Euromap 12 机械手 注塑机 欧标
注塑机品牌大全
注塑机品牌大全一、引言注塑机作为塑料加工行业中的关键设备,广泛应用于各个领域。
随着塑料制品市场的不断扩大,注塑机品牌也在不断涌现。
本文将为您介绍一些知名的注塑机品牌,以供参考。
二、知名注塑机品牌推荐1. 德国海德堡(Heidelberg)德国海德堡是一家拥有百年历史的国际知名印刷设备制造商,其注塑机产品以高精度、高效率、高稳定性著称。
海德堡注塑机广泛应用于汽车、电子、医疗器械等行业,深受用户好评。
2. 日本东芝(Toshiba)日本东芝是世界著名的综合电子设备制造商,其注塑机产品以先进的技术和可靠的品质而闻名。
东芝注塑机具有高速、高精度、节能环保等特点,广泛应用于包装、家电、玩具等领域。
3. 瑞士英马(ENGEL)瑞士英马是全球领先的注塑机制造商之一,其产品以高度创新性和可持续性著称。
英马注塑机具有高精度、高效率、低能耗等优点,广泛应用于汽车、电子、医疗器械等行业。
4. 台湾宏泰(Haitian)台湾宏泰是全球最大的注塑机制造商之一,其产品以性价比高、稳定可靠而受到市场的广泛认可。
宏泰注塑机具有高速、高精度、低能耗等特点,广泛应用于家电、包装、建材等领域。
5. 中国博世(Borch)中国博世是国内知名的注塑机品牌,其产品以高性价比和优质服务而受到用户的青睐。
博世注塑机具有高品质、高效率、低能耗等特点,广泛应用于汽车、电子、家电等行业。
6. 意大利萨尔金(Negri Bossi)意大利萨尔金是欧洲著名的注塑机制造商,其产品以创新的设计和卓越的性能而备受好评。
萨尔金注塑机具有高精度、高效率、低噪音等特点,广泛应用于汽车、电子、医疗器械等领域。
7. 德国克劳斯迈(KraussMaffei)德国克劳斯迈是全球领先的注塑机制造商之一,其产品以高品质、高性能和高可靠性而闻名。
克劳斯迈注塑机具有高速、高精度、低能耗等优点,广泛应用于汽车、电子、包装等行业。
三、总结以上介绍的注塑机品牌仅为部分知名品牌,市场上还有许多其他优秀的品牌。
注塑机基本参数表
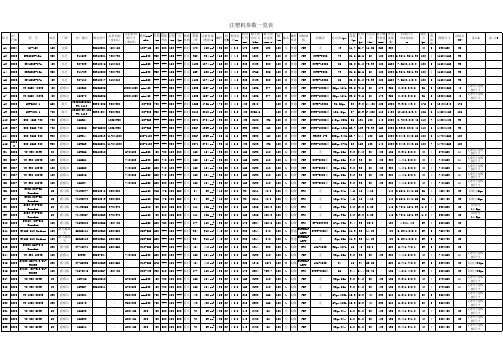
HV-150 IS350GS-19A. IS450GS-27A IS350GS-19A IS450GS-27A VC 2550/400TE VC 2550/400TE HTF650X/1 HTF780X/1 DUO 4550/700 DUO 3550/700 DUO 3550/900 DUO 5550/900 VC 330/80TE VC 330/120TE VC 330/120TE VC 330/120TE VC 330/120TE ET25/280-35 Concept ET25/280-35 Concept ET50/370-200 Concept ET50/370-200 Concept ET100/420-310 Concept ET150/610 Dragon ET150/610 Dragon ET200/560-840 Concept VC 330/120TE ET200/560-840 ELEXISS ET100/420-310 ELEXISS VC 330/80TE VC 330/80TE VC 1050/220TE VC 1050/220TE VC 200/50TE VC 200/50TE VC 200/50TE VC 200/50TE VC 200/50TE VC 200/50TE
注塑机参数一览表
机号 A1 A2 A3 A4 A5 A6 A7 A8 A9 A10 A13 A14 A15 B1 B2 B3 B4 B5 B6 B7 B8 B9 B10 B11 B12 B13 B14 B15 B16 B17 B18 B19 B20 B21 B22 B23 B24 B25 B26 出厂 日期 2004 2003 2003 2003 2003 2005 2005 2003 2003 2007 2007 2006 2006 ★ 2006 2007 2007 2
注塑机品牌大全

注塑机品牌大全注塑机是一种广泛应用于塑料加工行业的机械设备,它能够将熔化的塑料注入模具中,经过冷却固化后形成各种塑料制品。
随着塑料制品需求的增加,市场上涌现了许多不同品牌的注塑机。
本文将为您介绍一些知名的注塑机品牌,以供参考。
1. 德国海德堡(Heidelberg)德国海德堡是一家全球领先的印刷和注塑机制造商。
其注塑机产品具有高精度、高效率和稳定性的特点,广泛应用于汽车、电子、医疗器械等行业。
海德堡注塑机凭借其卓越的品质和可靠性在市场上享有很高的声誉。
2. 日本东芝(Toshiba)日本东芝是全球知名的工业设备制造商之一,其注塑机产品在市场上具有很高的知名度和市场份额。
东芝注塑机以其高速、高精度和稳定性而闻名,广泛应用于汽车、电子、包装等行业。
3. 瑞士英马(ENGEL)瑞士英马是一家全球领先的注塑机制造商,其产品以其高质量、高效率和创新性而受到广泛认可。
英马注塑机采用先进的技术和工艺,具有出色的注塑精度和稳定性,适用于各种塑料制品的生产。
4. 台湾华研(FCS)台湾华研是一家专业生产注塑机的公司,其产品以其可靠性、高效率和经济性而受到市场的青睐。
华研注塑机采用先进的控制系统和创新的设计,能够满足不同行业对注塑机的需求。
5. 中国宏泰(Haitian)中国宏泰是全球最大的注塑机制造商之一,其产品销售遍布全球。
宏泰注塑机以其高性价比、稳定性和可靠性而受到广泛认可。
宏泰注塑机在汽车、家电、包装等行业有着广泛的应用。
6. 德国克劳斯迈尔(KraussMaffei)德国克劳斯迈尔是一家历史悠久的注塑机制造商,其产品以其高品质、高性能和创新性而著称。
克劳斯迈尔注塑机采用先进的技术和工艺,能够满足复杂塑料制品的生产需求。
7. 意大利BMB意大利BMB是一家专业生产注塑机的公司,其产品以其高精度、高效率和可靠性而受到市场的认可。
BMB注塑机采用先进的技术和创新的设计,能够满足不同行业对注塑机的需求。
8. 法国沙特罗(SACMI)法国沙特罗是一家全球领先的工业设备制造商,其注塑机产品以其高质量、高性能和可靠性而受到市场的赞誉。
最新数据带你看清欧洲塑机市场

最新数据带你看清欧洲塑机市场聚焦K展,欧洲塑料和橡胶机械生产状况是怎样的?欧洲塑料工业表现如何?近日欧洲塑料和橡胶工业机械制造商协会(EUROMAP)在K展开幕前举行了新闻发布会,用新鲜数据来说话!欧洲塑橡机械产值将增长2 %塑料和橡胶机械产值2015年全球达到339亿欧元(2014年:325亿欧元),其中欧洲塑料机械制造商占40%,相当于产值136亿欧元。
EUROMAP(成員包括来自奥地利、法国、德国、英国、意大利、卢森堡、西班牙、瑞士和土耳其的机器制造商)的数据表明,欧洲在2015上仍保持领先地位,约占全球出口量的一半。
尽管有大量的不确定性,但EUROMAP预计全球产值将进一步增长3 %,2016年达到349亿欧元,欧洲产值将增长2 % ,达到138亿欧元。
2015年,欧洲国家占整个世界出口量的47%,而中国出口份额则有所上涨,达15%。
在2016年到2018年期间,受中国增长引擎的驱使,全球塑料橡胶机械的销售额预计平均增长3.4%。
EUROMAP副总裁Karlheinz Bourdon博士表示:“在2005年到2015年之间,欧洲塑料橡胶机械出口增加了52%,从66亿欧元增加到100亿欧元。
欧洲增长率略低于全球增长率56%。
对于我们欧洲人来说,整个世界都是我们市场,在过去十年里中国主要服务自己的市场。
”他续称:“中国的高端机械仍旧从欧洲出口。
这一形势对欧洲制造商利好,意味着我们在中国高端市场仍旧占据领先地位。
”德國仍處技术领导地位德语国家塑料和橡胶机械制造业长期以来在机器和工艺工程领域保持技术领导地位。
德国制造商2015年核心机器的产值为70亿欧元,相比创记录的2013年有所提高。
占全球产量的20.7 %,位于中国(32.5 %)之后排列第二位,远高于位列第三位的意大利(7.8 %)。
在全球贸易中,德国机械工程出口总值达47亿欧元,占全球出口额22 %,超过中国(15 %)、日本和意大利(都是9 %)。
EU 12_version 1.6 注塑机欧规12标准

EUROMAP TechnicalCommissionc/o VDMA • FV KuGLyoner Str. 18DE 60528 Frankfurt am Main Phone + 49 (69) 6603-1833 Fax + 49 (69) 6603-2833 E-Mail:euromap@Version 1.6, February 201511 pagesThis recommendation was prepared by the Technical Commission of EUROMAP. However, see also EUROMAP 67.HistoryContents Page1Scope and Application (4)2Description (4)2.1Plug and socket outlet (4)2.2Switch contact specification (5)2.3Plug contact assignment (5)3Ejector sequence (8)4Core puller sequences (8)4.1Ejector sequence with core puller (8)4.2Core puller sequence for removal of the part (8)4.3Core puller sequence for insertion (9)4.4Core puller sequence for removal of the part and insertion (9)5Handling device power supply (9)6Sources of supply (10)1 Scope and ApplicationThis EUROMAP recommendation defines the connection between the injection moulding machine and the handling device. This is intended to provide interchangeability.In addition recommendations are given for signal voltage and current levels. The mains connection of the handling device is also specified.2 DescriptionThe signals in both the injection moulding machine and the handling device are given by contacts, e.g. contacts of relays or switches, etc. The contact making is either potential-free or related to areference potential supplied to a contact of the plug mounted on the injection moulding machine or the handling device (see tables 1 and 2).The signals shall be available in all injection moulding machines and handling equipment.2.1 P lug and socket outletThe connection between the injection moulding machine and the handling device is achieved by the plugs specified below. For the injection moulding machine the plug contacts 1 to 16 are male and the plug contacts 17 to 32 are female. All the plug contacts should be capable of taking a minimum of 250 V and 6 A.Arrangements of pins and sockets viewed from the mating side (Opposite the wiring side)Figure 1: Plug on the handling device Figure 2: Plug on the injection moulding machine= pin = socket2.2 Switch contact specification∙The current of the signals must not exceed 200 mA unless otherwise noted.∙ A current of at least 10 mA must be maintained during signalling.∙The voltages of the signals must not exceed 50 V DC or 250 V AC.2.3 Plug contact assignmentNotes on the table below:∙Unless otherwise noted, the switch contacts are switching the reference potential (plug contacts No 16 and 32).∙All signals are continuous signals unless otherwise noted.∙The signals are conducted from the signal source to the respective pin.∙Apart from the handling device signals "Enable mould closure" (17), "Mould area free" (18/26), and "Emergency stop" (19/27), the signals can assume any status when the handling device is switched off.Table 1: Injection moulding machine signals3 Ejector sequenceThe following sequence as shown in the time diagram is used:4: Ejector back22: Enable ejector forward5: Ejector forward21: Enable ejector retraction4 Core puller sequencesIn general position 1 and 2 are used for synchronization between the injection moulding machine and the handling device, where position 1 is preferable the position for free movement of the handling device through the mould area. Position 1 and 2 are used alternating.4.1 Ejector sequence with core pullerPosition 1 is equivalent to ejector back, position 2 is equivalent to ejector forward.The following sequence as shown in the time diagram is used:6: Core pullers in pos. 123: Enable movement ofcore pullers to pos. 27: Core pullers in pos. 224: Enable movement ofcore pullers to pos. 14.2 Core puller sequence for removal of the partPosition 1 means cores are in (injection can take place), position 2 means cores are out (removal of the part).In this sequence contact No 6 and 24 are not used. The following sequence as shown in the time diagram is used:23: Enable movement ofcore pullers to pos. 27: Core pullers in pos. 24.3 Core puller sequence for insertionPosition 1 means cores are in position for insertion, position 2 means cores have fixed the insertion. The following sequence as shown in the time diagram is used:24: Enable movement ofcore pullers to pos. 16: Core pullers in pos. 123: Enable movement ofcore pullers to pos. 27: Core pullers in pos. 24.4 Core puller sequence for removal of the part and insertionThe following sequence as shown in the time diagram is used:part removal:23: Enable movement ofcore pullers to pos. 27: Core pullers in pos. 2insertion:24: Enable movement ofcore pullers to pos. 16: Core pullers in pos. 123: Enable movement ofcore pullers to pos. 27: Core pullers in pos. 25 Handling device power supplyPower is supplied through a Cekon socket at a voltage of 3/N/PE 400 V / 16 A (see IEC-Pub. 617 part 2 for the designation).6 Sources of supplyThe plugs are available from the following manufacturers, e.g.The plugs from these suppliers are interchangeable.Note: Further suppliers are invited to be listed.EUROMAP 12 Version 1.6EUROMAPEuropäisches Komitee der Hersteller von Kunststoff- und Gummi-maschinenEuropean Committee of Machinery Manufacturers for the Plasticsand Rubber IndustriesComité Européen des Constructeurs de Machines pour Plastiqueset CaoutchoucComitato Europeo Costruttori Macchine per Materie Plastiche eGommaSee you againCopyright by EUROMAP EUROMAP 12 Page 11 of 11。
知名注塑机品牌

知名注塑机品牌注塑机是一种广泛应用于创造业的设备,用于将熔化的塑料注入模具中,以创造各种塑料制品。
在市场上,有许多知名的注塑机品牌,它们以高质量、可靠性和先进的技术而闻名。
本文将介绍几个知名的注塑机品牌,以及它们的特点和优势。
1. Engel(恩格尔)Engel是全球率先的注塑机创造商之一,总部位于奥地利。
该品牌以其出色的技术和高性能而闻名。
Engel的注塑机采用先进的电动驱动系统,具有高速、高精度和低能耗的特点。
此外,Engel还提供全面的解决方案,包括自动化系统和数据分析工具,以提高生产效率和质量控制。
2. Haitian(海天)Haitian是中国最大的注塑机创造商之一,总部位于广东。
该品牌以其高性价比和可靠性而受到广泛认可。
Haitian的注塑机采用液压驱动系统,具有稳定的性能和较低的维护成本。
此外,Haitian还提供多种型号和规格的注塑机,以满足不同客户的需求。
3. Arburg(阿尔堡)Arburg是德国著名的注塑机创造商,成立于1954年。
该品牌以其创新的技术和高品质而享有盛誉。
Arburg的注塑机采用液压或者电动驱动系统,具有高精度、高速度和可靠性。
此外,Arburg还提供全面的服务和支持,包括培训、维修和零配件供应。
4. KraussMaffei(克劳斯玛菲)KraussMaffei是德国著名的注塑机创造商,成立于1838年。
该品牌以其创新的技术和卓越的质量而闻名。
KraussMaffei的注塑机采用液压或者电动驱动系统,具有高度的精度和稳定性。
此外,KraussMaffei还提供个性化的解决方案,以满足客户特定的需求。
5. Sumitomo(住友)Sumitomo是日本著名的注塑机创造商,成立于1945年。
该品牌以其先进的技术和高品质而受到赞誉。
Sumitomo的注塑机采用液压或者电动驱动系统,具有快速响应和高效能的特点。
此外,Sumitomo还注重环境保护,致力于开辟低能耗和低排放的注塑机。
注塑机EUROMAP标准

EUROMAP TechnicalCommissionLyoner Str. 18DE 60528 Frankfurt am MainPhone + 49 (69) 6603-1833 Fax + 49 (69) 6603-2833Release 1.00, 04 May 201817 pagesThis EUROMAP recommendation was prepared by the Technical Commission of EUROMAP.Copyright by EUROMAPHistoryContents Page1Introduction (5)1.1Scope and Application (5)1.2References (5)1.3Abbreviations (5)2Basic security requirements (6)2.1Application Security (6)2.2User security/Access control (6)3OPC UA Conformance Units and Profiles (7)4Namespaces (7)4.1Namespace and identifiers for EUROMAP77 Information Model (7)4.2Namespace Metadata (8)4.3Handling of OPC UA namespaces (8)5IMM_MES_InterfaceType (10)5.1IMM_MES_InterfaceType Definition (10)6MachineInformation (11)6.1DeviceClass (12)6.2EuromapSizeIndication (12)6.3LogbookEvents (12)7MachineConfiguration (12)8MachineMESConfiguration (12)9MachineStatus (12)10MachineMESStatus (12)11PowerUnits (13)12Moulds (13)13InjectionUnitsType (13)14InjectionUnitType (14)14.1InjectionUnitType Definition (14)14.2Index (14)14.3BarrelId (14)14.4IsPresent (14)14.5InProduction (14)14.6ScrewId (15)14.7ScrewDiameter (15)14.8ScrewVolume (15)14.9MaxScrewStroke (15)14.10TemperatureZones (15)15Jobs (15)15.1Types, methods and events for cyclic jobs (15)15.2Optional properties in CyclicJobInformationType (15)15.3InjectionUnitCycleParametersType (15)16ProductionDatasetManagement (17)1 Introduction1.1 Scope and ApplicationEUROMAP 77 describes the interface between injection moulding machines (IMM) and manufacturing execution systems (MES) for data exchange. MES are used for collecting the information generated by IMM at a central point for easier quality assurance and job and dataset management. The target of EUROMAP 77 is to provide a unique interface for IMM and MES from different manufacturers to ensure compatibility.The following functionalities are covered:•General information about the IMM (manufacturer, model, serial number…), current configuration and status of the IMM including moulds, injection units and power units, andlogbook of relevant changes on the machine.•Job management: Information on the jobs running on the machine and the parameters of the production cycles and methods to send jobs from the MES to the IMM and to release theproduction.•Dataset management: IMM store their configurations in so-called datasets. These include information on nom inal process parameters (times, temperatures, pressures …) related to the IMM but also to installed handling systems. EUROMAP 77 allows transferring datasetsbetween IMM and MES for building a central repository of datasets.Following functions are not included:•Safety related signals like emergency stop•Direct control of machine movements by the MES1.2 References1.3 AbbreviationsIMM Injection Moulding MachineMES Manufacturing Execution System2 Basic security requirements2.1 Application SecurityFor the communication between IMM and MES the OPC UA application authentication via X509 certificates shall be used. OPC UA provides functionalities for using self-signed certificates that have to be manually added to a “trust list” as well as for certificates issued by a certificate authority (CA). The minimum requirements of the protocol level for a EUROMAP 77 compliant connection are: •Use of (self-signed) certificates for OPC UA application authentication•Security Policy: Basic256•Message Security Mode: signNOTE: It is not fixed by this specification if the certificate includes a fixed IP address and/or the host name. However, if the certificate includes a host name, a DNS server is expected to resolve the host name. An OPC UA GDS (Global Discovery Server) can be used to manage the connections and certificates.2.2 User security/Access controlOn IMM:On the IMM authentication via user name and password is commonly used.On MES:For the users and roles of the connection the following applies:•User names can be manufacturer dependent.•Standard roles areo“EUROMAP77”: read and write ac cess for selected parameterso“EUROMAP77_read_only”: no writing permissions•Manufactures can add additional roles. They may not start with “EUROMAP77”. For these roles, more parameters can be writeable than for the EUROMAP77 role.•The standard user “EUROMAP77” has the rol e “EUROMAP77” (and no other additional role), “EUROMAP77_read_only” has the roll “EUROMAP77_read_only” (and no other additionalrole); the passwords for the standard users are defined by the manufacturers (they may be empty).NOTE: OPC UA also allow an anonymous-token (e.g. for testing)3 OPC UA Conformance Units and ProfilesThis chapter defines the corresponding profiles and conformance units for the OPC UA Information Model for EUROMAP 77. Profiles are named groupings of conformance units. Facets are profiles that will be combined with other Profiles to define the complete functionality of an OPC UA Server or Client. The following tables specify the facets available for Servers that implement the EUROMAP 77 Information Model companion specification.NOTE: The names of the supported profiles are available in the Server Object underServerCapabilities.ServerProfileArrayTable 1 –EUROMAP 77 Basic Server Facet DefinitionTable 2 –EUROMAP 77 Jobs Server Facet DefinitionTable 3 –EUROMAP 77 ProductionDatasetManagement Server Facet Definition4 Namespaces4.1 Namespace and identifiers for EUROMAP77 Information ModelThis clause defines the numeric identifiers for all of the numeric NodeIds defined in this specification. The identifiers are specified in a CSV file with the following syntax:<SymbolName>, <Identifier>, <NodeClass>where the SymbolName is either the BrowseName of a Type Node or the BrowsePath for an Instance Node that appears in the specification and the Identifier is the numeric value for the NodeId.The BrowsePath for an Instance Node is constructed by appending the BrowseName of the instance Node to the BrowseName for the containing instance or type. An underscore character is used to separate each BrowseName in the path. Let’s take for example, the MachineInformationTypeObjectType Node which has the ControllerName Property. The Name for the ControllerName InstanceDeclaration within the MachineInformationType declaration is:MachineInformationType_ControllerName.The NamespaceUri for all NodeIds defined here is /euromap77/The CSV released with this version of the specification can be found here:/files/Opc_Ua.EUROMAP77.1_00.NodeId.csvNOTE: The latest CSV that is compatible with this version of the specification can be found here: /files/Opc_Ua.EUROMAP77.NodeId.csvA computer processable version of the complete Information Model defined in this specification is also provided. It follows the XML Information Model schema syntax defined in OPC UA Part 6.The Information Model Schema released with this version of the specification can be found here: /files/Opc_Ua.EUROMAP77.1_00.NodeSet2.xmlNOTE: The latest Information Model schema that is compatible with this version of the specification can be found here:/files/Opc_Ua.EUROMAP77.NodeSet2.xml4.2 Namespace MetadataTable 4 defines the namespace metadata for this specification. The Object is used to provide version information on the namespace and an indication about static Nodes. Static Nodes are identical for all Attributes in all Servers, including the Value Attribute. See OPC UA Part 5 for more details.The information is provided as Object of type NamespaceMetadataType. This Object is a component of the Namespaces Object that is part of the Server Object. The NamespaceMetadataType ObjectType and its Properties are defined in OPC UA Part 5.The version information is also provided as part of the ModelTableEntry in the UANodeSet XML file. The UANodeSet XML schema is defined in OPC UA Part 6.Table 4 – NamespaceMetadata Object for this Specification4.3 Handling of OPC UA namespacesNamespaces are used by OPC UA to create unique identifiers across different naming authorities. The Attributes NodeId and BrowseName are identifiers. A node in the UA Address Space is unambiguously identified using a NodeId. Unlike NodeIds, the BrowseName cannot be used to unambiguously identify a node. Different nodes may have the same BrowseName. They are used to build a browse path between two nodes or to define a standard Property.Servers may often choose to use the same namespace for the NodeId and the BrowseName. However, if they want to provide a standard Property, its BrowseName shall have the namespace of the standards body although the namespace of the NodeId reflects something else, for example the EngineeringUnits Property. All NodeIds of nodes not defined in this specification shall not use the standard namespaces.Table 5 provides a list of mandatory namespaces used in a EUROMAP 77 OPC UA Server.Table 5 – Namespaces used in a EUROMAP 77 Server5 IMM_MES_InterfaceType5.1 IMM_MES_InterfaceType DefinitionThis OPC UA ObjectType is used for the root Object representing an injection moulding machine with all its subcomponents. It is formally defined in Table 6.The instance(s) of IMM_MES_InterfaceType shall be located under the DeviceSet Object of the Server (see OPC UA Part 100).NOTE: In most cases the OPC UA server will be implemented in the control of the IMM so only one instance of IMM_MES_InterfaceType will be created. But it is also possible that one OPC UA server is connected to several machine controls as one interface to the MES. In this case several instances of IMM_MES_InterfaceType will be created.Figure 1 – IMM_MES_InterfaceType OverviewTable 6 – IMM_MES_InterfaceType DefinitionThe BrowseName of the object instance shall be "IMM_<Manufacturer>_<SerialNumber>" Example: "IMM_ARBURG_0123456"NOTE: The namespace of this BrowseName is the local server URI with namespace index 1 (see Table 5). The namespace of the BrowseNames of the (direct) child nodes is /euromap77/. The BrowseNames of the nodes below are in the namespace of the specification where they are defined. Examples:6 MachineInformationThe MachineInformation Object provides general information on the injection moulding machine. The MachineInformationType is defined in EUROMAP 83.6.1 DeviceClassThe DeviceClass Property in the MachineInformation Object shall have the value "Injection Moulding Machine".6.2 EuromapSizeIndicationThe value of the EuromapSizeIndication Property in the MachineInformation Object shall be in accordance with EUROMAP 1, e.g. "3430 V – 3750".6.3 LogbookEventsThe logbook events defined in EUROMAP 83 can be used. The supported logbook event types shall be listed in MachineInformation.SupportedLogbookEvents.7 MachineConfigurationThe MachineConfiguration Object represents the current configuration of the injection moulding machine. The MachineConfigurationType is defined in EUROMAP 83.8 MachineMESConfigurationThe MachineMESConfiguration Object represents the current configuration of the injection moulding machine related to the MES. The MachineMESConfigurationType is defined in EUROMAP 83.9 MachineStatusThe MachineStatus Object represents the current status of the injection moulding machine. The MachineStatusType is defined in EUROMAP 83.10 MachineMESStatusThe MachineMESStatus Object represents the current status of the injection moulding machine related to the MES. The MachineMESStatusType is defined in EUROMAP 83.The Object can generate Events of MessageConditionType which includes a Classification Property. For injection moulding machines, the IMMMessageClassificationEnumeration defined in Table 7 shall be used (also in the related logbook event).Table 7 – IMMMessageClassificationEnumeration Definition11 PowerUnitsThe PowerUnits Object is a container for the power unit(s) of the injection moulding machines. The PowerUnitsType is defined in EUROMAP 83.12 MouldsThe Moulds Object is a container for the mould(s) of the injection moulding machines. The MouldsType is defined in EUROMAP 83.13 InjectionUnitsTypeThis ObjectType is a container for the injection unit(s) (see container concept in EUROMAP 83). It is formally defined in Table 8.Table 8 – InjectionUnitsType DefinitionWhen instances for injection units are created, the BrowseNames shall be “InjectionUnit_<Nr>” (starting with 1).14 InjectionUnitType14.1 InjectionUnitType DefinitionThis ObjectType represents the description and status of the injection unit(s). It is formally defined in Table 9.Table 9 – InjectionUnitType Definition14.2 IndexThe Index Property gives the number of the injection unit.14.3 BarrelIdThe BarrelId Property provides the Id (e.g. serial number) of the barrel.14.4 IsPresentIt is allowed to create instances of all InjectionUnits that can be connected to the machine (e.g. due to available connectors) to avoid dynamical creation of objects. The IsPresent Property provides information if the InjectionUnit is physically installed on the injection machines.14.5 InProductionThe InProduction Property provides information if the InjectionUnit is used in the current running production.14.6 ScrewIdThe ScrewId Property represents the Id of the screw installed in the InjectionUnit.14.7 ScrewDiameterScrewDiameter represents the diameter of the screw installed in the InjectionUnit.14.8 ScrewVolumeScrewVolume represents the volume of the screw installed in the InjectionUnit.14.9 MaxScrewStrokeMax ScrewStroke represents the maximum stroke of the screw installed in the InjectionUnit.14.10 T emperatureZonesThis Object is a container for the barrel temperature zones of the injection unit. The TemperatureZonesType is formally defined in EUROMAP 83. Inside the container the BarrelTemperatureZoneType shall be used.15 JobsThe Jobs Object is used for managing production jobs on the machine and for information on their status including process parameters (temperatures, pressures…). The JobsType is defined in EUROMAP 83.15.1 Types, methods and events for cyclic jobsAs IMM have a cyclic production, the Types, Methods and Events defined in EUROMAP 83 for cyclic jobs shall be used:Table 10 – Types, methods and events for cyclic jobs15.2 Optional properties in CyclicJobInformationTypeIn the CyclicJobInformationType, as defined in EUROMAP 83, the Properties MouldId and NumCavities have the ModellingRule optional. When the CyclicJobInformationType is used for a EUROMAP 77 interface, these Properties become mandatory and shall be filled by the server. 15.3 InjectionUnitCycleParametersTypeThe InjectionUnitCycleParametersType represents information on the production cycle related to an injection unit. This type is used to extend the CycleParametersEventType defined in EUROMAP 83.The BrowseNames of the additional objects shall be “InjectionUnitCycleParameters_<Nr>” (starting with 1)Table 11 – Example of an event type derived from CycleParametersEventType with two moulds and twoinjection unitsThe InjectionUnitCycleParametersType is formally defined in Table 12.Table 12 – InjectionUnitCycleParametersType DefinitionTable 13 contains a description of the parameters listed in Table 12.Table 13 – Description of cycle parametersThe InjectionUnitCycleParametersType is abstract and the OPC server of the machine shall create a derived type with the additional objects of TemperatureZoneCycleParametersType (defined in EUROMAP 83) for the temperature zones of the barrel. The BrowseNames of the objects shall be “BarrelTemperatureZoneCycleParameters _<Nr>” (starting with 1 for each injection unit).16 ProductionDatasetManagementThe ProductionDatasetManagement Object is used for managing production datasets which are files containing the configuration of a machine. The ProductionDatasetManagementType is defined in EUROMAP 83.。
国外注塑机品牌有哪些以及排名【深度解析】
目前市场上有多种规格的行业先进国外品牌注塑机,国产注塑机品牌,各种尺寸型号应有尽有,满足客户各种类型的产品需要。
胶注塑加工机器卧式注塑加工机,卧式双色注塑加工机,卧式多色注塑加工机,立式注塑加工机,双工位旋转立式注塑加工机,抽屉式立式注塑加工机,立式双色注塑加工机,立式多少注塑加工机;注塑加工机的种类丰富,另外还提供一站式注塑系统解决方案, 或许大家对国内注塑机有什么牌子很清楚,但是不知道国外注塑机品牌有哪些是值得信赖且品质优良的。
关于这个问题,小编作为注塑模具从业了五年的人来说,还是非常有资格给大家推荐几个在国外非常有名的注塑机品牌的,一起往下了解一下吧!1.Husky赫斯基赫斯基注塑系统有限公司为核心市场客户提供模具、系统和服务。
设计并制造各类注塑机、热流道、机械手、模具和集成系统。
2.KraussMaffei克劳斯玛菲KraussMaffei品牌起源于1838,创建于慕尼黑的施瓦格宾,1930年,Krauss与Maffei 合并。
该公司于2016年1月被中国化工集团收购,旗下拥有AX、CX、EX、GX和MX五个注塑机系列,锁模力范围在35至5500吨,动力源覆盖液压、混动及全电驱动。
stal耐驰特国外注塑机品牌Netstal公司创建于1857,属地瑞士,总部位于Glarus州N?fels,起家于铸造机械,1945年开始进入注塑机领域,1992年被kraussMaffei公司收购。
注塑技术主要应用于饮料、包装及医疗技术行业,应用于生产要求特别严苛的技术和薄壁塑料成型件,提供世界范围内最先进的注塑解决方案,该品牌注塑机在技术、制造及产品质量等方面居于世界最前列。
4.Arburg阿博格德国机械制造企业Arburg是世界领先的塑料加工注塑机制造商。
其使用范围包括汽车、通信和娱乐电子、医疗技术、家用电器和包装等领域塑料部件的生产。
5.Demag德马格Demag是德国德马格欧冠公司下的国外注塑机品牌,2008年被住友收购。