艾尔发注塑机机械手说明书
注塑机机械手说明书

注塑机机械手说明书3、编程3 程序编辑3.1命令说明开机正常后进入归原点画页没有任何警报,按键归原点,归原点正常后进入下面画页按键返回至如下按键3-1 File:CNC4-3C3、编程按“教导”键进入编辑画页。
3.1.1编辑器说明删除一行程序创建一个新程序剪下一行程序复制一行程序贴上复制一行程序或剪下一行程序。
光标移到下一行换到下一页换到最下一页换到最上一页光标移到上一行换到上一页把程序内容显示扩大3-2 File:CNC4-3C3、编程编辑各功能键说明3.1.2教导指令1)直线(轴直线运动操作)按键进入各轴直线运动操作。
轴操作有两种方式,第一、直接通过数字键盘输入各轴位置;第二、通过右边各轴寸动键操作到所需位置,按左边“MX”等一个键把当前位置设到对画框内。
如果要全部设入,按键。
当通过数字键盘输入各轴位置时,一定要注意所设定值是否安全。
3-3 File:CNC4-3C3、编程2) 速度按键进入速度设定。
3) 计时按键进入延时功能设定。
3-4 File:CNC4-3C3、编程4)一般I/O按键进入侧姿回正等选择。
5) 成型I/O按键进入成型相关条件设定。
3-5 File:CNC4-3C3、编程6) 治具I/O按键进入治具相关功能设定。
7) 周边I/O按键进入周边相关功能设定。
3-6 File:CNC4-3C3、编程8) 回圈按键进入循环功能设定。
9) 跳跃按键进入跳转功能设定。
3-7 File:CNC4-3C3、编程10) 停止按键进入程序完成设定。
11) 宏按键进入调用已经编好的子程序。
编号为0~99共100个。
3-8 File:CNC4-3C3、编程12)堆叠按键进入装箱取物功能设定。
编号为0~3共4个。
13)运算按键进入相关功能设定。
此功能在高阶编程内做详细说明。
为变数。
3-9 File:CNC4-3C3、编程3.1.3编辑新程序1)程序保存归完原点后进入如下操作页面点击按钮,屏幕下方显示如下菜单单击,进入教导画面3-10 File:CNC4-3C3、编程点击档案按钮进入如下画面按钮,切换到如下画面在此页点击3-11 File:CNC4-3C3、编程点击模具编号空白框,弹出输入键盘如下输入模具编号,点击,再点击保存按钮。
注塑机操作手册

注塑机操作手册1 操作方式操作手册里面的说明可让您对HMI的面板按键及屏幕画面更熟悉。
假如找不到您要的或想寻找更多按键及屏幕画面的相关数据, 请查询操作画面的相关部份。
1.1 开关模单元的设定当您在更换模具时, 请完全依照机械厂人员所教您的方法,以避免造成人员受伤。
当模具安装完成后,请确定模具,座台及射出单元是否已调好整适当数据,以避免机器的损坏. 除此之外, 您必须确定料管是否与模具连接好及模具是否已被安全地固定好。
1。
1.1 如何调整模具厚度(直压机不使用此部份)在重新装置模具时, 使用调模按键去调整模具的厚度。
按“调模进”键来调整减少模具厚度(降低在静态模座及动态模座之间距离) 或按“调模退”键来调整增加模具厚度(增加在静态模座及动态模座之间距离)。
持续按此键,模座会连续动作.此模座将会面慢慢移动和停止。
持续按此键维持1秒以上模座将开始连续移动, 放开此键将停止模座的移动.假如您按此键并立即的放开, 此模座将慢慢的移动及停止也就是所谓“微调"。
您可以重复操作将模座移到所要求的位置.关机并安装新的模具。
当您已经安装好新的模具,请关上安全门并开机然后按调模使用键,才可使用手动调模动作。
模具更换之后,您可在托模画面中(也就是屏幕上的F2)来改变调模的速度及压力设定。
假如有必要, 您也可为新的模具设定模具数据或加载已设定好的模具数据。
当调整的数据设定完成后,再按一次调模使用键来关闭模具。
当模具关闭之后,控制器会照我们所设定的数据执行自动调模。
当自动调模已经执行完成, 所有的动作将会停止并且会发出警报声。
此时,就会退回手动的状态下。
请注意: 为了安全起见,必须先回到手动模式下,才可使用模具调整键或手动键.假如您想要使用其它的模块, 请在手动模式状态下再改变您想要的模块.假如在模具调整当中您遇上问题,请按下手动键,来为紧急重制停止动作.1.1.2 关模及如何保护模具关模可执行四段压力速度:关模快#1, 关模快#2,关模低压和关模高压。
IAI机械手手册

1.前言打招呼由我和我为你服务多谢您购买本公司产品。
SA系列产品使用容易.体积小,可以自在控制传动装置与外围设备。
除此之外,使用SEL语言还可实现简单的高度控制梦想。
请仔细详读『操作说明书』。
2.安全上的应注意事项请详读下列内容,充分留意安全对策。
本产品以自动化机械等的驱动零组件开发而成,因此在自动化机器驱动源的转矩或速度方面,有请勿超乎标准以外的限制。
为了防止发生事故,请严守下列事项。
并请务必参照「安全规则」。
1.本书没有记载的操作方法,原则上请以「不可操作」解释。
对于本书内容如有不明之处,请与本公司联络。
2.传动装置与控制器之间的配线,请务必使用指定之正品。
3.当机械在运动状态,或者可运动状态(打开控制器电源状态)时,请勿站立在机械的运动范围。
另外也请在周围设置栅栏,以防止外人接近机械。
4.执行机械之安装调整作业,或者维修检查作业时,请务必关闭控制器电源。
并请将「作业中」铭板放置在明显的场所。
另外,请勿缠绕电线,也避免插入来路不明的电源插座里。
5.当复数人同时作业时,必须采取一个对应方法,以确认彼此安全作业。
特别是不论开.关电源,或驱动.手动马达等移动轴的作业,都必须发出声音确定安全后再进行作业。
6.当使用者(客户)需要延长配线时,因错误配线有可能会导致错误动作,因此请充分检查配线后,并确认正确配线方式后再打开电源。
附录「安全规则」关于产业用自动装置安全的JIS规格----「产业用自动装置之安全通则」(JIS B8433)于1983年3月1日制定,另外由劳动省于同年7月1日修改一部分的「劳动安全卫生规则」,以实施产业用自动装置之定义或,安全对策等规则。
在此所介绍的是,参考「劳动安全卫生规则」之产业用自动装置安全对策上的重要规则。
●特别教育(第36条第31号,第32号)第36条第31号操纵装置及记忆装置(包含可变序列控制装置及固定序列控制装置。
),以记忆装置信息为基础之操纵装置之伸缩.屈伸.上下移动.左右移动,或者旋转动作或复合动作等,均可自动执行之机械(除了研究开发中之其它劳动大臣所制定之装置以外。
艾尔发注塑机机械手使用说明

2.操作说明2.1 开机启动程序流程1、检查气源是否接上;2、检查IMM联机是否接上;3、检查紧急停止是否正常;4、将总电源开关转向ON;5、将控制面板控制电源开关转向ON;6、再按下电源开关,系统电源自保ON;7、等后操作画面显示为系统正常后进入归原点画页:8、依划面显示指示,按Home 键,系统开始归原点;9、若有异常发生(会碰撞机构),可按停止键立即停止动作后,需关电源并重新启动电源;10、归原点完成,表示系统已经正常,画面自动切至手动操。
2.2 关机程序流程1、机器已停止各项操作后;2、将控制面板控制电源开关转向OFF;3、将总电源开关转向OFF;4、开启机器电源与关闭机器电源间隔不可过短,至少要一分钟以上时间,否则会减短控制系统寿命。
2.3 IMM信号处理说明1、安全门信号:当IMM信号OFF则机器立即停止动作。
2、紧急停止信号:当紧急停止信号OFF则机器立即停止动作。
3、全自动信号:机器自动运转需配和IMM自动信号ON,若IMM自动信号由ON→OFF则机器运转动作完成后立即退出。
机器手动操作须将要IMM自动信号OFF否则机器无法手动操作。
2.4归原点动作说明在此画面可以调整归原点时速度,侧姿状态,先后循序。
正臂上下归完原点后侧姿执行侧姿还是回正由此选择。
键把归原点速度按不同比例降低键把归原点速度按不同比例升高。
选择归原点个轴先后循序。
正常情况下先MZ,SZ再Mx,Sx,最后Y轴。
归原点循序更改一定要注意各轴安全。
发现归原点如果与模具等有干涉,进入手动画页,操作到安全位置后再归原点。
开机后警报或警告处理完成,按此键。
机器正常,按此键归原点。
系统归原点中。
归完原点后切至手动画页。
2.5手动操作说明2.5.1画面按键介绍画页切换到顶页画页切换到上一页画页切换到下一页画页切换到末页选择O点输出ON选择O点输出OFF各轴寸动操作。
操作过程中碰到极限开关勾选“馬達強制激磁”,按键,反方向操作轴寸动。
机械手说明书 (1)

2)本机械手的保养、维护、检修等工作,必须由受过专业培训的技术人员来承担;
3)无关人员进入机械手工作范围,应告知安全人员并了解应注意的安全要求;
4)没有征得制造商的同意,任何试图改变机械手原始设计的应用范围以及其它改装行为都是被禁止的;
二.安装与搬运
1.安装尺寸
2.包装尺寸
3.拆箱后搬运
注意!
搬运过程中禁止人员在机械手下方作业
注意!
假如机械手需要重新安装或者移动,请告知代理商或者制造商.
注意!
机械手在出厂前已确认完好状态,请在运输及拆箱过程中务必小心谨慎,
如果发现有因运输过失造成损伤,请立即告知运输公司,封存受损件以备检查,
并申请赔偿.
21
A00A090
耐磨垫
2
9
A00PSI12E
关节轴承
1
20
A00P81240
圆螺母
1
8
A00A080
定位柱
1
19
A00P85840
止退平垫
1
7
A00A070
旋出角度调整轴
1
18
A00P6008
滚珠轴承
2
6
A00A060
气缸旋转轴
1
17
A00PT81212
圆螺母
1
5
A00A050
拱旋转轴
1
16
A00PT85812
1
9
A00P15SL
手臂滑轨
1
18
A00PAS06
速度控制阀
2
8
A00C090
护管固定架
注塑机机械手使用方法
注塑机机械手使用方法注塑机机械手是一种用于注塑机操作和自动化生产的设备。
它具有精确的定位控制,高效的作业速度和稳定的运行性能,被广泛应用于制造业的各个领域。
下面将详细介绍注塑机机械手的使用方法。
一、安装调试1. 检查注塑机机械手的外观和内部结构,确认设备完好无损。
2. 将机械手安装在注塑机旁边的工作台上,确保机械手与注塑机之间有足够的操作空间。
3. 将机械手的电源线和控制线连接到对应的电源和控制系统上。
4. 根据注塑机的参数设置,对机械手进行调试和校准,确保它能够准确地抓取注塑件并进行操作。
二、操作流程1. 开机准备a. 打开注塑机和机械手的电源开关。
b. 启动注塑机和机械手的控制系统,并进行初始化。
c. 清理注塑机的工作台和周围环境,确保工作环境整洁。
2. 参数设置a. 根据注塑件的尺寸、重量和工艺要求,设置机械手的抓取和操作参数,包括抓取点坐标、速度、力度等。
b. 根据生产任务的要求,设置机械手的作业模式,如单循环操作、连续运行、自动换模等。
3. 作业操作a. 手动操作:通过控制面板或操作手柄控制机械手进行手动操作,包括移动、抓取、放置等。
进行手动操作时,需要操作员具备相关技术和经验,确保操作安全和准确。
b. 自动化操作:通过预设程序和触发信号,实现机械手的自动化操作。
操作员只需设置好注塑机和机械手的参数,启动自动操作模式,机械手将按照预设程序进行操作,减少人工干预和提高生产效率。
4. 监控和调试a. 在操作过程中,及时监测机械手的运行状态和作业效果,如抓取力度、抓取准确度等。
如有异常或问题,及时进行调整和修复。
b. 定期对机械手进行保养和维护,清洁抓取爪、油润滑系统、检查电气部件的连接情况等,确保设备的正常运行和延长使用寿命。
5. 安全操作a. 在操作注塑机机械手时,操作员应严格按照操作规程进行操作,遵守安全生产规范。
b. 在进行机械手操作前,确保注塑机停止工作,避免误操作引起事故。
6. 故障排除a. 如果机械手出现故障或异常,及时停机排除故障,避免对生产环节造成影响。
注塑机机械手说明书.docx
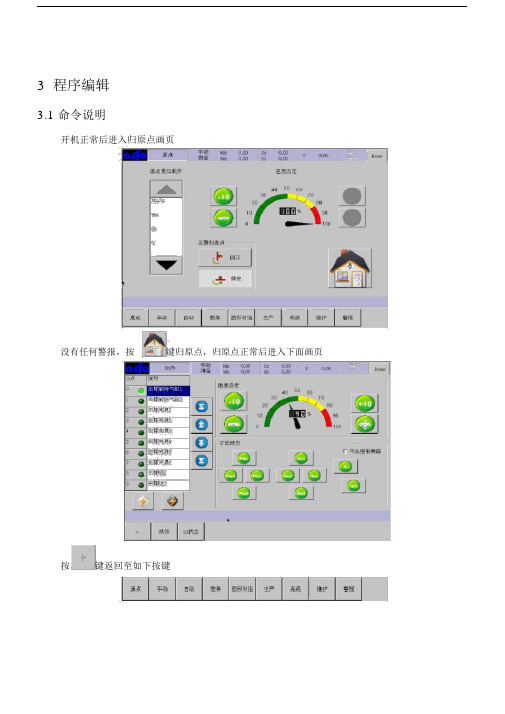
3程序编辑3.1 命令说明开机正常后进入归原点画页没有任何警报,按键归原点,归原点正常后进入下面画页按键返回至如下按键按“教导”键进入编辑画页。
3.1.1编辑器说明删除一行程序创建一个新程序剪下一行程序复制一行程序贴上复制一行程序或剪下一行程序。
光标移到下一行换到下一页换到最下一页换到最上一页光标移到上一行换到上一页把程序内容显示扩大编辑各功能键说明3.1.2教导指令1)直线(轴直线运动操作)按键进入各轴直线运动操作。
轴操作有两种方式,第一、直接通过数字键盘输入各轴位置;第二、通过右边各轴寸动键操作到所需位置,按左边“ MX ”等一个键把当前位置设到对画框内。
如果要全部设入,按键。
当通过数字键盘输入各轴位置时,一定要注意所设定值是否安全。
2)速度按键进入速度设定。
3)计时按键进入延时功能设定。
4)一般 I/O按键进入侧姿回正等选择。
5)成型 I/O按键进入成型相关条件设定。
6)治具 I/O按键进入治具相关功能设定。
7)周边 I/O按键进入周边相关功能设定。
8)回圈按键进入循环功能设定。
9)跳跃按键进入跳转功能设定。
10)停止按键进入程序完成设定。
11)宏按键进入调用已经编好的子程序。
编号为 0~99 共 100 个。
12)堆叠按键进入装箱取物功能设定。
编号为 0~3 共 4 个。
13)运算按键进入相关功能设定。
此功能在高阶编程内做详细说明。
为变数。
3.1.3编辑新程序1)程序保存归完原点后进入如下操作页面点击按钮,屏幕下方显示如下菜单单击,进入教导画面点击档案按钮进入如下画面在此页点击按钮,切换到如下画面点击模具编号空白框,弹出输入键盘如下输入模具编号,点击,再点击保存按钮。
在此画面中可以根据模具产品功能需要,编辑各式程序。
下面进入正式教导阶段:2)速度按键进入如下画面点击空白框,弹出输入键盘,输入速度值,点击,输入完毕,返回以上画面,点击,进入如下画面此速度为在下一速度设定前直线运动时各轴的运动速度,如果以下程序中没有再设定其它速度,整个程序中轴运动都以此速度运行。
艾尔发注塑机械手说明书

5高级应用及编程5.1系统设定在任意操作画面的下方菜单栏点击“系统”按钮进入如下操作画面在该画面中可以设置:1、警报设置a)警报静音(关):有异常报警时,蜂鸣器会响;b)警报静音(开):即使有异常报警时,蜂鸣器不会响。
2、横出方式设置a)横出警示(关):机械手正常横出;b)横出警示(开):机械手每次横出时发出警示,蜂鸣器响一次。
3、机械手状态设置a)机械手使用(关):机械手不使用;b)机械手使用(开):机械手处于使用状态。
4、Mx可合模的安全位置:引拔退回到该位置后才送允许关模,此功能是为防止类似有送模机的机台,关模时撞到机械手臂而设计的。
5、检知方式设定a)全程检知:机械手从开始取产品一直到产品放掉整个过程中都检测产品是否脱落,如果脱落则警报,机械手暂停。
b)模内检知:机械手只在从开始取物到其横出过安全门这段过程中对产品进行检测,如果产品脱落则警报;在安全门之外,不对产品进行检测。
c)不检知:机械手不检查是否取到产品。
6、禁区功能设置a)开:禁区中设置的参数有效,机械手运行必须在禁区参数设定范围内,否则警报。
b)关:禁区中设置的参数无效,其设置不影响机械手运行。
点击屏幕下方菜单栏中的按键“进阶操作”,进入下面页面1)全自动下可修改的距离范围机械手全自动运行时,能修改轴位置最大距离。
超过时给出提示。
2)机械手本体的IO延迟时间:侧姿,回正信号在O点动作过设定时间后没检到I点发警报。
3)横出轴的原点反相:若选中该项,则机械手归原点时Y轴会往Y+方向找原点。
4)使用模内下行待机功能:若选中该项,则需设置待机点坐标,每次循环都会先回到待机点位置。
5)安全门打开的处理方式a)安全门打开后立即停止:全自动运行时安全门打开后立即停止,后续不在执行,要重新启动运行。
b)安全门关闭后继续加工:全自动运行时安全门打开立即暂停,关门后机械手继续执行后面动作。
6)副臂使用方式:当勾选时,机械手具有相应机型的功能5轴副臂使用伺服;3轴副臂不使用;3轴副臂加汽缸。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
1. 前言
1.1前言
本书记载了本控制系统的操作维修和发生故障时的处理方法。
请仔细阅读该说明书,并充分理解其所述内容。
禁止执行或使用本说明书中没有记述的步骤或方法。
尚未充分理解本说明书的内容即对机械手进行操作,如出现机械故障或造成人员伤亡,本公司概不负责,敬请谅解。
为了任何人在任何情况下都能够阅读到本说明书,请将本说明书放置在机械手附近,并决定保管责任人负责管理。
危险程度标志
本说明书中记录的安全注意事项共分为下三类,危险程义高的时候,请尤其要小心操作。
■关于要点提示(POINT)
有关操作要点的提示在本书中以标志来表示。
1.1 安全注意事项
■ 保养作业
■完成作业后
1.2安全注意事项
为了安全正确地使用自动机械手,危险的地方贴有警告标志。
■危险程度标志
本说明书中记录的安全注意事项共分为下三类,危险程义高的时候,请尤其要小心操作。
■警告标志板的种类
※请注意,可能存在着在本类型的机械中没有使用的警告标志。
引拔动作危险警告
横行动作危险警告
小心冷却风扇警告
小心电动机高温的警告
禁止触摸禁止触摸。