印后装订工艺之骑马订常见故障与处理
出版物装订质量常见问题及对策

出版物装订质量常见问题及对策发布时间:2022-01-22T13:05:09.186Z 来源:《论证与研究》2021年12期作者:马义鹏 赵 英 纪 楠[导读] 摘要:印制质量直接影响出版物的外观和视觉效果。
加强印装过程中的质量控制,是提高图书质量的最后保障。
本文结合长期从事出版物印刷质量监督检测的工作,从重点从出版物装订质量的评价方法、评价指标、常见的质量问题及对策等方面进行阐述,以期对出版物印制质量的提高有所启示。
关键词:装订质量;质量评价出版物装订质量常见问题及对策马义鹏 赵 英 纪 楠(浙江新华数码印务有限公司 浙江 杭州 310018)摘要:印制质量直接影响出版物的外观和视觉效果。
加强印装过程中的质量控制,是提高图书质量的最后保障。
本文结合长期从事出版物印刷质量监督检测的工作,从重点从出版物装订质量的评价方法、评价指标、常见的质量问题及对策等方面进行阐述,以期对出版物印制质量的提高有所启示。
关键词:装订质量;质量评价出版物质量包括内容质量、装帧设计质量、编校质量和印制质量等方面,提高出版物质量需要各个环节相互配合,共同努力。
近些年,企业技术改造和更新,拥有精良的设备、先进的管理理念、专业人才的重视,印刷质量有飞速的提高。
但笔者在长期的书刊检测工作中,发现在质量方面还存在着不少的问题,尤其是装订质量。
一本书,如果装订质量不好,不仅影响书刊外观,还直接影响使用,如脱页、散页等,装订质量影响着产品的整体质量。
一、出版物装订质量评价的方法及标准装订是图书生产的最后一道工序,装订要经过折页、配贴、锁线、包封、折勒口、裁切、包装等环节,图书装订质量的好坏直接体现图书外观品质。
装订环节的特点是工序多、产品差异大、相对劳动密集程度大。
一本书,装订质量不好,不仅影响外观(书背不平,书背字歪斜),而且影响使用(如脱页、散页,接版误差大,影响使用),装订质量直接影响最终产品的整体质量。
因此,装订质量监控意义重大。
装订质量要求及检验标准-骑马订装
装订质量要求与检验标准─骑马订装1主题内容和适用范围本标准规定了骑马订装书刊的装订质量要求及检验方法,其他骑马订装印刷产品也可参照使用。
2引用标准下列标准所包含的条文,通过在本标准中引用而构成为本标准的条文。
本标准出版时,所示版本均为有效。
所有标准都会被修订,使用本标准的各方应探讨使用下列标准最新版本的可能性。
GB / T 985 1.1- 2008 印刷技术术语GB / T 788 - 1999图书和杂志开本及其幅面尺寸3术语和定义3.1骑马订装:用金属丝从书帖折缝中穿订的装联方式。
3.2折页:将印张折叠成书帖的工序。
4质量要求本标准的本章及其他章节采用GB/T 9851的定义。
4.1使用铁丝规格根据纸质与厚度,铁丝直径0.5mm~0.6mm。
4.2折页4.2.1折页顺序、方式正确。
4.2.2 59 g/m2以下纸张最多折四折;60g/m2-80g/m2纸张最多折三折,81g/m2以上纸张最多折二折。
4.2.3以版心中心点为准,相连两页之间页码位置误差精细产品:≤2.5mm;全书页码位置误差≤4.0mm;一般产品:≤3.0mm,全书页码位置误差≤5.0mm。
4.2.4折页有接图,精细产品:偏位误差≤0.5mm(16P以上折页锁线产品误差≤1.0mm);非接图的误差≤1.0mm;一般产品:偏位误差≤0.8mm,非接图产品误差≤1.2mm.4.2.5三折及三折以上书帖应划口排除空气;划口以划破、划透,不掉落页张为宜。
4.2.6折页书帖平服整齐、无皱折、折角、死折、残页、拖花、套帖、脏污等不良。
4. 3 装订质量4.3.1配(或贮)帖应正确、整齐。
4.3.2订位正确规范,订位为钉锯外钉眼距书芯上下各1/4处,精细产品上下误差±1mm,一般产品上下误差±2mm;精细产品钉位左右偏移、书帖歪斜≤0.3mm;一般产品钉位左右偏移、书帖歪斜≤0.5mm;两钉脚间距:精细产品≤0.5mm,一般产品≤1.0mm。
骑马订
推荐对象
需求量大,并且需要及时发行的书刊;追求低成本,短交货期;书本内容用于 信息传达,而不是用于长久保存的客户。
产品特性
材料选用(纸张)
封面选用★ 内文选用●
铜版哑粉卡纸 Nhomakorabea书纸蒙肯
充粉
牛油纸
特殊纸 张
高端期刊杂志
★● ★●
中端期刊杂志
★
★
●
艺术品图录-书画/瓷器 艺术品图录-油画
★ ★●
★●
商品样本(汽车/楼房等) ★● ★●
产品特性
各开本与钉数示意图
一口钉
二口钉
三口钉
四口钉
产品特性
二次钉与产品设计对应表
序号 类别
使用二次钉的原因
1
封面 有兜口/拉页/带勒口
2
内文 两种尺寸,小尺寸先一口钉成型
3
个性设计
特殊要求(如正常骑订与蝴蝶订同时启 用)
二次钉
二次钉指的是:先采用一口钉将内文装订切成品后,再同已为成品尺寸的封面装订 在一起。
蝴蝶订生产周期
蝴蝶订也称为Q型订,在装订方式上与骑马订完全一样,所不同的是蝴蝶订的外 形。正常骑马订的钉外侧扁平、紧贴书的订口,而蝴蝶订所用钉外侧呈圆弧状,且 与订口分开。
5000本以下
5000-2万本
2-5万本
5-10万本
10万本以上
蝴蝶订
+2天
+(2 ~ 5)天 +(5 ~ 10)天 +(10 ~ 15)天 +15天以上
制作工艺
z 生产流程 z 工艺特点(版式特点一) z 工艺特点(版式特点二) z 工艺特点(爬坡特点) z 工艺特点(封面常用加工工艺) z 设备特点 z 生产周期(正常订) z 生产周期(蝴蝶订)
骑马订工艺流程及操作要点

骑马订工艺流程及操作要点
张咏梅
【期刊名称】《印刷技术》
【年(卷),期】2018(0)12
【摘要】随着印后装订技术的不断发展,骑马订作为书刊印后装订的一种工艺,其装订速度和装订质量也发生着变化。
骑马订就是将书页用套配法配齐后,加上封面套合成一个整帖,再将成卷的铁丝在机器上切下一段,然后从书籍折缝处穿进去,并将其弯脚锁牢,把书帖装订成本。
骑马订工艺流程短、快速便捷、成本低,且成书翻阅时可以将书摊平,便于阅读,可广泛应用于宣传手册、新闻资料、杂志、画册、海报等的装订,其工艺流程为配页一订书一裁切一打包。
下面,笔者从多年的工作经验出发,根据骑马钉工艺流程,对各流程操作要点总结如下,愿与大家分享。
【总页数】1页(P65-65)
【关键词】工艺流程;骑马订;操作;印后装订技术;装订质量;工作经验;成本;成卷【作者】张咏梅
【作者单位】河南新华印刷集团有限公司
【正文语种】中文
【中图分类】TS88
【相关文献】
1.走近北人骑马订——访北人骑马订分厂张中伏厂长及陈华工程师 [J], 薛金萍;
2.海德堡为何退出骑马订和胶订机? [J], 徐世垣
3.走近北人骑马订——访北人骑马订分厂张中伏厂长及陈华工程师 [J], 薛金萍
4.印后装订质量标准要求与操作规程(六)骑马订工序 [J], 王淮珠
5.不使用订书钉的骑马订--胶粘骑马订 [J], 杨志钢
因版权原因,仅展示原文概要,查看原文内容请购买。
骑马订书刊爬移量的计算
距离为 d;
订方式,将爬移量输入电脑,让电子拼版软件来实现。
从上面分析可得出,从杂志中心页码向上页与页
-
-
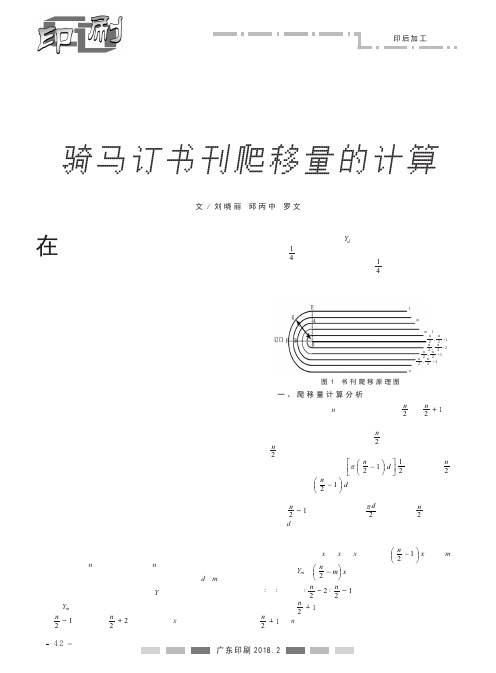
图 1为 一 本 采 用 骑 马 订 装 订 方 式 的 书 刊 示 意 图 。 假 设
一 本 杂 志 共 有 n 页纸 张 , 页 码 n2有 个 ,F、E两 点 为 书
背 边 垂 直 和 水 平 上 方 的 两 点 , 纸 张 总 厚 度 为 d;m 为 杂
集中了印刷的精华,应用了很多新技术、 新设备和新 材料。
一、发展特点 身处“ 新常态” ,每个行业、 企业都在考虑如何 通过转型升级、 创新发展,来应对“ 新常态” 下的各 种挑战。 标签印刷企业当然不能例外,很多企业亦做 出自己的行动。 1 .多 元 化 方 向 发 展 , 从 低 附 加 值 的 简 单 印 刷 向高附加值业务迁移 近年来,防伪标签备受重视,企业纷纷开始为终 端用户提供防伪营销解决方案,从标签防伪与市场营 销有机结合,再推广到防伪物流一体化、 防伪产品开
2
2
二、爬移数值
ì ï ( 2n - m ) x, Ym = í 0 ,
移 量 。 杂 志 订 口 边 上 方 为 1到 n , 此 时页的 参 考 页 为
心错位现象,都要进行爬移设置,在拼版时如果企业
2 第 n , 那 么页可 以 得 到 :
忽略了爬移问题,就会造成内页文字被切掉、 页码不
2
在同一位置。 下面以骑马订书刊为例,介绍爬移量计
第
1 的页爬 移 量 为 é ê ë p æ ç è 2n - 1 ö ÷ ø d ù ú û 12
1:2:3… … :n - 2:n - 1
2
2
以第 n -1页作为参考页,从杂志书背边向下 是 2
装订质量要求及检验标准骑马订装

装订质量要求及检验标准•骑马订装装订质量要求与检验标准一骑马订装1主题内容和适用范围本标准规定了骑马订装书刊的装订质量要求及检验方法,其他骑马订装印刷产品也可参照使用。
2引用标准以下标准所包含的条文,通过在本标准中引用而构成为本标准的条文。
本标准出版时,所示版本均为有效。
所有标准都会被修订,使用本标准的各方应探讨使用以下标准最新版本的可能性。
GB/T9851.1-2008印刷技术术语GB/T788-1999图书和杂志开本及其幅面尺寸3术语和定义3.1骑马订装:用金属丝从书帖折缝中穿订的装联方式。
3.2折页:将印张折叠成书帖的工序。
4质量要求本标准的本章及其他章节采用GB/T9851的定义。
4.1 使用铁丝规格根据纸质与厚度,铁丝直径0.5mm~0.6mm。
4.2 折页4.2.1 折页顺序、方式正确。
4.2.259g∕m2以下纸张最多折四折;60g∕m2-80g∕m2纸张最多折三折,81g∕m2以上纸张最多折二折。
4.2.3 以版心中心点为准,相连两页之间页码位置误差精细产品:≤2.5mm;全书页码位置误差≤4.0mm;一般产品:≤3.0mm,全书页码位置误差≤5.0mm04.2.4 折页有接图,精细产品:偏位误差≤0∙5mm(16P以上折页锁线产品误差≤l∙0mm);非接图的误差≤L0mm;一般产品:偏位误差≤0.8mm,非接图产品误差≤1.2mm.4.2.5 三折及三折以上书帖应划口排除空气;划口以划破、划透,不掉落页张为宜。
4.2.6 折页书帖平服整齐、无皱折、折角、死折、残页、拖花、套帖、脏污等不良。
4. 3装订质量4.1.1 配(或贮)帖应正确、整齐。
4.1.2 订位正确标准,订位为钉锯外钉眼距书芯上下各1/4处,精细产品上下误差±lmm,一般产品上下误差±2mm;精细产品钉位左右偏移、书帖歪斜≤0.3mm;一般产品钉位左右偏移、书帖歪斜≤0.5mm;两钉脚间距:精细产品≤0.5mm,一般产品≤LOmm04.1.3 订后成册无坏钉、漏钉及垂钉,书册平服整齐、钉脚平整、牢固、钉锯均钉在折线上。
精装书装订加工常见质量问题及对策

①涂抹吸湿能力较强的环衬纸(如铜版纸等)时,胶黏剂用量不可过大, 而要少而均匀,且涂抹次数不要过多;
②套壳后一定要先压沟槽后扫衬,特别是吸湿能力较强的环衬纸。因为 先压沟槽可将环衬压缩在书芯内(一条线宽),待扫衬时即使扫出一点也不 会出现吐衬现象。
7.烫压火印(无烫料的压印ቤተ መጻሕፍቲ ባይዱ不牢 产生原因:
①烫印版温度过低; ②烫印压力过小; ③烫印时间过短; ④烫印版过薄。 解决方法: ①烫压火印的烫印版温度不能过低,一般只比有烫料的温度低5%~ 10%(因为烫压火印的时间较长); ②烫印压力不可过小,应根据被烫物质地而定,使印迹清晰,牢固又不 糊版即可; ③烫压火印的时间要比有烫料的烫印时间略长,一般要增加一倍,如果 有烫料的烫印时间是0.7秒左右,那么烫压火印的时间就应在1.5秒左右。 套合加工以后 套合以后的加工包括套壳,压槽定型,扫衬、压平等内容。 1.套壳后三边飘口不一致 产生原因: ①书壳材料规格与书芯开本尺寸不符合; ②裁切尺寸误差超标; ③组壳时不符合标准要求; ④套壳不标准。 解决方法: ①裁切各种材料的书封壳时,必须依照书芯开本尺寸,书芯实际厚度及 造型进行,不具备以上三个条件不允许开料裁切; ②各精装材料的裁切尺寸要求比较严格,一旦误差超标就不能再使用。 依据国家CY/T质量标准:书芯允差为± 1.5mm,纸板与中径板允差为 ± 1mm,封面料允差为± 2mm。裁切时只要不超出此范围便可得到合格品;
精装书装订加工常见质量问题及对策
精装书装订加工由于工序多(几十道工序)、工艺流程长、操作复杂,因此 加工难度比平装和骑马订装更高,出现的质量问题也较多,有些问题直接 影响书籍的外观与保存价值。下面从书芯加工开始。列举了精装书装订加 工中的常见质量问题,分析问题原因并提出相应的解决方法,供同行参考。
装订机的维护与保养及故障排除资料

2019/8/23
草莓手工屋
4
热熔式装订机的常见故障及其排除方法
1。装订质量差而且有掉页现象发生 处理方法: ① 所装订的文页数量是否超过了封套的最大容量。 ② 装订前,文页是否沿封脊处墩齐。 ③ 是否未进行冷却操作,或在冷却时只是将文本平放在台面上。
2。不能挂住胶圈(问是回缩) ① 可能原因是:机器的阴尼螺丝松动。 ② 处理方法是:打开机器,在两端稳中有降有一个阴尼螺丝,拧紧即可。
装订机的维护与保养
装订机常见故障的处理
~~~~~常用办公设备的使用与维护~~~~~
草莓手工屋
热熔式装订机的维护与保养
① 避免将整机放在阳光直射及光线强烈的位置。 ② 装订张数不要超过热胶封套的容量。 ③ 加热槽中禁止放入其他异物。
④ 选用既美观又牢固的热熔式封套,不要使用封脊为塑料材料制作的封套进行 装订。
草莓手工屋
8
梳式装订机的常见故障及其排除方法
1。不能打孔 ① 可能原因:纸屑盒装满碎纸。 ② 处理方法:清理纸屑盒或送保修部门。
2。打孔后取不出纸 ① 可能原因:压刀板没有完全拉起刀片。 ② 处理方法:重新将手柄 压下再迅速抬起,使压刀板在弹簧拉力和惯性作用下
将刀原因:因为刀具是由21把独立钢刀组合而成,所以刀具特别容易在使用
⑤ 装订槽中禁止有异物进入,当不慎有异物掉入时,取出前须关闭电源。 ⑥ 发热板禁止用于对其他物体加热。
⑦ 要保持装订槽的清洁,防止任何液体的溅入。 ⑧ 不要用手拨动加紧推动板。 ⑨ 当非连续装订使用后请关闭电源。
2019/8/23
草莓手工屋
2
梳式装订机的维护与保养
① 切勿将金属插入入纸口内。 ② 在装订机时要保持装订机的平稳。 ③ 装订机不用时应水平放置,切勿将其倒放。 ④ 要经常清理纸屑盒。 ⑤ 不要把胶环拉得太长或太频繁。 ⑥ 选用符合要求的胶圈规格,以免影响装订质量 ⑦ 保持装订机清洁干燥,避免受潮。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
印后装订工艺之骑马订常见故障与处理
•骑马订联动线检测装置
骑马订联动线检测装置包括缺帖、歪帖检测,以及书厚检测。
1.缺帖、歪帖检测
缺帖、歪帖检测过程是:当搭页机、集帖链正常工作时,书帖将光束遮住,一旦出现缺帖或歪帖,光束就直接照射在光敏管表面,然后将信号传给延时继电器,订书停止。
2.书厚检测
书厚检测是由上偏心轮与下滚轮进行的,通常称为测厚轮。
调节书厚检测时,将需要装订的书刊放在偏心轮下方,转动调节盘使下滚轮上下移动,压力适度即可。
另外,还可通过微调达到最佳压力。
如果是多帖或少帖的书刊通过测厚轮时,检测开关闭合,接通订书机头控制继电器,订书停止,同时发出信号,随后抛出坏书。
骑马订常见故障与处理
骑马订常见故障主要反映在订书机头上,这些故障原因与处理方法如下。
1.不出铁丝或输丝不畅
故障原因:
(1)输铁丝导轨磨损或有杂物;
(2)铁丝盘旋转有阻;
(3)齿轮轴压簧压力过大。
处理方法:
(1)检查导轨并清除杂物;
(2)检查铁丝盘,使其压力适度;
(3)调节压簧压力。
2.铁丝翘钉
故障原因:订书机头压力不够。
处理方法:升高弯脚组或微调订头压力。
3.铁丝钉偏斜
故障原因:
(1)书帖天头方向偏斜;
(2)压书块未起作用。
处理方法:
(1)检查歪贴控制;
(2)调节压书块。
4.钉脚不平实、出现皱钉
故障原因:
(1)弯脚组过低或弯脚磨损;
(2)弯脚组与机头不垂直。
处理方法:
(1)升高或更换弯脚组;
(2)调节弯脚组。
5.不切或切不断铁丝
故障原因:
(1)切刀不到位;
(2)切刀与导丝孔之间有磨损。
处理方法:
(1)检查切刀;
(2)调节切刀与导线孔间隙。
骑马订质量标准
(1)套配书帖应整齐,页码正确。
(2)上下钉眼外沿距天头、地脚距离为书芯长度的1/4,允许误差±2.0mm。
(3)书刊平服整齐,钉脚平整、牢固,钉锔在折缝线上,书帖歪斜<2.0mm。
(4)全书整洁,成品裁切误差<1.5mm,非标准尺寸按合同要求。
(5)成品裁切后无刀花、连刀,无破头,外观整洁,无压痕。