不锈钢焊条特性及使用方法
不锈钢电焊条规格型号及用途
不锈钢电焊条规格型号及用途
锈钢电焊条是采用优质碳化物为原料,经过特殊工艺制备,具有良好
的抗腐蚀性能和焊接性能的一种焊条。
其应用范围主要为不锈钢金属材料
的焊接。
一、ER2209不锈钢电焊条:
ER2209是一种焊接性能良好的锈钢电焊条,以碳钢和不锈钢为基体,通过添加Cr、Ni、Mo等元素制成,可以用于不锈钢中所有合金的焊接,
如AISI316L、317L,它具有优质的抗腐蚀性能,能够满足海水、酸、碱
的现场要求,还能抗衰减效果,是一种优秀的不锈钢焊条。
二、ER308L不锈钢电焊条:
ER308L是一种加入18-20%Ni、8-10%Cr、0.05%C的有机不锈钢电
焊条,可以满足不同种类不锈钢金属焊接,如AISI304L、AISI302等,可
以满足抗渗透性、抗腐蚀性和热稳定性的要求,操作方便,当操作温度高
的时候,焊接部分可以有效的防止焊接处裂边和安全性等,是一种优质的
焊接材料。
三、ER316L不锈钢电焊条:
ER316L是一种加入18-20%Ni、13-15%Cr、2-3%Mo和0.03%C的
高性能不锈钢电焊条,具有抗腐蚀性和强度高的特点,可以满足不锈钢
AISI316的焊接,常用于高温和恶劣海洋环境下的应用,可以抗衰减,抑
制热变形,且焊接性能及密封性良好,对于海洋环境有着显著的抗腐蚀性能。
不锈钢焊接工艺技术要点及焊接工艺规程
不锈钢焊接工艺技术要点及焊接工艺规程焊接时,为保证焊接质量,必须选择合理的工艺参数,所选定的焊接工艺参数总称为焊接工艺标准。
例如,手工电弧焊的焊接工艺标准包括:焊接电流、焊条直径、焊接速度、电弧长度〔电压〕和多层焊焊接层数等,其中电弧长度和焊接速度一般由操作者在操作中视实际情况自行掌握,其他参数均在焊接前确定。
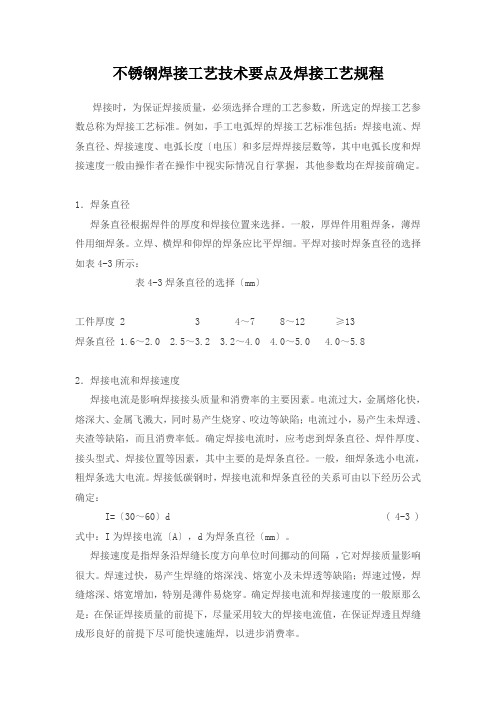
1.焊条直径焊条直径根据焊件的厚度和焊接位置来选择。
一般,厚焊件用粗焊条,薄焊件用细焊条。
立焊、横焊和仰焊的焊条应比平焊细。
平焊对接时焊条直径的选择如表4-3所示:表4-3焊条直径的选择〔mm〕工件厚度 2 3 4~7 8~12 ≥13焊条直径 1.6~2.0 2.5~3.2 3.2~4.0 4.0~5.0 4.0~5.82.焊接电流和焊接速度焊接电流是影响焊接接头质量和消费率的主要因素。
电流过大,金属熔化快,熔深大、金属飞溅大,同时易产生烧穿、咬边等缺陷;电流过小,易产生未焊透、夹渣等缺陷,而且消费率低。
确定焊接电流时,应考虑到焊条直径、焊件厚度、接头型式、焊接位置等因素,其中主要的是焊条直径。
一般,细焊条选小电流,粗焊条选大电流。
焊接低碳钢时,焊接电流和焊条直径的关系可由以下经历公式确定:I=〔30~60〕d ( 4-3 ) 式中:I为焊接电流〔A〕,d为焊条直径〔mm〕。
焊接速度是指焊条沿焊缝长度方向单位时间挪动的间隔,它对焊接质量影响很大。
焊速过快,易产生焊缝的熔深浅、熔宽小及未焊透等缺陷;焊速过慢,焊缝熔深、熔宽增加,特别是薄件易烧穿。
确定焊接电流和焊接速度的一般原那么是:在保证焊接质量的前提下,尽量采用较大的焊接电流值,在保证焊透且焊缝成形良好的前提下尽可能快速施焊,以进步消费率。
手工电弧焊重要的工艺及参数1.焊条直径主要根据焊件的厚度,焊接位置,焊道层数及接头形式来决定。
焊接件厚度较大时,选用较大直径焊条。
平焊时,可采用较大电流焊接。
焊条直径也相应选大。
横焊、立焊或仰焊时,因焊接电流比平焊小,焊条直径也相应小些。
不锈钢电焊条规格型号及用途
不锈钢电焊条规格型号及用途1.AWSE308:这是一种氩弧焊用的不锈钢电焊条,适用于焊接18-8型不锈钢(如304、304L等)以及类似不锈钢的材料。
它具有良好的耐腐蚀性和耐高温性,适用于在化工、食品加工、制药等行业中的不锈钢焊接。
2.AWSE309:这是一种用于焊接不锈钢到普通碳钢或低合金钢的不锈钢电焊条。
它适用于不锈钢与碳钢管道、容器以及其他焊接工作中。
该型号的电焊条有不锈钢焊接材料中最高的抗冲击性和抗热裂性。
3.AWSE316:这是一种高铬和高镍的不锈钢电焊条,适用于焊接耐酸不锈钢(如316、316L等)以及类似不锈钢的材料。
它具有良好的耐蚀性和耐高温性,适用于化工装置、船舶和核工业中的不锈钢焊接。
除了上述常见的规格型号外,还有许多其他不锈钢电焊条,如AWSE309-15、AWSE316L-16等。
每个规格型号的不锈钢电焊条具有不同的化学成分、焊接特性和适用范围。
1.不锈钢结构的制造:不锈钢电焊条可用于建筑、化工、石油、食品等行业中不锈钢结构的制造,如制造各种不锈钢容器、管道、设备等。
2.不锈钢修复与维护:不锈钢电焊条可用于修复和维护不锈钢设备,如修复不锈钢管道、焊接不锈钢储罐等。
3.高温环境中的焊接:不锈钢电焊条具有良好的耐高温性和耐腐蚀性,适用于高温环境下的焊接工作,如核电站中的不锈钢焊接。
4.化工设备的制造:不锈钢电焊条适用于制造化工设备,如制造化工反应釜、蒸发器、换热器等。
总的来说,不锈钢电焊条是一种重要的不锈钢焊接材料,具有良好的耐腐蚀性和耐高温性。
它广泛应用于建筑、化工、石油、食品等行业中的不锈钢焊接工作,并可用于高温环境的焊接和不锈钢设备的修复与维护。
不绣钢焊条用途

不绣钢焊条用途不锈钢焊条是焊接不锈钢材料时常用的焊接材料之一。
它的主要成分是铬、镍和铁,具有抗腐蚀、耐高温和耐磨损等特性。
下面将详细介绍不锈钢焊条的用途。
首先,不锈钢焊条广泛应用于食品加工行业。
随着人们生活水平的提高,对食品卫生安全的要求也越来越高。
而不锈钢焊条具有良好的耐腐蚀性和抗菌性能,能够有效防止焊接接头出现腐蚀现象,确保食品加工设备的卫生安全。
同时,不锈钢焊条还能够焊接各种形状的不锈钢管道、容器和设备,使其密封性更好,不会产生污染物。
其次,在化工行业中,不锈钢焊条也被广泛使用。
现代化工生产中,许多化学品对金属的腐蚀性极强,而不锈钢焊条具有耐酸碱性、耐磨损性和耐高温性,能够承受严苛的工作环境。
不锈钢焊条被用于焊接化工设备和管道,使其具有良好的密封性和耐腐蚀性,确保化学品的质量和安全。
再次,不锈钢焊条在能源领域也起着重要作用。
如今,随着新能源的发展和利用,不锈钢焊条广泛应用于核电站、火电站和天然气管道等领域。
不锈钢焊条的耐高温性能使得它能够承受高温下的腐蚀和压力,确保能源设备的使用安全和高效。
此外,不锈钢焊条还在船舶制造和海洋工程领域得到了广泛应用。
船舶制造需要使用耐腐蚀的材料,以应对海洋环境中的腐蚀和氧化。
不锈钢焊条具有良好的耐蚀性能,能够焊接各种类型的船体和海洋结构,确保其使用寿命和安全性。
最后,不锈钢焊条还在建筑行业中得到了应用。
建筑物的结构部件需要具有耐久性和抗腐蚀性,以确保其使用寿命和安全性。
不锈钢焊条可用于焊接建筑钢结构、不锈钢护栏、门窗等,为建筑物提供良好的结构强度和防腐性。
总之,不锈钢焊条具有耐腐蚀性、耐高温性和耐磨损性等优点,在多个领域广泛应用。
从食品加工行业到化工、能源、航海和建筑领域,不锈钢焊条都发挥着至关重要的作用,提高了产品的质量和生产效率,保障了工业生产的安全性。
奥氏体不锈钢的焊接特点及焊接工艺
奥氏体不锈钢的焊接特点及焊接工艺【摘要】奥氏不锈钢的焊接技术在我国得到了广泛的使用,其虽然有很多的优点,但仍还存在许多的缺点,本文将从奥氏体不锈钢的化学成分、组织和性能,奥氏体不锈钢焊接方法,奥氏体不锈钢焊接问题及解决措施等方面去了解在这方面内容。
【关键词】奥氏体,不锈钢,焊接工艺,焊接特点一、前言不锈钢是一种广泛使用的金属材料,而且不锈钢使用的前景也是十分广阔的,我们应该深入的了解不锈钢焊接的本质和实在意义,为下一步发展打下坚实的基础。
本文的简单介绍和深入理解将会给读者带来全新的和全方位的视角去看待奥氏不锈钢的优缺点。
二、奥氏体不锈钢的化学成分、组织和性能奥氏体不锈钢基本成分为18%Cr、8%Ni,简称18- 8 型不锈钢。
为了调整耐腐蚀性、力学性能、工艺性能和降低成本,在奥氏体不锈钢中还常加入Mn、Cu、N、Mo、Ti、Nb 等合金元素,以此在18- 8 型不锈钢基础上发展了许多新钢种。
奥氏体不锈钢具有良好的焊接性、低温韧性和无磁性等性能,其特点是含碳量低于0.1%,利用Cr、Ni 配合获得单相奥氏体组织,具有良好的冷变形能力、较高的耐蚀性和塑性,可以冷拔成很细的钢丝、冷拔成很薄的钢带或钢管。
与此同时,经过大量变形后,钢的强度大为提高,这是因为除了冷作硬化效果外,还叠加了形变诱发马氏体转变。
奥氏体不锈钢具有良好的抗均匀腐蚀能力,但在抗局部腐蚀方面仍存在一些问题。
奥氏体不锈钢焊接的主要问题是:焊接接头晶间腐蚀、焊接接头应力腐蚀开裂、焊接接头热裂等。
三、奥氏体不锈钢焊接方法奥氏体不锈钢的焊接方法有很多,例如手工焊、气体保护焊,埋弧焊、等离子焊等等。
最常用的焊接方法是手工焊(MMA),其次是金属极气体保护焊(MIG/MAG)和钨极惰性气体保护焊(TIG)。
本文以石油化工行业管道安装施工中最常用的手工电弧焊及钨极氩气保护焊为例,简单描述其焊接施工中的注意事项。
1.手工焊条电弧焊,是焊接厚度在2 mm 以上的奥氏体不锈钢板最常用的焊接方法。
不锈钢焊条的种类及使用场合

不锈钢焊条的种类及使用场合我要打印IE收藏放入公文包我要留言查看留言文章来源:中国切割机网|中国切割设备网添加人:root 添加时间:2008-9-3 17:37:23根据切割设备网消息:一、PP-A102铬19镍10不锈钢焊条PP-A102焊条药皮为钛钙型,选用相应的不锈钢焊芯H0Cr21Ni10,采用先进工艺制造而成。
该焊条熔滴过渡方式为颗粒和渣壁过渡,具有药皮耐发红特性。
不论是连续焊还是间断焊都能顺利焊完。
该焊条交直流两用,操作性能极佳,具有焊缝成型平坦、美观、电弧稳定、飞溅极小、脱渣容易等特点,适用于平角焊、平板对接焊。
熔敷金属具有良好的力学性能和抗晶间腐蚀性能。
用于焊接工作温度低于300的耐腐蚀的0铬19镍9、铬19镍9钛等不锈钢结构。
二、PP-042超低碳铬23钼13钼2不锈钢焊条PP-A042超低碳不锈钢焊条药皮为钛钙型,采用先进工艺制造而成。
该焊条熔滴过渡方式为颗粒和渣壁过渡,具有药皮耐发红特性。
不论是连续焊还是间断焊都能顺利焊完。
该焊条交直流两用,操作性能极佳,具有焊缝成型平坦、美观、电弧稳定、飞溅极小、脱渣容易等特点,适用于平角焊、平板对接焊。
熔敷金属具有良好的力学性能和抗晶间腐蚀性能。
适用于焊接相同类型的不锈钢材料(如尿素合成塔衬里)及异种钢焊接等。
PP-A002超低碳不锈钢焊条药皮为钛钙型,选用相应的不锈钢焊芯H00Cr21Ni10,采用先进工艺制造而成。
该焊条熔滴过渡方式为颗粒和渣壁过渡。
具有药皮耐发红特性。
不论是连续焊还是间断焊都能顺利焊完。
该焊条交直流两用,操作性能极佳,具有焊缝成型平坦、美观、电弧稳定、飞溅小、脱渣容易等特点,适用于平角焊、平板对接焊。
熔敷金属具有良好的力学性能和抗晶间腐蚀性能。
适用于焊接钛稳定性奥氏体不锈钢和同类型不锈钢。
三、PP-A132铬19镍10铌不锈钢焊条PP-A132焊条药皮为钛钙型,选用相应的不锈钢焊芯H0Cr21Ni10,在药皮中添加适量的铌元素,采用先进工艺制造而成。
不锈钢焊条种类及用途
不锈钢焊条种类及用途不锈钢焊条是一种用于不锈钢焊接的焊接材料,主要由金属粉末、氧化物、合成树脂等组成。
不锈钢焊条因其耐蚀性能好、抗氧化性能强等特点,在船舶、化工、石油、电力、食品和医疗等行业得到广泛应用。
下面将介绍几种常见的不锈钢焊条及其用途。
1.E308L不锈钢焊条E308L不锈钢焊条适用于焊接Austenitic不锈钢,如06Cr19Ni10(SUS 304)不锈钢。
它具有良好的耐晶间腐蚀性能、韧性和焊接性能,适用于在低温下进行焊接。
2.E309L不锈钢焊条E309L不锈钢焊条适用于焊接不锈钢与低合金钢之间的连接,如不锈钢与碳钢、低合金钢的连接等。
它具有良好的耐蚀性、高温强度和抗热裂性能,适用于耐高温和耐蚀性要求较高的环境。
3.E316L不锈钢焊条E316L不锈钢焊条适用于焊接含Mo元素的Austenitic不锈钢,如06Cr17Ni12Mo2(SUS316)不锈钢。
它具有良好的耐蚀性能和抗晶间腐蚀性能,适用于在有机酸、碱和氯化物等介质中进行焊接。
4.E347不锈钢焊条E347不锈钢焊条适用于焊接含钛或钛稳定的Austenitic不锈钢,如06Cr18Ni11Nb(SUS347)不锈钢。
它具有良好的耐蚀性和抗晶间腐蚀性能,适用于在高温环境下进行焊接。
5.E2209不锈钢焊条E2209不锈钢焊条适用于焊接双相(Austenitic-Ferritic)不锈钢,如022Cr22Ni5Mo3N(SUS 2205)不锈钢。
它具有良好的耐蚀性和强度,适用于在耐蚀性和抗拉强度要求较高的环境下进行焊接。
此外,根据不锈钢焊条所属的国际标准也有很多其他种类的不锈钢焊条,如AWSA5.4E308,AWSA5.4E309等。
不同种类的不锈钢焊条适用于不同的不锈钢材料和工作环境,选择合适的不锈钢焊条可以保证焊接质量和焊缝性能。
在选择和使用不锈钢焊条时,需要参考相应的技术规范和建议,并根据具体的应用需求进行选择。
不锈钢的焊接方法教程

和工件之间稳定发热,机器送入的金属丝作为焊条, 在自身电弧下融化。由于 MIG/MAG 焊接法的通用性 和特殊性的优点,至今她仍然是世界上最为广泛的 焊接方法,适用于钢、非合金钢、低合金钢和高合 金为基的材料。这使得它成为理想的生产和修复的 焊接方法。当焊接钢时,MAG 可以满足只有 0.6mm
(3)电弧长度:不锈钢的 MIG 焊接,一般都在喷 射过渡的条件下来施焊,电压要调整到弧长在 4~6mm 的程度。
(4)防风:MIG 焊接容易受到风的影响,有时微 风而产生气孔,所以风速在 0.5mc 以上的地方,都 应当采取防风措施。
(5)防潮:室外焊接时,必须保护工件不受潮, 以保持气体的保护效果。
2,焊极直径根据焊接电流大小决定,电流越大, 直径也越大。
0c72f8e 不锈钢厚壁管
3,焊弧和电弧电影,弧长范围约 0.5 到 3mm,对 应的电弧电压为 8~10V。
4,焊速:选择时要考虑到电流大小,焊件材料 敏感度,焊接位置及操作方式等因素决定。
一.不锈钢焊接方法、不锈钢焊接技术及注意 事项
不锈钢管的标准规格有 200 多种,大小均有, 小管较贵,尤其是毛细管.毛细管最差得由 304 材 质生产,不然管子容易爆裂.还可以为定做非标规
格的管材.无缝管主要用于工业上,表面为雾面,不 光亮.有缝管的表面是光亮面,管内有一条很细的 焊接线,俗称焊接管,主要用于装饰材料.另有工业 流体管,其抗压力视壁厚决定.310 与 310S 为耐高 温管.1080 度以下能正常使用,最高耐温达到 1150 度.
4mm 一下的厚度不用开破口,直接焊接,单面一 次焊透。4 到 6mm 厚度对接焊缝可采用不开破口接 头双面焊。6mm 以上,一般开 V 或 U,X 形坡口。其 次:对焊件,填充焊丝进行除油和去氧化皮。以保证
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
[原创]不锈钢焊条特性及使用方法
1、铬不锈钢具有一定的耐蚀(氧化性酸、有机酸、气蚀)、耐热和耐磨性能。
通常用于电站、化工、石油等设备材料。
铬不锈钢焊接性较差,应注意焊接工艺、热处理条件及选用合适电焊条。
2、铬13不锈钢焊后硬化性较大,容易产生裂纹。
若采用同类型的铬不锈钢焊条(G202、G207)焊接,必须进行300℃以上的预热和焊后700℃左右的缓冷处理。
若焊件不能进行焊后热处理,则应选用铬镍不锈钢焊条(A107、A207)。
3、铬17不锈钢,为改善耐蚀性能及焊接性而适当增加适量稳定性元素Ti、Nb、Mo等,焊接性较铬13不锈钢好一些。
采用同类型的铬不锈钢焊条(G302、G307)时,应进行200℃以上的预热和焊后800℃左右的回火处理。
若焊件不能进行热处理,则应选用铬镍不锈钢焊条(A107、A207)。
4、铬镍不锈钢焊条具有良好耐腐蚀性和抗氧化性,广泛应用于化工、化肥、石油、医疗机械制造。
5、铬镍不锈钢焊接时,受到重复加热析出碳化物,降低耐腐蚀性和力学性能。
6、铬镍不锈钢药皮有钛钙型和低氢型。
钛钙型可用于交直流,但交流焊时熔深较浅,同时容易发红,故尽可能采用直流电源。
直径4.0及以下可用于全位置焊件,5.0及以上用于平焊及平角焊。
7、焊条使用时应保持干燥,钛钙型应经150℃干燥1小时,低氢型应经200-250℃干燥1小时(不能多次重复烘干,否则药皮容易开裂剥落),防止焊条药皮粘油及其它脏物,以免致使焊缝增加含碳量和影响焊件质量。
8、为防止由于加热而产生睛间腐蚀,焊接电流不宜太大,比碳钢焊条较少20%左右,电弧不宜过长,层间快冷,以窄焊道为宜。