压力表检验步骤
一般压力表检定规程

1、弹簧管式一般压力表、压力真空表和真空表检定规程1.1、范围本规程适用于测量范围上限为(-0.1—1000)Mpa系列弹簧管式一般压力真空表和压力真空表(以下简称压力表)的首次检定、后续检定和使用中检验。
1.2、计量性能要求。
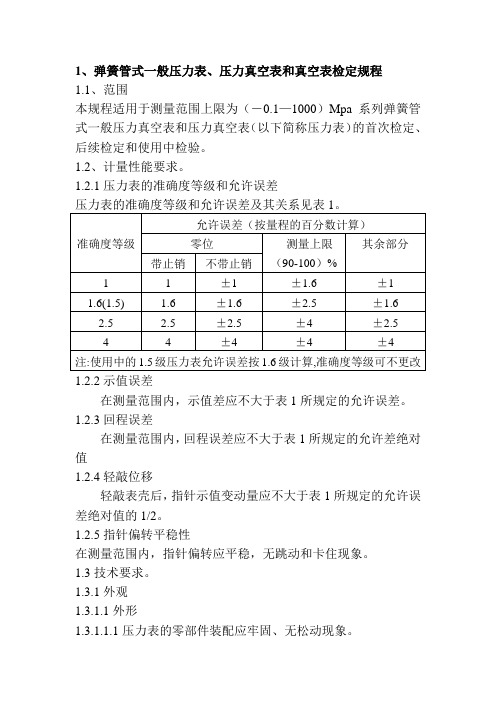
1.2.1压力表的准确度等级和允许误差压力表的准确度等级和允许误差及其关系见表1。
准确度等级允许误差(按量程的百分数计算)零位测量上限(90-100)%其余部分1.6(1.5)1.61.62.51.62.52.52.5注:使用中的1.5级压力表允许误差按1.6级计算,准确度等级可不更改1.2.2示值误差在测量范围内,示值差应不大于表1所规定的允许误差。
1.2.3回程误差在测量范围内,回程误差应不大于表1所规定的允许差绝对1.2.4轻敲位移轻敲表壳后,指针示值变动量应不大于表1所规定的允许误差绝对值的1/2。
1.2.5指针偏转平稳性在测量范围内,指针偏转应平稳,无跳动和卡住现象。
1.3技术要求。
1.3.1外观1.3.1.1外形1.3.1.1.1压力表的零部件装配应牢固、无松动现象。
1.3.1.1.2新制造的压力表涂层均匀光洁、无明显剥脱现象。
1.3.1.1.3压力表应装有安全孔,安全孔上须有防尘装置(不准被测介质逸出表外的压力表除外)。
1.3.1.2标志分度盘上应有如下标志;制造单位或商标;产品名称;计量单位和数字;计量器具制造许可证标志和编号;真空应有“—”号或“负”字;准确度等级;出厂编号。
1.3.1.3读数部分1.3.1.3.1表玻璃应无色透明,不应有妨碍读数的缺陷和损伤。
1.3.1.3.2分度盘应平整光洁,各标志应清晰可辨。
1.3.1.3.3指针指示端应能覆盖最短分度线长度的1/3~2/3。
1.3.1.3.4指针指示端的宽度应不大于分度线的宽度。
1.3.1.4测量上限量值数字测量上限量值数字应符合如下系列中之一:110是正整数,负整数或零。
1.3.1.5.分度值分度值应符合如下系列中之一:110是正整数、负整数或零。
压力表检定操作程序

压力表检定操作程序一、简介本文档介绍了压力表检定操作程序。
其中包括压力表的选择、检定方法、检定标准、实验环境以及操作步骤等内容。
本程序适用于各种规格的压力表的检定工作。
二、设备与工具1. 压力表需选择对应的检定范围内的压力表。
2. 压力源可使用力学手泵或压缩空气泵等。
3. 检定仪器可使用数字压力表、示压计、压力标准表等。
4. 其他工具镊子、螺丝刀、扳手、平行尺、卷尺等。
三、检定方法1.检查压力表的完整性,包括外观、连接、指针等部分是否正常。
2.对压力表进行清洁处理,将静压表的各个部件进行清洗,并使其干燥无水。
3.连接压力表和压力源,注入压力,使其进入指定的量程范围。
4.使用检定仪器进行比较检定,以检测压力表的指示误差是否符合标准。
5.若有指示误差,需调整压力表,使其指示误差降到可接受的范围内。
6.检测和调整后,记录检定数据和结果。
7.完成检定后,拆卸压力表和压力源。
四、检定标准压力表检定的标准应严格按照规定执行。
常用的标准有以下几种:1.GB/T 24406-2009 压力表检定规范2.GB/T 1216 压力表3.JJG 52-1999 压力表检定规程五、实验环境实验室温度应控制在20℃左右,湿度应控制在50%~60%之间。
压力源的稳定性和准确性也是实验的关键因素之一,需每年定期进行检验和校正。
六、操作步骤1.准备好所需的设备与工具。
2.根据压力表检定标准选择合适的比较仪器。
3.将所选仪器与待测压力表连接,注入压缩空气等压力源,调整压力表的指针。
4.检定并记录每个检测点的数值,计算检定结果。
5.如有需要,进行调整,降低指示误差。
6.记录检定结果,并填写相关记录表格。
7.检查设备工具状态并进行清洁,存放至指定位置。
七、注意事项1.操作前需仔细查阅操作手册和标准,保证操作规范和正确性。
2.操作人员应具备一定的实验技能,严格遵守安全操作规程。
3.加压时应逐级升压,并注意压力源的稳定性。
4.在检定过程中需进行详细记录,保留所有原始数据和计算过程。
弹簧管式一般压力表压力真空表和真空表检定规程
1、弹簧管式一般压力表、压力真空表和真空表检定规程1.1、范围本规程适用于测量范围上限为(-0.1—1000)Mpa系列弹簧管式一般压力真空表和压力真空表(以下简称压力表)的首次检定、后续检定和使用中检验。
1.2、计量性能要求。
1.2.1压力表的准确度等级和允许误差1.2.2示值误差在测量范围内,示值差应不大于表1所规定的允许误差。
1.2.3回程误差在测量范围内,回程误差应不大于表1所规定的允许差绝对值1.2.4轻敲位移轻敲表壳后,指针示值变动量应不大于表1所规定的允许误差绝对值的1/2。
1.2.5指针偏转平稳性在测量范围内,指针偏转应平稳,无跳动和卡住现象。
1.3技术要求。
1.3.1外观1.3.1.1外形1.3.1.1.1压力表的零部件装配应牢固、无松动现象。
1.3.1.1.2新制造的压力表涂层均匀光洁、无明显剥脱现象。
1.3.1.1.3压力表应装有安全孔,安全孔上须有防尘装置(不准被测介质逸出表外的压力表除外)。
1.3.1.2标志分度盘上应有如下标志;制造单位或商标;产品名称;计量单位和数字;计量器具制造许可证标志和编号;真空应有“—”号或“负”字;准确度等级;出厂编号。
1.3.1.3读数部分1.3.1.3.1表玻璃应无色透明,不应有妨碍读数的缺陷和损伤。
1.3.1.3.2分度盘应平整光洁,各标志应清晰可辨。
1.3.1.3.3指针指示端应能覆盖最短分度线长度的1/3~2/3。
1.3.1.3.4指针指示端的宽度应不大于分度线的宽度。
1.3.1.4测量上限量值数字测量上限量值数字应符合如下系列中之一:1×10n 1.6×10n 2.5×10n4×10n6×10n式中:n是正整数,负整数或零。
1.3.1.5.分度值分度值应符合如下系列中之一:1×10n 2×10n5×10n式中:n是正整数、负整数或零。
1.3.1.6准确度等级1 1.6 2.5 41.3.2零位1.3.2.1带有止销的压力表,在无压力或真空表时,指针应紧靠止销,“缩格”应不得超过表1规定的允许误差绝对值。
空压机压力表检验报告__概述说明以及解释
空压机压力表检验报告概述说明以及解释引言1.1 概述:本篇文章旨在介绍空压机压力表检验的详细过程和方法,并分析检验结果的总结、存在的问题以及提出建议,最后对该检验的可行性进行分析并展望其发展前景。
1.2 文章结构:文章分为引言、正文和结论三个部分进行阐述。
引言部分将对文章整体进行概述说明,并简要介绍各个部分的内容与目的。
正文部分包括背景介绍、空压机压力表检验方法以及实施步骤与过程,详细阐述了压力表检验所涉及到的背景知识、具体方法与操作步骤。
结论部分主要对检验结果进行总结,在发现的问题基础上提出相应建议,并对该项检验的可行性及未来发展前景进行评估和展望。
1.3 目的:通过本文,旨在让读者了解空压机压力表检验工作中所需考虑到的内容,学习相关方法与流程,并能够有效总结检验结果,提出问题与建议,并对这一技术领域做出可行性分析并展望未来发展趋势。
同时,通过撰写该报告也旨在促进相关领域的技术交流与学术研究,为行业提供参考依据,并推动空压机压力表检验工作在实践中的进一步完善和规范化。
2. 正文:2.1 背景介绍空压机是一种重要的工业设备,用于产生高压气体。
而压力表则是用于测量和显示空压机产生的气体压力的设备。
在使用空压机过程中,确保压力表的准确性至关重要。
因此,对空压机压力表进行定期检验是非常必要的。
2.2 空压机压力表检验方法空压机压力表检验主要包括以下几个方面:准确性检验、灵敏度检验、稳定性检验以及耐久性检验。
首先,准确性检验是通过与标准比较来确定空压机压力表的测量误差。
实验人员会选择一系列已知精度的标准仪器,并将其与待检压力表进行比较。
通过对比结果,可以确定待检压力表是否存在误差,并计算出其具体测量偏差。
其次,灵敏度检验是评估待检空压机压力表对小幅度气体变化的响应能力。
实施这项测试时,会逐渐改变输入气体的强度并记录下相应读数的变化情况。
通过观察结果,可以判断压力表的敏感性是否符合要求。
稳定性检验是验证待检空压机压力表对不同时间段内波动气体压力的响应情况。
压力表的准确校验与调整方法

压力表的准确校验与调整方法压力表作为一种常见的测量仪器,在工业生产、实验室研究以及其他领域都有着广泛的应用。
为了确保测量结果的准确性,对于压力表的校验与调整显得尤为重要。
本文将介绍压力表的准确校验与调整方法,以供参考。
一、校验压力表的工具准备在进行压力表的准确校验之前,我们需要准备以下工具:1. 校验压力表所需的标准压力表:标准压力表是用于校验被测压力表的参照仪器,其准确度应高于被测压力表;2. 连接管路:用于将标准压力表与被测压力表进行连接,并传递被测压力;3. 压力源:用于提供测试压力;4. 手动泵或压力发生器:用于通过压力源产生一定的压力;5. 相关工具:如扳手、螺丝刀等,用于拆卸与调整压力表。
二、压力表的准确校验方法校验压力表的基本步骤如下:1. 确定校验压力范围:根据被测压力表的额定量程,确定校验时的最大和最小压力范围;2. 准备标准压力表:选择相应的标准压力表,并确保其准确度符合要求;3. 连接管路并调整:使用连接管路将标准压力表与被测压力表连接,注意连接的紧固度,并确保密封性能良好;4. 施加测试压力:通过手动泵或压力发生器施加一定的压力,确保被测压力表与标准压力表均处于稳定的工作状态;5. 读取压力值:在稳定状态下,分别读取被测压力表和标准压力表的压力值,并记录下来;6. 比较并调整:将被测压力表的读数与标准压力表的读数进行比较,如果存在误差,根据实际情况调整被测压力表的工作状态,使其读数与标准压力表尽可能接近;7. 复测与确认:调整完成后,再次进行校验,并确认被测压力表的读数是否符合要求。
三、压力表的调整方法在校验过程中,若发现被测压力表的读数存在较大误差,需要进行调整。
调整压力表的基本方法如下:1. 拆卸压力表:使用相应工具将压力表从被测系统中拆卸出来,注意操作的细致和规范;2. 调整螺丝或螺母:根据需要调整的压力范围,使用扳手或螺丝刀等工具,适当调整压力表的螺丝或螺母,以改变其工作状态;3. 重新安装压力表:调整完成后,将压力表重新安装回被测系统,并确保连接紧固、密封良好;4. 再次校验:对调整后的压力表进行再次校验,确保其读数符合要求。
检验压力表的流程注意事项

检验压力表的流程注意事项
检验压力表的流程注意事项如下:
一、准备工作
1. 检查压力表是否符合检验要求:压力表应该是正常工作的、无损坏且经过校准的。
如果压力表无法工作,需要进行修理。
2. 确定检验压力:根据需要测量的压力范围来确定试验压力,并准备好相应的工具。
3. 选择合适的检验环境:检验时最好选择平稳、无颠簸的环境,以保证检验的准确性。
二、检验压力表
1. 清洁压力表:用干净的纱布或棉布擦拭压力表的表面,保持表面干净,以便于观察读数。
2. 连接气源:将气源连接到压力表上,确保气源的压力稳定。
3. 气源调整:当压力表读数与试验压力相等时,调整气源压力。
为了保证检验准确,压力表的读数应与试验压力尽量接近。
4. 读取测试结果:当气源压力稳定后,从压力表上读取压力表的测试结果。
同时还要观察是否存在漏气等异常情况。
5. 记录测试结果:将测试结果记录下来,并确认是否符合规格要求。
如果不符合,需进行调整或更换。
三、注意事项
1. 检验时应合理安排时间,避免中途暂停。
2. 检验时需要使用专业的检验工具,否则会影响测量准确性。
3. 检验时需要进行实际操作,不能单纯以理论推断为依据。
4. 检验时需要遵循标准规范,以保证检验结果的可靠性。
5. 检验完成后需要及时清理检验工具和作业场地,以保持整洁。
总之,在检验压力表时需要注意的事项有很多,这些注意事项的执行会对检验结果产生至关重要的影响。
因此,需严格遵守上述流程和注意事项,以确保检验结果的准确性和可靠性。
压力表检验报告
压力表检验报告1. 引言本文档给出了对压力表进行检验的结果和评估。
压力表作为一种测量压力的重要设备,其准确性和可靠性对于工业生产和安全运行具有重要意义。
因此,对压力表进行定期的检验和校准是必要的。
2. 检验目的本次检验的目的是评估压力表的压力测量准确性,并确认其是否符合相关标准和规范要求。
具体的检验项目包括:精度检验、漏气检验和外观检验。
3. 检验方法3.1 精度检验精度检验是通过将被检压力表与标准压力表进行比较来评估其测量准确性。
具体步骤如下: 1. 根据检验要求和规范,选取合适的标准压力表,并将其与被检压力表连接。
2. 在一系列预定的压力点上,同时读取标准压力表和被检压力表的压力值。
3. 对比两个压力值,计算误差,并与规定的精度要求进行比较。
3.2 漏气检验漏气检验是为了确认被检压力表的密封性能是否良好。
具体步骤如下: 1. 关闭被检压力表的压力源,观察被检压力表指针是否有明显的下降。
2. 对被检压力表施加一定压力,观察压力表指针是否保持稳定,并无明显的泄漏现象。
3. 如果发现明显的漏气现象,记录并报告。
3.3 外观检验外观检验是为了评估被检压力表的外观质量和完整性。
具体步骤如下: 1. 检查压力表的外壳是否完好无损,是否有明显的划痕、变形或磨损。
2. 观察压力表的刻度盘和指针,确认是否清晰可读,无锈蚀和模糊现象。
3. 检查压力表的连接螺纹和密封件,确认是否完好无损,无松动或泄漏。
4. 检验结果根据以上的检验方法和步骤,对被检压力表进行了全面的检验。
以下是各个检验项目的评估结果:4.1 精度检验结果在各个预定的压力点上,被检压力表与标准压力表的读数比较如下表所示:压力点标准压力表读数被检压力表读数误差0 MPa 0.001 MPa 0.001 MPa 00.5 MPa 0.500 MPa 0.502 MPa +0.0021 MPa 1.000 MPa 0.999 MPa -0.0011.5 MPa 1.502 MPa 1.503 MPa +0.0012 MPa 2.000 MPa 1.998 MPa -0.002根据以上数据,被检压力表的测量误差范围在±0.002 MPa以内,符合相关精度要求。
压力表校验仪操作规程

压力表校验仪操作规程
《压力表校验仪操作规程》
一、校验前的准备工作
1. 确认校验仪的电源和压力源已经连接正常,并且供电和供气稳定;
2. 检查校验仪的仪器和管道是否有损坏或松动的情况,确保安全使用;
3. 准备好需要校验的压力表和相应的校验装置。
二、校验仪的开机操作
1. 按下校验仪的电源开关,等待系统自检完成;
2. 确认液晶显示屏上的校验仪参数和设定值是否正确;
3. 确认校验仪的压力脉动和波动是否在正常的范围内。
三、压力表的校验操作
1. 将需要校验的压力表安装到校验仪的压力源上,并连接好管道;
2. 调节校验仪的压力设定值,将其与需要校验的压力表的额定压力保持一致;
3. 开始校验操作,观察并记录校验仪显示屏上的压力值和实际压力表的读数;
4. 若有不一致的情况,进行相应的调整和校准,直至校验结果符合要求;
5. 校验完成后,将校验仪的设定值调回零位,关闭压力源。
四、校验记录和报告
1. 将所有校验的数据和结果记录在指定的表格或文件中;
2. 将校验仪的实际状况和校验结果报告给相关部门或人员;
3. 将校验仪和压力表恢复原位,清理和整理好现场。
五、校验后的清理和维护
1. 关闭校验仪的电源和压力源,确保安全;
2. 清理和整理好校验仪的仪器和管道,确保无损坏和松动的情况;
3. 定期维护和保养校验仪,确保其正常运行和准确校验。
《压力表校验仪操作规程》是对压力表校验仪操作过程中的具体步骤和要求进行规定和说明,只有遵循规程的操作才能保证校验的准确性和可靠性。
希望使用压力表校验仪的人员能认真遵守规程,确保压力表校验工作的顺利进行。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
压力表检验步骤
压力表检定方法:
一、外观检查
1、新制造的压力表应均匀光滑、无明显剥脱现象。
2、压力表零部件装配应牢固、无松动现象。
3、压力表分度盘上应有以下标志,制造单位或商标;产品名称;计量单位和数字计量器具制造许可证标志和编号,真空表应有“-”或“负”的标志,准确度等级,出厂编号。
4、压力表应有安全孔,安全孔上须有防尘装置。
(不准被测介质溢出表外的压力表除外)
5、指针指示端应覆盖最短分度线长度的1/3~2/3,指针指示端的宽度应不大于分度线的宽度。
6、读数部分,压力表玻璃应无色透明,不应有妨碍读数的缺陷。
分度盘应平整光洁、各标志清晰可辨。
7、零位,带有止销的压力表,在无压力时,指针应靠近止销,“缩格”应不超过表1规定的允许误差值,无止销的压力表,在无压力时,指针应于零位标志内,零位标志应不超过表1规定的允许误差绝对值2倍。
8、常用准确度等级为±1%FS,±1.6%FS,±2.5%FS,±4%FS。
二、计量器具
1、工作介质要求为,测量上限不大于0.25MPA的压力表,工作介质为清洁空气或无毒、无害和化学性质稳定的气体。
测量下限不大于(0.25~250)MPA的压力表,工作介质为无腐蚀性的液体。
2、环境条件为,温度在15~25℃之间,相对湿度不大于85%。
环境压力为大气压,压力表应在上述环境至少静置2H方可检定。
3、标准器的允许误差绝对值应不大于被检压力表允许误差绝对值的1/4。
4、标准器具可用弹簧管式精密压力表和真空表、活塞式压力计、活塞式真空压力计
5、辅助设备有,压力校验计、真空校验计。
三、示值误差、回程误差、和轻敲位移的检定
1、示值误差检定的方法,压力表的示值检定按标有数字的分度线进行,检定时逐渐平稳地升压(或降压),当示值达到检测上限后,切断压力源,耐压3MI N,然后按原检定点平稳地降压(或升压)倒序回检。
2、回程误差,对同一点检定时,在升压(或降压)和降压(或升压)检定时,表1规定的允许误差绝对值。
3、轻敲位移,对每一点检定时,在升压(或降压)和降压(或升压)检定时,轻巧表壳后引起的示值变动量不大于表1规定的允许误差绝对值的1/2。
4、示值误差,对每一检定点,在升压(或降压)和降压(或升压)检定时,轻巧表壳前、后示值与标准器示值之差应符合表1要求。
四、压力表检定方法
1、压力测量上限为0.06MPA时,真空部分检定三点示值。
2、压力测量上限为0.15MPA时,真空部分检定两点示值。
3、压力测量上限为(0.25~250)MPA时,真空部分检定,疏空时指针应指向真空部分。