热处理工艺规范[1]
热处理工艺规范
Ⅲ、Ⅳ、Ⅴ
允许温度偏差
±1℃
±3℃
5.1.5 高频淬火(感应热处理)加热电源及淬火机床:
5.1.5.1 感应加热电源输出功率及频率必须满足热处理要求,输出功率控制在±5%,或输出电压在±2.5%范围内。感应热处理机床和限时装置应满足工艺要求。
5.1.5.2 高频淬火机床精度要求如下表:
表5.1.5
5.3 仪表要求:
5.3.1 现场使用的控温和记录仪表等级应符合表5.1.1要求,检定周期按表5.1.3执行。
5.3.2 现场系统校验用的标准电位差计精度应不低于0.05级,分辨力不低于1μv,检定周期为6个月。
5.3.3 现场常用的热电偶技术要求,见下表:
表5.3.1
名 称
分度号
等级
使用温度
允许温度
(1)应向供货单位要求提供原材料质保书(包括生产厂家、牌号、规格、供货状态等)。
(2)若需要材料代用,必须向我司产品开发部办理材料代用手续。
(3)加强原材料管理,必须对原材料分类标识,防止混料,推荐使用前作火花鉴别等。
6.2 工艺参数控制:
严格按确定的《热处理作业检验指导书(或热处理工艺卡)》中具体工艺参数,包括热处理设备、装炉方式、装炉量、加热升温方式、加热温度、保温时间、冷却方式、冷却介质、冷却介质温度、渗剂种类、渗剂流量、感应加热温度、限时加热时间及电参数(阳极电压、阳极电流、槽路电压等);且按质量检验项目、标准与规范要求进行过程控制。
5.1.3 每台加热炉必须定期检测有效加热区,检测方法按GB/T9452和JB/T6049的规定,其保温精度应符合表5.1.2要求。应在明显位置悬挂带有有效加热区示意图的检验合格证。加热炉只能在有效加热区检验合格证规定的有效期内使用,检测周期见下表:
热处理工艺规范

➢ 本规范规定了本公司常用的金属的热处理 设备、工艺与质量检验方法
1
热处理工艺规范
目录
➢ 前言 1 规范范围 2 规范性引用文件 3 常用热处理方式定义 4 工艺分类代号 5 工件举例 6 热处理设备 7 工作要求 8 规范 9 热处理后工件的质量检验
2
热处理工艺规范
前言
本标准由技术部提出。 本标准由技术部起草。 本标准主要起草人:xx 本标准审核人:xx 本标准批准人:xx 本标准由技术部部归口并负责解释。 本标准于2019年10月首次发布,于2020年3月第一次修订。
14
热处理工艺规范
6 热处理设备 • 6.1 加热炉有效加热区实际温度偏差值(指炉罐内)
不应超过±20℃。 • 6.2 加热炉的每个加热区应配有温度测定及温度控制
自动记录装置。 • 6.3 加热炉的维护保养必须按制订的制度进行,并妥
善保管有关记录。
15
热处理工艺规范
7 工作要求 • 7.1 检查设备、仪表是否正常,并应事先将炉膛清理
干净。 • 7.2 核对材料与图样是否相符,了解零件的技术要求
和工艺规定。 • 7.3 选择好合适的工夹具,并考虑好装出炉的方法。
16
热处理工艺规范 8 规范 8.1 工艺的制定。应根据工件的特征(材料的牌号、处 理前的状态及形状、尺寸等)、热处理 目的、批量、热处理设备等具体条件来制定合理的热处 理工艺。 8.2 热处理工艺曲线见图1、图2
• 8.4 冷却时应以适当的速度,使工件各部分均匀冷 却。
• 8.5 如采用空冷,应在空气中散开冷却,不允许堆 放或置于潮湿的地上冷却。
20
热处理工艺规范 • 8.6 作为热处理后的辅助工序,清除工件的氧化皮
热处理工艺规范

材质淬火回火硬度(HRC) 备注SKD11、D2、2379、K340、XW-41、D11、DC11、DCm、QC11、K105、K110、SKD11、Cr12MoV1、SLD、GS-379 1020-1050 油冷或气淬,小件可空冷180-700 >60 回火脆性区:275-375500-525 58-60530-540 56-58540-550 54-56550-560 52-54570-580 50-5201、DF-2、SKS-3、K460、2510、9CrWMN、CrWMN 800-830油冷180-160 60-62 回火脆性区:250-330油钢180-220 58-60230-250 55-58310-350 50-55M2、SKH9、SKH51、YXM1、HSP41、S600、TS-3343、BM2、W6MO5Cr4V2 保温650(一段)950(二段)1180-1220(三段),预冷至950-1000下油或其它气体,小件可以空冷。
需要冷至40°C以下方可回火540 64-65 高速钢回火次数最好不少于4次560 62-64590 60-62610 58-60630 56-58650 54-56DC53、A88、SLD8、SLD10 1020-1050油淬或气淬、工件不厚可以风冷530-540 60-62 回火脆性区:450-510540-550 58-60550-560 55-58560-580 52-55580-600 50-521材质淬火回火硬度备注Cr12、XW-5、D3、SKD1、D6、CRD、TS-208、K107、K100、TS-2436、Cr12W 950-980油冷,回火温度要低20-30°C 180-200 59-61 回火脆性区:290-330200-280 58-60400-450 55-57500-530 52-55530-550 48-52560-590 45-46580-610 40-45PW类-767、738、638、718 870-920油冷200-250 50-54280-300 48-50320-360 46-48400-430 40-452083、440、S136 1020-1060油冷或者气淬。
热处理(调质)工艺规范
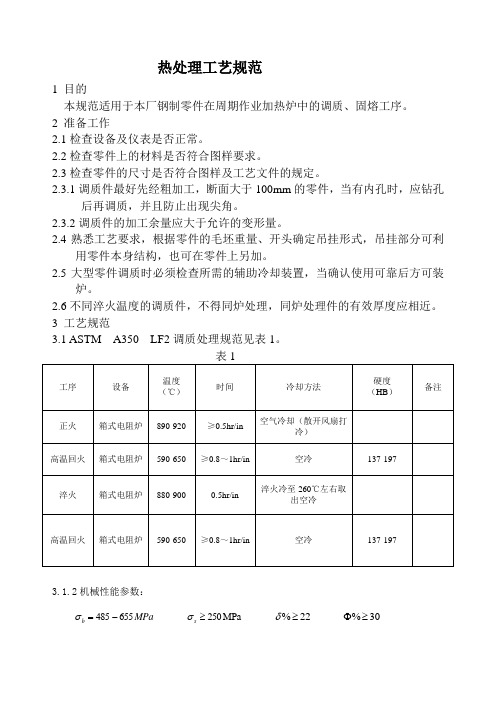
热处理工艺规范1 目的本规范适用于本厂钢制零件在周期作业加热炉中的调质、固熔工序。
2 准备工作2.1检查设备及仪表是否正常。
2.2检查零件上的材料是否符合图样要求。
2.3检查零件的尺寸是否符合图样及工艺文件的规定。
2.3.1调质件最好先经粗加工,断面大于100mm 的零件,当有内孔时,应钻孔后再调质,并且防止出现尖角。
2.3.2调质件的加工余量应大于允许的变形量。
2.4熟悉工艺要求,根据零件的毛坯重量、开头确定吊挂形式,吊挂部分可利用零件本身结构,也可在零件上另加。
2.5大型零件调质时必须检查所需的辅助冷却装置,当确认使用可靠后方可装炉。
2.6不同淬火温度的调质件,不得同炉处理,同炉处理件的有效厚度应相近。
3 工艺规范3.1 ASTM A350 LF2调质处理规范见表1。
3.1.2机械性能参数:MPa b 655485-=σ MPa 250≥s σ 22%≥δ 30%≥Φ3.1.3 LF2低温冲击韧性K A 要求:Ⅰ级 试验温度在-45.6℃ 三个试样平均值为K A ≥20J三个试样中一个试样冲击值为K A ≥16JⅡ级 试验温度在-18℃ 三个试样平均值为K A ≥27J三个试样中一个试样冲击值为K A ≥20J3.2 ASTM A182 F316、F321钢3.2.1 热处理工艺:3.2.2 机械性能参数:MPa b 515=σ MPa 205≥s σ 30%≥δ 50%≥Φ3.3 淬火冷却方法3.3.1调质件采用的淬火介质一般为水或油。
3.3.2形状简单、断面厚度不足100mm 的零件在水或油中冷却,终冷温度不予限制,以淬硬为原则。
3.3.3形状复杂、断面厚度大于100mm 的零件在淬火介质中冷至表面温度为150-200℃时取出空冷。
3.3.4采用水淬油冷的零件,水冷时间按每(3-5)mm 以1s 计算,水淬空冷的零件、水冷时间,当有效厚度小于30毫米的以S/2mm 计算,有效厚度大于30mm 的以S/1mm 计算的。
不锈钢管热处理工艺规范
不锈钢管热处理工艺规范1. 引言本文档旨在规范不锈钢管热处理工艺,确保产品质量和工艺稳定性。
热处理是不锈钢管生产过程中的重要环节,对材料的性能和组织结构具有重要影响。
遵循本规范可以提高产品的强度、耐腐蚀性和使用寿命。
2. 工艺流程2.1 进料检查在进行热处理前,需要对进料的不锈钢管进行检查。
主要检查项包括外观质量、尺寸精度和化学成分。
确保进料材料符合要求,否则应及时通知原材料供应商。
2.2 预处理在进行热处理之前,要对不锈钢管进行预处理,以去除表面污染物和氧化层。
常用的方法包括酸洗、喷丸和电解抛光等。
2.3 加热将预处理后的不锈钢管放入炉内进行加热。
加热过程中,应根据不同材质和要求确定合适的加热温度和时间。
要注意避免温度过高或过低造成不锈钢管的形变或组织结构异常。
2.4 保温加热完成后,要进行一定时间的保温处理。
保温时间的长短应根据不锈钢管的厚度和材质进行科学确定,以保证组织结构的均匀性和稳定性。
2.5 冷却保温结束后,需要进行冷却处理。
冷却的方式可以采用自然冷却或人工冷却,具体根据材料的要求进行选择。
2.6 检验在完成热处理后,对不锈钢管进行检验。
主要检查项包括尺寸精度、物理性能和化学成分。
确保产品符合相关标准和要求。
3. 工艺控制与质量保证3.1 温度控制在加热和保温过程中,要严格控制温度。
采用合适的温度控制设备和技术手段,确保温度的准确性和稳定性。
3.2 时间控制加热、保温和冷却的时间都需要进行控制。
根据不同材质和要求确定合适的时间参数,以保证工艺的规范性和产品的质量。
3.3 检验控制热处理过程中的检验工作要进行规范控制。
采用合适的检测设备和方法,进行尺寸、物理性能和化学成分等方面的检验,确保产品质量符合要求。
3.4 记录与报告热处理过程应进行全程记录。
记录包括进料检查、工艺参数、检验结果等内容。
并及时生成报告,以备后续追溯和分析。
4. 安全与环保4.1 安全措施在进行热处理工艺时,要严格遵守安全操作规程和要求。
(完整)热处理加工工艺规范
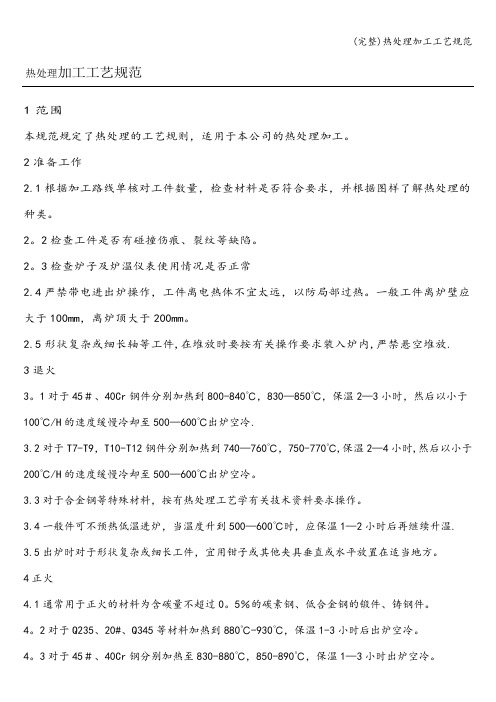
热处理加工工艺规范1范围本规范规定了热处理的工艺规则,适用于本公司的热处理加工。
2准备工作2.1根据加工路线单核对工件数量,检查材料是否符合要求,并根据图样了解热处理的种类。
2。
2检查工件是否有碰撞伤痕、裂纹等缺陷。
2。
3检查炉子及炉温仪表使用情况是否正常2.4严禁带电进出炉操作,工件离电热体不宜太远,以防局部过热。
一般工件离炉壁应大于100mm,离炉顶大于200mm。
2.5形状复杂或细长轴等工件,在堆放时要按有关操作要求装入炉内,严禁悬空堆放.3退火3。
1对于45#、40Cr钢件分别加热到800-840℃,830—850℃,保温2—3小时,然后以小于100℃/H的速度缓慢冷却至500—600℃出炉空冷.3.2对于T7-T9,T10-T12钢件分别加热到740—760℃,750-770℃,保温2—4小时,然后以小于200℃/H的速度缓慢冷却至500—600℃出炉空冷。
3.3对于合金钢等特殊材料,按有热处理工艺学有关技术资料要求操作。
3.4一般件可不预热低温进炉,当温度升到500—600℃时,应保温1—2小时后再继续升温. 3.5出炉时对于形状复杂或细长工件,宜用钳子或其他夹具垂直或水平放置在适当地方。
4正火4.1通常用于正火的材料为含碳量不超过0。
5%的碳素钢、低合金钢的锻件、铸钢件。
4。
2对于Q235、20#、Q345等材料加热到880℃-930℃,保温1-3小时后出炉空冷。
4。
3对于45#、40Cr钢分别加热至830-880℃,850-890℃,保温1—3小时出炉空冷。
4.4保温时间可根据工件的有效厚度决定,参考下表:4.5正火规范相同的零件,可在同炉处理,但截面有效厚度必须相近。
4。
6不同尺寸的零件在同炉处理中,若同时出炉时,其保温时间就按最大截面所需的保温时间计算,但允许小件到达其本身尺寸所需保温时间后单独出炉.4.7多件装炉时工件断面尺寸小于100mm者,其间隙应大于50mm.技术要求较高的零件严禁小件外面套大件。
热处理工艺规范

淬火加热 1060~1070oC
6)不同类型的零件在淬火冷却过程中应遵守下列原则:
轴、套筒、圆环类零件:应沿轴心方向垂直进入冷却剂,并在冷却剂中上下窜动。
垫圈类零件:应径向垂直进入冷却剂。 长板类零件:选择横向侧面进入冷却剂为好。
有盲孔凹面的零件:盲孔凹面向上进入冷却剂。
1060 ~1070 风冷
510~ 520
56~ 60
550~ 560
48~ 52
200~ 220
58~ 62
1020 ~1040
油
500~ 520 520~ 530 560~ 580
55~ 58 54~ 56 44~ 48
820~ 840
油
19空淬火炉淬火风冷,回 火两次。
核对温度仪表,正确执行工艺;改 变或搅拌冷却介质;严格检查原材 料,改进预先热处理; 采取保护加热。
加热温度过高;原始晶粒太大。
严格控制温度;进行预先热处理。
变形与 开裂
原材料组织不均匀, 有冶炼金属缺陷; 加热 温度过高; 冷却太快或不均; 零件的结构形状 复杂; 二次淬火前未经正火或退火处理; 未及 时回火或回火不充分。 合金工具钢锻件, 锻造 比小:材质内碳化物严重,锻打时没击碎。
第4 页 共6 页
四川华林设备有限公司
却不允许堆放或置于潮湿的地上冷却,大件或要求硬度高的零件方可在流动空气中或其它介
质中冷却。
3.加热设备:退火、正火主要采用箱式炉,必要时可选用真空炉。
4.操作方法
1)零件装炉时,必须放置在预先确定的有效加热区内,装置量、装炉方式及堆放形式的
确定应以保正零件均匀加热和冷却,且不造成有害缺陷的原则;装箱退火时,箱间距离应大
热处理工艺规范

加热炉类别
有效加热区精度℃
控温精度℃
记录仪表精度%
记录纸刻度℃/mm
Ⅰ
±3
±1
0.2
≤2
Ⅱ
±
±10
±5
0.5
≤5
Ⅳ
±15
±8
0.5
≤6
Ⅴ
±20
±10
0.5
≤8
Ⅵ
±25
±10
0.5
≤10
注:允许用修改量程的方法提高分辨力。
依据相关热处理工艺标准,具体热处理工艺对加热炉技术要求,见下表:
淬火后回火时间间隔要求与回火脆性防止:
6.3.3所有零件为了防止淬火过程中的应力造成开裂,必须在淬火后8小时内进行回火。
6.3.4淬火钢回火时,随着回火温度升高,其冲击韧性总的趋势是增大。但有一些钢在
一定温度范围回火后,冲击韧性反而比在较低温度回火后显著下降。这种在回火过程中发生的脆性现象,称为回火脆性。常见的回火脆性可分为低温回火脆性和高温回火脆性。
3、检验方式:抽检
抽检数量按每批产品的3%,但不得少于3件
4、判定准则:
同一试件不合格项目有两项或两项以上时,则直接判定该批产品出厂检验为不合格;有一项不合格项目者,则对该项加倍检验,如仍不合格,则该批产品出厂检验为不合格。
5、加热设备及仪表要求:
5.1加热设备要求:
5.1.1加热炉需按有效加热区保温精度(炉温均与性)要求分为六类,其控温精度、仪表精度和记录纸刻度等要求,见下表:
±2.5或0.75%t
备注
1、t为测量温度:℃2、允许按实际需要缩短检定周期。
6、热处理过程要求
6.1原材料要求:
原材料的冶金质量对热处理质量影响很大,如钢中非金属夹杂物、白点、带状组织、严重的碳化物偏析、发裂等,不仅在热处理时易形成畸变开裂、硬度不足、软点等,而且对使用性能及使用寿命影响也很大;在材料管理上操作不规范(未作材料标识、使用前未作火花鉴别等),造成混料、错料或非法材料代用等也是产生热处理不合格的主要原因,为此,必须做到要求如下:
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
21
ZG20Mn(ZG20SiMn)
900~920
≥12
风冷
550~610
≥10
炉冷
530~590
≥8
22
ZG16Mn
880~920
≥12
风冷
590~610
≥10
炉冷
570~590
≥8
23
ZG35Cr1Mo(ZG35CrMo)
890~910
≥12
风冷
580~600
≥10
炉冷
560~580
≥8
24
660-680
≥8
27
ZG15Cr1Mo
940-960
≥12
风冷
680-700
≥10
炉冷
660-680
≥8
28
G17CrMo5-5
940-960
≥12
风冷
680-700
≥10
炉冷
660-680
≥8
29
ZG25MnNi
880~900
≥10
炉冷
30
ZG25CrNiMo
880~930
≥12
风冷
880~900
≥8
11
WC6
940-960
≥12
660-680
≥8
12
ZG17CrMo1V
980-1000
≥16
雾冷
940-960
≥16
雾冷
740-760
≥10
炉冷
700-720
≥10
13
GS-17CrMoV511(G17CrMoV5-10)
980-1000
≥16
雾冷
940-960
≥16
≥7
风冷
660-680
≥6
炉冷
640-660
≥5
大炉18-20
08
ZG20CrMo
930-950
≥7
风冷
680-700
≥6
炉冷
660-680
≥5
09
ZG20CrMoA
940-960
≥7
风冷
680-700
≥6
炉冷
660~680
≥6
10
ZG17Cr1Mo
940-960
≥12
风冷
680-700
≥10
炉冷
660-680
2.保温时间=4小时+1/25mm壁厚•
3.升温速度≤100℃/h,除应力﹑回火降温速度≤75℃/h。
4.钒钢铸件正火时均采用雾冷方法,ZG25MnNi正火时为炉冷,其余材料正火时均采用风冷方法进行冷却。
5.如果图纸上或合同上有给定的热处理工艺,就按给定的热处理工艺进行热处理。
≥5
17
SC480
900-950
≥7
风冷
640-650
≥6
炉冷
620-640
≥5
18
SCPH2
940±10
≥7
风冷
640±10
≥6
炉冷
600-620
≥5
19
SCMn2A
930-950
≥7
风冷
660-680
≥6
炉冷
630-650
≥5
20
G20Mn5
900±10
≥5
风冷
610~630
≥6
炉冷
590~610
炉冷
600-620
≥5
05
Gr65-35
930~950
≥7
风冷
620~640
≥6
炉冷
600~620
≥5
06
ZG270-500
880±20
≥10
小炉12-14
炉冷
870±10
≥7
风冷
660-680
≥6
炉冷
640-660
≥5
大炉18-20
07
ZG310-570
850±20
≥10
小炉12-14
炉冷
860±10
ZG15Cr1Mo1V
980-1000
≥16
雾冷
940~960
≥16
雾冷
690~720
≥10
炉冷
670~700
≥8
25
ZG20CrMoV
980-1000
≥16
雾冷
940~960
≥16
雾冷
690~720
≥10
炉冷
670~700
≥8
26
ZG15Cr2Mo1
950~970
≥12
风冷
680~700
≥10
炉冷
三明三重铸锻有限公司
铸 钢 件 热 处 理 工 艺 规 范(1)
序号
材料
全退火
一次正火
正火
回火
除应力
温度℃
保温时间h
冷却
温度℃
保温时间h
冷却
温度℃
保温时间h
冷却
温度℃
保温时间h
冷却
温度℃
保温时间h
01
ZG200-400
900-920
≥10
小炉12-14
炉冷
940~960
≥7
风冷
640~660
≥6
炉冷
≥12
炉冷
31
SCPH32
950~970
≥12
风冷
680~700
≥10
炉冷
660-680
≥8
32
ZG30SiMn
870-890
≥10
风冷
570-600
≥12
炉冷
33
ZG35SiMn
870-890
≥10
风冷
570-600
≥12
炉冷
1.除应力温度=回火温度-20℃编制:翁玉珍 11.8.22审核:郑泽雄 11.8.22批准:张滨旭 11.8.22
雾冷
740-760
≥10
炉冷
700-720
≥10
14
ZG22Mo
930-950
≥12
风冷
680-700
≥6
炉冷
660-680
≥10
15
GS-22Mo4(G20Mo5)
930-950
≥12
风冷
680-700
≥10
炉冷
660-680
≥10
16
SC450
900-950
≥7
风冷
640-650
≥6
炉冷
620-640
620-640
≥5
大炉18-20
02
ZG230-450.
900-920
≥10
小炉12-14
炉冷
930~950
≥7
风冷
620~640
≥6
炉冷
600-620
≥5
大炉18-20
03
ZG25A
930~950
≥7
风冷
620~640
≥6
炉冷
600-620
≥6
04
GS-C25
930~950
≥7
风冷
620~640
≥6