1270-026(412)冲压机台
扬州力创机床有限公司产品说明书

扬州力创机床有限公司(前身扬州机床厂)是国家高新技术企业、江苏省创新型企业。
主要从事数控机床、通用机床、 专用机床等机电产品的研发、 生产和捎售。
已有 近50年的机床设计和制造历史,是中国机床工具工业协会会员之一,被中国机械工业联台会评为中国机械工业核心竟争力优秀企业,拥有进出口自营权。
公司主要产品有 MC-H系列卧式加工中心、XH71系列立式加工中心、 MC-VH 系列立卧式加工中心、 CK系列数控车床以及C62系列卧式车床、 Z50系列立式钻床等. 其中多个产品被认定为国家重点新产品和江苏省高新技术产品。
其中多个产品出口到欧美、澳洲、中东、东南亚等国家和地区。
国内市场以江浙沪粤鲁为主,并在上述地区建有销售服务网点,产品深受国内外广大用户的喜爱和肯定。
公司现有员工 500 多人,其中产品研发人员近百人,承担多项国家、 省级科研项目,全面采用SOLIDWORKS等三维设计软件、PDM管理软件进行产品设计,建有"江苏省精密高速数控机床工程技术研究中心"。
公司拥有一大批进口的先进设备,例如龙门五面加工中心、数控龙门导轨磨床、三坐标测量机、激光干涉仪等。
公司全面椎行ERP管理,确保产品研发的速度和质量。
公司自成立以来,始终坚持"追求卓越品质,奉献优质服务"的质量方针, 通过IOS9001:2008质量管理体系认证,先后多次荣获江苏出口工业产品生产一类企业、 中华人民共和国进出口企业,AAA资信等级企业等称号, 通过不懈努力,我们将为各界朋友提供更好的产品与服务。
Yangzhou Super Machine Tool Co., Ltd (former Yangzhou MachineTool Factory) is a national high & new tech enterprise and Jiangsuinnovation enterprise, mainly specialized in research &development,production and sales of such electromechanical products as CNC machinetools, general purpose and special purpose machine tools, which have richexperience for more than forty years in design and manufacture of machinetools, is one member of China Machine Tool & Tool Builder Association,has been assessed as an excellent enterprise with core competitiveness inChina machinery industry by China Machinery Industry Federation and hasself-support import and export right.The main products include MC-H Series horizontal machiningCenters, XH71 series Vertical machining Centers,MC-VH SeriesVertical - horizontal machining Centers, CK Series CNC lathes,C62Series horizontal lathes and Z50 Series Vertical drilling machines, manyof Which have been accredited to be national key new products and highand new tech products in Jiangsu Province. Products are exported to SuchCountries and regions as Europe, America,Australia, Middle East,theSoutheast Asia.There are now more than 500 employees in Yangzhou SuperMachine Tool Co., Ltd.,nearly 100 of them are product R&D staffs whoare engaged in multiple national and provincial level scientific researchprojects. 3D design Software such as Solid Works and so on, and PDMmanagement Software are widely adopted in product design, possessingof "Jiangsu Precision and High Speed CNC Machine Tool Engineeringand Technical Research Center". There are a large number of advancedimported equipments, such as Gantry Five Face Machining Center,CNCGantry Guideway Grinder, Three Coordinates Measuring Machine andLaser interferometer. The ERP management is implemented fully in thecompany, so as to ensure the product R&D speed and quality.Yangzhou Super Machine Tool Co., Ltd. Since its establishment,Yangzhou Super Machine Tool Co., Ltd has always adhered to the qualitypolicy "Pursuit of Outstanding Quality and Provision of Excellent Services",has obtained Quality Management System Certification of ISO9OO1: 2008and has awarded many honorable titles as First Class Enterprise ProducingExport Industrial Products in Jiangsu Province, Import/Export Enterpriseof the People’s Republic of China and Grade AAA Credit Enterprise oneafter another. Yangzhou Super Machine Tool Co., Ltd will offer better andbetter product and service for our friends in all circles.夏春铭 XIA CHUNMING董事长兼首席执行官 Chairman / CEO公司简介 ABOUT US荣誉与资质HONNOR & QUALIFICATION国家高新技术企业江苏省创新型企业中国机械工业核心竟争力优秀企业中国机床工具工业协会会员中华人民共和国进出口企业AAA资信等级企业National high & new tech enterpriseJiangsu innovative enterpriseExcellent enterprise with core competitiveness in China machinery industry The member of China Machine Tool & Tool Builder AssociationImport/Export Enterprise of the People’s Republic of ChinaGrade AAA Credit Enterprise精良的装备和专业化的制造EQUIPMENT & MANUFACTURE公司拥有一大批进口的先进设备,例如龙门五面加工中心、数控龙门导轨磨床、三坐标测量机、激光干涉仪等。
1270-030(416)冲压机台
2.4.3控制电源旋钮旋至“断”,关掉主电源。
2.5换模操作:
2.5.1滑块必须停在上死点(330°~30°),将操作面板上“行程选择”钥匙开关旋至“断开”位置;
2.1.7检查重要部件的状态:滑块模具紧固螺钉、各机构联锁情况、控制面板上指示信号灯是否正常点亮。正常后方可启动主电机,进行“寸动”、“单次”、“连续”规范操作;
2.1.8按下“主电机启动”按钮,“主电机运转”指示灯应亮。在电机启动并运行平稳后,观察主电机运行电流是否正常。(范围≤40A)。用“寸动”操作运行两到三次观察电机最大运行电流(不超过70A)。同时检查一下光电保护是否正常起保护作用。切记:避免频繁地启动主电机。
2.9出现任何紧急情况请按紧急停止按钮;
2.10人员进出工作区域必须支撑安全栓,并停止主电机。
三、操作资质
1.明确操作资质:
1.1操作者必须熟悉设备性能,结构原理及运行程序;
1.2设备操作,非操作人员严禁擅自进入工作区域。
2.新员工特殊要求:
新员工必须接受该岗位操作知识的培训且在指导师傅的指导下操作设备,新员工3个月内不允许独立操作设备。
2.2行程操作:
2.2.1单次行程:将“行程选择”钥匙开关旋至“单次”位置,然后双手同时按下移动按钮站上的两个“行程开动”按钮,滑块即往复行程一次,在上死点自动停止。
更改依据
标记及数目
签名及日期
芜湖常瑞冲压车间41线
设备操作维护保养指导书
指导书编号
版本号
共4页第3页
适用产品型号
力劲设备基本参数(参考)

项目单位DCC130DCC160DCC280DCC400锁模力KN1450160028004000锁模行程mm350380460550m m250-500200-550250-650300-700模具厚度(最大、最小)模板尺寸(水平*垂直)mm650*657680*684860*860970*960哥林柱内距mm429*429460*460560*560620*620哥林柱直径mm8085110130压射力(增压)KN180254315405射料行程mm320340400500冲头直径mm40 50 6040 50 6050 60 7060 70 80射料量(铝)kg0.7 1.15 1.60.8 1.3 1.8 1.5 2.1 2.9 2.7 3.6 4.7铸造压力(增压)Mpa141 90 62202.3 129.5 89.9162 112.5 82.6144.4 106.1 81.2铸造面积cm²90 140 20572.5 120 175170 245 335275 375 490最大铸造压力(40Mpa)mm3624007001000压射位置mm0,-1000,-70-140-125-175冲头推出距离mm115135140200压室法兰直径mm110101.6101.6101.6压室法兰凸出定板高度mm10121212顶出力KN108108150180顶出行程mm8585105125系统工作压力Mpa14141414电机功率kw151518.522油箱容量L300400600800机械重量kg600063001050015000m m5500*1250*26505590*1300*26606420*1410*25606800*1600*2260机械外形尺寸(长*宽*高压射力(增压);表示在增压条件下,打料锤作用在压室金属液体上的力的大小。
单位是KN。
铸造压力(增压);表示在增压条件下打料锤作用在压室金属上的力转变为压强。
冲压小件通用工位器具种类-4种
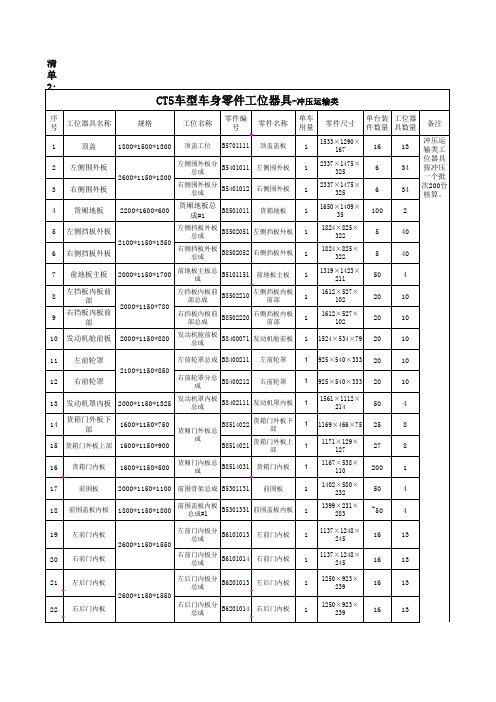
CT5车型车身零件工位器具-冲压运输类
序 号 1 2 3 4 5 6 7 工位器具名称 顶盖 左侧围外板 2600*1150*1800 右侧围外板 货厢地板 左侧挡板外板 2100*1150*1350 右侧挡板外板 前地板主板 2000*1150*1700 2200*1600*600 规格 1800*1500*1300
左侧围外板分 B5401011 总成 右侧围外板分 B5401012 总成
货厢地板总 B8501011 成#1
左侧挡板外板 B8502051 左侧挡板外板 总成 右侧挡板外板 B8502052 右侧挡板外板 总成 前地板主板总 B5101151 成 前地板主板
8 左挡板內板前部 2000*1150*780 9 右挡板內板前部 10 11 12 13 发动机舱前板 左前轮罩 2100*1150*850 右前轮罩 发动机罩內板 2000*1150*1325 2000*1150*880
左挡板內板前 左侧挡板内板 B8502210 部总成 前部 右挡板內板前 右侧挡板内板 B8502220 部总成 前部 发动机舱前板 B8400071 发动机舱前板 总成 左前轮罩总成 B8400211 右前轮罩分总 B8400212 成 左前轮罩 右前轮罩
发动机罩內板 B8402111 发动机罩内板 总成 B8514022 B8514021 货厢门內板总 B8514031 成 货箱门外板下 部 货箱门外板上 部 货箱门内板 前围板
14 货箱门外板下部 1600*1150*750 15 货箱门外板上部 16 17 18 19 20 21
货箱门内板 前围板 前围盖板内板
货厢门外板总 成
1600*1150*900 1600*1150*500
2000*1150*1100 前围骨架总成 B5301131 1800*1150*1800
史上最全冰蓄冷原理cad图
Arcan 12-20吨手动车间压力机装配说明书
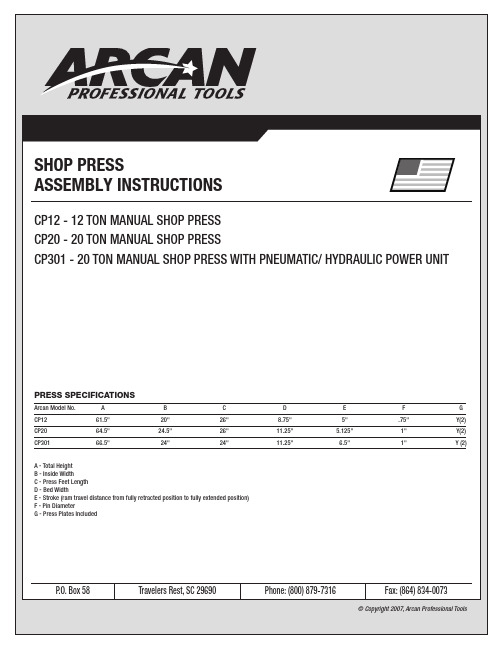
SHOP PRESSASSEMBLY INSTRUCTIONSCP12 - 12 TON MANUAL SHOP PRESSCP20 - 20TON MANUAL SHOP PRESSCP301 - 20 TON MANUAL SHOP PRESS WITH PNEUMATIC/ HYDRAULIC POWER UNITPRESS SPECIFICATIONSArcan Model No. A B C D E F G CP1261.5"20"26"8.75"5".75"Y(2) CP2064.5"24.5"26"11.25" 5.125"1"Y(2) CP30166.5"24"24"11.25" 6.5"1"Y (2)A - Total HeightB - Inside WidthC - Press Feet LengthD - Bed WidthE - Stroke (ram travel distance from fully retracted position to fully extended position)F - Pin DiameterG - Press Plates IncludedP.O. Box 58 Travelers Rest, SC 29690 Phone: (800) 879-7316 Fax: (864) 834-0073© Copyright 2007, Arcan Professional ToolsSAFETY INFORMATIONThis symbol alerts you to the possibilityof serious injury or death if instructionsare not followed.This symbol alerts you to the possibilityof damage to or destruction of equipmentif instructions are not followed.Failure to heed these warnings may result in lossof load, damage to the press and/or failureresulting in property damage, personal or fatal injury. This operating manual contains important details concerning the safe operation of this tool. The user must read and understand these details before any use of the tool. This manual must be retained for future reference.• Read, study, and understand all instruction manuals packed with this press before operating.• Always wear safety goggles.• Parts being pressed may splinter, shatter, or be ejected from the press at a dangerous rate of speed. Because of the variety of pressapplications, it is your responsibility to always use adequate guardsand wear eye protection and heavy protective clothing when operatingthepress.• Visual inspection should be made before each use of the press, checking for signs of cracked welds, bent bed pins, loose or missing bolts, leaks, or any other structural damage.• Do not go near leaks. High pressure oil can puncture skin and cause serious injury, gangrene, or death. If injured, seek emergency medical help. Immediate surgery is required to remove oil.• Keep hands and fingers out of the press and away from parts that may shift and pinch. Do not stand in front of work area when load is applied. • Always use an accurate pressure gauge to measure pressing force.• Do not exceed the rated capacity of this press.• Never tamper with hydraulic system pressure settings.• Do not substitute bolts, pins or any part of the components. Use only genuine factory replacement parts.• Always center load on ram plunger. Offset loads can damage ram and may cause load to eject at a dangerous rate of speed.• Remove all loads from press bed before attempting to adjust bed height.Beware of possibility of falling bed.• Press only on loads supported by press bed and included press plates.Do not support loads on floor or press frame.• When using any accessories such as arbor plates, be certain they are centered on press bed and are in full contact with press bed.• Before applying load, be certain all press bed supporting pins are fullyengaged.• Always use a bearing shield when pressing bearings. Use caution when positioning work to be pressed to ensure that the item that is to bepressed cannot be dislodged or broken during press work. This mayresult in the item being ejected from the press at a dangerous rate ofspeed.• Release hydraulic pressure before loosening any fittings.• Maintain proper hydraulic fluid levels.• Do not make any alterations to the press.OWNER/USER RESPONSIBILITYThe owner and/or user must have an understanding of the manufacturer's operating instructions and warnings before using this press. Personnel involved in the use and operation of equipment must be careful, competent, trained, and qualified in the safe operation of the equipment and its proper use when servicing motor vehicles and their components.Warning information should be emphasized and understood.If the operator is not fluent in English, the manufacturer's instructions and warnings must be read to and discussed with the operator in the operator's native language by the purchaser/owner, making sure thatthe operator comprehends its contents.Owner and/or user must study and maintain for future reference the manufacturer’s instructions. Owner and/or user is responsible for keeping all warning labels and instruction manuals legible and intact. Replacement labels and literature are available from the manufacturers.INSPECTIONVisual inspection of the shop press should be made before each use of the press, checking for damaged, loose or missing parts. Each press must be inspected by a manufacturer’s repair facility immediately if subjected to an abnormal load or shock. Any press which appears to be damaged in any way, is found to be badly worn, or operates abnormally must be removed from service until necessary repairs are made by a manufacturers's authorized repair facility. It is recommended that an annual inspection of the press be made by a manufacturer’s authorized repair facility and that any defective parts, decals or warning labels be replaced with manufacturer’s specified parts. A list of authorized repair facilities is available from the manufacturer. SAFETY INSTRUCTIONS• CHECK YOUR LOCAL, STATE AND FEDERAL REGULATIONS REGARDING THE SAFE USE OF THIS EQUIPMENT.• Your safety is a top priority. Please handle equipment with care.• Fully retract unit and remove all items from the press bed frame.• Support the press bed and remove the pins.• Raise or lower bed to desired height and reinstall press pins. Be certain pins are fully engaged in the parallel flanges of the upright columns.• Position press on a flat, level, hard surface, preferably concrete.Make sure all nuts and bolts are tight.• Clear the area of bystanders, especially small children, before using.• Set the press bed to the required height. The press is most effective when the work piece is located 1 inch below the ram’s retracted position.The compression stroke can include the entire 5 inch working range.• The press is designed to exert a force on anything which is positioned beneath its ram. The work piece can be ejected from under the ram ata high rate of speed and can injure someone.• Pressing Bearings: It is essential that you use the bearing shield when pressing bearings are on or off.OPERATION1. Press beds are adjustable up and down to fully take advantageof available ram travel and numerous work pieces.2. Slowly open release valve on power unit. With the power unitin its stored position, remove all items from the press bed.3. Be sure press bed is supported properly and remove press bed pins.4. Raise or lower press bed to desired height, and reinstall pressbed pins. Be certain pins are completely through both sidesof frame, as these pins are the major support mechanism for the bed.We want to know if you have any problems with our products.If you are missing any parts or find any damage, call Arcan directly,and we will remedy the situation. Please do not call the store whereyou purchased this product.Phone: (800) 879-7316Email:**********************。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
2.1.3打开总气源截止阀,给压力机进气;
1L
1.5L
1.5L
25L
5L
换油/化验周期
1年
2年
6个月
6个月
6个月
3年
2年
润滑执行人
维修工
维修工
操作工
操作工
操作工
维修工
操作工
3.设备防护:
3.1应保持空载或零负重状态,避免长时间受力后疲劳损坏或因此导致的二次事故;
3.2对设备整体或局部进行必要的防尘、防水工作,避免节假日期间设备发生工作面锈蚀、电气元件雨淋。
2.通过对压力机离合器、制动器的控制,把主电机动能及飞轮惯性能量,经过横梁传动系统,使滑块上下动运做功,实现压力机的冲压生产过程;通过滑块调整机构实现对不同闭合高度的模具的安装,通过对移动工作附加垫板切换实现对模具的更换。
二、安全注意事项
1.设备存在的危险点、危害点:
压力机存在的危险点有:压力机滑块工作区域、换模小车移动区域、地坑区域。
对表面、螺栓孔、T槽内废料、杂物清理;保证清扫部位无大量堆积的废料、油污(脚印)
操作工
班组长
2
滑块边缘
周/次
清擦油污滑块边缘无积尘、油污
操作工
班组长
3
四面立柱2米以下及附件
周/次
清擦光电盒、控制面板顶部、插座油污;保证各附件及立柱无清洁无油污
操作工
班组长
4
压力机横梁顶部
节假日保养
清理主电机、走台、各附件油污、积尘保证各部位清洁
2.2行程操作:
2.2.1单次行程:将“行程选择”钥匙开关旋至“单次”位置,然后双手同时按下移动按钮站上的两个“行程开动”按钮,滑块即往复行程一次,在上死点自动停止。
更改依据
标记及数目
签名及日期
芜湖常瑞冲压车间41线
设备操作维护保养指导书
指导书编号
版本号
共4页第3页
适用产品型号
SQR7110/SQR7200/SQR7206
2.3.1滑块必须停在上死点(330°~30°),将操作面板上的“工作方式选择”钥匙开关旋至“滑块调整”位置;
2.3.2按下滑块“装模高度调整向上”或“装模高度调整向下按钮,滑块装模高度便可调大或调小,实际数值显示在控制面板的显示屏上,松开按钮,调整及停止。
2.4停机操作:
2.4.1行程停止:除行程操作中的停止方式,滑块停止还有二种方法:一是按下控制面板上的“停上死点”按钮;二是在紧急情况下,可按压机上任意一个“急停”按钮,滑块就会立即停止;
四、设备操作
1.开机准备:
更改依据
标记及数目
签名及日期
芜湖常瑞冲压车间41线
设备操作维护保养指导书
指导书编号
版本号
共4页第2页
适用产品型号
SQR7110/SQR7200/SQR7206
零件号
/
零件名称
/
设备名称
压力机
设备型号
JA36-630E
设备编号
1270-026
工序号
/
工序名称
/
1.1劳保用品穿戴要求:
2.5.6模具装上后,将小车开到压力机的正前方,按下换模小车的“向左”或“向右”将换模小车开至工作台对中;
2.5.7按下“推模”按钮,将模具和垫板一起推进去,到位为止;
2.5.8将工作台的快速换模导轨落下,使垫板与工作台紧密接触;
2.5.9卸模与其相反。
五、设备维护保养:
更改依据
标记及数目
签名及日期
2.2.3寸动行程:将操作面板上的“行程选择”钥匙开关旋至“寸动”位置,双手按下操作面板上的两个“寸动”按钮,滑块就会运行,在任何位置只要松开按钮,滑块运行就会立即停止;
2.2.4移动按钮站操作:只要将两台移动按钮站的插头同时插入立柱的插座内,单次行程和连续行程就可在移动按钮站上进行操作。
2.3滑块装模高度调整:
芜湖常瑞冲压车间41线
设备操作维护保养指导书
指导书编号
版本号
共4页第4页
适用产品型号
SQR7110/SQR7200/SQR7206
零件号
/
零件名称
/
设备名称
压力机
设备型号
JA36-630E
设备编号
1270-026
工序号
/
工序名称
/
1.日常保养:
序号
项目
周期
方法及要求
执行者
检查者
备注
1
工作台及T型槽
换模、班后
2.安全注意事项及异常处理:
2.1用换模小车移动工作台垫板时,检查换模小车及工作台垫板活动区域内无人员和物品等;
2.2单次行程和连续行程为压机工作行程。连续行程只适用于机械化自动控制操作,决不容许用于人工上料操作;
2.3寸动行程只能用于机床调整,不可用于工作行程;
2.4压机正常工作前,滑块必须回到上死点区;
2.5.2若工作中使用了气垫,请将“气垫”选择开关旋至“落下”位置,气垫排气使气垫落到底,气垫落到底指示灯亮;
2.5.3打开换模装置气源截止阀,将操作面板上“换模导轨”选择开关旋至“顶起”位置;
2.5.4小车的电源空气开关合上,当电源指示灯亮时说明线路已接通;
2.5.5将模具吊装在换模小车板的垫板上,并紧固;
2.1.4检查离合器—制动器电磁阀的性能:启动主电机之前将操作面板下方的“行程选择”钥匙开关旋至“寸动”位置,双手按下两个“寸动”按钮,离-制动器应立即动作并且无漏气和异常声响;通过阀的排气声音,判断电磁阀动作是否灵敏,离合器—制动器动作是否可靠。注意:此项是必不可少的设备安全性检查;
2.1.5视滑块位置选用正、反转主电机(大于180°用正转;小于180°用反转)将滑块开到上死点区(330°~30°),给液压保护系统进行补压至“液压保护正常”;
2.1.6检查离合器—制动器、平衡器、气垫等各支路气压,按工艺要求遵照《上模重量与气压关系曲线》和《气垫压紧力与风压关系曲线》参数标牌进行适当调整;特别是平衡器气压调整:将滑块开到90°或270°位置停止主电机并待飞轮完全停止转动,进行“寸动”操作,同时观察滑块动作,如滑块下落则说明平衡器气压过小,如滑块急速上升则说明平衡器气压过大,都需调节;如滑块悬浮不动或有少量的上浮说明平衡器气压正好。指示灯亮,把“液压保护”钥匙旋钮旋至“正常”位置;
更改依据
标记及数目
签名及日期
2.4.2压机停车:在滑块停止的前提下,按“主电机停止”按钮,主电机停止运转,同时飞轮制动器制动飞轮。确定飞轮停止后,按下“润滑电机停止”按钮,停止供油;关掉控制电源;
2.4.3控制电源旋钮旋至“断”,关掉主电源。
2.5换模操作:
2.5.1滑块必须停在上死点(330°~30°),将操作面板上“行程选择”钥匙开关旋至“断开”位置;
2.1.7检查重要部件的状态:滑块模具紧固螺钉、各机构联锁情况、控制面板上指示信号灯是否正常点亮。正常后方可启动主电机,进行“寸动”、“单次”、“连续”规范操作;
2.1.8按下“主电机启动”按钮,“主电机运转”指示灯应亮。在电机启动并运行平稳后,观察主电机运行电流是否正常。(范围≤40A)。用“寸动”操作运行两到三次观察电机最大运行电流(不超过70A)。同时检查一下光电保护是否正常起保护作用。切记:避免频繁地启动主电机。
芜湖常瑞冲压车间41线
设备操作维护保养指导书
指导书编号
版本号
共4页第1页ຫໍສະໝຸດ 适用产品型号SQR7110/SQR7200/SQR7206
零件号
/
零件名称
/
设备名称
压力机
设备型号
JA36-630E
设备编号
1270-026
工序号
/
工序名称
/
一、主要结构及功能
1.压力机的主要由:横梁;主传动系统;离合器;制动器;滑块、滑块调整机构;立柱;底座;工作台及附加垫板;气垫、电气系统;气动、液压系统;润滑系统等部分组成
2.9出现任何紧急情况请按紧急停止按钮;
2.10人员进出工作区域必须支撑安全栓,并停止主电机。
三、操作资质
1.明确操作资质:
1.1操作者必须熟悉设备性能,结构原理及运行程序;
1.2设备操作者经培训合格后,凭《设备操作证》操作设备,禁止无证操作,非操作人员严禁擅自进入工作区域。
2.新员工特殊要求:
新员工必须接受该岗位操作知识的培训且在指导师傅的指导下操作设备,新员工3个月内不允许独立操作设备。
操作工
班组长
2.设备润滑:
储油部位
主油箱
液压保护油箱
管路润滑
飞轮轴承
飞轮支撑
加热油箱
工作台导轨顶起油箱
油/脂牌号名称
L-CKC150中负荷齿轮油
L-HM68抗磨液压油
32#汽轮机油
锂基脂爱万利RL2
锂基脂爱万利RL2
THERMINOL.VF-1
L-HM68抗磨液压油
储油/脂量(L/L)
627L
30L
手套、护腕、护袖、安全帽、劳保鞋、耳塞、工作服
1.2工具要求:
无
1.3开机点检要点:
开机点检需要对各离合器、制动器气压、主要安全保护装置、设备运行平稳性等方面进行点检,确认各项性能完好,根据检查结果,认真填写《设备点检卡》,内容要完整如实。
2.操作步骤:
2.1预备工作:
2.1.1合上电气控制柜总电源开关,将操作面板上的“控制电源”钥匙开关旋至“通”位置,当电源指示灯亮时说明线路已接通;