加气块生产工艺中的主要技术指标
加气砌块工艺标准控制

加气砌块的工艺控制一、原材料处理原材料处理一是料浆制备,一是石灰磨细。
料浆制备的控制指标有两个,即料浆比重和物料细度,料浆比重受硅质材料的不同及生产成品容重级别的不同也不完全一致。
生产600级加气砌块时砂的料浆可控制在1.60一1.75kg/cm3,用尾矿生产加气砌块时料浆比重应控制在1.50一1.65kg/cm3,比重大小的控制还要考虑到是否掺加了废浆,废浆的掺量一般不超过10%。
掺加废浆后,料浆的悬浮性比较好,浇注稳定,掺量过多,会阻碍发气,蒸压养护时透气性差,易出现爆裂。
掺加废浆后的比重控制要略有降低,否则料浆的粘性太大,流动度小。
料浆的细度也是很重要的指标,粗时浆的粘度小,稠化慢,坯体发育时易泌水,切割后外观粗糙,制品上下容重差大,强度低;过细时动力消耗大,磨机台时产量低,制品强度略有提高,料浆稠化快,制品的透气性差,坏体发育时,发气受阻,容易出现欠高、揭顶、水平断裂,蒸压养护时制品易爆裂,产品的收缩值大。
比较适宜的细度可控制在80微之米方孔筛筛余量在12—16%(45微之米方孔筛筛余量在28—33%)之间,此时对强度影响不大,浇注也比较稳定。
料浆的比重、细度有时还需要结合石灰的特性、铝浆的发气速度来控制,比如快速灰,料浆的比重可小一点,细度取粗值;铝浆的发气速度快,料浆的比重可大一些,细度取小值。
石灰磨细后的细度一般应控制在80微之米方孔筛筛余量在8—15%之间,快灰可粗点,慢灰应细点。
适量掺加石膏可保证浇注的稳定性,提高制品的强度,减少砌块收缩并能抑制石灰的消解。
石膏的掺加比例一般为石灰、石膏总用量的10%左右。
掺量太大时会导致料浆不稠化,有时冒泡、收缩下沉严重。
二、配料、浇注、静停在水泥和石灰共同作钙质材料的加气混凝土砌块生产工艺中,水泥的主要作用是保证浇注的稳定性,加速坯体硬化,改善坯体性能和制品材性,对制品的强度影响不大。
水泥用量对发气没有明显影响,与石灰相比,稠化慢,硬化快,在总胶结料料不变情况下,提高水泥掺量可提高制品的抗碳化能力,减小收缩值,但如果水泥掺量太高,石灰掺量低,坯体后期温度低,静停时间长,容易出现坯体中间硬周边软;反之,稠化快,热膨胀值大,冒泡严重收缩下沉大。
砌筑加气块技术质量要求

砌筑加气块技术质量要求
1.材料质量要求:加气块砌筑所使用的原材料主要是优质水泥、细砂、砂浆和胶凝材料等。
这些材料应符合国家相关标准,质量可靠。
特别要注
意水泥的品种和强度等指标,以及砂浆的黏结强度和负荷的变化情况。
2.加气块的尺寸和强度要求:加气块的尺寸应符合国家相关标准,尺
寸偏差不超过±2mm,加气块色彩均匀,无明显损伤和开裂,表面平整无
明显漏气孔。
加气块的抗压强度也应符合国家标准,不低于1.5MPa。
3.砌筑工艺要求:加气块砌筑工艺要求稳定可靠,砌筑图纸应准确无误。
砌筑过程中应注意加气块的配合比例和垂直架子的设置。
在砌筑时要
进行湿拌,确保砂浆的均匀性和粘结强度。
砌筑墙体时要保证水平度、垂
直度和墙面平整度符合设计要求。
4.墙体砌筑的质量要求:加气块墙体的砌筑要求坚实牢固,构造合理,无锤击松动现象。
墙体表面应平整、垂直,并通过用钢尺测量平直度。
墙
体顶、底部和开窗洞口的处理要符合设计要求,无裂缝和空鼓。
墙体砌筑
应保持一定的压接缝,每层加气块交错砌筑,交缝长度不小于100mm。
5.砌筑的验收要求:在完成砌筑后要进行验收,并记录相关数据。
检
查墙体的垂直度、平面度、外观质量和强度等,并采取必要的试验方法进
行检测,确保砌筑质量达到设计要求。
综上所述,砌筑加气块的技术质量要求涉及材料、砌筑工艺、墙体砌
筑质量和验收等方面。
只有在严格按照相关标准和要求进行施工,才能保
证加气块墙体的质量和使用寿命。
加气砼砌块详细技术指标和施工注意事项

加气砼砌块详细技术指标及施工注意事项1、加气块主要质量控制指标:1.1 几何尺寸和外观:必须达到或超过规范要求的优等品[A]标准(砌块按尺寸偏差与外观质量、体积密度和抗压强度可分为三级:合格品[C]、一等品[B]及优等品[A])注:墙体尺寸与砌块规格不成模数关系时,应根据墙体实际尺寸订做余数砌块。
蒸压加气混凝土砌块的尺寸允许偏差和外观质量应符合下表的规定附:国家标准(GB/T11968—1997)中主要技术指标要求:单位:MPa(1)抗压强度:(3)强度级别2、砌筑施工注意事项2.1为减少施工中的现场切锯工作量,避免浪费,便于备料,加气混凝土砌块砌筑前均应进行砌块排列设计。
在砌筑位置放出墙身边线,以砌块每皮高度制作皮数杆,并竖立于墙的两端,皮数杆宜立于墙体转角处,且相距不应大于15m。
2.2浇注钢筋混凝土圈梁前应清理基面,扫除灰渣,圈梁模板应润湿,而圈梁下砌体适当洒水浇水,然后浇注。
2.3穿越墙体的水管要严防渗漏。
穿墙、附墙或埋入墙内的铁件应做防腐处理。
2.4 加气混凝土现场堆放管理及二次转运⏹现场堆放加气混凝土砌块的地面必须经过硬化的地面,要有良好的排水措施,加气混凝土砌块还必须有防雨水的遮盖,加气混凝土砌块应轻装、轻放、堆码整齐,堆码高度不宜超过1.6米。
不得整车倒卸,防止损坏、缺棱少角和断裂。
⏹现场施工二次转运时,应采取措施防止砌块断裂、破损和泡水,否则,不许上墙使用。
防止野蛮的二次装修,而引起砌块松动,或引起砌体内部应力重分布。
此外能否对建筑物的外粉刷、涂覆、饰面、排水系统等进行及时的维护和管理等也是防止砌块建筑墙体发生裂缝和渗漏的重要方面质量控制的关键是现场管理,甲乙方监理要统一质量控制要点,须对施工操作工人培训。
灰砂加气混凝土砌块的干缩值中等,而敏感性很小,稍轻室内干燥便可达到安全含水率要求。
加以容重和强度可自由调节,是一种较为理想的轻质高强墙体材料。
各厂生产的粉煤灰加气混凝土砌块干缩性差异较大,可能与原料和工艺条件有关,应特别关注禁止使用纯粉煤灰加气混凝土砌块。
加气砖生产的技术要求

加气砖生产的技术要求
加气砖生产的技术要求包括以下几个方面:
1. 原材料要求:加气砖的原材料主要包括硅质材料(如石英砂、粉煤灰等)、钙质材料(如石灰、水泥等)、水及铝粉等。
这些原材料的质量、配合比、体积等都需严格按照技术要求进行控制。
2. 搅拌和浇筑要求:加气砖的生产需要进行均匀搅拌和浇注。
搅拌过程中需注意加料顺序和搅拌时间,确保各组分充分混合。
浇注时,要控制好浇注速度和浇注温度,避免出现气孔、裂纹等问题。
3. 养护和切割要求:加气砖出模后需进行适当的养护,以保证其强度和稳定性。
养护温度和湿度需根据生产工艺和技术要求进行控制。
加气砖养护一定时间后,需进行切割,切割时要保证尺寸精度和表面平整度。
4. 质量检测要求:生产过程中需对加气砖进行质量检测,包括外观质量、尺寸精度、抗压强度等方面的检测。
如发现不合格产品,应及时处理,避免流入市场。
5. 安全环保要求:加气砖生产过程中需注意安全环保问题,如粉尘排放、噪音控制等。
生产车间应保持通风良好,防止粉尘积聚。
同时,生产过程中的废水、废气等需经过处理后达标排放。
以上是加气砖生产的主要技术要求,不同厂家和生产线的具体要求可能略有不同。
在实际生产中,应严格按照技术要求进行操作,以保证产品质量和生产安全。
加气块质量标准
加气块质量标准
加气块是一种常用的建筑材料,具有轻质、隔热、隔声、保温等优点,因此在建筑行业得到了广泛的应用。
然而,加气块的质量直接影响着建筑物的安全性和使用寿命,因此加气块的质量标准显得尤为重要。
首先,加气块的质量标准应包括材料的基本要求。
加气块的主要原料是水泥、石灰、砂、石粉等,这些原料的质量直接影响着加气块的性能。
因此,质量标准要求原料应符合国家相关标准,保证原料的质量稳定可靠。
其次,加气块的质量标准还应包括外观质量的要求。
加气块的外观应平整、色泽均匀,不得有明显的裂纹、破损、变形等缺陷。
同时,加气块的尺寸应符合规定的公差范围,保证加气块在施工中的稳定性和可靠性。
再次,加气块的质量标准还应包括强度和密度的要求。
加气块的抗压强度是衡量其质量的重要指标,一般要求加气块的抗压强度不低于规定数值,以保证建筑物的承载能力。
此外,加气块的密度也应符合相关标准,保证其轻质、隔热、隔声等优点。
最后,加气块的质量标准还应包括使用性能的要求。
加气块在
施工和使用过程中应具有良好的加工性能和使用性能,如易切割、
易粘结、不易开裂等特点,以满足不同建筑结构和施工要求。
综上所述,加气块的质量标准是保证建筑物安全和质量的重要
保障。
只有严格执行质量标准,才能生产出质量稳定可靠的加气块,为建筑行业的发展提供有力支持。
因此,加气块生产企业和相关部
门应加强质量管理,确保加气块质量标准的落实,为建筑行业提供
更优质的建筑材料。
加气块生产工艺中的主要技术指标
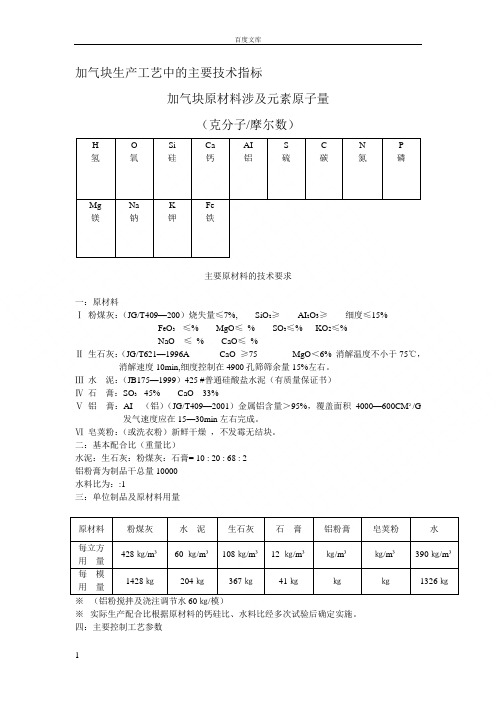
加气块生产工艺中的主要技术指标加气块原材料涉及元素原子量(克分子/摩尔数)H 氢O氧Si硅Ca钙AI铝S硫C碳N氮P磷Mg 镁Na钠K钾Fe铁主要原材料的技术要求一:原材料Ⅰ粉煤灰:(JG/T409—200)烧失量≤7%, SiO2≥AI2O3≥细度≤15%F e O3 ≤% MgO≤% SO3≤% KO2≤%NaO ≤% CaO≤%Ⅱ生石灰:(JG/T621—1996A CaO ≥75 MgO<6% 消解温度不小于75℃,消解速度10min,细度控制在4900孔筛筛余量15%左右。
Ⅲ水泥:(JB175—1999)425 #普通硅酸盐水泥(有质量保证书)Ⅳ石膏:SO3 45% CaO 33%Ⅴ铝膏:AI (铝)(JG/T409—2001)金属铝含量>95%,覆盖面积4000—600CM²/G 发气速度应在15—30min左右完成。
Ⅵ皂荚粉:(或洗衣粉)新鲜干燥,不发霉无结块。
二:基本配合比(重量比)水泥:生石灰:粉煤灰:石膏= 10 : 20 : 68 : 2铝粉膏为制品干总量10000水料比为::1三:单位制品及原材料用量原材料粉煤灰水泥生石灰石膏铝粉膏皂荚粉水每立方用量428㎏/m³60 ㎏/m³108㎏/m³12 ㎏/m³㎏/m³㎏/m³390㎏/m³每模用量1428㎏204㎏367㎏41㎏㎏㎏1326㎏※(铝粉搅拌及浇注调节水60㎏/模)※实际生产配合比根据原材料的钙硅比、水料比经多次试验后确定实施。
四:主要控制工艺参数1:料浆计量后放入搅拌机:120秒(包括搅拌时间)2:石灰水泥搅拌180秒3:加铝粉后搅拌45秒4:搅拌测稠度时间180秒(投放石灰算起)5:浇注稠度控制:⊙20--23±㎝1㎝6:预养室温度:45℃7:静停时间:2±8:预养室静停规模位:25模五:蒸压养护制度:12h/T(一天一釜两周转)抽真空0 --- -6Mpa升压(升温)--- Mpa恒压(恒温)Mpa降压--- 0 Mpa进出釜单位制品蒸汽耗量210㎏/m³六:原材料存放周期粉煤灰水泥生石灰石膏铝粉膏皂荚粉5 --- 10天5天≤15天≤10天3个月3个月七:车间组成与工作制度产车间组成:1有原材料制备,2 配料与浇注,3切割编组4蒸压养护5 出釜6 成品检验按两班制生产,每班10小时,全年300个工作日,以一天一釜两周转(及12小时出1序号岗位名称班每班人数岗位1 制浆2 2 制浆池、过度池、石膏2 石灰粉磨 2 1 球磨机全程3 配料浇注 2 1 配料1人浇注1人4 切割编组 2 4 行车2人切割2人组模5 预养室 2 3 小车运送、刷油铺膜6 蒸压养护 2 1 编组进出釜、半成品、成品检验计量统计7 成品出釜 2 2 运输、检验、分级堆放8 设备维护 2 1 设备维修、电工含值班维修9 锅炉房 2 2 锅炉供气、供暖、职工洗浴水供给10 检化验 1 产品物检、化检、锅炉水检11 管理 2 2 值班长兼技术员12 其他 2 1 统计辅助替班合计46 车间实际生产人员36人八:原材料基本成本序号原料名称单耗㎏/m³单价元/吨费用元/m³1 粉煤灰450 302 生石灰130 300 393 石膏12 1604 水泥60 4905 铝粉膏16506 皂荚粉2500合计元(参考值)序号成本项目元/m³1 原材料2 蒸汽160㎏/m³3 电4 水 25 工资福利266 企业管理7 销售费用 28 其他综合费用 59 合计10 利润空间销售价格255元-- = 元序号设备名称数量精度序号设备名称数量精度1 材料试验机 1 1% 17标准筛 32 热鼓风机 2 2℃183 低温箱 1 2℃194 恒温加热器 1 20 分样筛 15 钢卷尺 4 21 温度计206 立式收缩议 1 22 磁力搅拌机 17 空调器 1 23 玻璃仪器1套8 调温箱 1 35—95% 24 小保温瓶 2 半磅9 天平 1 25 秒表 210 分析天平 2 —1g 26 比重瓶 111 马弗炉 1 1300℃27 发汽剂检测仪 112 干燥器 5 28 坯体硬度仪 213 电炉 2 1000w 29 稠度测试仪 114 铂坩埚 1 3015 瓷坩埚10 3116 玛瑙乳体 1 32序号设备名称数量精度序号设备名称数量精度1 钢卷尺2 3mm 7 荷重块80 10㎏2 靠尺 1 8 荷重块20㎏3 契型塞尺 1 9 读数显微镜 14 高温高湿箱 1 10 电子天平 15 百分表 3 116 荷重块10 5㎏12十二:加气混凝土切块质量控制点序号工序控制点技术要求检测方式检测工具监测频次质量特性分级管理手段A B1 原材料石灰JC/T621 专检略每批数据表2 1 粉煤灰JC/T409 专检略每批数据表3 水泥GB175 专检(控制)略每批数据表4 铝粉膏JC/T407 专检略每桶数据表5 石膏专检略每批数据表6 石灰加工石灰破碎力度≤15%mm自检略每15min 控制图7 石灰磨细度(出磨口)≤15%(筛余)自检分样筛每15min 控制图8 粉状石灰性能(仓)A-GaO≥60%消解温度≥80℃细度≥15%消解速度10~15min专检略每30min 控制图9 粉煤灰加工粉煤灰浓度比重~ 自检量杯每15min 控制图10 粉煤灰细度≤15%(筛余)专检分样筛每池数据表11 石膏含量工艺规格专检略每池数据表12 配料石灰性能A-CaO≥60%消解温度≥80℃细度≤15%消解速度10~15min专检略每5模√数据表13 石灰计量当日配料单自检计量称每模√数据表14 水泥计量当日配料单自检计量称每模√数据表15 粉煤灰计量当日配料单自检计量称每模√数据表16 铝粉等计量当日配料单自检计量称每模√数据表17 浇注各物料投料搅拌时间当日配料单自检秒表每模√数据表18 料浆扩散度18---20cm 自检略每模√数据表19 浇注温度高度42℃32cm 自检略每模√数据表20 静停发气速度0—10min~min11~15min~min20min结束自检钢卷尺每2~5模√数据表21 稠化时间冒泡时间10~20min 自检秒表每模√数据表22 坯体强度15~20 工艺规程强度仪手感每模√数据表23 切割外观质量粘模<200c㎡棱角损坏<300×30cm自检钢卷尺每模√数据表24 尺寸精度±2 ±4mm(坯体四周)自检钢卷尺每模√数据表25 蒸压养护蒸压养护抽真空恒压升温自检压力表每釜每15min√数据表恒温7h降压26 出釜外观尺寸GB/T11968 自检钢直尺抽检√数据表27 堆放堆放分等分级自检钢直尺抽检√数据表28 出厂检验GB/T11968 专检略略√数据表十三:粉煤灰切块基本尺寸规格规格单块体积(m³)1m³块数600×300×300600×300×250600×300×200600×300×150 37600×300×100600×250×200600×250×100600×200×100 83600×250×250600×200×150。
蒸压加气混凝土砌块主要技术指标和物理性能

蒸压加气混凝土砌块主要技术指标和物理性能蒸压加气混凝土砌块是一种以水泥、石灰、粉煤灰、石膏和气泡剂等为原材料,通过特殊的制备工艺,使其在施工现场经过蒸压养护而形成的一种轻质多孔砌块。
它具有轻质、高强度、保温隔热、防火阻燃、吸音隔音、施工方便等优点,因此在建筑行业中得到了广泛的应用。
本文将对蒸压加气混凝土砌块的主要技术指标和物理性能进行详细介绍。
1.抗压强度:蒸压加气混凝土砌块在制备过程中通过蒸压养护使其形成一定的强度。
根据不同的用途,其抗压强度一般在2.0~10.0MPa之间。
砌块的抗压强度越高,其承重能力就越大。
2.导热系数:蒸压加气混凝土砌块是一种多孔材料,其导热系数比较低,一般在0.2~0.5W/(m·K)之间。
这使得砌块具有良好的保温隔热性能,适用于建筑物的外墙保温和隔热层的施工。
3.吸水率:蒸压加气混凝土砌块的吸水率较低,一般在10%以下。
这使得砌块具有较好的防水性能,能够减少建筑物内部的渗水和漏水问题。
4. 堆积密度:蒸压加气混凝土砌块的堆积密度一般在500~900kg/m³之间。
由于其密度较低,使得砌块具有轻质的特点,能够减少建筑物的自重,提高结构的抗震性能。
5.热膨胀系数:蒸压加气混凝土砌块的热膨胀系数比较低,一般在5×10^(-6)~7×10^(-6)/℃之间。
这使得砌块在受到温度变化时,能够保持较好的稳定性,减少因温度变化而引起的开裂问题。
6.抗冻性:蒸压加气混凝土砌块具有良好的抗冻性能,能够在严寒的环境下保持稳定的物理性能。
一般情况下,砌块的抗冻循环次数在25次以上。
7.火焰传播:蒸压加气混凝土砌块具有良好的防火性能,不易燃烧,不会产生有毒气体。
一般情况下,砌块的防火等级可以达到不燃或难燃。
8.声传透性:蒸压加气混凝土砌块具有良好的吸音性能,能够有效减少建筑物内部声音的传递。
一般情况下,砌块的声传透系数在45~50dB之间。
蒸压加气混凝土砌块作为一种新型的建筑材料,具有诸多优点,但也存在一些局限性,如受到环境湿度的影响,吸水率会增加,导致砌块的抗冻性能下降等。
加气块质量标准

加气块质量标准加气块是一种轻质多孔的建筑材料,具有优良的保温隔热性能和较轻的重量,被广泛应用于建筑业中。
为了确保加气块的质量,制定了一系列的质量标准。
本文将对加气块的质量标准进行详细介绍,以便广大建筑从业者和相关人员更好地了解和应用这些标准。
首先,加气块的质量标准主要包括以下几个方面:1. 原材料的选择和质量要求,加气块的主要原材料包括水泥、石灰、石膏、砂、粉煤灰等。
这些原材料的质量直接影响着加气块的性能和品质。
因此,制定了一系列的原材料选择和质量要求的标准,包括原材料的化学成分、物理性能、外观质量等方面的要求。
2. 生产工艺和工艺流程的要求,加气块的生产过程需要经过多道工艺流程,包括原材料的配比、搅拌、成型、蒸养等环节。
为了确保加气块的质量稳定,需要制定相应的生产工艺和工艺流程的要求,包括各道工艺的操作规程、工艺参数、设备要求等。
3. 加气块的性能指标和检测方法,加气块的性能指标是评价其质量优劣的重要依据,主要包括抗压强度、导热系数、吸水率、干密度、抗冻性等指标。
为了保证加气块的性能符合要求,需要制定相应的性能指标和检测方法,确保产品的质量稳定和可靠。
4. 加气块的外观质量和尺寸偏差要求,加气块作为建筑材料,其外观质量和尺寸偏差直接关系到施工质量和建筑结构的稳定性。
因此,需要对加气块的外观质量和尺寸偏差进行严格的要求,包括表面平整度、边直度、尺寸偏差等方面的要求。
总之,加气块的质量标准是保证建筑工程质量和安全的重要保障,只有严格遵守这些标准,才能生产出质量稳定、性能优良的加气块产品,为建筑业的发展做出积极贡献。
希望本文对加气块的质量标准有所帮助,也希望广大建筑从业者和相关人员能够加强对加气块质量标准的学习和应用,共同推动建筑业的健康发展。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
加气块生产工艺中的主要技术指标————————————————————————————————作者:————————————————————————————————日期:加气块生产工艺中的主要技术指标加气块原材料涉及元素原子量(克分子/摩尔数)H 氢1.0079O氧15.999Si硅28.085Ca钙40.08AI铝26.9815S硫32.06C碳12.011N氮14.0067P磷30.9737Mg 镁24.30Na钠22.9898K钾39.0983Fe铁55.845主要原材料的技术要求一:原材料Ⅰ粉煤灰:(JG/T409—200)烧失量≤7%, SiO2≥81.245 AI2O3≥9.04 细度≤15%F e2O3 ≤0.77% MgO≤0.39% SO3≤0.012% KO2≤4.81%Na2O ≤0.82% CaO≤0.9%Ⅱ生石灰:(JG/T621—1996A CaO ≥75 MgO<6% 消解温度不小于75℃,消解速度10min,细度控制在4900孔筛筛余量15%左右。
Ⅲ水泥:(JB175—1999)425 #普通硅酸盐水泥(有质量保证书)Ⅳ石膏:SO3 45% CaO 33%Ⅴ铝膏:AI (铝)(JG/T409—2001)金属铝含量>95%,覆盖面积4000—600CM²/G 发气速度应在15—30min左右完成。
Ⅵ皂荚粉:(或洗衣粉)新鲜干燥,不发霉无结块。
二:基本配合比(重量比)水泥:生石灰:粉煤灰:石膏= 10 : 20 : 68 : 2铝粉膏为制品干总量7.5/10000水料比为:0.60:1三:单位制品及原材料用量原材料粉煤灰水泥生石灰石膏铝粉膏皂荚粉水每立方用量428㎏/m³60 ㎏/m³108㎏/m³12 ㎏/m³0.45㎏/m³0.45㎏/m³390㎏/m³每模用量1428㎏204㎏367㎏41㎏ 1.53㎏ 1.53㎏1326㎏※(铝粉搅拌及浇注调节水60㎏/模)※实际生产配合比根据原材料的钙硅比、水料比经多次试验后确定实施。
四:主要控制工艺参数1:料浆计量后放入搅拌机:120秒(包括搅拌时间)2:石灰水泥搅拌180秒3:加铝粉后搅拌45秒4:搅拌测稠度时间180秒(投放石灰算起)5:浇注稠度控制:⊙20--23±㎝1㎝6:预养室温度:45℃7:静停时间:2±0.5h8:预养室静停规模位:25模五:蒸压养护制度:12h/T(一天一釜两周转)抽真空0 --- -6Mpa 0.5h升压(升温)-0.6 --- 1.0 Mpa 1.5h恒压(恒温) 1.0 Mpa 7.5h降压 1.0 --- 0 Mpa 1.5h进出釜 1.0h单位制品蒸汽耗量210㎏/m³六:原材料存放周期粉煤灰水泥生石灰石膏铝粉膏皂荚粉5 --- 10天5天≤15天≤10天3个月3个月七:车间组成与工作制度产车间组成:1有原材料制备,2 配料与浇注,3切割编组4蒸压养护5 出釜6 成品检验按两班制生产,每班10小时,全年300个工作日,以一天一釜两周转(及12小时出1釜)计算。
序号岗位名称班每班人数岗位1 制浆2 2 制浆池、过度池、石膏2 石灰粉磨 2 1 球磨机全程3 配料浇注 2 1 配料1人浇注1人4 切割编组 2 4 行车2人切割2人组模5 预养室 2 3 小车运送、刷油铺膜6 蒸压养护 2 1 编组进出釜、半成品、成品检验计量统计7 成品出釜 2 2 运输、检验、分级堆放8 设备维护 2 1 设备维修、电工含值班维修9 锅炉房 2 2 锅炉供气、供暖、职工洗浴水供给10 检化验 1 产品物检、化检、锅炉水检11 管理 2 2 值班长兼技术员12 其他 2 1 统计辅助替班合计46 车间实际生产人员36人八:原材料基本成本序号原料名称单耗㎏/m³单价元/吨费用元/m³1 粉煤灰450 30 17.102 生石灰130 300 393 石膏12 160 1.924 水泥60 490 29.45 铝粉膏0.45 1650 7.436 皂荚粉0.45 2500 1.13合计95.98元(参考值)九:加气块设计成本序号成本项目元/m³1 原材料95.982 蒸汽160㎏/m³10.883 电11.54 水 25 工资福利266 企业管理 2.57 销售费用 28 其他综合费用 59 合计155.8610 利润空间销售价格255元-- 155.86 = 99.14元十:化验室设备序号设备名称数量精度序号设备名称数量精度1 材料试验机 1 1% 17标准筛 3 0.082 热鼓风机 2 2℃18 0.0753 低温箱 1 2℃19 0.0454 恒温加热器 1 20 分样筛 15 钢卷尺 4 0.5mm 21 温度计206 立式收缩议 1 0.01mm 22 磁力搅拌机 17 空调器 1 23 玻璃仪器1套8 调温箱 1 35—95% 24 小保温瓶 2 半磅9 天平 1 0.5g 25 秒表 210 分析天平 2 0.5—1g 26 比重瓶 111 马弗炉 1 1300℃27 发汽剂检测仪 112 干燥器 5 28 坯体硬度仪 213 电炉 2 1000w 29 稠度测试仪 114 铂坩埚 1 3015 瓷坩埚10 3116 玛瑙乳体 1 32十一:物理检验基本设备序号设备名称数量精度序号设备名称数量精度1 钢卷尺2 3mm 7 荷重块80 10㎏2 靠尺 1 8 荷重块20㎏3 契型塞尺 1 9 读数显微镜 1 0.05mm4 高温高湿箱 1 10 电子天平 1 0.0001g5 百分表 3 0.01mm 116 荷重块10 5㎏12十二:加气混凝土切块质量控制点序号工序控制点技术要求检测方式检测工具监测频次质量特性分级管理手段A B1 原材料石灰JC/T621 专检略每批数据表2 1 粉煤灰JC/T409 专检略每批数据表3 水泥GB175 专检(控制)略每批数据表4 铝粉膏JC/T407 专检略每桶数据表5 石膏专检略每批数据表6 石灰加工石灰破碎力度≤15%mm自检略每15min 控制图7 石灰磨细度(出磨口)≤15%(0.08mm筛余)自检分样筛每15min 控制图8 粉状石灰性能(仓)A-GaO≥60%消解温度≥80℃细度≥15%消解速度10~15min专检略每30min 控制图9 粉煤灰加工粉煤灰浓度比重1.39~1.41 自检量杯每15min 控制图10 粉煤灰细度≤15%(0.08mm筛余)专检分样筛每池数据表11 石膏含量工艺规格专检略每池数据表12 配料石灰性能A-CaO≥60%消解温度≥80℃细度≤15%消解速度10~15min专检略每5模√数据表13 石灰计量当日配料单自检计量称每模√数据表14 水泥计量当日配料单自检计量称每模√数据表15 粉煤灰计量当日配料单自检计量称每模√数据表16 铝粉等计量当日配料单自检计量称每模√数据表17 浇注各物料投料搅拌时间当日配料单自检秒表每模√数据表18 料浆扩散度18---20cm 自检略每模√数据表19 浇注温度高度42℃32cm 自检略每模√数据表20 静停发气速度0—10min1.5~2.5cm/min11~15min0.8~1.2cm/min20min结束自检钢卷尺每2~5模√数据表21 稠化时间冒泡时间10~20min 自检秒表每模√数据表22 坯体强度15~20 工艺规程强度仪手感每模√数据表23 切割外观质量粘模<200c㎡棱角损坏<300×30cm自检钢卷尺每模√数据表24 尺寸精度±2 ±4mm(坯体四周)自检钢卷尺每模√数据表25 蒸压养护蒸压养护抽真空-0.6mpa恒压1.2mpa升温1.5h自检压力表每釜每15min√数据表恒温7h降压1.5h26 出釜外观尺寸GB/T11968 自检钢直尺抽检√数据表27 堆放堆放分等分级自检钢直尺抽检√数据表28 出厂检验GB/T11968 专检略略√数据表十三:粉煤灰切块基本尺寸规格规格单块体积(m³)1m³块数600×300×300 0.054 18.51600×300×250 0.045 22.2600×300×200 0.036 27.8600×300×150 0.027 37600×300×100 0.018 55.5600×250×200 0.03 33.3600×250×100 0.015 66.6600×200×100 0.012 83600×250×250 0.0375 26.6600×200×150 0.018 41.6。