生产异常记录表
产品批量异常登记、处理及改善记录

6 包错面 2.根据具体情况,看 2.包装岗换品项 ③各机台操作工领用包材时必须二次确认包材与面条是否匹配
xx
包好的成品是否可以
④包材的领用、分发、上机应指定专人负责;
调整计划或拆包
⑤班长、品管员现场跟进、复查。
①领料员二次领料后班长或品管复查合格后方可使用
②包装维修工负责给各机台分发包材,严禁私自领用;
责任人 xx
复检人
附件
《自动纸包过程控
制记录》
品管员 班组长
4.检重秤
①接班后校验检重秤的准确性 ②检重秤故障后二次启用需要校验 ③每2小时点检一次检重秤是否在正常工作
xx
品管员 班组长
①前一个品种彻底清空后,再生产下个品种,中间留20分钟空格。
②主机手标识清楚, 留10分钟空格,给包装留足充分换品种时间;
①检查、核对原料厂家、批次、等级、数量与原料入仓记录是否准 确。 ②对比看板信息。 ③班组长再次确认。 ①供粉员确认原料是否合格,合格后方可使用。 ②根据各生产线计划安排,确认出粉仓及进粉口。 ③班组长再次确认、签字。
①根据生产计划单上的生产品种,确认使用原料等级,选择原料仓 和缓存仓。 ②当班期间,各生产线品种所用原料数量全部入仓。 ③品管员根据生产计划对原料进行二次确认。 ①班组长核对生产与包装计划是否一致。 ②计划员下计划后与BOM核对,计划错误列入考核。 ③生产计划要经过审核后方可下发。 ④品管员根据《工艺工程单》确认产品配方的符合性。 ①根据《工艺标准》设置微量称添加比例及其他参数 ②核对当天所做品种辅料添加准确率。 ③当班组长及品管进行确认并签字,由车间主任审核。
xx
7
喷码不合格
异常情况,与生产日 期相关问题全部拆
④按要求每隔两小时维修工对喷码设备做一次点检并贴码。
制程异常追踪记录表
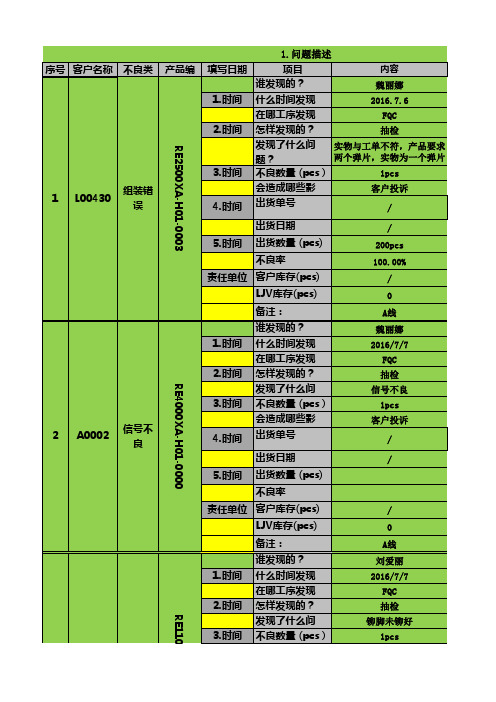
备注: 谁发现的? 什么时间发现 的在?哪工序发现 的怎?样发现的? 发现了什么问 题不?良数量 (pcs) 会造成哪些影 响出?货单号
出货日期 5.时间 出货数量 (pcs)
不良率 责任单位 (客d户p库pm存)(pcs)
LJV库存(pcs)
A线 魏丽娜 2016/7/7
FQC 抽检 信号不良 1pcs 客户投诉
责任人
根本原因分析:
责任人及完成时 间
改善对策:
因机台模具弹簧问题,导致现类似 问题,及时调机.
5.改善对策 责任人及完成时间
6.预防措施
7.效果确认
相关文件及防呆措施 责任人及完成时间 确认人
席春辉 2016-7-7
责任人及完成时间
席春辉 2016-7-7
责任人 席春辉
完成时间 2016/7/7
流出原因分析:
质量工程师填写
4.原因分析 责任人及完成时 间
1.手感检测时,未确认扭力是否 与工单相符; 2.在排版送检前,打包人员未核 对工单与实物是否一致.
席春辉
拦截对策:
5.改善对策
1.在检手感时,必须确认扭 力范围与工单一致; 2.排版人员必须仔细确认实 物与工单一致后,才可贴标 识送检.
责任人及完成时间 相关文件及防呆措施 责任人及完成时间 确认人
责任人及完成时间
责任人及完成时间 相关文件及防呆措施 责任人及完成时间 确认人
黄列萍 2016-7-8
黄列萍 2016-7-8
责任人及完成时间
黄列萍 2016-7-8
8. 是否关闭 已关闭
已关闭
已关闭
LJV WI数量及处理方式: 客户处产品处理方式:
姓名 宁泳铭 易小芳 黄列萍 饶志武
设备异常情况记录表

设备异常情况记录表摘要在企业生产中,设备异常情况的发生是常有的事。
为了及时跟踪、分析和解决设备异常情况,可以使用设备异常情况记录表。
本文将介绍设备异常情况记录表的制作、使用、维护等相关内容。
制作设备异常情况记录表设备异常情况记录表是一个简单的电子表格,可以使用Excel、Google Sheets等应用程序轻易制作。
以下是创建设备异常情况记录表的步骤:1.打开Excel或Google Sheets应用程序。
2.在第一行创建表头,例如“设备名称”、“异常类型”、“发生时间”等。
3.在每个单元格中填写相应的信息。
4.保存为电子表格文档,命名为“设备异常情况记录表”。
下面是一个设备异常情况记录表的示例:设备名称异常类型发生时间处理方式机床A机床报警2021-10-01 08:30:00重启机床焊接设备B焊接质量问题2021-10-02 14:20:00调整焊接参数输送设备C异常噪声2021-10-03 11:15:00更换传动部件使用设备异常情况记录表设备异常情况记录表可以用于跟踪设备异常情况。
当设备出现异常情况时,及时在记录表中添加记录,以便对设备异常情况进行分析、诊断和解决。
在记录表中,通常包含的信息有:•设备名称:指出发生异常情况的设备名称。
•异常类型:描述设备异常情况。
•发生时间:记录设备异常情况的发生时间。
•处理方式:描述解决设备异常情况的方法和措施。
每次设备异常情况发生后,都应当及时在记录表中添加记录。
通过各种统计和分析方法,可以深入了解设备异常情况,找出设备异常情况的原因,采取应对策略,提高设备的可靠性和生产效率。
维护设备异常情况记录表维护设备异常情况记录表是确保生产中设备问题能够得到及时解决的关键。
以下是维护设备异常情况记录表的几点建议:•定期清理记录表中的无关信息。
保持记录表的简单、直观和易于维护。
•定期归纳、统计记录表中的信息。
例如可以按设备、时间、异常类型等分类,绘制各种图表进行分析和判断。
设备异常记录单

设备异常处理记录
1、当检验员发现设备无法正常生产时及时通知设备维修人员,在记录单内填写发现异常日期与时间并对现状进行基本描述。
2、设备维修人员对现状导致原因及变更信息进行量化具体描述;(如:第二段温度从250下降到235)在纠正人项签名。
并将认为已可以向生产再交付状态的设备,向检验员提出检验申请。
3、检验员接到再交付申请后记录再交付时间,并进行纠正效果确认且重新签样。
必要时重新进行首检程序。
4、该表单按机台配备;由带班机修回收、替换;利于进行统计分析与预防工作。
异常情况记录表

异常情况记录表
部门(岗位):年月份:
备注:①异常情况:指在生产经营过程中发生的不能按正常流程或操作进行的行为或记录;②异常情况描述:指异常情况的记录术语,如:停电、停水、停气(汽)、设备故障、检修、原材料包材问题等直接影响生产质量安全方面的一切记录,记录应当简明摘要;③造成的影响:指异常情况造成岗位、部门的损失,如时间、产量、指标和存在隐患的记录,记录应当具体量化;④处理结果:指对异常情况的报告、应急对策和改进措施,记录应当及时、有针
对性、措施得当、便于改正,如有附件注明并附上;⑤异常情况记录表每月收集一次,公司各部门、车间各岗位认真填写记录。
车间由内勤收集,公司由综合部收集。
异常情况记录样表
部门(岗位):打浆板框(蒸馏、计量合成、一洗、二洗、离心、煅烧、筛分、混合)年月份:2017.09(07)
备注:①异常情况:指在生产经营过程中发生的不能按正常流程或操作进行的行为或记录;②异常情况描述:指异常情况的记录术语,如:停电、停水、停气(汽)、设备故障、检修、原材料包材问题等直接影响生产质量安全方面的一切记录,记录应当简明摘要;③造成的影响:指异常情况造成岗位、部门的损失,如时间、产量、指标和存在隐患的记录,记录应当具体量化;④处理结果:指对异常情况的报告、应急对策和改进措施,记录应当及时、有针对性、措施得当、便于改正,如有附件注明并附上;⑤异常情况记录表每月收集一次,公司各部门、车间各岗位认真填写记录。
车间由内勤收集,公司由综合部收集。
产线异常统计分析表

制
处理措施 重新槽 延长制绒时间 增加补液量 关闭一个制绒槽且更换清水槽槽液 反映给质检部 排液重新配槽 加强预清洗 制绒槽轮流排液换液,重新配液 补酸,交接班时一定要认真到位 监控绒面质量及减薄量 洗槽重新配液 加大预清洗补液频率以及制绒槽的补药量后发白 现象有改善,但由于片源的原因制绒始终不能做 预清洗加细抛后好转 立刻更换HCL槽,对未到扩散的硅片进行过酸处理。 通知设备并对没吹干片进行返工处理。 序号 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16
印
刷
多晶
产线异常描述 烧结不稳定 效率较低(UOC、ISC低,漏电大) 低效比例高 效率较低 效率偏低(UOC、ISC低) 效率偏低(Rs大) 效率下降(UOC、ISC低) 原因分析 烧结温度上不去,抽风太大 留存片较多 由于片子走位偏差报警,探针压不 准,有部分片子测试数据错误,导致 换新浆料时的浆料,并未搅拌24小时 以上,并与刮刀刮条上的旧浆料混 片源问题,鼎力B类片 对比为烧结问题 对比为三道异常
单晶
序号 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 产线异常描述 出现发白片 更换片源(薄片)后出现发白片 出现发白片 水纹片 效率波动较大 水纹片 制绒后表面较脏 制绒有发白和水纹片 测试酸洗槽发现基本呈中性 接班效率不高,低效较多 7号槽片子发白,且酸洗后不脱水 特采片表面油污,且制绒后会有发白 制绒后发白 原因分析 槽体未清洗干净 制绒时间不够 补液量不够 开5个制绒槽导致片子制好绒后不能及时放 入清水槽,制绒时间久绒面大,导致片子 脱水后硅酸钠残留在片子上洗不掉,出现 水纹印 使用常州有则硅片,内部存在很多油污片 槽液使用时间过长,导致片子脱水后硅酸 钠残留在片子上洗不掉,出现水纹印 更换片源为宏基B类片 未及时换液 酸洗槽换液进水一直打开,交接班不清楚 排查为绒面较差 槽体未洗干净,或者员工配液时多加了IPA 片源问题
生产重大异常问题跟踪报表

日期 线别 班组 生产异常问题描述 分析报告
题跟踪报表
预防措施 责任人 完成日期 是否关闭 备注
open close
生产阶段 场所 不良警戒水 平 IPQC首件不 通过 连续出现3个 不良 单项不良率 ≥1% 外观单项不 良率≥5% 生产工位 时 性能单项不 良率≥2% 时 单项不良率 ≥1%,但 是不良项目 外观单项不 良率≥10% 性能单项不 良率≥5% 不良率≥ 2% 不良率≥ 10% 每批判退 QC检验 QC抽验 抽检发现产 品混入其他 产品或部件 同一产品同 一故障连续2 批判退 同一产品当 天5批送检中 出现3批判退
生产制造
QC全检验
处理方法 次/时间
在线分析 立即
在线分析 立即 产量超过 300 产量超过 500 产量超过 300 产量超过 300 产量超过 500 产量超过 300
பைடு நூலகம்
在线分析
在线分析
在线分析
停线分析
停线分析
停线分析
在线分析 每检验批
停线分析 每检验批
不良分析 每检验批
在线分析 每检验批
停线分析 按检验批
停线分析 按检验批
生产异常统计表
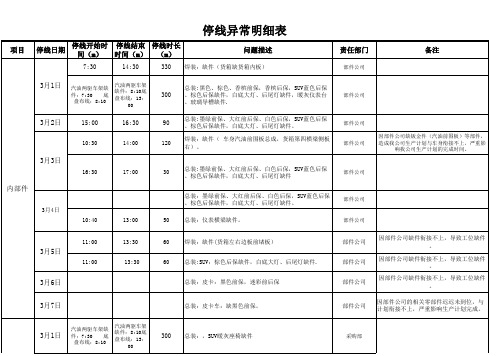
3月3日 内部件
10:30 16:30
14:00 17:00
3月4日
10:40
13:00
总装:黑色、棕色、香槟前保,香槟后保,SUV蓝色后保
300 、棕色后保缺件,白底大灯、后尾灯缺件,暖灰仪表台
、玻璃ห้องสมุดไป่ตู้槽缺件.
90
总装:墨绿前保、大红前后保、白色后保,SUV蓝色后保 、棕色后保缺件,白底大灯、后尾灯缺件。
焊装:因钣金件缺件严重,生产计划须调整,导致无法 按时完成生产计划。
涂装:由于总装缺件导致涂装没有移动工艺小车,电泳 的白皮车与货箱不相等。
焊装:因生产计划调整,晚上车身组未安排生产下线,货 箱组焊江淮货箱。
总装:11台黑色前后保未装下线,香槟货箱两台缺件下 线。
120 焊装:无转运小车。
120
涂装:焊装车间工作没安排协调好导致没有白皮车交, 电泳停线。
采购部
因采购部件未到位,未建立生产周期库 存,严重影响生产计划完成。
其他
3月5日
3月6日
3月7日
3月5日 设备情况
3月6日 质量异常 3月5日
7:30 18:00
19:00 8:30 14:00
9:30 20:00
20:10 9:30 15:00
总装:因总装缺件,涂装移动工艺小车不够周转,导致 车身供应速度慢:单台影响5分钟
涂装面漆:没有移动工艺小车无法电泳货厢,无法完成 计划,面漆货厢没有。涂装电泳:没有移动工艺小车无 法电泳货厢。 涂装面漆:没有移动工艺小车,电泳的白皮车与货厢不 相等。
30 总装:试装一汽四环发动机.
采购部 采购部
采购部
采购部 采购部
涂装
采购部件未到位,未建立生产周期库存。 采购部件未到位,未建立生产周期库存。