KGLF-11型同步电机励磁装置改造方案
主抽同步电机励磁系统改进的应用

主抽同步电机励磁系统改进的应用发布时间:2021-12-07T09:09:27.722Z 来源:《当代电力文化》2021年25期作者:周朱葛[导读] 宝武集团八钢公司股份炼铁厂烧结分厂四台主抽风机采用5300kW同步电动机拖动周朱葛宝武集团八钢公司股份炼铁厂烧结分厂新疆乌鲁木齐830022摘要:宝武集团八钢公司股份炼铁厂烧结分厂四台主抽风机采用5300kW同步电动机拖动,其励磁装置为早期产品,其在设计上为插件结构,性能极不稳定,不易调节,导致电机故障频繁。
我们通过实际运行分析同步电机运行存在的问题,选择合理地励磁控制装置,在原励磁柜的基础上进行系统改进,有效地确保了主抽风机的正常运行。
关键词:励磁装置、励磁、同步电机引言:同步电机因功率因数高,运行效率高,稳定性好,转速恒定的优点广泛的应用于集团内部的烧结风机,空压机,引风机等大中型拖动电机场合。
同步电机虽然有比异步电机功率因数高效率高,运动惯量小的动态特性。
但同步电动机转子需外加励磁,所以同步电机的高效、稳定运行很大程度上取决于其配套的励磁控制装置。
随着科技的进步和电力电子技术的不断发展,一些新的技术逐渐应用在励磁控制屏上。
一些旧的励磁装置随着器件的老化和设计局限性的因素,不能满足高效、安全生产的需要,因此选择一款先进的励磁装置尤为必要。
1、当前励磁系统存在的问题针对八钢公司股份炼铁厂烧结分厂主抽风机励磁屏现有问题进行分析,原励磁装置存在的几个主要问题:①原有的老旧励磁系统应用大量的模拟器件,使用老化,使得励磁调节精度降低,调节响应速度变慢。
②原励磁装置使电机在启动时受冲击:同步电机启动过程,转子内嵌阻尼绕组,当同步电机启动时,定子三相高压得电产生旋转磁场,阻尼绕组感应磁场形成类鼠笼结构异步启动,转子励磁线圈此时被灭磁电阻短接用以保护励磁线圈,当转速达到亚同步状态励磁调节器断开灭磁电阻投入励磁电流,强励拖到同步运行。
在励磁投励时由于模拟器件和设计问题投励的控制不好,造成震动冲击。
大型高压同步电动机

大型高压同步电动机,由于其具有一系列优点,特别是能向电网发送无功功率,改善电网质量,在各行各业得到广泛应用。
我公司球磨机用同步电动机曾在一段时期内频繁损坏,直接影响到我公司的生产和设备的安全运行。
因此正确分析判断同步电机的故障原因,并提出相应对策,就成了我们的当务之急。
一、事故征象我公司现有16台1300KW/6KV同步电动机。
在2000年以前平均每年要出现2~3次电机烧损的事故。
其事故主要征象为:定子绕组端部绑线崩断,电机定子绕组过热,起动绕组笼条开焊、断裂,电机起动及运行中出现异常声响,经常启动失败等现象。
尤其是在1999年1月12日我公司7#同步电动机运行过程中突然放炮,造成7#同步电动机定子线圈局部严重烧坏,高压电缆接头烧损,电流互感器崩坏,由于7#同步机脱扣装置拒动,保护不能正常动作,持续大电流引起密地变电所密27选Ⅱ线保护动作跳闸,影响到选Ⅱ所带其它用电设备停机。
二、事故原因的基本判断分析1、电机质量分析:电机的正常使用寿命一般应在20年左右。
统计我公司所损坏的同步电动机,运行寿命大多在10年以下,尤其是这台7#同步电动机大修后,投运仅4个月便出现了这次放炮烧损事故。
在事故分析中,部分电气技术人员将事故的主要原因归结到电机的大修上。
这种大面积的电机损害事故,将事故原因归结到电机质量上,我对此提出异议。
建议将视线转移到对励磁系统的分析上;事实证明,电机修理厂在电机返修中对其重点部位进行了种种加强措施,甚至于提高了绝缘等级,但效果并不显著。
损坏事故仍不断出现。
2、励磁系统原因分析:针对同步电动机起动运行过程中发生异常声响、电机定子绕组过热、起动绕组笼条开焊、断裂等诸多现象,在排除电机质量原因引起事故的条件下,有必要对现行的励磁系统进行合理的分析,从而找出电机频繁损坏的真正原因:励磁系统设计不合理。
三、励磁系统存在的主要问题与电机故障原因的内在联系1、励磁装置起动回路设计不合理,使同步电机经常处在脉振情形下起动。
同步电动机全数字励磁装置改造

K yw rstt i M cnrls crnu o r;xit n e od : a d6t ot ; hoosm t ec i ol o y n o s a to
包 钢 一 轧 厂 使 用 的 中轧 平 辊 同 步 电动 机 型号
为 :D 1 3 5 J Z 4 / 3—1 , 2 容量 为 8 0k 6 W。为热 轧 带钢 第
() 2 运行稳定性高。同步机励磁的励磁电流不 受电网电压的影响, 其转矩与电网电压成正比, 而异 步 电动机 的转 矩 与 电网 电压 的平 方成 正 比 。当电 网 电压 下 降到 8% 或 8 %时 , 0 5 同步 电动 机 的励 磁 系统
一
不能正常投励 , 灭磁 回路不能正常工作 , 失步时无强 励磁 失 步整定 等情况 。故 对其 进行 检测 、 造 。 改
有 以下优 点 … :
() 1 功率 因数高 。同 步 电 动机 本 身具 有 较好 的 功率 因数 , 且还 可 以通过 转子 励磁 电流 的控制 , 并 向 电网输送 无功 功率 , 而补 偿 电 网功率 因数 。 从
三 道 轧制 电机 。该 电机 的励磁 控制 部分 采用 国内生 产 的 S C一2 E 2系 列 同 步 电 动 机 全 数 字 励 磁 装 置 。 但是 最 近一 段 时间 电动机 启 动 以后 常 常出 现 电动 机
同步电动机调试方法与步骤
同步电动机调试方法与步骤罗学钢;罗晔【期刊名称】《金属世界》【年(卷),期】2013(000)001【总页数】5页(P45-49)【作者】罗学钢;罗晔【作者单位】中国一冶集团有限公司厦门分公司,福建福州350013;武汉钢铁股份有限公司质量检验中心,湖北武汉430080【正文语种】中文同步电动机是一种交流电动机,与异步电动机的结构基本相同,都由产生旋转磁场的定子和被旋转磁场产生的磁力矩拖动的转子组成。
有所不同的是:同步电动机的转子旋转速度 n 与定子产生的旋转磁场速度 n0 相同,即 n=n0;异步电动机的转子旋转速度 n 与定子产生的旋转磁场速度 n0 存在转差,即 n<n0。
因此,同步电动机比异步电动机多了一套励磁装置。
这套励磁装置在励磁电源的驱动下,使得同步电动机始终存在一个激励磁场,激励磁场产生的磁力矩迫使转子的转动速度与定子产生的旋转磁场的转动速度相同,这就是同步电动机的转速同步。
本体调试启动方法同步电动机的启动方法有三种:变频启动法、异步启动法和辅助启动法。
变频启动法常用于特大型功率同步电动机 (兆瓦级以上)。
启动时,先在转子线圈中通入直流励磁电流,借助变频器逐步升高加在定子上的电源频率,使转子磁极在开始启动时就与定子中产生的旋转磁场建立起稳定的磁拉力而同步旋转并在启动过程中同步增速,一直增速到额定转速值。
由于采用变频启动法可以实现平滑起动,所以变频启动法的应用越来越广泛。
异步启动法应用较多,供电等级有 3、6、10 kV 等。
同步电动机的异步启动法分两个阶段:异步启动和牵入同步。
启动时,先将同步电动机加速到接近同步转速;然后再通入励磁电流,依靠同步电动机的定子和转子磁场的磁拉力而产生电磁转矩,把转子牵入同步。
辅助电动机启动法,是借助一台与待启动的同步电动机同磁极数的异步电动机来启动同步电动机。
单元检查根据设计原理图,对同步电动机系统的一、二次线路和设备进行校对和检查,无误后,开始进行单元调试和试验。
同步电动机励磁电路的技术改造
同步电动机励磁电路的技术改造摘要:本文叙述了KGLF系列励磁装置存在的主要问题,并结合长期的工作实践,论述了对该励磁装置主电路和控制电路进行技术改造的有关情况。
关键词:励磁装置;主电路;控制电路KGLF系列晶闸管励磁装置是天津电气传动研究所80年代的产品,随后不断进行改进,其性能不断提高,并得到了较为广泛的应用,我地就有不少企业使用过这种装置。
但是实际工作中我们发现该系列的励磁装置存在一些问题,必须对励磁电路进行相应的技术改造,才能够使该励磁装置和同步电动机正常工作。
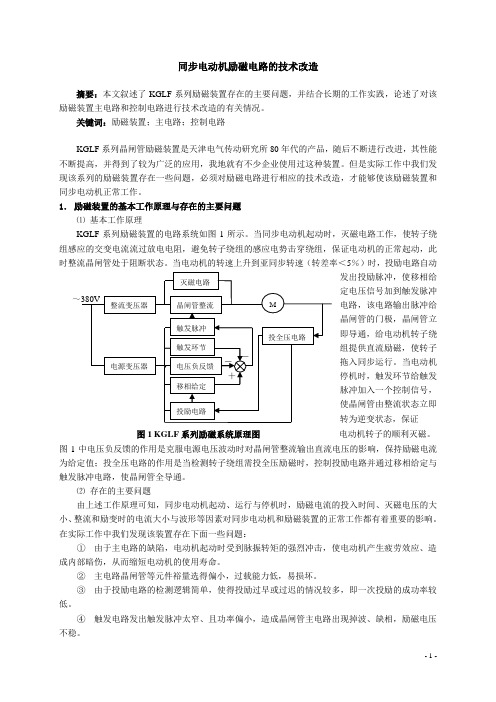
1.励磁装置的基本工作原理与存在的主要问题⑴基本工作原理KGLF系列励磁装置的电路系统如图1所示。
当同步电动机起动时,灭磁电路工作,使转子绕组感应的交变电流流过放电电阻,避免转子绕组的感应电势击穿绕组,保证电动机的正常起动,此时整流晶闸管处于阻断状态。
当电动机的转速上升到亚同步转速(转差率<5%)时,投励电路自动定电压信号加到触发脉冲电路,该电路输出脉冲给晶闸管的门极,晶闸管立即导通,给电动机转子绕组提供直流励磁,使转子拖入同步运行。
当电动机停机时,触发环节给触发脉冲加入一个控制信号,使晶闸管由整流状态立即转为逆变状态,保证图1 KGLF系列励磁系统原理图电动机转子的顺利灭磁。
图1中电压负反馈的作用是克服电源电压波动时对晶闸管整流输出直流电压的影响,保持励磁电流为给定值;投全压电路的作用是当检测转子绕组需投全压励磁时,控制投励电路并通过移相给定与触发脉冲电路,使晶闸管全导通。
⑵存在的主要问题由上述工作原理可知,同步电动机起动、运行与停机时,励磁电流的投入时间、灭磁电压的大小、整流和励变时的电流大小与波形等因素对同步电动机和励磁装置的正常工作都有着重要的影响。
在实际工作中我们发现该装置存在下面一些问题:①由于主电路的缺陷,电动机起动时受到脉振转矩的强烈冲击,使电动机产生疲劳效应、造成内部暗伤,从而缩短电动机的使用寿命。
②主电路晶闸管等元件裕量选得偏小,过载能力低,易损坏。
kglf型励磁装置中触发器集成化经济实施方案

kglf型励磁装置中触发器集成化经济实施方案KGLF型励磁装置是一种广泛应用于电力系统中的设备,其主要作用是为发电机提供励磁电流,保证发电机的正常运行。
在KGLF型励磁装置中,触发器是一个重要的组成部分,其作用是控制励磁电流的大小和方向。
为了提高KGLF型励磁装置的性能和可靠性,需要对触发器进行集成化经济实施。
一、方案背景KGLF型励磁装置是电力系统中不可或缺的设备,其主要作用是为发电机提供励磁电流,保证发电机的正常运行。
在KGLF型励磁装置中,触发器是一个重要的组成部分,其作用是控制励磁电流的大小和方向。
目前,KGLF型励磁装置中的触发器存在着以下问题:1. 触发器数量多,占用空间大,增加了设备的体积和重量。
2. 触发器的制造和维护成本高,影响了设备的经济性。
3. 触发器的可靠性不高,容易出现故障,影响了设备的稳定性和可靠性。
为了解决以上问题,需要对KGLF型励磁装置中的触发器进行集成化经济实施。
二、方案内容1. 触发器集成化设计将KGLF型励磁装置中的多个触发器集成到一个模块中,减少了触发器的数量,降低了设备的体积和重量。
同时,触发器模块的制造和维护成本也得到了降低,提高了设备的经济性。
2. 触发器可靠性提升采用高可靠性的触发器元件,如IGBT等,提高了触发器的可靠性和稳定性。
同时,采用双路冗余设计,保证了设备的可靠性和安全性。
3. 触发器控制智能化采用微处理器控制技术,实现了对触发器的智能化控制。
通过对励磁电流的实时监测和控制,保证了设备的稳定性和可靠性。
4. 触发器模块化设计将触发器模块化设计,实现了模块的可拆卸和可更换,方便了设备的维护和升级。
同时,采用标准化设计,提高了设备的通用性和互换性。
三、方案效果通过对KGLF型励磁装置中的触发器进行集成化经济实施,可以达到以下效果:1. 减少了触发器的数量,降低了设备的体积和重量。
2. 降低了触发器的制造和维护成本,提高了设备的经济性。
3. 提高了触发器的可靠性和稳定性,保证了设备的稳定性和可靠性。
球磨机同步电机励磁系统改造
球磨机同步电机励磁系统改造发表时间:2019-03-13T11:36:39.293Z 来源:《电力设备》2018年第27期作者:崔勃[导读] 摘要:空气压缩机和划痕的同步电击器系统有问题。
(河南中原黄金冶炼厂河南三门峡 472100)摘要:空气压缩机和划痕的同步电击器系统有问题。
使用tmds11型立体磁碟机改造旧磁器系统,在确定改造方案,电气连接及设定等方面说明改造过程。
关键词:同步电机;励磁系统;改造前言:机电一体化控制磁性系统的发展主要经历了三大过程:如kglf系列激励磁器等插件控制为核心。
以集成单位控制为核心,以KD 系列激励磁器装置,柔性电子等微机控制为核心。
如tmds系列激励磁器等。
没有齿轮的电力驱动装置(gmd)的电力驱动部分主要由低速大回转矩的直线驱动马达,变速器控制等构成。
由此可见,没有齿轮的研磨机由电动机的转子部分组成,在外面安装了永久磁体或设置了绕圈。
定子磨耍设置部分机基系统之上座圆筒体所需的石头的电子矩矩石头,通过直接产生子间转政府通过隙画家并没有传达合耦机械能源的方式传达磨损没有爬结构等问题的出现,为了最小化,工厂运转过程中将复杂的整顿工作。
”。
无齿轮驱动系统靠输送带输电,系统有良好的控制可能。
1 存在的问题新疆良山矿业公司的空气压缩机,划痕等同期制动器,使用kglf11项类型的女机时,存在以下问题:(1)控制系统全部由插件(其中6个促发环节,主语,努力,保护,自我消灭,电压,逆变,附加阶段各1个)发热,控制控制稳定性差;(2)换下插头和滤磁器投入前,必须进行不活化调整,功率波形调整,重压时修正等一系列操作,需要试验设备的帮助,较为麻烦。
调试完毕后,还要固定所有的调节器,等待试车。
(3)与控制硅硅散热的一般散热器相配合,送风机和通风器始终运转,耗电量大;自我消灭环在正常运行中会造成导热状况(旅磁衰变电阻经常发生热)的电流不稳定,影响生产,为此还会设置一台自主留声机,使柜台进一步冷却,定期清理或更换插件面板,使工人的维护量大,生产时间长;产生影响。
WKLF-11D2 型微机励磁装置图册
3.5 其它 在本系统中,有效的寄存器地址及操作方式都11 控制开关调试位(只读)
40001:12 控制开关零位(只读)
40001:13 控制开关工作位(只读)
40001:14 断路器分闸(只读)
40001:15 断路器合闸(只读)
40002:00 功率因数测量值超前(只读)
40002:01 主机无故障(只读)
上位通讯功能: 退出?
按“确认”键退出上位通信状态,转入就地监控。
3 上位通讯软件规约
3.1 规约原则 上位通讯主机与励磁装置通过 RS-485 串行通讯网络进行通 讯,且遵循下列原则。 a 采用主从通讯模式,一个 Modbus 主机最多可与 32 个从机 进行数据传递。 b 在通讯网络上由主机初始化且控制所有数据的传递。 c 在任何情况下,从机都不会主动地开始一次通讯序列。 d 在 RS-485 网络上,所有通信都以一种“数据包”的形式 出现。每个数据包可看成是每字节 8 位数据的串行数据流,在每 个数据包中最多可包含 255 个字节。每个字节由异步串行数据位 构成,类似于常用的 RS-232C 数据模式。
WKLF 系列上位通讯手册
1 概述
本文着重描述 WKLF-11D2 励磁装置与上位机通信的软硬件 协议现场。
WKLF-11D2 励磁装置与上位机通信通过 RW-2 型读写控制 器进行。RW-2 以并行特定规约与 WKLF-11D2 励磁装置交换信 息,同时在设置为上位通信允许方式时与上位机进行信息交换。
励磁调节器改造施工方案
批批 准准审审 核核标准审核初初 审审提提 出出 XXX X X X X X X X X X22001100年年33月月2277日日XXX 号机励磁调节器更换施工方案XXX机励磁调节器更换施工方案一、工程概况:X号机LT-06型励磁调节器是武汉洪山电工技术研究所早期的模拟式励磁调节器,此型产品主要由各功能单元板组建而成。
单元板整定电位器调整误差大,定值整定后靠机械锁定,致使调节器定值整定后漂移,影响励磁调节器调节精度;由于此调节器运行模式建立在模拟式调节基础之上,其保护、限制以及脉冲输出单元模块技术陈旧,已经不能满足现代电网对励磁调节器准确调节要求,影响系统运行;此型调节器已经运行多年,其内部元器件多已到使用年限至老化,影响相关联控制回路,危及系统稳定,因此计划对XX号机励磁调节器进行更换。
更换为XXX研究院生产的FLP-1(EXC9000)型全数字励磁调节器。
二、组织机构:1、项目负责人:XX2、班组负责人: XX3、技术负责人:XX4、安全负责人:XX三、计划完成时间:方案批复后,立即执行四、施工内容:本次对5F励磁调节器进行更换,及5F励磁系统到励磁调节器相应控制回路也进行改造,但遵循《5F励磁系统操作原理结线图》设计。
1、参照《5F励磁调节器LP12屏端子接线图》、《5F励磁系统操作原理结线图》、《5F励磁操作LP6屏端子接线图》,结合现场对5F励磁调节器及相应控制回路、信号回路进行整体查线,并且对5F励磁调节器各插件单元板向盘外设备引出线在端子排相应端子上做好标记,并记录到检修记录本上;2、拆除5F励磁调节器端子排外接引线;2.1、拆除LT-06型励磁调节器引用电源及测量量:2.1.1、拆除LP6屏至LP12屏厂用380V交流电源;2.1.2、拆除JP3屏至LP12屏交流220V电源:J801、J802;2.1.3、拆除LP6屏至LP12屏直流220V控制电源:601、602;2.1.4、拆除励磁变压器到LP12屏同步电源:LA610、LB610、LC610;2.1.5、拆除3YH(机端励磁PT)到LP3屏电压测量量:A631、B631、C631;2.1.6、拆除1YH(机端仪表PT)JP3屏到LP12屏电压测量量:A621、B621、C621;2.1.7、拆除6LH(机端CT)到LP3屏电流测量量:A461、B461、C461、N461;2.1.8、拆除63LH(励磁变压器CT)LP6屏到LP12屏电流测量量:LA442、LB442、LC442;2.1.9、拆除LP1屏至LP12屏机端电压测量:A632、C632;2.2、拆除LP6屏至LP12屏LT-06型励磁调节器引用开关量;2.2.1、拆除“主开关位置”控制量:603ZJ’-14、603ZJ’-15;2.2.2、拆除“启励”控制回路取用的647(61YJ3)、629(61YJ4);2.2.3、拆除“1YH失压”信号;2.3、拆除其他屏至LP12屏LT-06型调节器引用开关量及转接电缆;2.3.1、拆除同期装置屏I2至LP12屏“增磁”(603)、“减磁”(605)、和601控制量;2.3.2、拆除JP3屏至LP12屏“增磁”603、“减磁”605和601、L33、L34控制量及转接量;2.3.3、拆除JP4屏至LP12屏“启励”645、“逆变”609、“投风机”623、“切风机”609A、“合灭磁开关”661 663、“跳灭磁开关”665“增磁”603、“减磁”605和601控制量及转接量;;2.3.4、拆除LP5屏至LP12屏转接控制量:661、663、665、631、633;2.3.5、拆除LP2屏至LP12屏转接控制量;611A、613、615、617、619、623、629A、645、645A、649、L33、L34;2.3.6、拆除LP2屏至LP12屏转接控制量;609、611、611A、613、615、617、619、623、629A、631、633、645、645A、649;2.4、拆除LT-06型励磁调节器向2台励磁功率柜触发脉冲控制电缆;2.5、拆除LT-06型励磁调节器端子排向盘外设备引出无用控制线;3、拆除5F励磁调节器LP12屏所用全部电缆;4、拆除LT-06型励磁调节器;5、安装FLP-1(EXC9000)型励磁调节器;6、依据《FLP-1(EXC9000)型励磁调节器端子接线图》,结合“EXC9000静态励磁系统用户手册”内容,参照《5F励磁系统操作原理结线图》、《5F励磁操作屏LP6端子接线图》,重新拉取FLP-1(EXC9000)型励磁调节器所用电缆;6.1、LP12屏左侧到机端CT(6LH):电流回路电缆261,规格:4*2.5;6.2、LP12屏左侧到LP6屏(63LH):电流回路电缆647,规格:4*2.5;6.3、LP12屏左侧到机端PT(3YH)端子箱:电压回路电缆267规格4*2.5;6.4、LP12屏左侧到JP3屏右侧(1YH):电压回路电缆454K,规格:4*2.5;6.5、LP12屏左侧到屏左侧I母线YH;电压回路电缆629规格:4*2.5;6.6、LP12屏左侧到LP6屏:励磁系统开关控制量电缆667,规格:19*1.5;6.7、LP12屏左侧到LP1屏:电制动电压控制量电缆652,规格: 4*2.5;6.8、LP12屏左侧到励磁变压器:同步电源电缆265,规格:4*2.5;6.9、LP12屏左侧到LP6屏右侧;监控系统信号电缆659,规格:19*1.5;6.10、LP12屏右侧到LP6屏右侧;励磁控制电缆649,规格:10*1.5;6.11、LP12屏右侧到LP6屏左侧;交流电源电缆648,规格:4*2.5;6.12、LP12屏后侧到1号功率柜脉冲控制电缆G1,规格:专用;6.13、LP12屏后侧到2号功率柜脉冲控制电缆G2,规格:专用;6.14、原LP12屏转接控制电缆在LP6屏右侧形成,详见《5F励磁系统大修报告》;6.15、电缆规格、起始终止端、名称详见《FLP-1型励磁调节器端子接线图》;7、励磁调节器相关控制回路改造;7.1、启励控制回路:由于FLP-1型励磁调节器本身具有启励检测及控制功能,故取消“5F启励控制回路”中61YJ、604ZJ及相应控制回路,通过FLP-1型励磁调节器本身KO5继电器输出接点(1、3)启动启励接触器(QLC),也由FLP-1型励磁调节器本身发出“启励失败”信号送到监控系统(详见附图);8、FLP-1型励磁调节器外接控制量引入;8.1、FLP-1型励磁调节器引用电源及测量量接线:8.1.1、LP6屏左侧厂用380V交流电源C相、N相接到LP12屏右侧:X11:13、X11:15 ;8.1.2、LP6屏右侧直流220V电源:601、602接到LP12屏右侧:X11:16、X11:18;8.1.3、机端CT 电流测量量6LH:A461、B461、C461和N461接到LP12屏左侧:X10:1、X10:2、X10:3和X10:4;8.1.4、励磁变压器CT电流测量量63LH:LA442、LB442、LC442和LN441接到LP12屏左侧:X10:8、X10:9、X10:10和X10:11;8.1.5、机端励磁PT电压测量量3YH:A611、B611、C611接到LP12屏左侧:X10:15、X10:16、X10:17;8.1.6、机端仪表PT电压测量量1YH:A621、B621、C621接到LP12屏左侧:X10:19、X10:20、X10:21;8.1.7、系统PT电压测量量II母线YH:A631、B631、C631接到LP12屏左侧:X10:23、X10:24、X10:25;8.1.8、励磁变压器同步电源:L21、L22、L23接到LP12屏右侧:X101:1、X101:3、X101:5;8.2、形成LP12屏FLP-1型励磁调节器所用开关量;8.2.1、监控自动启励继电器接点:LP6屏右I-2、LP6屏右I-17接到LP12屏左侧:X100:2、X100:17;8.2.2、发电机出口断路器辅助接点:取603ZJ'(主开关重动继电器)一对闭接点,603ZJ‘-14(LP6屏右I-3)、603ZJ‘-15(LP6屏右I-19)接到LP12屏左侧:X100:3、X100:19;8.2.3、监控逆变灭磁继电器接点:LP6屏右I-4、LP6屏右I-16接到LP12屏左侧:X100:4、X100:16;8.2.4、远方增磁继电器接点:LP6屏右I-6、LP6屏右I-16接到LP12屏左侧:X100:6、X100:16;8.2.5、远方减磁继电器接点:LP6屏右I-9、LP6屏右I-17接到LP12屏左侧:X100:9、X100:17;8.2.6、灭磁开关柜投启励接触器;FLP-1型励磁调节器本身继电器K05(投启励电源)开接点串入启励回路中,K05-1(LP12屏右侧X11:10)接正电源(601),K05-3(LP12屏右侧X11:11)接到LP6屏动作64ZJ,由64ZJ投启励接触器QLC;8.2.7、灭磁开关分闸回路:FLP-1型励磁调节器本身继电器K03(逆变灭磁失败跳灭磁开关)开接点串入灭磁开关分闸回路中,K03-1(LP3屏右侧X11:7)接正电源(601),K03-3(LP3屏右侧X11:8)接到LP8屏动作灭磁开关分闸回路;8.3、形成FLP-1型励磁调节器脉冲控制线;8.3.1、拆除1号功率柜、2号功率柜脉冲变压器单元;8.3.3、在1号功率柜、2号功率柜安装FLP-1型脉冲变压器单元;8.3.4、1#、2#脉冲功率板输出通过专用脉冲电缆分别接到1号功率柜、2号功率柜脉冲变压器单元,脉冲变压器单元输出到控制极;8.4、形成FLP-1型励磁调节器到JP5盘LCU装置信号控制量:8.4.1、根据5F励磁系统运行状况现取消送入LCU装置如下信号:风机全停(X608)、励磁调节器部分电源消失(X610)、3YH断线(X611)、启励不成功(X614)计4点;8.4.2、保留5F励磁系统送入LCU装置如下信号:FMK合闸位置(X603)、FMK跳闸位置(X604)、FMK故障(X605)、厂用电源消失(X609)、自用电源消失(X615)、转子接地(X618)、励磁直流操作电源消失(X619)、1号功率柜故障(X620)、2号功率柜故障(X621)、制动变速断(X623)、制动变过流(X625)、JDK合闸位置(X630)、JDK跳闸位置(X631)、JLK合闸位置(X632)、JLK跳闸位置(X633)、ZLK合闸位置(X634)、ZLK跳闸位置(X635)、电制动方式(X636)、混合制动方式(X637)、机制动方式(X638)、电制动开锁(X639)计21点;8.4.3、FLP-1型励磁调节器利用剩余空点送入LCU装置如下信号:A 套调节器故障(X606)、B套调节器故障(X607)、C套调节器故障(X608)、脉冲故障(X610)、PT故障(X611)、调节器电源故障(X612)、调节器24V电源故障(X613)启励失败(X614)、同步断相(X616)、过励保护动作(X617)、交流电源消失(X622)、调节器保护动作(X624)、A通道运行(X640)、B通道运行(X629)、C通道运行(X626)计15点;8.4.4、由LUC装置合并信号,处理形成“励磁调节器故障信号”、“励磁系统事故信号”送到中控发信号;9、FLP-1型励磁调节器整体检查,技术数据归档;10、5F励磁系统相关控制回路查线;11、FLP-1型励磁调节器静态试验及5F励磁系统控制回路联动试验;12、5F开机FLP-1励磁调节器动态试验。
同步发电机励磁系统的改造和优化
同步发电机励磁系统的改造和优化励磁系统指的是同步发电机励磁电流所对应电源和其他相关设备的总称,一般来说,励磁系统由调节器和功率单元所构成。
励磁调节器作为对功率单元输出进行精准控制的元器件,最主要的作用在于保证并联机组所具有稳定性的提升,功率单元则主要用于提供同步发电机所需励磁电流。
随着电力系统的不断发展,机组稳定极限与之前相比呈现出了非常明显的降低趋势,这在很大程度上对励磁技术的创新和完善起到了推动作用。
1 对同步发电的机励磁系统进行改造和优化的原因作为电子元器件,发电机的电磁系统在使用过程中出现老化的现象是无法避免的,励磁调节器使用寿命通常为八至十年,当到达其使用年限之后,设备出现故障的几率与之前相比就会大幅度增加。
但是对作为控制发电机的核心元器件——励磁调节器而言,和其他保护设备最大的不同是励磁系统在发电机运行的过程中始终处于工作状态下,并且在任何时刻都无法退出,由此可以看出该设备所具有可靠性的重要意义。
以电厂针对发电机运行稳定性与安全性提出的要求作为立足点可以发现,对励磁系统进行适当的改造和优化是非常有必要的。
2 对同步发电机励磁系统进行改造和优化的方案2.1 电缆的敷设1/ 5(1)前期的准备。
在对电缆进行敷设前,施工人员需要将施工图纸以及施工过程中需要应用的工器具进行准备,在施工区域周围设置相应的围栏,同时悬挂警示牌。
电缆井内部以及电缆夹层处都应当具有相应的通风和防火措施,并且保证照明的充足。
(2)敷设的要求。
对电缆进行敷设的工作内容主要包括电缆防火封堵、電缆沟盖板的解开和恢复等。
施工人员应当将最短路径作为电缆集中敷设的路线,并且在敷设的过程中避免电缆受到不必要损伤的问题出现。
另外,电缆需要预留相应的长度,用以保证其能够在保护屏柜和断路器端子箱的底部进行盘放与固定。
2.2 拆除屏柜电缆施工人员应当在原有励磁调节器屏柜后所对应二次回路端子排的外部走线槽处,将用于连接外部信号的电缆解开,在解开过程中注意对线缆的白头处进行一一标明,这一步骤的目的在于避免在对电缆进行安装时出现混乱的情况。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
磁 绕 组 中 产 生 的 交 变 高 电 压 是 通
晶闸管 K G 2 7 、K G Z 8 导 通 ,使 同步 电 机 转 子 励 磁 绕 组 从 相 当 于 开 路
电 机 在 起 动 时 拖 动 负载 太 重 而 引 起过流 跳 闸, 对球 磨机来说 就会 出现 多次 盘 车 现 象 。
在 的缺 点 ,并剖 析 了故 障的原 因 ,提 出采 用 T CD. I I 型触发控 制 器对 KGL F . I I 型励磁 装置进行 改造 ,实
践 证 明 改 造 效 果 良好 。
关键词
同步 电机 灭磁
投 励 顺 极性 过 零投 励
后 备时 间投 励
移相 触发 电 阻 阻值 经 常 发 生 变 化 致 使 励 磁 环 节 不 能 正 常 工 作 同 步 电机 转 子 励 磁 绕 组 在 多 次 起 动 中承 受 感 应 交 变 高 电压 的冲 击 , 对 同步 电机造 成 了一定 损坏: 另外.励磁 环 节 参 数 整定 过 程 复 杂 , 稳 压 管 参 数 每 变化 一次 , 灭 磁 环 节 参 数
个 方面 。
电阻 R F d 2回 路 , 这 时外 接 电 阻远
伤 情 况 有 : 定 子 绕 组 端 部 绑 线 崩 断,绝 缘 损坏 ,端 盖 螺丝 震 断等 。 如 果 投 入 励 磁 太 晚 , 就 会 使 同步
电 机 高 压 继 电 保 护 装 置 动 作 导 致
远 大于 劢 磁绕组 直流 电 阻的 l 0倍 以 上 ,励 磁 绕 组 在 这 种 状 态 下 相 当于 开路 , 其感 应 电压急剧 上 升,
当 Ul 9 Wl = Ul 9 wyl + Ul 9 b z l + Uc t 7 , Ul 9 W2 : Ul 9 wy 2 + Ul 9 b z 2 + Uc t 8时 ,
起 动 失 败 , 这 种 情 况 常 会 使 维 修
人 员 产 生 误 判 断 , 认 为 总 是 同 步
1 . 1主 回路 中灭磁 环节 故障 率高
励。
触 发脉 ; 中环 节 电气 原理 如 图 2。 由触 发 脉 冲 环 节 工 作 原 理 可 知 : 随 着 时 间的 延 长 、温 度 的升
高,4 B G l集 电 极 电 流 将 增 大 、
1 9 9 9年 4月就发生励磁绕组 ( 接头 处被击 穿烧毁的故障:2 0 0 0年 I 系 统 l 同步 电机 发生 励磁 绕组 )与
。 我 矿 4台球磨机均 采用 K G L F — 是 由励磁 插 件引起 , 如 图 l
该 励 磁 装 置 的 故 障 也 是 导 致 同步
电 机 故 障 的 直 接 原 因 。本 文将 对 其 进 行分 析 并 提 出 改进 措施 。
1故障分析
KGL F— l l 型 励 磁 装 置 由 励 磁
过 灭 磁 环 节 来 释 放 的 , 如 果 灭 磁 节 发 生 故 障 会 使 转 子 绕 组 绝 缘 击 穿,或引起人 身事 故 。最 常见的现 象是 转 子 励 磁 绕 组 接 头 或 绕 组 与
电 源 线 接 头 处 产 生 裂 纹 、 开 焊 和 绕 坏 。 我 矿 I系 统 2 同 步 电 机 在
节 。
磁 时 ,J l 的对 常 闭触 的交 变电压过零 的环节 。T CD. 1 l
( 2 ) K G L F — l 1 型励磁 装置 中,投
l 9 R 6关 联 , l 9 Wl 与
4 M Bl
励 环 节 有 时 不 能 发 出投 励 信 号 .
图2 触 发脉 冲环 节 电气原 理 图
机 不能 正常 运 行 。
保证 7 KGZ和 8 KGZ的 导 通, 同时
靠等特点 。用 l 块这样 的集成电路
就 可 以 实 现 三 相 晶 闸 管 的 移 相 触 发, 单 片集 成 电路 T C 7 8 7在外 围形
2改造措施
对 于 KGL F — l l 型 励 磁 装 置 存 在 的 这 些 故 障 , 多 年 来 我 矿 只 能 采 取 局 部 问题 局 部 处 理 的方 法 , 且 维修 费 用 高 , 占用 时 间 长 。 通 过
也避 免了 l 9 R l 、l 9 R 2 、l 9 R 3 和l 9 R 4
长 期 受起 动 时大 电流 的; 中击 , 保
证 了其 性能 的稳 定 性 。
成 的触 发脉 冲 功 率 大 ,且 相 位 上
严 格 对 称 , 保 证 励 磁 装 置 输 出 电 流 的稳 定 。
考 察 、 论 证 , 我 矿 最 后 决 定 对
上升 。
2 0 0 4 年6 期 四圆
6 3
维普资讯
电机 技 术 _ l_一 励 后 未 投 入 正 常 励 点 未 打 开 , 电 阻
l 9 RI 、l 9 R 2 与l 9 R 5 并
联, l 9 R3、l 9 R4与
因 其 没 有 检 测 转 子 励 磁 绕 组 感 应 型 触 发 控 制 器 就 具 有 过 零 检 测 环
机 产 生 脉 振 , 出 现 高 于 同 步 电 机
触 发 、给 定 、投 励 和 逆 变 等 插 件
以 及 同 步 电 源 。 由 于 该 励 磁 装 置
额 转 矩 十 几 倍 的 冲击 力 , 严 重 损
伤 同 步 电 机 的 定 子 绕 组 。 常 见 损
内部 插 件 由分 离 元 件 组 成 , 元件 元 数 易发 生 变化 同 时现 场 环 境 粉 尘 较 大 , 使 该 装 置 故 障率 明 显 偏 高 ,其 故 障 集 中表 现 为 以 下 几
图1 励磁 装 置原 理 图
1 . 2 自动 投励 环节 故障频 率 高
同 步 电 机 从 异 步 运 行 到 同 步
主 回路 和触 发环 节 构成 , 励 磁 主 回 路 主要 包 括 三 相全 控 桥 整 流 电
路 和 灭 磁 环 节 ; 而 触 发 环 节 包 括
灭 磁 环 节 工 作 原 理 为 : 当 转 子 励 磁 绕 组 感 应 出 的 交 变 电压 在
K GL F l 1 型 励 磁 装置进 行 改 造, 其 方 案 为: 采 用 T C D— l l 型 晶 闸 管触
发 控 制器 替代 KGL F — l l 型 励 磁 装
4结束语
我 矿 4 台球 磨机 同 步 电机 和 l 台 空压 机 同 步 电机 KGL F — l 1 型 励
起 动 电路 原 理 图
用 寿 命 节 约 了 维修 费 用 . 同 时 改 造 后 的 励 磁 装 置 也 具 有 突 出 的 节 能作 用 。 改造 后 , 除 突然 停车 以
3 T C D —u 型晶闸管触发控制 器的特 点
T C D—l I 型 晶 闸管 触 发 控 制 器
GI 为正 ,G 2 为 负 时,晶 闸管 K G Z 7 、 KGz 8开 始 未 导 通 , 感 应 交 变 电 流 通 过 励 磁 电阻 R F d l 、l 9 R l 、l 9 R 2 、
l 9 Wl 、l 9 R3 、l 9 R 4、1 9 W2及 励磁
运 行 , 投 励 环 节 起 着 决 定 性 的作 用 。如果投励过早 ,就会使 同步 电
电路
T C D— l l 型 触 发 控 制 器在 移 相
相 全 控 桥 的触 发 脉 冲 , 由 6个 触 发
插 件 来 实 现 由 于 元 件 的 分 散 性
和参数 变化的 不一致性 ,导致 三 T Rl 4 分得 电压 较低, 8 K G Z和 7 K G Z 触 发 电 路 中采 用 TC 7 8 7单 片 集 成 相 全 控 桥 的触 发 脉 ; 中不 对 称 , 三 无 法 导 通 。 其 电 路 原理 如 图 3 。起 电路 , 该 电路 具 有 输 入 阻 抗 离 , 抗 相 整流 桥 电源 不 平 衡, 引起 某 相 动 时 ,J l 的 2对 常 闭触 点 工 作 ,相 士 扰 性 能 好 、 移 相 范 围 宽 、 功 耗 整 流 晶 闸 管 发 热 损 坏 , 使 同 步 电 当 于 灭 磁 检 测 按 钮 工 作 , 很 好 的 小 、功 能 强 、 外 围 元 件 少 、使 用可
l 9 W 2分 得 较 高 的 电 使 同 步 电 机 无 法 正 常 运 行 。 而 CD— l l 型 触 发 控 制 有 双 重投 励 环 压 .使 K G Z与 8 KG Z T
节在 顺极 性 ,保证 了顺利投 励 。
( 2)运 行 中 的 主 回 路 晶 闸 管 易 损坏 。在 K G L F — l 】 型 励磁 装置 三
置中的灭磁王环节 和触发环节。 此改造过程简便 , l 台 励 磁 装置 需
要 l ~2 h就 可 以 完成 。
磁装 置 采 用 T C D— l l 型 触 发 控制 器 改 造 后 , 未 发 生 过故 障 , 同步 电机 起 动 非 常 顺 利 , 大 大 延 长 了 其 使
图3 T C D —I I 型 晶 闸管触发控 制器
两 部 同步 电 机 均 采 用 KGL F 一 1 1 型
由励磁 环节 工 作原 理可 知,
稳压管 l 9 WY l和 1 9 WY 2在 晶闸管
4 WYl 和4 WY 2 的稳压性能变差,稳
电 源 线 接 头 开 焊 打 火 现 象 。 当 时 KGZ 7和 KGZ 8控 制 极 上 起 开 关 作 压 值 上升 ,使 4c 2的充 电 时 间缩 用 。在 我 矿 十 多 年 运 行 中, 稳 压 短 ,脉 冲发 出时间前移, 晶 闸管触 ( 管1 9 wy l 和l 9 wy 2的性能参数或 发 控 制 角度 小 , 励 磁 电 压 和 电 流 收稿 日期:2 0 0 3 . 0 7 . 2 0 1 9 Rl 、1 9 R 2 、1 9 R 3 和1 9 R 4 ) 大功率