石雕分类及工艺
石雕的类型(四)

石雕的类型(四)工艺石雕工艺石雕指的是既具有审美价值又具有实用价值的石雕制品,它是人类最早创作的石雕艺术,是孕育各种石雕艺术形式的母体,它的前身可追溯到石器时代中晚期的细石器。
细石器在我国主要发现于北方草原地区,从中石器时代开始盛行,此后逐渐衰落,不过在一些后进的狩猎游牧部落中,它甚至还沿用到辽金时期。
细石器是以其质地的优美,加工制作的规范,及其工丽的几何造型而闻名于世的。
进入新石器时代,人们开始采用敲打、琢制、切割与磨制相结合的方法,加工制作各种具有功能美学意义的石质工具。
这些石质工具的造型,都是优美的几何形。
我们从山东大汶口文化的有段石锛,湖北屈家岭文化的亚腰石斧,江南良渚文化的石耘田器、犁状器,广东石峡文化的石凿、镞等,都可以体会到点、线、轮廓的美感。
其精确的造型,表明我们的祖先远在新石器时代,就熟练地掌握了比例、权衡、对称与呼应等形式法则,并将之广泛应用于各种工艺品的创作。
随着文明时代的到来,新石器时代的许多工艺石雕被赋予了礼器的色彩,随着社会分工的扩大和工艺的进步,许多精美质优的石雕工艺品成了权贵垄断的高贵像征物以及礼神的祭献品。
商周时代最常见的所谓“六瑞玉”,实际上就是由新石器时代的实用器演变而来的。
不过,只是后继者都附加了各种雕饰纹样。
严格说来,商周的玉石工艺雕刻还是没有区别的,当时流行的精致礼器,如圭、牙璋、璧、璜、钺、簋、豆等,既有玉质者,也有石质的。
此外还有各种饰物,其中包括几何形和各种兽表雕刻。
武器和工具的形制与新石器时代没有太大的区别。
另一方面,由于商周时代已属青铜时代,并在抽铁器时代过渡,因此石质工艺品的地位就不及玉米面器更显要,人们对玉质地色泽日益讲究,石质工艺品就越来越退居次要地位。
这样一来,对商周石雕工艺品进行分期断代,就得以共存的玉器形制花纹和加工艺作为参照。
一般来说,商周时代的石雕工艺品数量仍很丰富,艺术成就较高的是一些动物形雕饰,如龙、鸟、虎、鹿等,反映出当时的社会还具有浓厚的图腾崇拜信仰。
中国石雕艺术——关于石雕制品的分类
中国石雕艺术——关于石雕制品的分类作为一名建筑学专家,我对中国石雕艺术深感敬佩。
这种艺术形式已有数千年的历史,造就了众多美轮美奂、气势宏大的石雕制品。
在石雕制品的分类上,我认为可以根据其制作方法和用途,将其分为哪几大类。
第一类是雕刻类石雕制品。
这种制品的原料多是石材,例如大理石、花岗岩等。
雕刻类石雕制品可细致地呈现出人物形象、山水景象、花鸟虫鱼等。
雕刻类石雕制品制作过程中,雕刻师傅们需要准备好石材原料、雕刻刀具等工具,经过勾勒、鉴定线条、刻画、捶打等多个步骤,才能完成精湛的作品。
这种类别的石雕制品主要用于公共建筑、景区旅游、私人住宅等建筑的装饰和飾品。
第二类是浮雕类石雕制品。
这种制品与雕刻类石雕制品相似,但更注重凸出和凹入的层次感。
浮雕类石雕制品可以分为阴刻和阳刻两种形式。
雕刻阴刻时,画面主体往往隐约或完全埋没在底层石材之下,这种制品主要用于建筑墙面装饰等。
阳刻则是画面主题凸显出来,能够在立体感的情况下达到出现在人们视线之外的效果,这种制品主要用于公共场所的柱子、门厅区域的装饰等。
第三类是园林雕刻类石雕制品。
这种制品以动物、植物为主题,与雕刻类和浮雕类不同,这种类别的石雕制品带有一定的功能性和实用性。
在园林中,这类石雕制品可以用作花园绿化物、假山饰品、水雕造型等。
制作园林雕刻类石雕制品需要考虑到其实际用途、材料、园林风格等多个方面,因此相对的,其工艺比起前两种制品复杂,需要考虑灯光、水景、植被等因素,让石雕制品尽可能与园林环境完美融合。
第四类是摆设类石雕制品。
这种制品通常是手工雕刻的,因此难度较大。
这种制品拥有极高的装饰性,并且高度的个性化,可以成为建筑环境中独立存在的艺术品,也可以用作放置于桌面和书架的小雕塑,为生活和办公室增添一抹自然气息。
总之,中国石雕艺术是一项博大精深的艺术,它伴随着中华民族的历史悠久,呈现出深厚的文化积淀。
通过以上的分析,不难发现,石雕制作过程中需要考虑的问题很多,需要雕刻师傅们能够细致入微地严谨操作、接受压力,花费心血、时间和精力才能刻制出艺术品质的石雕制品。
石雕雕刻工艺以及制作流程
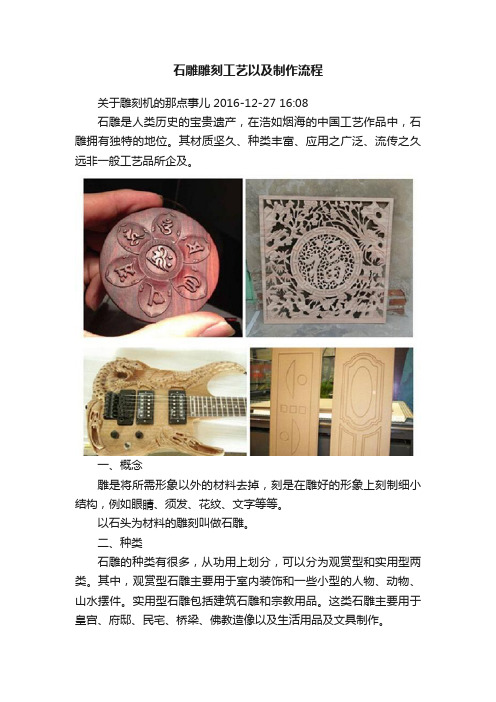
石雕雕刻工艺以及制作流程关于雕刻机的那点事儿 2016-12-27 16:08石雕是人类历史的宝贵遗产,在浩如烟海的中国工艺作品中,石雕拥有独特的地位。
其材质坚久、种类丰富、应用之广泛、流传之久远非一般工艺品所企及。
一、概念雕是将所需形象以外的材料去掉,刻是在雕好的形象上刻制细小结构,例如眼睛、须发、花纹、文字等等。
以石头为材料的雕刻叫做石雕。
二、种类石雕的种类有很多,从功用上划分,可以分为观赏型和实用型两类。
其中,观赏型石雕主要用于室内装饰和一些小型的人物、动物、山水摆件。
实用型石雕包括建筑石雕和宗教用品。
这类石雕主要用于皇宫、府邸、民宅、桥梁、佛教造像以及生活用品及文具制作。
建筑石雕主要指在各类建筑的各个部件、构件上的装饰性雕刻,是石雕的主要门类。
最常见的有石牌坊、石栏杆、石柱、石狮子等。
石牌坊作为一种标志性的开敞式建筑,牌坊具有记载地名、表彰功德等功能,同时具有很强的装饰作用。
石牌坊的雕刻工艺主要体现在额枋、立柱、加筑石部位,有的石牌坊通体布满精致的石雕图案。
石狮子石狮子是迄今为止人们见得最多的石雕之一,无论宫殿、府邸,还是民居、桥梁,大大小小、形态各异的狮子或端坐或站立或横卧,无论何种姿态,其威严肃穆总能让人们感到心灵的震撼。
此外,华表、石碑、拴马桩等等都是装饰性极强又特色分明的建筑石雕,在建筑物中发挥着各自的功能。
除了功用上的分类外,石雕也可以从创作技法上来划分,主要有圆雕、浮雕、线雕和影雕等几大类。
圆雕也就是立体雕刻,一般没有背景,可以从四面八方去欣赏。
圆雕形象千差万别,雕刻手法和程序也各不相同。
根据所雕刻形象各部位的比例画出大体的轮廓,将轮廓线以外的多余部分凿去。
然后把外形打造出来,将细部线条全部勾画出来,并将细部雕凿清楚,再将需要修理的地方修整干净。
圆雕是最为常见的一种石雕技法。
浮雕浮雕是介于绘画与圆雕之间的一种雕刻,也可以说是一种压缩了的圆雕。
一般都以背景为依托,是主题与背景溶为一体的雕刻。
细说中国石雕六大雕刻手法区别

细说中国石雕六大雕刻手法区别作为一名建筑学专家,我对于中国传统文化的黄金时代以及它们的艺术形式非常着迷,其中的一种就是石雕。
中国历史上的石雕技术独具匠心,历经千百年来仍然光彩照人,令人叹为观止。
中国石雕是中国古代美术的一种代表形式,自古起便有。
在中国文化的发展历程中,石雕艺术的发展推动了整个中国文化的繁荣和发展。
中国石雕的手法和工艺已经发展到了如此之高的水平,因此通过细说中国石雕六大雕刻手法区别,可以使人更为全面地了解中国石雕的技术和流程。
一、浮雕。
浮雕的手法是在平面上将牌面突出来的的雕刻方法。
这种雕刻方法在古代中国的建筑装饰、佛教寺庙的雕刻中得到了广泛应用。
浮雕的雕刻方法通常需要制定模具来帮助设计者浮雕出他们想要的形状。
使用模具这一步可以节省时间,而且精度更高。
最后,制作的石板进行清理,并且进行最后的细致雕刻,达到想要的效果。
二、阴刻阴刻在石雕中的表现形式是将浮雕颠倒过来,成为在凹陷部分刻划出来的图案。
同浮雕一样,阴刻也需要通过一个模具来帮助刻划出来较为规则的图案,在确保整体形状正确的情况下进行最后一步的完善。
阴刻制品通常需要清除多余的石头和灰尘,使其在外观和触感上更加上等。
三、雕刻雕刻是最具代表性的石雕手法之一,其涵盖了石雕大部分基本技术。
在将石头切割成想要的形状后,设计师把一个比实际部件有所放大的雕刻模型在石头上进行画线,在细节上进行最后的修整和精细化。
四、彫雕彫雕是中国石雕艺术的一种重要形式,是优美的石雕艺术和文学艺术相互融合的产物。
在这种手法中,设计师这样做是为了刻划出一件作品的特征,其中的每一寸都需要彻底把握。
鸟、花、人物等的特征都要在彫雕过程中反映出来,从而展现出独特的风格特征。
五、组合雕刻组合雕刻是一种比较细致的手法,主要用于雕刻物件的组合和结构。
一件石头盆栽的制作,通常会分成两部分,一部分是基础,一部分是具体的造型。
在制作基础过程中需要确定好整体的形状和尺寸,在制作具体造型过程中,需要对每个细节进行仔细的雕刻。
石雕雕刻手法的种类

石雕雕刻手法的种类工匠在石材表面上以平雕、浮雕(分浅浮雕和高浮雕)、透雕等手法雕刻出各种花纹图案,通称“剔凿花活”。
不同的雕刻手法会配以不同的雕刻加工程序:平雕,又称平活,图案简单的,可直接将花纹画在经过处理的石料表面。
图案复杂的,可使用“谱子”画出纹样后,用錾子和锤子沿着图案线凿出浅沟,这道工序叫“穿”。
如果是阴纹雕刻,要用錾子顺着“穿”出的纹样进一步把图案雕刻清晰、美观。
如果是阳活类的平活,应把“穿”出的线条以外的部分(即“地儿”)落下去,并用扁子把“地儿”扁光,最后把“活儿”(即图形)的边缘修整好。
浮雕,又称凿活。
其加工程序分四步:第一步为“画”,较复杂的图形要先起谱子,即将花纹画在较厚的纸上,然后要扎谱子,即用针顺着画好的花纹在纸上扎出许多针眼,最后再拍谱子,就是将纸贴在石面上,用棉花团等沾红土粉在针眼位置不断地拍打,这样,花纹的痕迹就留在石材表面了,然后用錾子沿线条“穿”一遍,就可以开始雕刻了。
第二步为打糙,即根据“穿”出的图案把要雕刻的纹样雏形雕凿出来。
第三步就是在已经打糙的石料基础上,用笔将图案的局部如植物的花瓣,动物的头脸、毛发、鳞甲等画出来,并用錾子或扁子雕刻出来。
第四步为修活,即将雕刻形象边缘用扁子扁光修平。
透雕,又称透活,与凿活相似,只是雕刻得更深,即“地儿”落得更深,“活儿”的凹凸起伏更大。
有的部位要掏空挖透。
由于透雕的层次较多,因此每道程序要分层进行,反复操作。
为了加强透雕的真实感,细部的雕刻应深入细致。
圆雕,即立体雕刻。
由于圆雕形象千差万别,雕刻手法和程序各不相同。
大体上分以下几个步骤:先出胚子,根据圆雕的体量将多余的部分凿去;再凿荒,就是根据所雕形象各部位的比例,画出大体的轮廊,将轮廊线以外的多余部分凿去;然后打糙,沿轮廊线把外形凿打出来,将需要挖空的地方勾画并掏挖出来;下一步是打细,在打糙的基础上将细部线条全部勾画出来,要将细部雕凿清楚;最后用磨头、剁斧、扁子等将需要修理的地方修整干净。
石雕(缙云石雕)

非物质文化遗产
01 简介
03 基本内容
目录
02 历史渊源 04 基本特征
石雕(缙云石雕)是一种传统技艺,是浙江省非物质文化遗产之一。
简介
缙云石雕历史悠久。唐乾元二年民间艺人雕刻的城隍庙碑,是已知最早的缙云石雕作品。明清以来,石雕十 分丰富。缙云石雕根据不同用途大致可分为:建筑类、用具类、墓葬类和工艺类四种。主要制作石屋、石桥、石 栏杆、石亭、石塔、石狮、石牌坊及其他石器雕刻工艺品。缙云境内凝灰岩资源丰富,它具有色彩自然、质地柔 和、初采时容易加工雕刻,风干后逐渐变硬等特点。独特的地理位置和良好的自然条件,造就了一代又一代优秀 的石雕艺人。经过数百年的传承和创新,形成线雕、浮雕与圆雕、镂雕相结合的技法和精湛的雕刻技艺。缙云石 雕构思新颖,造型别致,形成了自己独有的地方特色,具有深厚的文化内涵和艺术价值。
历史渊源
缙云石雕历史悠久。唐乾元二年民间艺人雕刻的城隍庙碑,是已知最早的缙云石雕作品。明清以来,石雕十 分丰富。明代“白竹尚书坊”、“阑额坊”至今尚存。据清代《缙云县志》记载,有尚仪坊、节孝坊、进士坊等 194座。
基本内容
缙云石雕根据不同用途大致可分为:建筑类、用具类、墓葬类和工艺类四种。主要制作石屋、石桥、石栏杆、 石亭、石塔、石狮、石牌坊及其他石器雕刻工艺品。
基本特征
Hale Waihona Puke 缙云境内凝灰岩资源丰富,它具有色彩自然、质地柔和、初采时容易加工雕刻,风干后逐渐变硬等特点。独 特的地理位置和良好的自然条件,造就了一代又一代优秀的石雕艺人。经过数百年的传承和创新,形成线雕、浮 雕与圆雕、镂雕相结合的技法和精湛的雕刻技艺。
谢谢观看
石雕
透雕
石雕的发展: 一、新石器时代的石雕作品,可大致划分为 几类。第一类为传统石雕,包括传统的典型细石 器和小件饰物;第二类为磨制实用器,包括日用 品、器皿和生产工具、武器;第三类为具有宗教 性质的偶像;第四类为具有生活气息的动物石雕、 琢制的石磐。其中以器具和动物石雕最能代表当 时石雕造型的最高水平。
表现手法:
4、影雕。在早年的“针黑白”工 艺基础上发展起来的新工艺品。 因作品都以照片依据,故称“影 雕”。这种雕件以玉晶湖青石切 锯成平板作为材料,先把表面磨 光,利用其经琢凿能显示白点的 特性,以尖细的工具琢出大小、 深浅、疏密不同的微点,仅分黑 白的不同层次,使图像显示出来。
影雕制作过程
表现手法:
5、镂雕。镂雕是一种雕塑形式, 也称镂空雕,即把石材中没有表 现物像的部分掏空,把能表现物 像的部分留下来。镂雕是圆雕中 发展出来的技法,它是表现物像 立体空间层次的寿山石雕刻技法。 是从传统中国石雕工艺中发展而 来的。
镂雕
表现手法:
6、透雕。在浮雕作品中,保留 凸出的物像部分,而将背石雕面 部分进行局部镂空,就称为透雕。 透雕与镂雕、链雕的异同表现为, 三者都有穿透性,但透雕的背面 多以插屏的形式来表现,有单面 透雕和双面透雕之分。单面透雕 只刻正面,双面透雕则将正、背 两面的物像都刻出来。
湖南洞口、湖北利川的墨晶石雕刻,石 质漆黑而光亮。
制作工艺:
1、"捏"。就是打坯样,也是创作设计过程。有的雕 件打坯前先画草图,有的先捏泥坯或石膏模型。 2、"镂"。就是根据线条图形先挖掉内部无用的石料。 3、"剔"。又称"摘",就是按图形剔去外部多余的石 料。 4、"雕"。就是最后进行仔细的琢剁,使雕件成型。
石雕石刻与石制工艺品的类别
七、石阙和牌坊石雕
我爸爸有个好习惯 省吃俭用 其实用个贬义词来说就叫抠门 但这个抠门不是对人
石阙和牌坊石雕的建造历史长、量大面广, 有不少是珍贵的文物古迹。如汉代的阙很多,太 室、少室、启母、冯焕、高颐、樊敏、沈府君、 平阳府君等阙都很有名,石刻艺术精致,内容丰 富。
石牌坊的数量更大、分布更广,石雕刻装饰 艺术在全国到处可见。它们又可大致分为宫殿 坊、官第坊、寺观坊、功德坊、陵园坊、园林坊、
品如四大金刚石雕制品。
我爸爸有个好习惯 省吃俭用 其实用个贬义词来说就叫抠门 但这个抠门不是对人
六、石桥石雕
中国以石造桥的历史悠久,有许多是代表性 的建桥史碑,在国际建桥史上具有重要地位。在 石桥建造中,应用石雕刻艺术进行装饰的方法很 普遍,从古至今都有。如河南省临颖县小商桥, 建于隋代(公元 584)还略早于著名的河北赵州安 济大石桥,虽经一千多年风风雨雨,但桥面的人 与物雕工精巧别致,至今没有变形,保存完好。
这类石雕如唐代大明宫石刻,金代至清代的孔府 石刻,明清的故宫[微博]、北海及园城、布达拉 宫、沈阳故宫、颐和园、避暑山庄、恭王府花园 和圆明园石刻等。
在此类建筑石雕中以石柱、础栏雕刻居多, 雕龙最具特色,如石刻盘龙柱、故宫石盘龙御道 等,一般多以大理石雕凿建造。北京圆明园遗址 上残存的大水法石雕、和仙人承露石雕。
我国石雕、石刻与石制工艺品数量庞大,类 别繁多。可按应用与制作方法不同大致分类。石 雕、石刻制品按制作的工艺方法不同,一般分成 圆雕、浮雕、沉雕、壁雕、镂空雕(透雕)、线雕、 影雕、微雕和阴刻、阳刻等几大类别,各有特点、 并独具风格。
按制作方法分类的石雕、石刻制品将在本章 第四节“石雕刻与石刻工艺品的加工”中详细介 绍。
贞洁坊、忠孝坊和各种纪念坊等,制作石料以砂 岩和大理石为主,其些是石雕艺术珍品和著名古 建筑,如明代许国石坊和“治世玄岳”牌坊,孔 陵与孔庙石牌坊,健为贞洁牌坊等,不胜枚举。 如河北省遵化县马兰峪清东陵的牌坊石刻。
石雕雕刻工艺以及制作流程
石雕雕刻工艺以及制作流程石雕是一种古老而精湛的艺术形式,在人类文明的发展历程中扮演了重要的角色。
石雕的工艺和制作流程是一个综合性的过程,需要经过多个步骤才能完成一件精美的石雕作品。
下面将详细介绍石雕的工艺和制作流程。
石雕的工艺非常丰富多样,包括浮雕、高浮雕、阴刻、透雕等多种形式。
这些不同的工艺形式都具有各自的特点和表现手法,可以通过雕刻和刻画来表达出丰富的意境和情感。
同时,石雕工艺还涉及到使用各种工具和技巧,如锤子、凿子、刮刀、磨石等,以及不同的材料,如大理石、花岗岩、砂岩等。
制作一个石雕作品的流程通常包括以下几个步骤。
首先,确定设计方案。
在进行石雕之前,需要对作品的设计进行仔细的规划和构思。
设计方案要考虑到作品的主题、形式、比例和细节等因素,以确保最终的作品能够达到预期的效果。
其次,选择合适的材料。
根据设计方案的要求和作品的特点,选择适合的石料进行雕刻。
不同的石料具有不同的特点和质地,对于不同的设计需求,需要选择相应的石料。
比如,对于需要细腻纤巧的作品,可以选择纹理细密的大理石;而对于需要雄浑有力的作品,可以选择质地坚硬的花岗岩。
然后,进行基础处理。
在进行雕刻之前,需要对石料进行一些基础处理,如切割、打磨、开孔等。
这些处理工作可以为后续的雕刻提供一个良好的基础,使得作品更加稳定和美观。
接下来,进行雕刻和刻画。
根据设计方案,使用相应的工具和技巧,将石料进行雕刻和刻画。
这个过程需要雕工具使用者具备一定的专业技能和经验,才能够准确地表达出设计的意图。
同时,这个过程也需要耐心和细心,因为一旦出现错误或者损坏,是无法恢复的。
最后,进行修整和抛光。
在雕刻完成后,对作品进行修整和抛光,使其表面更加光滑细腻,增加光泽和质感。
这个过程需要使用不同的磨具和研磨材料,根据作品的特点和要求进行处理。
总之,石雕的工艺和制作流程是一个需要经历多个步骤的过程,其中涉及到设计、选择材料、基础处理、雕刻和刻画,以及修整和抛光等。
石雕雕刻工艺以及制作流程
石雕雕刻工艺以及制作流程石雕雕刻是一种古老而精细的工艺,用于雕刻各种形状和图案的石材制品。
它有着悠久的历史,广泛应用于建筑、雕塑、庭院装饰等领域。
下面将介绍石雕的工艺和制作流程。
石雕的工艺通常可以分为几个步骤:选材、设计、刻画、打磨和上蜡。
首先,选材是石雕的第一步。
石料的选择对于成品的质量至关重要。
一般来说,石料分为天然石和人造石两种。
优质的天然石材具有坚硬、韧性强、无裂纹和颜色纯净等特点,能够保证雕刻品的寿命和美观度。
接下来是设计阶段。
设计师会和客户讨论雕刻品的尺寸、形状、图案和细节等要求,然后根据客户提供的意见和要求进行设计。
在设计过程中,需要考虑雕刻品的整体比例和平衡感,以及细节的处理。
一旦设计完成,下一步是开始雕刻。
雕刻的主要工具有凿、锯、刨等。
工匠们会根据设计好的图案和要求,采用不同的工具和技法,在石料上进行精细的刻画。
雕刻的过程需要考虑刀法、力度和角度等因素,以确保雕刻出的图案和形状准确无误。
当雕刻完成后,就需要进行打磨。
打磨是使雕刻品更加光滑、细腻的过程。
打磨的工具有砂纸、研磨机等。
工匠们会根据需要使用不同粗细的磨料进行打磨,直到达到满意的光洁度和细腻度。
最后一步是上蜡。
蜡的涂抹可以增加雕刻品的亮度和保护作用。
一般采用天然蜡或合成蜡进行上蜡。
工匠们会用软布沾取适量的蜡,均匀地涂抹到整个雕刻品表面,然后用软布擦拭,直到蜡被完全吸收。
总的来说,石雕雕刻的制作流程可以概括为选材、设计、刻画、打磨和上蜡。
每个步骤都需要精细的技术和经验,以确保最终的成品质量和效果。
石雕雕刻是一种需要耐心和细致的工艺,只有经过长时间的学习和实践,才能掌握其中的精髓。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
石雕分类及工艺
近年来,随着人们物质文化生活水平的不断提高和审美观点的不断改变,石雕制品的应用范围也在不断扩大。
其数量庞大,类别繁多,是天然石材制品中种类最多的一种,也是异型石材制品中的一个大类。
其加工的技艺要求和难度远高于其它类型的石材制品,它是艺术思维创作的完美结合和体现。
目前,成批量加工的石雕就有百余种,既有须用起重设备安装的整体或组合式巨型雕刻件,也有可置于掌心、浮于水面、挂于脖子或戴在手腕的不巧欣赏品和装饰品。
对于众多种类的石雕,目前尚没有统一的国家标准,也很难精确分类。
根据近几年的发展,结合传统的习惯,可将石雕制品按以下四种方法分类。
一、按用途不同分
1、观赏、挂戴和收藏石制工艺饰品石雕。
如种玉器饰物,各种观赏石及摆设件。
这类石雕制品体积比较小。
2、石窟和摩崖石雕。
如敦煌石窟、云岗石窟、龙门石窟等。
3、陵园石雕。
如各种陵墓石像、石棺椁、墓葬祭品等。
4、宫殿、宅第和园林石雕。
如北京的故宫、颐和园、河北承德避暑山组内都装有非常经典的石雕制品。
5、寺庙神殿、经幢祭坛石雕。
如北京雍各宫、山东孔庙中的石柱、石栏和神龛都是石雕制品。
6、石桥石雕。
如河北赵州桥的人物石雕、北京卢沟桥上的石狮等。
7、石阙和牌坊石雕。
如孔庙石碑坊石雕。
8、塔建筑石雕。
如各种石塔。
9、碑书石雕。
如各种纪念碑、陵墓碑等。
10、人物与动物石雕。
如名人雕像、佛像、石狮等。
11、生活工艺用品石雕。
如桌、椅、凳、茶几、灯具、墨砚等。
12、现代城市园林与纪念石雕。
如大型城市雕塑、园林雕塑和纪念雕塑等。
二、按雕件形体不同分
1、立体石雕。
包括立体人像、动物雕像、壁炉、雕刻柱头等。
2、平面石雕。
包括浮雕、镜框、画框、透雕窗格、刻字牌匾、石刻画、影雕和线雕等。
三、按所用加工工具不同分
1、手工雕刻品。
即用凿、锤、钎等手工工具雕凿的制品。
2、半机械化加工雕刻品。
即部分用手工、部分用机械化加工的石雕。
3、全自动数控机械加工雕刻品。
4、喷砂雕刻品。
使用喷砂雕刻机进行雕刻。
喷砂雕刻机是使用空气机(气压5-6kg/平方米)和金刚砂喷射在制品雕刻处进行雕刻。
5、化学腐蚀雕刻品。
即利用化学腐蚀液与石材之间进行的化学反应,达到雕刻石材。
有凸雕(浮雕)和凹雕两种。
四、按传统的雕件表面造型方式不同分
1、浮雕。
即在石料表面雕刻有立体感的图像,是半立体型的雕刻品。
因图像浮凸于石面而称浮雕。
根据石面脱石深浅程度的不同分,又分为浅浮雕及高浮雕。
浅浮雕是单层次雕像,内容比较单一,没有镂空透该。
高浮雕是多层次造像,内容都较繁复,多采取透雕手法镂空,更能引人入胜。
浮雕多用于建筑物的墙壁装饰,还有寺庙的龙柱、抱鼓等。
北京故宫的御道就是浮雕。
2、园雕。
是单体存在的立体拟造型艺术品,石料每个面都要求进行加工,工艺以镂空技法和精细剁斧见长。
此类雕件种类很多,多数以单一石块雕塑,也有由多块石料组合而成的,近年此类雕体发展了多促微型产品,有的小似果核,有的薄如蝉翼,更是巧夺天工,被称为“微雕”。
此类产品已完全脱离建筑实用而成为纯工艺品,由于小巧而更便于携带,为纪念性珍品,发展前景甚佳。
3、沉雕。
又称“线雕”,即采用“水磨沉花”雕法的艺术品。
此类雕法吸收中国画与意、重叠、线条造型散点透视等传统笔法,石料经平面加工抛光后,描摹图案文字,然后依图刻上线条,以线条粗细深浅程度,利用阴影体现立体感。
此类产品多数用于建筑物的外壁表面装饰,有较强的艺术性。
4、影雕。
在早年的“针黑白”工艺基础上发展起来的新工艺品。
最早的作品是60年代未由惠安艺人创作的,因作品都以照片依据,故称“影雕”。
这种雕件以玉晶湖青石切锯成平板作为材料,先把表面磨光,利用其经琢凿能显示白点的特性,以尖细的工具琢出大小、深浅、疏密不同的微点,仅分黑白的不同层次,使图像显示出来,不但细腻逼真,而且独具神韵,是石雕向纯艺术化的发展,为石雕工艺生产开辟了新的道路。
此外,古往今来的石雕艺匠还创作了一些圆、浮、沉各种手法兼具的雕3件。
这类雕件都表现出较复杂的内容,因此采取浮中有沉、沉中有浮、圆中有沉浮的综合手法。
尽管石雕制品种类繁多,其分类方法很多,但其加工工序大致辞相同,一般分:石料选择模型制作坯料成型制品成型局部雕刻抛光、清洗制品组装验收和包装。
而加工这些石雕制品,其传统的手工加工技法有以下四种:
1、“捏”。
就是打坯样,也是创作设计过程。
有的雕件打坯前先画草图,有的先捏泥坯或石膏模型。
2、“镂”。
就是根据线条图形先挖掉内部无用的石料。
3、“剔”。
又称“摘”,就是按图形剔去外部多余的石料。
4、“雕”。
就是最后进行仔细的琢剁,使雕件成型。
近年来,我国相继开发出了许多新型多功能的石雕加工机械,对推动我国石雕业的发展,改变传统手工作业,提高产品质量和档次,扩大出口起了非常重要的作用。
但目前尚无统一的石雕产品国家标准,建议完整统一的质量标准体系,为规范和推动雕业的发展再立新功。