常用焊条新旧牌号对照表
常用焊条牌号对照表
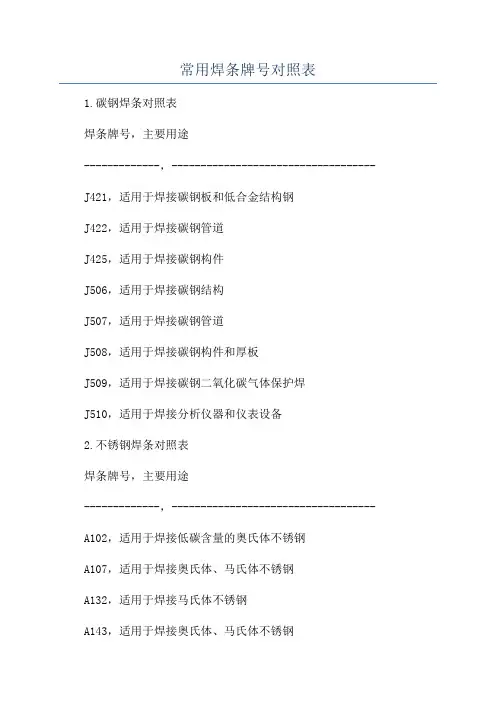
常用焊条牌号对照表1.碳钢焊条对照表焊条牌号,主要用途-------------,-----------------------------------J421,适用于焊接碳钢板和低合金结构钢J422,适用于焊接碳钢管道J425,适用于焊接碳钢构件J506,适用于焊接碳钢结构J507,适用于焊接碳钢管道J508,适用于焊接碳钢构件和厚板J509,适用于焊接碳钢二氧化碳气体保护焊J510,适用于焊接分析仪器和仪表设备2.不锈钢焊条对照表焊条牌号,主要用途-------------,-----------------------------------A102,适用于焊接低碳含量的奥氏体不锈钢A107,适用于焊接奥氏体、马氏体不锈钢A132,适用于焊接马氏体不锈钢A143,适用于焊接奥氏体、马氏体不锈钢A167,适用于焊接奥氏体不锈钢装饰构件A182,适用于焊接不锈钢管道3.铝焊条对照表焊条牌号,主要用途-------------,-----------------------------------H111,适用于焊接铝合金构件、车辆制造H112,适用于焊接铝合金厚板H113,适用于焊接铝制家具和装饰构件H131,适用于焊接铝合金船体、航空器制造H151,适用于铝合金船体、航空器制造4.钛焊条对照表焊条牌号,主要用途-------------,-----------------------------------E110,适用于焊接钛合金构件E120,适用于焊接钛合金船体、航空器制造E130,适用于焊接钛合金石油设备、化工设备制造E140,适用于焊接钛合金焊接结构5.镍合金焊条对照表焊条牌号,主要用途-------------,-----------------------------------ENiCrMo-3,适用于焊接镍基合金和其他合金材料ENiCrFe-2,适用于焊接高镍合金、铜合金和其他合金材料ENiCu-7,适用于焊接镍铜合金、钢和其他合金材料总结:焊条作为常用焊接辅助材料,不同的焊条牌号适用于焊接不同材料和工艺需求。
焊条型号和牌号对照表

表12.4 常用焊条型号和牌号对照表1名词解释:E,表示焊条。
前两位数字表示熔敷金属的抗拉强度最小值,单位为㎏(应换算成相应的Mpa)。
第3位数字表示焊接位置:0和1表示可以全位置焊接(平、仰、立、横)。
2表示焊条适用于平焊和平角焊。
4表示向下立焊。
第3位和第4位数字组合时表示焊接电流种类及药皮类型。
在第四位数字后附加“R“表示耐吸潮焊条,附加“E,表示焊条。
前两位数字表示熔敷金属的抗拉强度最小值,单位为㎏(应换算成相应的Mpa)。
第3位数字表示焊接位置:0和1表示可以全位置焊接(平、仰、立、横)。
2表示焊条适用于平焊和平角焊。
4表示向下立焊。
第3位和第4位数字组合时表示焊接电流种类及药皮类型。
在第四位数字后附加“R“表示耐吸潮焊条,附加“M“表示耐吸潮和力学性能有特殊规定的焊条,附加“-1“表示冲击性能有特殊规定的焊条。
例1:E4315,表示低氢钠型焊条,适用于全位置焊接,电流种类为直流反接,熔敷金属抗拉强度≥420Mpa(43kgf/mm2)。
例2:E4316,表示低氢钾型焊条,适用于全位置焊接,电流种2类为交流或直流反接,熔敷金属抗拉强度≥420Mpa(43kgf/mm2)。
E4328 表示铁粉低氢型焊条,适用于平焊、平角焊,电流种类为交流或直流反接,熔敷金属抗拉强度≥420Mpa(43kgf/mm2)。
3项目介绍D502阀门堆焊焊条符合 GB EDCr-A1-03说明: D502是钛钙型药皮的1Cr13型阀门堆焊焊条,可交直流两用,焊接工艺良好。
堆焊金属为1Cr13半铁素体高铬钢。
堆焊层具有空淬特性,一般不须进行热处理,硬度均匀,亦可在750-800℃退火软化,当加热至900-1000℃空冷或油淬后,可重新硬化。
4用途: 这是一种通用性的表面堆焊用焊条,用于堆焊工作温度在450℃以下的碳钢或合金钢的轴及阀门等。
熔敷金属化学成分(%) 化学成分 C S P Cr 其它元素总量保证值≤0.15 ≤0.030 ≤0.040 10.0~16.0 ≤2.50堆焊层硬度: (焊后空冷)HRC≥40参考电流 (AC、DC) 焊条直径(mm) φ2.5 φ3.2 φ4.0 φ5.0焊接电流(A) 50~80 80~120 120~160 160~200注意事项:1.焊前焊条须经150℃左右烘焙1h。
常用碳钢焊条新旧牌号对照及适用范围
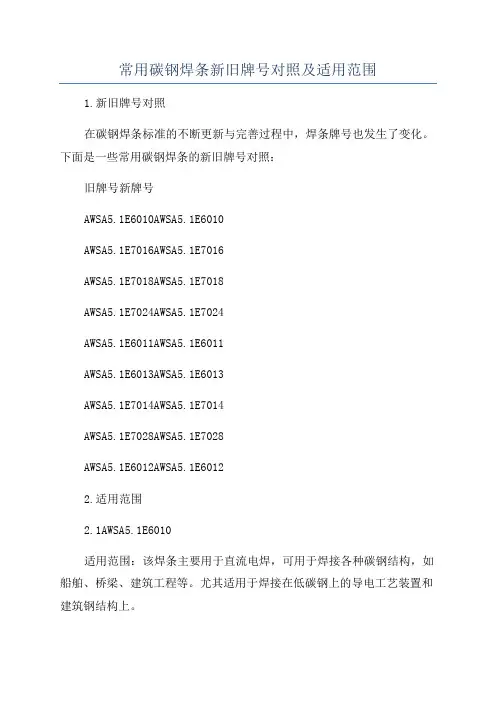
常用碳钢焊条新旧牌号对照及适用范围1.新旧牌号对照在碳钢焊条标准的不断更新与完善过程中,焊条牌号也发生了变化。
下面是一些常用碳钢焊条的新旧牌号对照:旧牌号新牌号AWSA5.1E6010AWSA5.1E6010AWSA5.1E7016AWSA5.1E7016AWSA5.1E7018AWSA5.1E7018AWSA5.1E7024AWSA5.1E7024AWSA5.1E6011AWSA5.1E6011AWSA5.1E6013AWSA5.1E6013AWSA5.1E7014AWSA5.1E7014AWSA5.1E7028AWSA5.1E7028AWSA5.1E6012AWSA5.1E60122.适用范围2.1AWSA5.1E6010适用范围:该焊条主要用于直流电焊,可用于焊接各种碳钢结构,如船舶、桥梁、建筑工程等。
尤其适用于焊接在低碳钢上的导电工艺装置和建筑钢结构上。
2.2AWSA5.1E7016适用范围:该焊条适用于直流电焊和交流电焊,可用于焊接碳钢、低合金钢和高强度钢结构。
广泛应用于造船、桥梁、压力容器、机械制造等行业。
2.3AWSA5.1E7018适用范围:该焊条适用于直流电焊和交流电焊,具有良好的焊接性能和高强度。
广泛用于焊接船舶、桥梁、钢结构、压力容器等。
2.4AWSA5.1E7024适用范围:该焊条适用于直流电焊和交流电焊,可用于焊接碳钢、低合金钢和高强度钢。
特别适用于焊接重型板材和大型钢结构。
2.5AWSA5.1E6011适用范围:该焊条适用于直流电焊和交流电焊,可用于焊接碳钢、低合金钢和高强度钢。
通常用于焊接对焊性要求较高的结构,如车架、钢板等。
2.6AWSA5.1E6013适用范围:该焊条适用于直流电焊和交流电焊,通常用于焊接碳钢、低合金钢和高强度钢。
广泛应用于焊接薄板和中板的各种结构。
2.7AWSA5.1E7014适用范围:该焊条适用于直流电焊和交流电焊,可用于焊接碳钢、低合金钢和高强度钢。
常见焊条焊丝型号牌号对照一览表
用于腐蚀硝酸、耐热同类型不锈钢表面堆焊
THT-2209
THS-2209
H03Cr22Ni8Mo3N
用于含Cr22%双相不绣钢的焊接
碳钢焊条
牌号
型号
GB
熔敷金属化学成分%≤
熔敷金属力学性能≥
特点与用途
C
Mn
Si
S
P
其余
Rel/
MPa
Rm
MPa
A
%
AKV
J
J421
E4313
—
355
440/
570
22
0℃
47
焊接低碳钢结构,特别适用于薄板小件及短焊缝的间断焊和盖面焊;可全位置焊接
THJ421X
E4313
—
330
420
17
0℃
27
焊接低碳钢及镀锌板,特别适用于薄板的立向下焊及间断焊
THJ421Fe18
E4324
—
330
420
17
0℃
47
适用于船体结构低碳钢和其他相应等级的普通低碳钢的平焊、平角焊
用于相同类型不锈钢以及复合钢结构的焊接
THT-317
THS-317
H08Cr19Ni14Mo3
用于重要的耐腐蚀化工容器的焊接
THT-317L
THS-317L
H03Cr19Ni14Mo3
用于重要的耐腐蚀化工容器的焊接
THT-321
THS-321
H08Cr19Ni10Ti
用于304、321、347型不锈钢以及耐热钢的焊接
THJ506
E5016
E7016
THA107
E308-15
焊条型号与牌号对照表
A402
焊接高温下工作的同类型耐热不锈钢,Cr5Mo/Cr9Mo/Cr13钢等
E310-15
A407
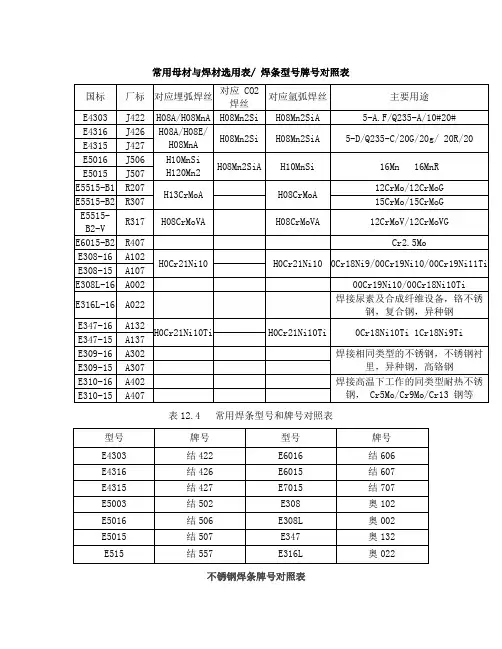
表12.4常用焊条型号和牌号对照表
型号
牌号
型号
牌号
E4303
结422
E6016
结606
E4316
结426
E6015
结607
E4315
结427
E7015
结707
E5003
结502
E308
奥102
C≤0.04%,良好的耐热、耐腐蚀、抗裂性
A032
E316Cul-16
00Cr19Ni13Mo2Cu
A042
E309Mol-16
00Cr23Ni13Mo2
C≤0.04%,
A052
00Cr18Ni24Mo5
C≤0.04%焊缝耐甲酸、醋酸、氯离子腐蚀性能
A062
E309L-16
00Cr23Ni13
A101
E4315
J427
E5016Байду номын сангаас
J506
H10MnSiH120Mn2
H08Mn2SiA
H10MnSi
16Mn16MnR
E5015
J507
E5515-B1
R207
H13CrMoA
H08CrMoA
12CrMo/12CrMoG
E5515-B2
R307
15CrMo/15CrMoG
E5515-B2-V
R317
H08CrMoVA
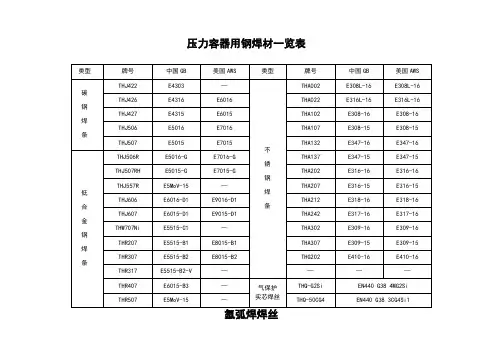
常用母材与焊材选用表/焊条型号牌号对照表
国标
厂标
对应埋弧焊丝
对应CO2焊丝
常用焊条新旧牌号对照表

12CrMoV预热250~300℃,715~745℃回火处理。
R317
E5515-B2-V
350×1
R327
E5515-B2-VW
15CrMoV预热250~300℃,715~745℃回火处理。
R337
E5515-B2-VNb
R402
E6003-B3
200×1
12Cr2Mo预热160~200℃,675~705℃回火处理。
A422
Cr25Ni20Si2
说明:15、25为碱性,直流反接;16、17、26为钛钙型,交流或直流反接。
二、合金钢焊条
国家标准
GB982-77
国家标准GB5118-95
烘干温度
及时间℃×h
适用于焊接钢材
R102
E5003-A1
150~200×1
15 Mo预热90~110℃,605~635℃回火处理。
Cr19Ni13Mo3
A302
E309-16
Cr23Ni13
A307
E309-15
250×1
Cr23Ni13
A312
E309Mo -16
150×1
Cr23Ni13Mo2
A402
E310-16
Cr25Ni20
A407
E310-15
250×1
Cr25Ni20
A412
E310Mo -16
150×1
Cr26Ni21Mo2
R107
350×1
R202
E5503-B1
150~200×1
12 Cr Mo预热150~200℃,605~635℃回火处理。
R207
350×1
R302
常见焊条焊丝型号牌号对照一览表
E5016
0.12
1.60
0.75
0.035
0.040
—
400
490
22
-30℃
27
专用于中碳钢及低合金钢结构的底层打底焊接,单面焊双面成形操作容易
THJ506X
E5016
0.12
1.60
0.75
0.035
0.040
—
400
490
20
-30℃
47
特别适用于立向下角焊缝和搭接焊缝,焊缝成形美观,低氢型药皮的立向下焊专用焊条
THJ506-1
E5016-1
0.12
1.60
0.75
0.030
0.030
—
400
490
20
-46℃
27
适用于低温高韧性材料的全位置焊接
THJ506Fe-1
E5018-1
0.10
1.60
0.65
0.030
0.030
—
420
500/
640
22
-50℃
47
用途同THJ506-1,药皮中含有铁粉,可提高焊条熔敷效率,工艺性能好
THJ506Fe16
E5028
0.12
1.60
0.90
0.035
0.040
—
400
490
22
-20℃
27
用途同THJ506,适用于平焊和平角焊缝,焊条熔敷率为160%左右
THJ507
E5015
0.10
0.85/
1.40
0.65
0.030
0.035
—
400
490
焊条标准牌号对照表
焊条标准牌号对照表焊条新旧牌号对照及适用范围国家标准GB983-77 国家标准GB983-85 国家标准GB983-95 烘干适用于焊接钢材A002 E00-19-10-16 E308L-16 150℃×1 h 0Cr19Ni10; 0Cr19Ni11Ti;A022 E00-18-12Mo-16 E316L-16 00Cr17Ni14 Mo2A032 E00-19-13Mo2-Cu2-16 E317 Mo-CuL-16 0Cr18Ni12Mo2Cu2A042 E00-23-13Mo2-16 E309 Mo L-16 00Cr23Ni13Mo2A062 E00-23-13-16 E309 L-16 00Cr23Ni13A101 E0-19-10-16 E308-16 1Cr19Ni9; Cr19Ni10; 0Cr19Ni11A102 E0-19-10-16 E308-16 0Cr19Ni9; 0Cr19Ni11TiA107 E0-19-10-15 E308-15 250℃×1 h 0Cr19Ni9A132 E0-19-10Nb-16 E347-16 150℃×1 h C r19Ni11TiA137 E0-19-10Nb-15 E347-15 250℃×1 h 0Cr19Ni11TiA201 E0-18-12Mo2-16 E316-16 250℃×1 h(禁反复烘) 0Cr18Ni12Mo2A202 E0-18-12Mo2-16 E316-16 150℃×1 h 0Cr18Ni12Mo2A207 E0-18-12Mo2-15 E316-15 250℃×1 h 0Cr18Ni12Mo2; Cr13; Cr17A242 E0-19-13Mo3-16 E317-16 150℃×1 h Cr19Ni13Mo3A302 E1-23-13-16 E309-16 Cr23Ni13A307 E1-23-13-15 E309-15 250℃×1 h Cr23Ni13A312 E1-23-13Mo2-16 E309 Mo -16 150℃×1 h Cr23Ni13Mo2A402 E2-26-21-16 E310 -16 Cr25Ni20A407 E2-26-21-15 E310 -15 250℃×1 h Cr25Ni20A412 E1-21-21Mo2-16 E310Mo -16 150℃×1 h Cr26Ni21Mo2A422 Cr25Ni20Si2说明:15、25—碱性,直流反接; 16、17、26—钛钙型,交流或直流反接。
常用焊条牌号对照表
常用焊条牌号对照表
包括如下:
常见焊接焊条牌号一览表
钢材焊条牌号
焊条牌号用途焊接位置应用材料化学成分(%)
ER50-6 低碳钢结构用所有位置Q235、16Mn等C:
0.12~0.18Mn:0.50~0.90Si:≤0.35
ER70-6 中碳钢结构用所有位置Q235、16Mn等C:
0.07~0.15Mn:0.50~0.90Si:≤0.35
ER80-6 低合金钢结构用所有位置20MnMo、28MnSi、16Mn等 C:0.09~0.14Mn:0.50~0.90Si:≤0.35
ER55-6 低碳和其他碳字母代码低碳钢、低合金钢、不锈钢20MnMo、28MnSi、16Mn等 C:0.04~0.09Mn:0.50~0.90Si:≤0.35
ER70-4 中碳钢结构用所有位置Q235B、15MnVB等C:
0.08~0.15Mn:0.50~0.90Si:≤0.35
ER80-4 低合金钢结构用所有位置15MnVB、35CrMo等C:
0.07~0.14Mn:0.50~0.90Si:≤0.35
ER55-4 低碳和其他碳字母代码低碳钢、低合金钢、不锈钢15MnVB、35CrMo等C:0.03~0.09Mn:0.50~0.90Si:≤0.35
ER49-1 低碳钢结构用所有位置Q235A、15MnV等 C:
0.12~0.18Mn:0.60~1.00Si:≤0.35
ER70-2 中碳钢结构用所有位置Q235A、15MnV等 C:0.08~0.15Mn:0.60~1.00Si:≤0.35
ER80-2 低合金钢结构用所有位置15MnV、45Mn2等 C:0.07~0.14Mn:0.60~1.00Si:≤0.35。
焊条标准牌号对照表
国标
厂标
对应埋弧焊丝
对应 CO2 焊丝
对应氩弧焊丝
主要用途
E4303
J422
H08A/H08MnA
H08Mn2Si
H08Mn2SiA
5-A.F/Q235-A/10#20#
E4316
J426
H08A/H08E/ H08MnA
H08Mn2Si
H08Mn2SiA
5-D/Q235-C/20G/20g/ 20R/20
E316L-16
A022
焊接尿素及合成纤维设备,铬不锈钢,复合钢,异种钢
E347-16
A132
H0Cr21Ni10Ti
H0Cr21Ni10Ti
0Cr18Ni10Ti 1Cr18Ni9Ti
E347-15
A137
E309-16
A302
焊接相同类型的不锈钢,不锈钢衬里,异种钢,高铬钢
E309-15
A307
E9Mo-15
Cr5Mo 预热300~400℃,730~750℃回火处理
R802
E11MoVNi-16
1Cr11MoV 预热300~400℃,730~750℃回火处理
R807
E11MoVNi-15
R817
E11MoVNiW-15
Cr11MoNiVW预热350~450℃,730~750℃回火处理
R827
Cr11MoNiV; Cr11MoV预热350~450℃,730~750℃回火处理
说明:E5003-A1----碳钼钢;E5503-B1、B2、B3-----含铬量增加,铬钼钢;E5515-C2、C2、C3----含镍量增加,镍钢;
E5518-NM-----镍钼钢;W6015-D1、D2、D3-----含锰量增加,锰钼钢;E××10-G、E××03-G等:其它低合金钢焊条。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
A302
E309-16
Cr23Ni13
A307
E309-15
250×1
Cr23Ni13
A312
E309Mo -16
150×1
Cr23Ni13Mo2
A402
E310-16
Cr25Ni20
A407
E310-15
250×1
Cr25Ni20
A412
E310Mo -16
150×1
Cr26Ni21Mo2
国家标准
GB980-77
国家标准GB5117-95
使用
电源
烘干温度
及时间℃×h
适用于焊接钢材
J421
E4320
交流或
直流正接
150~200×1
A3;Q235A;Q235F;10;20钢的平焊及夹角焊
J422
E4303
A3;Q235A;Q235F;10;20
J423
E4301
J427
E4315
直流反接
常用焊条新旧牌号对照及适用范围
一、不锈钢焊条
国家标准
GB983-77
国家标准GB983-95
烘干温度
及时间℃×h
适用于焊接钢材
A002
E308L-16
150×1
0Cr19Ni10
0Cr19Ni11Ti
A022
E316L-16
00Cr17Ni14Mo2
A032
E317Mo-CuL-16
0Cr18Ni12Mo2Cu2
150×1
Cr19Ni11Ti
A137
E347-15
250×1
0Cr19Ni11Ti
A201
E316-16
250×1禁反复烘
0Cr18Ni12Mo2
A202
E316-16
150×1
0Cr18Ni12Mo2
A207
E316-15
250×1
0Cr18Ni12Mo2
Cr13
Cr17
A242
E317-16
150×1
烘干温度
及时间℃×h
适用于焊接钢材
W707
350×1
09Mo2V;09MnTiCuXi
W707Ni
E5515-C1
09Mo2V;16MnVA1;3.5Ni等
W907Ni
E5515-C2
3.5Ni预热150℃,600~650℃回火处理。
W107Ni
06AlNbCuN;16MnNb;3.5Ni
四、碳钢焊条
200×112CrMoV源自热250~300℃,715~745℃回火处理。
R317
E5515-B2-V
350×1
R327
E5515-B2-VW
15CrMoV预热250~300℃,715~745℃回火处理。
R337
E5515-B2-VNb
R402
E6003-B3
200×1
12Cr2Mo预热160~200℃,675~705℃回火处理。
R802
E11MoVNi-16
1 Cr11MoV预热350~450℃,730~750℃回火处理。
R807
E11MoVNi-15
R817
E11MoVNiW-15
Cr11MoNiVW预热300~400℃,730~750℃回火处理。
R827
Cr11MoNiV;Cr11MoV预热350~450℃,730~750℃回火处理。
A042
E309MoL-16
00Cr23Ni13Mo2
A062
E309L-16
00Cr23Ni13
A101
E308-16
1Cr19Ni9
Cr19Ni10
0Cr19Ni11
A102
E308-16
0Cr19Ni9
0Cr19Ni11Ti
A107
E308-15
250×1
0Cr19Ni9
A132
E347-16
R407
E6015-B3
350×1
R417
E5515-B3-VNb
12Cr3Mo3SiTiB预热200~300℃,715~745℃回火处理。
R507
E15MoV-15
Cr5Mo预热300~400℃,740~760℃回火处理。
R707
E9Mo-15
Cr5Mo预热300~400℃,730~750℃回火处理。
350~400×2
Q235B、C、D;20R;20g
J502
E5003
交流或
直流正接
150~200×1
Q295;Q345;16Mn
J506
E5016
直流反接或交流
350~400×2
Q295;Q345;16Mn;16MnR等
J507
E5015
直流反接
A422
Cr25Ni20Si2
说明:15、25为碱性,直流反接;16、17、26为钛钙型,交流或直流反接。
二、合金钢焊条
国家标准
GB982-77
国家标准GB5118-95
烘干温度
及时间℃×h
适用于焊接钢材
R102
E5003-A1
150~200×1
15 Mo预热90~110℃,605~635℃回火处理。
说明:E5003-A1为碳钼钢;E5503-B1、B2、B3为铬钼钢,含铬量增加;E5515-C1、C2、C3为镍钢,含镍量增加;E5518-NM为镍钼钢;W6015-D1、D2、D3为锰钼钢,含锰量增加;E××10-G、E××03-G等,为其他低合金钢焊条。
三、低温钢焊条
国家标准
GB982-77
国家标准GB5118-95
R107
350×1
R202
E5503-B1
150~200×1
12 Cr Mo预热150~200℃,605~635℃回火处理。
R207
350×1
R302
E5503-B2
150~200×1
15Cr Mo预热160~200℃,675~705℃回火处理。
R307
E5515-B2
350×1
R312
E5503-B2-V