螺丝装配知识
打螺丝技巧培训范文
打螺丝技巧培训范文打螺丝是机械制造和装配中常见的操作之一,技巧的掌握对于提高效率和质量至关重要。
以下是一些打螺丝的技巧培训,帮助操作人员更好地完成任务。
1.工具准备:首先,要确保工具齐全。
使用正确的螺丝刀、螺丝批和扳手是打螺丝的重要前提。
要选择合适的工具,以适应不同类型和规格的螺丝,以避免损坏零件或工具。
2.寻找正确的角度:在打螺丝之前,要观察螺丝和螺孔的位置,并寻找最佳的操作角度。
正确的角度不仅可以提高工作效率,还能减少误操作和损坏零件的风险。
3.调整力度:打螺丝时,要注意施加适当的力度。
力度太小可能无法紧固螺丝,力度太大则容易损坏螺母或螺丝头。
应根据螺丝的规格和材质调整力度,以确保螺丝的紧固效果和零件的安全性。
4.注意方向和顺序:打螺丝时,要注意旋转的方向和顺序。
一般来说,顺时针方向是紧固螺丝,逆时针方向是松开螺丝。
此外,打螺丝的顺序应符合装配要求,避免装配错误和零件间的不匹配。
5.注意姿势和手法:在打螺丝时,要保持正确的姿势和手法。
平稳的姿势可以提高准确性和效率,同时减少疲劳和伤害的风险。
双手要稳定地握住工具,以控制方向和力度,避免滑动和打滑。
6.审查和测试:在完成紧固螺丝后,要进行审查和测试。
通过检查螺丝是否牢固、零件是否对齐和操作是否正确,来确保装配的质量和效果。
同时,进行测试操作,检查螺丝的工作状态和承受能力,以提前发现潜在问题。
7.不断学习和实践:打螺丝的技巧需要不断的学习和实践。
通过观察和学习经验丰富的操作人员,参加相关培训课程和研讨会,以及多次实践操作,来提高自己的技能和技巧。
只有不断学习和实践,才能更好地掌握和应用打螺丝的技巧。
打螺丝虽然看上去简单,但需要注意许多细节和技巧。
只有经过充分的准备和培训,才能打出高质量的螺丝。
通过以上的技巧培训,相信操作人员能够更好地完成打螺丝的任务。
螺栓装配标准
螺栓装配标准常用的组装方法有:螺丝连接,拉铆等。
3.2.3.1螺纹连接的技术要求1)螺钉、螺栓和螺母紧固时严禁打击或使用分歧适的旋具与扳手。
紧固后螺钉槽、螺母和螺钉、螺栓头部不得损伤。
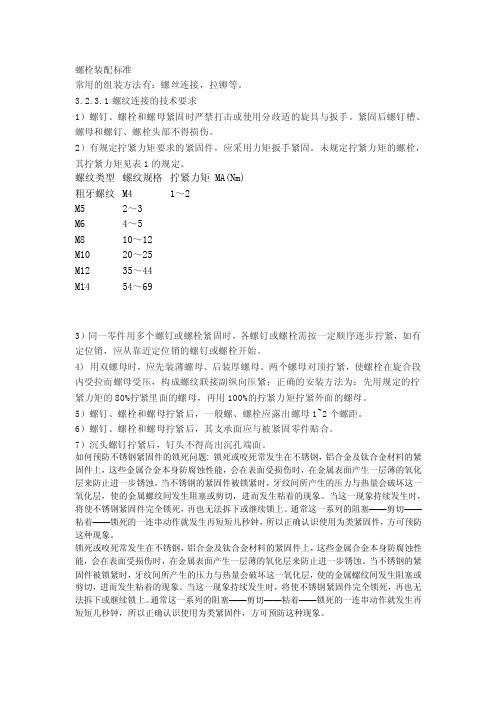
2)有规定拧紧力矩要求的紧固件,应采用力矩扳手紧固。
未规定拧紧力矩的螺栓,其拧紧力矩见表1的规定。
螺纹类型螺纹规格拧紧力矩 MA(Nm)粗牙螺纹M4 1~2M5 2~3M6 4~5M8 10~12M10 20~25M12 35~44M14 54~693)同一零件用多个螺钉或螺栓紧固时,各螺钉或螺栓需按一定顺序逐步拧紧,如有定位销,应从靠近定位销的螺钉或螺栓开始。
4) 用双螺母时,应先装薄螺母、后装厚螺母。
两个螺母对顶拧紧,使螺栓在旋合段内受拉而螺母受压,构成螺纹联接副纵向压紧;正确的安装方法为:先用规定的拧紧力矩的80%拧紧里面的螺母,再用100%的拧紧力矩拧紧外面的螺母。
5)螺钉、螺栓和螺母拧紧后,一般螺、螺栓应露出螺母1~2个螺距。
6)螺钉、螺栓和螺母拧紧后,其支承面应与被紧固零件贴合。
7)沉头螺钉拧紧后,钉头不得高出沉孔端面。
如何预防不锈钢紧固件的锁死问题: 锁死或咬死常发生在不锈钢,铝合金及钛合金材料的紧固件上,这些金属合金本身防腐蚀性能,会在表面受损伤时,在金属表面产生一层薄的氧化层来防止进一步锈蚀。
当不锈钢的紧固件被锁紧时,牙纹间所产生的压力与热量会破坏这一氧化层,使的金属螺纹间发生阻塞或剪切,进而发生粘着的现象。
当这一现象持续发生时,将使不锈钢紧固件完全锁死,再也无法拆下或继续锁上。
通常这一系列的阻塞——剪切——粘着——锁死的一连串动作就发生再短短几秒钟,所以正确认识使用为类紧固件,方可预防这种现象。
锁死或咬死常发生在不锈钢,铝合金及钛合金材料的紧固件上,这些金属合金本身防腐蚀性能,会在表面受损伤时,在金属表面产生一层薄的氧化层来防止进一步锈蚀。
当不锈钢的紧固件被锁紧时,牙纹间所产生的压力与热量会破坏这一氧化层,使的金属螺纹间发生阻塞或剪切,进而发生粘着的现象。
打螺丝的正确操作方法
打螺丝的正确操作方法打螺丝是一项常见的维修和装配工作。
正确的操作方法可以提高效率,减少错误和劳动强度。
下面我将详细介绍打螺丝的正确操作方法。
1. 首先,选择适合的螺丝刀。
根据螺丝的类型和尺寸,选择相应的螺丝刀,以确保刀头与螺丝的槽口匹配,能够紧密配合并转动。
2. 在开始操作之前,检查螺丝孔和螺丝刀是否清洁无尘。
如果螺丝孔内有尘土或杂物,应使用吸尘器或吹风机等工具进行清理,以免影响螺丝的插入和紧固效果。
3. 将螺丝刀正确插入螺丝槽,并确保螺丝刀与螺丝呈直角。
过度倾斜或插入不完全都会导致螺丝松动或损坏。
4. 螺丝插入螺丝孔时,应先轻轻旋转螺丝刀,使其进入初始位置,然后再适度施加力量,顺时针旋转螺丝刀。
要保证施加力量的方向与螺丝刀的旋转方向一致,避免螺丝滑动或螺丝刀脱落。
5. 当感到螺丝即将紧固时,适当减小施加力量的大小,以免过度紧固导致螺丝损坏或螺孔变形。
6. 若螺丝比较长或深入螺孔的部分较长,可以适时将螺丝刀插入螺丝槽后稍微旋转一下,以确保插入深度均匀,避免引起螺丝扭曲或不稳定。
7. 当螺丝插入到预期位置时,可使用力矩扳手进行进一步紧固。
根据螺丝的类型和规格,选择合适的力矩扳手,并根据使用说明调整合适的力矩值。
使用力矩扳手可以精确控制螺丝的紧固力度,防止螺丝过松或过紧。
8. 如果螺丝需要经常拆卸和重新安装,可以在螺丝上涂抹一层防锈剂或润滑剂,以减少螺丝与螺孔之间的摩擦力,易于拆卸。
9. 当同一工件上有多个螺丝需要紧固时,应从螺丝孔较远的位置开始,逐渐向螺丝孔较近的位置移动,以确保工件均匀受力,避免出现畸形或损坏。
10. 在操作过程中,要注意螺丝刀的使用角度和施加力度,要保持稳定的手部动作,避免手部颤动引起螺丝刀脱位或伤到手指。
11. 当需要拧紧许多螺丝时,可以配置电动螺丝刀或气动螺丝刀,以提高效率。
但在使用电动和气动工具时,需要保证工具的正常运行,不得忽视安全操作,防止出现意外。
综上所述,打螺丝的正确操作方法包括选择适合的螺丝刀、清洁螺丝孔和螺丝刀、正确插入和旋转螺丝、适度施加力量、使用力矩扳手进行进一步紧固等。
螺钉安装操作规范和
3
常见螺钉规格及识别方法
常见螺钉的种类有三种:1.公制螺钉 2.美规螺钉3. 英制螺钉 我们最常使用的为公制螺钉,在此仅介绍一下公制螺钉 A 螺丝型号:公制螺丝直接以螺丝外径标示螺丝型号。如M3 即螺丝外径为 3.00mm.; M4 即螺丝外径为4.00mm. B 螺丝长度:单位为mm. 螺丝之总长度标示,只计算头部以下之长度,不含头部高 度. 但平头螺丝例外,其螺丝之总长度标示含头部高度. 头部剖沟,特征:即为一字,十字,内六角,单向 (只可锁入,不可退出)
自攻螺钉拧紧要求:无论针对PCB板面或金属板面,拧紧至螺钉 和板面紧密贴合成一条均匀缝隙。
11
沉头螺钉:
沉头螺钉拧紧要求:沉头部分与螺纹孔端面紧密贴合,无缝隙。
12
螺钉安装注意事项
1.严格执行螺钉安装工艺规范,使用正确的螺钉型号和安装工具。 2.使用专用的螺钉盒,对每个型号的螺钉分开放置。 3.装配完成,多余螺钉放回螺钉盒,不能随意乱扔 4. 在向质检部门报检前,作业人员进行自检。
使用的螺钉
十字槽头螺丝刀头 组合螺丝M2.5 组合螺丝M3
组合螺丝M4 平头螺丝M3 平头螺丝M4 平头螺丝M5 圆头螺丝M2.5 圆头螺丝M3
圆头螺丝M4 带垫螺丝M2.5 带垫螺丝M3 带垫螺丝M4 自攻螺丝M2.5 自攻螺丝M3 自攻螺丝M3.5 自攻螺丝M4
5
日立电动起子
松下电动起子
安装螺钉时保持螺丝刀和螺钉 在一条直线上
13
螺母的安装要求
1.使用工具:扳手,严禁使用尖嘴钳,老虎钳等
14
2.螺母旋紧要求:
将螺母拧紧至和接触面紧密接触无缝隙
15
缺陷培训:
以下为螺钉和螺母未装配到位的缺陷:
螺丝制作工艺及设计准则详述

马达
板
螺丝
杆部直线 运动
旋转头螺旋运动
一、螺丝基础知识
C.螺纹的发展史
机牙螺丝(Machine Screw) 自攻螺丝(Self Tapping Screw) 自钻螺丝(Self Drilling Tapping Screw)
一、螺丝基础知识
机牙螺纹 装配时先在装配物上钻孔攻牙, 所攻内牙与螺丝的外牙规格一 致,使用较小力矩装配。 自攻螺纹 装配时先在装配物上钻孔,不需 攻内牙,使用较大力矩装配。 自钻螺纹 直接在装配物上使用,螺丝钻孔 攻牙一次成型。
螺丝渗碳热处理后组织
二、螺丝工艺流程
热处理工序
通过渗碳处理,使螺丝表面及中心抗压,抗断能力增加. 淬火炉的温度一般是880℃,渗碳所用到的气体是甲醇.丙酮. 普通螺丝所需热处理的一般是2-3小时.经过为、淬火后螺丝 硬度很高,此时螺丝较脆,需用水或油进行冷却,然后 将螺丝进行回火.回火后螺丝的表层硬度为HV450-550, 芯部硬度为HV230-380螺丝会较有韧性. 一般情况下,机械牙螺丝不需热处理,因此机械性能要求很低,通常情况下,也不需做此方面的测试。但有强度等级情况下,均需做热处理(调质),其机械性能要求很高。但要求相对统一,具体可参照ISO898-1,ISO 898-7或GB/T3098.1-2000标准。调质产品没有表面硬度与心部硬度之说.
三、螺丝材质
(二)不锈钢。性能等级:45,50,60,70,80 主要分奥氏体(18%Cr、8%Ni)耐热性好,耐腐蚀性好,可焊性好。A1,A2,A4马氏体、13%Cr耐腐蚀性较差,强度高,耐磨性好。C1,C2,C4铁素体不锈钢。18%Cr镦锻性较好,耐腐蚀性强于马氏体。目前市场上进口材料主要是日本产 品。主要为SUS302、SUS304、SUS316。 (三)铜。常用材料为黄铜…锌铜合金。市场上主要用H62、H65、H68铜做标准件。 材料中各元素对钢性质的影响 1、碳(C):提高钢件强度尤其是其热处理性能,但随着含碳量的增加,塑性和韧性下降并会影响到钢件的冷镦性能及焊接性能。
螺钉紧固、问题及措施.
11 1
22 2
测力矩 扳手
螺纹的防松
1、防松目的 实际工作中,外载荷有振动、变化、材料高温蠕变等会造成 摩擦力减少,在螺纹副中,正压力在某一瞬间消失、摩擦力为 零,从而使螺纹联接松动,如经反复作用,螺纹联接就会松驰 而失效。因此,必须考虑防松设计,否则会影响整机或部件的 正常工作,甚至造成事故。 2、防松原理 消除(或限制)螺纹副之间的相对运动,或增大相对运动的 难度。 3、防松办法及措施
内螺纹加工
车床加工外螺纹
螺纹的旋向
螺纹分为左旋螺纹和右 旋螺纹两种。 顺时针旋转时旋入的螺 纹是右旋螺纹; 逆时针旋转时旋入的螺 纹是左旋螺纹。 工程上常用右旋螺纹。
力矩检测原理
测力矩板手—测出预紧力矩,如左图: 定力矩板手—达到固定的拧紧力矩T 时,弹簧受压将自动打滑,如右图: 测量预紧前后,螺栓伸长量—精度较高。
a
a a
a
l1
l1 l1 l1
螺栓联接
普通螺栓联接 绞制孔螺栓联接
间隙
无间隙
精密连接用
钉头
螺杆 带保险孔的螺栓
带保险孔的螺栓
四方头螺栓与六角头 螺栓比较,与扳手的 配合更为可靠,不易 打滑,但装配空间要 求比六角头要大。
双头螺柱联接
2、双头螺栓联接
dd d
H H H l2 l2l22
— 螺杆两端无钉头,但均有螺 纹,装配时一端旋入较厚的被 联接件作为永久固定端,零件 较薄的另一端则配以螺母。适 于经常拆卸,只需拆装螺母即 可,不必将双头螺栓从较厚的 被联接件中拧出。
止动垫圈
开口销与槽形螺母
开口销
开槽螺母 与开口销
圆螺母 与止动垫圈
紧固螺丝培训21

三、螺纹装配通用规则
15. 一般地成组螺栓、螺母拧紧时,应根据被连接件形状和螺栓的分布 情况,按一定顺序分次拧紧(3~5次),如下步骤:
第一步先按SOP、BOM表等技术资料要求先好螺丝、弹垫、平垫等, 涂好螺丝胶。
第二步再用手按正确拧螺丝手法拧入大于2~3个螺距做螺丝定位, 第三步再用扳手、气动工具或电动工具按正确拧螺丝手法拧至最后 1~3个牙。 第四步再用扳手、气动工具或电动工具按正确拧螺丝手法拧紧。 第五步最后用扭力扳手进行扭矩数值确认和精度保证。 具体见下页:
1) 扳手使用手法不正确。 2) 拧螺丝的顺序不正确。 3) 拧螺丝的松紧不标准,有未拧到位的、有拧过紧导致滑牙、拧断螺 丝的。 4) 员工在拧螺丝时,不挑选螺丝规格长度,拿起来就用,导致有螺丝 拧不到底的。 5) 碰到牙孔深度不够时,处理方法不对。 4、故制做此培训资料,给同事们参考学习共同进步。
审核:
编制:蒋泳瑜 2021.6.15
一、前言
1、近半年分别收到海能达、卡西欧、非标组等4次投诉螺丝滑牙、松脱 未拧紧、漏锁螺丝等问题。
2、2021年4月8日开始对库存机器人全部全检螺丝扭力,目前检查16台 机器人的螺丝,其中1台有2颗滑牙、1台有1颗螺丝滑牙。
3、2021年4月10日对本体装配员工进行螺丝手法装配摸底测试,发现问 题较多:
24
27
36
16
20
16
20
30
28
24
28
33
36
32
36
46
P4
三、螺纹装配通用规则
1. 装配前目视检查螺栓、螺母或被联接件的丝孔,应无磕碰、划伤,符合图 纸或相关标准。
2. 在装配过程中,不得碰伤螺栓的螺纹部分。
螺丝工业装配工艺流程
螺丝工业装配工艺流程
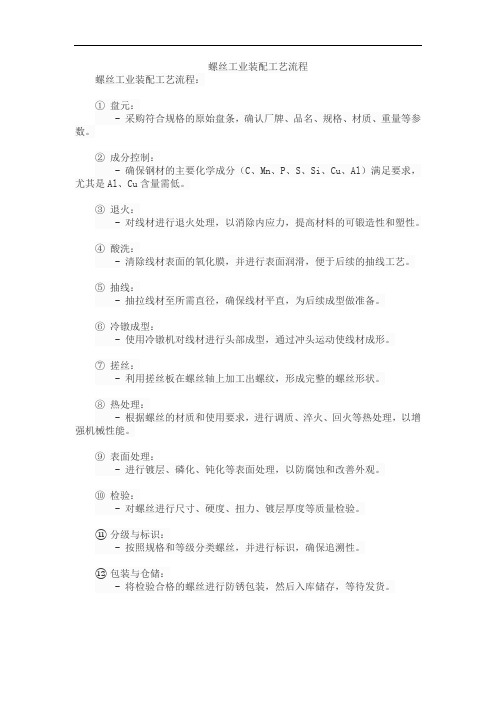
螺丝工业装配工艺流程:
①盘元:
- 采购符合规格的原始盘条,确认厂牌、品名、规格、材质、重量等参数。
②成分控制:
- 确保钢材的主要化学成分(C、Mn、P、S、Si、Cu、Al)满足要求,尤其是Al、Cu含量需低。
③退火:
- 对线材进行退火处理,以消除内应力,提高材料的可锻造性和塑性。
④酸洗:
- 清除线材表面的氧化膜,并进行表面润滑,便于后续的抽线工艺。
⑤抽线:
- 抽拉线材至所需直径,确保线材平直,为后续成型做准备。
⑥冷镦成型:
- 使用冷镦机对线材进行头部成型,通过冲头运动使线材成形。
⑦搓丝:
- 利用搓丝板在螺丝轴上加工出螺纹,形成完整的螺丝形状。
⑧热处理:
- 根据螺丝的材质和使用要求,进行调质、淬火、回火等热处理,以增强机械性能。
⑨表面处理:
- 进行镀层、磷化、钝化等表面处理,以防腐蚀和改善外观。
⑩检验:
- 对螺丝进行尺寸、硬度、扭力、镀层厚度等质量检验。
⑪分级与标识:
- 按照规格和等级分类螺丝,并进行标识,确保追溯性。
⑫包装与仓储:
- 将检验合格的螺丝进行防锈包装,然后入库储存,等待发货。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
螺丝装配相关知识
螺丝装配相关知识
一、螺丝各部位名称
二、螺丝类型
B 、对于自攻螺丝,可通过其螺纹数及螺旋升角再进行分类(见下表): P :螺距(mm); α:螺旋升角(℃)
螺头槽
螺纹
螺尾
三、螺丝头部形状分类
以增加其防松性和压着性(减小压强,防止螺丝头陷入部品)。
四、螺头槽的类型
六、螺丝成型简介
拉线头部成型抽牙热处理电镀包装
七、螺丝尺寸、性能检测
1、尺寸
外径、长度、螺头槽
2、性能
扭力
a、用台钳夹紧螺丝,尾部外露2~4mm,然后用扭力计调好档位(依附表相
应扭力值)扭转螺丝;
b、判定:扭力计连续响三声螺丝不转不扭断为OK。
韧性
a、L≧8mm:用韧性测试仪以30度角~cm2压力冲击螺丝;
b、L<8mm:将螺丝插入10°斜面夹具,用锤子垂直向下击打螺丝头部至螺
丝头贴平斜面;
c、判定:螺丝不出现断裂或裂纹为OK。
抗腐蚀性能
依据标准进行盐雾试验。
高温测试
a、将螺丝锁入铝制品后放入200±10°烤箱内烘烤;
b、1小时后取出观察螺丝状况;
c、判定:螺丝不出现断裂或裂纹为OK。
锁附性
a、将螺丝锁附实装(锁附金属以≧扭力锁附,锁附非金属以≧3 扭力锁附),
然后再拆卸为1Cycle,共进行10Cycles;
b、判定:螺丝不出现滑牙为OK。
八、螺丝装配要点
1、金属件须咬4牙以上,非金属件须咬6牙以上;
2、锁附金属以≧扭力锁附,锁附非金属以≧3 扭力锁附
九、螺丝编名方法
其表示方法为:
□□□Ø□×□□ .□□□□□
螺丝类型直径长度表面处理备注例:JT1N 3*10 NI,附华司,环保
附页《螺丝尺寸与扭力检测表》。