案:切削时间 = 切削深度 / (切削速度 * 进给速度) = 5 / (60 * 0.2) = 0.0417分钟。
7. 操作题:请描述数控机床在加工过程中出现刀具断裂的应急处理步骤。
答案:首先,立即停止机床运行。
然后,检查刀具断裂情况,确认无其他安全隐患后,更换新的刀具。
接着,重新对刀并校正机床坐标系。
最后,继续加工或重新编程。
8. 论述题:论述数控机床在现代制造业中的重要性。
答案:数控机床在现代制造业中的重要性体现在其高精度、高效率和高自动化程度上。
数控机床能够实现复杂零件的加工,减少了人工干预,提高了生产效率和加工精度,同时降低了生产成本。
此外,数控机床的灵活性和可编程性使其能够快速适应不同产品的生产需求,增强了企业的市场竞争力。
以上为数控比赛试题及答案的示例排版和格式。
第四届全国数控大赛山东省预赛实操试题-数控铣工加工中心(高级组)操作技能-A
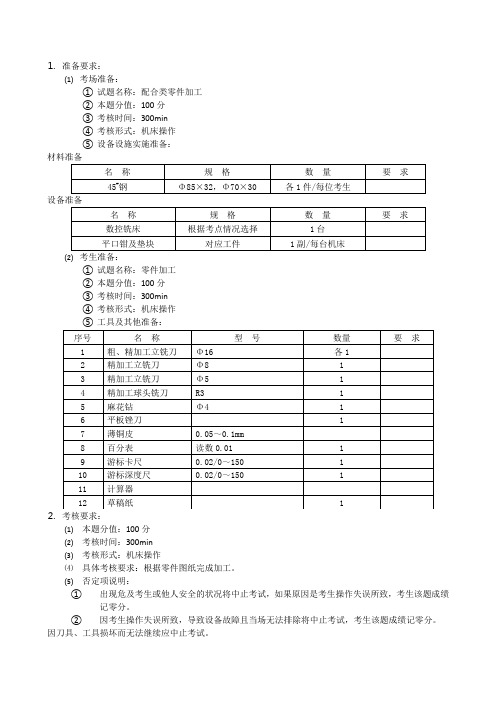
⒈准备要求:⑴考场准备:①试题名称:配合类零件加工②本题分值:100分③考核时间:300min④考核形式:机床操作⑤设备设施实施准备:①试题名称:零件加工②本题分值:100分③考核时间:300min④考核形式:机床操作⑤工具及其他准备:⒉⑴本题分值:100分⑵考核时间:300min⑶考核形式:机床操作⑷具体考核要求:根据零件图纸完成加工。
⑸否定项说明:①出现危及考生或他人安全的状况将中止考试,如果原因是考生操作失误所致,考生该题成绩记零分。
②因考生操作失误所致,导致设备故障且当场无法排除将中止考试,考生该题成绩记零分。
因刀具、工具损坏而无法继续应中止考试。
`操作技能考核总成绩表序号项目名称配分得分备注1 现场操作规范 52 工件质量95合计100现场操作规范评分表序号项目考核内容配分考场表现得分1现场操作规范正确使用机床 12 正确使用量具 13 合理使用刃具 14 设备维护保养 2合计 5工件质量评分表序号考核项目扣分标准配分得分1 件一总长100 超差全扣 22 外径Φ48 超差全扣 23 外径Φ42 超差全扣 24 外径Φ每超差0.01扣2分;粗糙度超差扣2分 45 R28圆弧半径超差扣2分,粗糙度超差扣1分 36 长度65每超差0.01扣1分 67 锥面没有成形全扣,粗糙度超差扣2分 38 R3圆角没有成型全扣 19 R4圆角没有成型全扣 110 倒角没有成型全扣 111 件二总长60-0.03每超差0.01扣2分 512 外径Φ24 超差全扣 213 外径Φ27-0.025每超差0.01扣2分 514 外径Φ30 超差全扣 215 螺纹M24 1.5 螺纹环规检验,不合格全扣 416 锥面没有成型全扣,粗糙度超差扣1分317 2-C2倒角每缺少1处扣1分 218 221槽槽宽、底径、位置每-处超差扣1分 319 220槽槽宽、底径、位置每-处超差扣1分 320 2-长度16 每一个超差扣1分 221 件三总长49 超差全扣 222 外径Φ45-0.025每超差0.01扣2分;粗糙度超差扣2分 623 R28圆弧半径超差扣2分,粗糙度超差扣1分 424 螺纹M24 1.5 螺纹塞规检验,不合格全扣 4评分人:年月日核分人:年月日。
第四届全国数控技能大赛决赛实操试题

第四届全国数控技能⼤赛决赛实操试题第四届全国数控技能⼤赛决赛(实操)试题征集样题第四届全国数控技能⼤赛决赛实操试题向全社会征集,要求应征者提供试题图纸(包括装配图、零件图、节点坐标图)、图纸分析、⼑具清单、⼯艺分析与⽅案(关键部位和加⼯难点分析、装卡⽅案、⼑具选择与加⼯参数、加⼯顺序、⾛⼑路线、加⼯时间等)、加⼯程序编制和实物照⽚(经过试切后的零件和装配效果)等⽅⾯的内容。
现根据第⼀届全国数控技能⼤赛实操试题提出参考样式如下:⼀、题⽬:⼯种、组别实操竞赛试题及其⼯艺⽅案注:1。
请注明⼯种。
如数控车⼯、数控铣⼯、加⼯中⼼操作⼯2.请注明组别。
职⼯(学⽣)组⼆、试题图纸(以数控铣⼯职⼯组XB-11为例)⼯件加⼯图纸包括XB-11-00、XB-11-01、XB-11-02、XB-11-03、XB-11-04共五张,见附图。
三、图纸分析XB-11是⼀套以铣加⼯为主,并包括孔系加⼯等⼯序内容的试题。
材料为调质45#钢,硬度为HRC26~32,⽑坯尺⼨件⼀为180×180×42(长×宽×⾼),件⼆为180×180×19。
从装配⽰意图中可以看出本套试题由件⼀、件⼆、和两个圆柱销组成,三种零件装配后⾼度尺⼨为48-0.1,技术要求:件⼀和件⼆配合后两个?16h7圆柱销同时插⼊。
件⼀技术要求有两项:未注公差±0.1mm(不含180×180外形);D向外轮廓曲线形状公差-0.03mm,-0.06mm。
加⼯要素有平⾯、曲线、腔槽和孔类加⼯。
主要加⼯项⽬包括上下平⾯、D向视图壁厚0.8803.060.0--mm内外型腔、曲线b内腔槽、曲线c内腔槽、槽深550.0-mm、⼯件⾼度4150.0-mm、螺孔M42×1.5-7H、销孔2-?16018.0+mm、位置尺⼨150±0.02mm、主视图中腔槽60°上侧⾄D向外轮廓下侧13046300.0+-mm尺⼨。
第四届全国数控技能大赛决赛实操样题五轴加工中心样题

A-AB-BC-C1序号代号名称数量材料重量单件总计备注1JW0101基座1硬铝加工件2GB/T70.1-2008风道板固定螺钉6钢/不锈钢/有色金属3JW0102风道板145#加工件4JW0103风罩1硬铝加工件5GB/T70.1-2008内六角圆柱头螺钉M5×162钢/不锈钢/有色金属6JW0104风扇轮1硬铝加工件9GB/T276-1994深沟球轴承628型210GB/T819.1-2000十字槽沉头螺钉M2.5X1021Gr18Ni9Ti11标准部件小直流电机(12V3300转/分)1赛场提供12JW0106电机固定板145#加工件13GB/T70.1-2008内六角圆柱头螺钉M5×164钢/不锈钢/有色金属五轴装配图1:3第四届全国数控技能大赛CNCC'2010中国佛山法律声明:本图纸归第四届全国数控技能大赛组委会所有,仅限于第四届全国数控技能大赛实际操作竞赛使用。
未经组委会书面授权,任何个人与单位不得将本图用于竞赛、出版、印刷及生产使用。
A-AB-BAABBCC向其余:3.2DD向旋转技术说明:未注倒角0.5X45°材料机床比例姓名基座硬铝1:2第四届全国数控技能大赛CNCC'2010中国佛山其余:3.2技术说明:未注倒角0.5X45°,棱边倒角0.2X45比例姓名1:1第四届全国数控技能大赛CNCC'2010中国佛山法律声明:本图纸归第四届全国数控技能大赛组委会所有,仅限于第四届全国数控技能大赛实际操作竞赛使用。
未经组委会书面授权,任何个人与单位不得将本图用于竞赛、出版、印刷及生产使用。
XYZOOXYZ其余:3.2曲线注:曲线B是曲线A沿Z轴正向投影到SR52-0.03-0.104表面的型示意图扇形槽中线三维数学模内视图)曲线A俯视图(在XY平面风罩硬铝1:1.5第四届全国数控技能大赛CNCC'2010中国佛山技术说明:1、叶片为三个,由初始叶片绕Z轴均布圆形阵列生成。
数控技能证技能大赛复习题考试题有答案4

第四章数控机床的坐标系统及加工工艺87.我国制定了等效于ISO841的标准JB/T3051-1999,规则如下:(1)刀具相对于静止的工件而运动的原则(2)标准(机床)坐标系的规定。
88.机床坐标系规定机床坐标系是一个右手笛卡坐标系,规定了X,Y,Z直角坐标轴的方向,并根据右手螺旋法则确定出A,B,C三个旋转坐标的方向。
89.数控机床某一部件运动(即移动轴)的正方向规定为增大刀具与工件之间距离的方向。
90.Z坐标规定为与主轴线平行的标准坐标轴,X坐标轴一般是水平的它平行于工件的装还夹平面,在无回转刀具和回转工件的机床上,X 坐标平行于主要切割方向,在有回转工件的机床上,X坐标方向在工件的径向上,且平行于横向滑座。
91.在编程时,表示刀具(或机床)运动位置的坐标值通常有两种,一种是绝对尺寸,另一种是增量尺寸。
92.所谓绝对坐标是表示刀具(或机床)运动位置的坐标值,是相对于固定的坐标原点给出的,而增量坐标值则是相对于前一点位置的增加量(或减少)而得出的。
93.数控机床的坐标系统分为机床坐标系和工件坐标系。
94.数控车床的机床原点是之为主轴端面与主轴旋转中心线的交点与机床的X,Z轴组成坐标系,出厂前已预设好。
95.机床参考点的固定位置由Z向和X向的机械挡块来确定,它也是一个固定点,是X,Z轴离工件最远的一个点。
96.编程时首先找出图上的设计基准点(尽量保证定位基准和设计基准重合)该点称为工件原点,车削件一般取在工件的左,右端面或卡盘端面与主轴的交点处。
97.工件坐标系是由工件原点与X,Z轴组成当它建立后,显示器上显示的坐标值就是刀位点,在工件坐标系中的位置。
98.对刀点选择的有:(1)便于用数字算是和简化程序编制(2)在机床上找正容易加工便于检查(3)引起加工误差小(4)可在不干涉换刀情况下取距离最短。
99.使工件在机床上或夹具上具有正确的位置称定位,将工件按已确定的正确位置固定的过程称夹紧,这两者合称为安装。
数控铣工_4级_竞赛_操作技能鉴定_试题单1.2.1
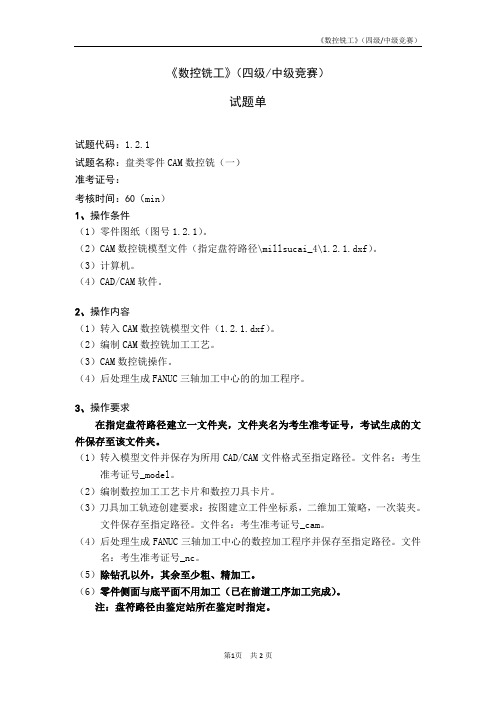
《数控铣工》(四级/中级竞赛)
试题单
试题代码:1.2.1
试题名称:盘类零件CAM数控铣(一)
准考证号:
考核时间:60(min)
1、操作条件
(1)零件图纸(图号1.2.1)。
(2)CAM数控铣模型文件(指定盘符路径\millsucai_4\1.2.1.dxf)。
(3)计算机。
(4)CAD/CAM软件。
2、操作内容
(1)转入CAM数控铣模型文件(1.2.1.dxf)。
(2)编制CAM数控铣加工工艺。
(3)CAM数控铣操作。
(4)后处理生成FANUC三轴加工中心的的加工程序。
3、操作要求
在指定盘符路径建立一文件夹,文件夹名为考生准考证号,考试生成的文件保存至该文件夹。
(1)转入模型文件并保存为所用CAD/CAM文件格式至指定路径。
文件名:考生准考证号_model。
(2)编制数控加工工艺卡片和数控刀具卡片。
(3)刀具加工轨迹创建要求:按图建立工件坐标系,二维加工策略,一次装夹。
文件保存至指定路径。
文件名:考生准考证号_cam。
(4)后处理生成FANUC三轴加工中心的数控加工程序并保存至指定路径。
文件名:考生准考证号_nc。
(5)除钻孔以外,其余至少粗、精加工。
(6)零件侧面与底平面不用加工(已在前道工序加工完成)。
注:盘符路径由鉴定站所在鉴定时指定。
四轴加工中心样题

腔体
比例 1:1.5 材料 45钢 图号 J0102
第3张共4张
12±0.05
48
φ100 30°
1.6 15
φ80
第四届全国数控技能大 C赛NCC'2010 中国 佛山
6-R4
3-φ11 3-R25
120°
A向
R3(周圈)
3-50±0.03 0.05 A
2-R3
7 14±0.03
法律声明:本图纸归第四届全国数控技能大赛组委会所有,仅限于第四届全国数控技能大赛实际操作竞赛使用。未经组委会书面授 权,任何个人与单位不得将本图用于竞赛、出版、印刷及生产使用。
0
2
5
40
φ
3
2
+0.025 0
(有效深度20)
1.6
20±0.02 22±0.02 C
A
B
6±0.03
φ80
φ30(展开)
φ20(展开) 35
A
B
C
0.04 A 60±0.10
3-φ11 φ0.04 A
6
120° 6-R6
φ115
3-2.5
3
45°
3-R4 20° 20°
2
120° 7
30°
D A-A
120°
15±0.05
3-φ11 φ38
φ80
3.2
其余
φ 1 0 50- 0 . 0 5
.05 .15
0 0
-
0
120°
0
1
φ
6.3
5
0 -0
.10
法律声明:本图纸归第四届全国数控技能大赛组委会所有,仅限于第四届全国数控技能大赛实际操作竞赛使用。未经组委会书面授 权,任何个人与单位不得将本图用于竞赛、出版、印刷及生产使用。
第四届全国数控大赛山东选拔赛数控铣工、加工中心操作工高职、高技组操作试题-1
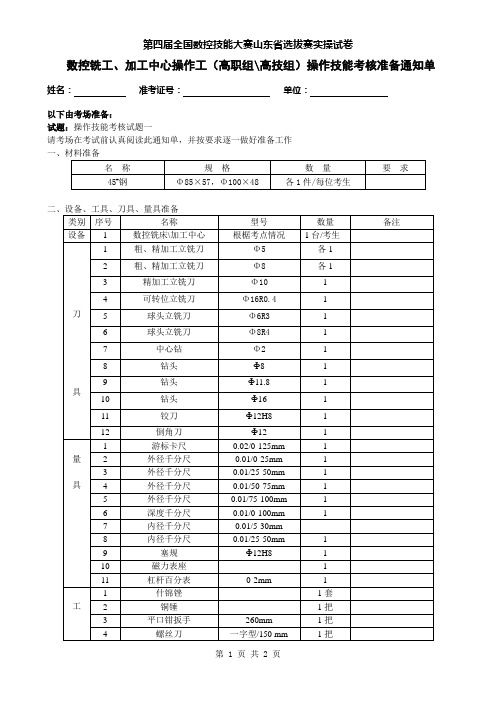
姓名:准考证号:单位:以下由考场准备:试题:操作技能考核试题一请考场在考试前认真阅读此通知单,并按要求逐一做好准备工作一、材料准备二、设备、工具、刀具、量具准备姓名:准考证号:单位:300分钟四、说明:1、除上述型号的数控车床外,其它型号数控车床亦可。
2、若设备数量有限,考试可分批进行,但必须保证每位考生有一台。
3、首个场次的第一批考生可允许有0.5小时的准备时间。
4、每个工位应配有一个工具箱供考生摆放工、量、刀具。
5、考场应配有必须的清扫工具。
6、每个考场应配有工位编号及钢印字头、胶布等编号用品。
7、每位考生考前领取1件试件毛坯,10页A4复印纸。
五、人员要求1、监考人员的数量与考生人数之比1:5。
2、每个考场应配有机修工、电工、医护人员各一名。
监考人员、考试服务人员(机修工、电工、医护人员)必须于考试前30分钟到考场。
以下由考生准备:试题:操作技能考核试题一考生准备:工作服、计算器、铅笔、钢笔考件编号: 姓名: 准考证号:单位:试题:操作技能考核试题一本题分值:100分考核时间:300分钟考核形式:实操具体考核要求:a)按照所给图纸制定数控工艺路线,并编制正确的加工程序。
b)在机床上加工出合格的零件。
c)操作规范。
否定项说明:若因考生操作不当,造成设备损坏或人员伤亡,则应及时终止其考试,并取消其考试资格,考生本次考试成绩记为零分。
考件编号: 姓名: 准考证号:单位:考件编号: 姓名: 准考证号:单位:考件编号: 姓名: 准考证号:单位:考件编号:姓名:准考证号:单位:试题名称:操作技能考核试题一考件编号:姓名:准考证号:单位:考件编号:姓名:准考证号:单位:考件编号:姓名:准考证号:单位:第四届全国数控技能大赛山东省选拔赛实操试卷数控铣工、加工中心操作工(高职组\高技组)操作技能考核评分记录表考件编号:姓名:准考证号:单位:评分人:年月日核分人:年月日第5页共5页。