美标材料SA542
钢材美标材料表

ASTM铁基材料化学成分和机械性能表
Momax Vmax Other σbMPamin σsMPamin ASTM A53/53M 无镀层或热浸镀锌焊接与无缝公称钢管 Type S (seamless pipe) 330 205 415 240 Type E (electric-resistance-welded) 330 205 415 240 Type F (furnace-welded pipe) 330 205 ASTM A106/106M 高温用无缝碳钢公称管 330 205 415 240 485 275 ASTM A333/333M 低温用无缝和焊接钢管 380 205 450 240 Al:0.04-0.30 415 240 415 240 450 240 690 515 435 315 Nb:0.05max 550 450 Al:0.06max Co:0.5max 450 240 ASTM A312/312M 无缝和焊接不锈钢公称管 0.15-0.30 635 330 0.20-0.40 Nb:0.10-0.30 690 380 0.15-0.40 620 345 0.15-0.40 620 345 0.20-0.40 690 380 515 205 ... 485 170 ... 515 205 0.12–0.18 Ce:0.03-0.08 600 290 0.10–0.16 550 240 0.10–0.16 N:0.10-0.16 515 205 ... 640 240 ... Al:0.80-1.50 620 275 0.14–0.20 Ce:0.03-0.08 600 310 ... 515 205 ... 515 205 ... Nb: 10 3C min, 1.10 max 515 205 ... Nb: 10 3C min, 1.10 max 515 205 0.10min 500 205 ... 515 205 ... 515 205 ... Nb: 10 3C min, 1.10 max 515 205 ... Nb: 10 3C min, 1.10 max 515 205 0.09–0.15 580 270 0.18–0.22 675 310 Ti:0.30-0.60 450 200 B:0.004-0.008 0.30–0.40 770 360 ... 515 205 ... 485 170 ... 515 205 0.10 Ti:53(C+N) min, 0.70 515 205 0.10–0.16 550 240 0.10–0.16 515 205 ... 515 205 N δs% Min ψ HB max HRBmax
sa-542

SPECIFICATION FOR PRESSURE VESSEL PLATES, ALLOY STEEL,QUENCHED-AND-TEMPERED, CHROMIUM-MOLYBDENUM,AND CHROMIUM-MOLYBDENUM-VANADIUMSA-542/SA-542M(Identical with ASTM Specification A542/A542M-95.)1.Scope1.1This specification covers two types of21⁄4Cr-1Mo and three types of Cr-Mo-V alloy steel plates for use in the quenched-and-tempered condition,intendedfor the fabrication of welded pressure vessels and components.1.2Material under this specification is available infive types,designated“A,”“B,”“C,”“D,”and“E.”Type B is identical to Type A except for restrictive limits for carbon,phosphorus,sulfur,and nickel.The material is also available infive classes having the following strength levels.Type E is available only as Class4and4a.Class Minimum Tensile Strength,ksi[MPa]1105[725]2115[795]395[655]4and4a85[585]1.3The maximum thickness of plates is limited onlyby the capacity of the chemical composition to meetthe specified mechanical property requirements.1.4The minimum thickness of plates is limited to3⁄16in.[5mm].1.5The material is intended to be suitable for fusion welding.Welding technique is of fundamental impor-tance and it is presupposed that welding procedureswill be in accordance with approved methods.9911.6The values stated in either inch-pound units or SI units are to be regarded separately as standard. Within the text,the SI units are shown in brackets.The values stated in each system are not exact equivalents, therefore,each system must be used independently of the bining values from the two systems may result in nonconformance with this specification.2.Referenced Documents2.1ASTM Standards:A20/A20M Specification for General Requirements for Steel Plates for Pressure VesselsA435/A435M Specification for Straight-Beam Ultra-sonic Examination of Steel PlatesA577/A577M Specification for Ultrasonic Angle-Beam Examination of Steel PlatesA578/A578M Specification for Straight-Beam Ultra-sonic Examination of Plain and Clad Steel Plates for Special Applications3.General Requirements and OrderingInformation3.1Material supplied to this material specification shall conform to Specification A20/A20M.These requirements outline the testing and retesting methods and procedures,permissible variations in dimensions,SA-542/SA-542M1998SECTION IIand mass,quality and repair of defects,marking,load-ing,etc.3.2Specification A20/A20M also establishes the rules for the ordering information which should be complied with when purchasing material to this specifi-cation.3.3In addition to the basic requirements of this specification,certain supplementary requirements are available when additional control,testing,or examina-tion is required to meet end use requirements.These include:3.3.1Vacuum treatment,3.3.2Additional or special tension testing,3.3.3Impact testing,and3.3.4Nondestructive examination.3.4The purchaser is referred to the supplementary requirements listed in this specification and to the detailed requirements in Specification A20/A20M.3.5If the requirements of this specification are in conflict with the requirements of Specification A20/A20M,the requirements of this specification shall prevail.4.Manufacture4.1Steelmaking Practice—The steel shall be killed and shall conform to thefine austenitic grain size requirement of Specification A20/A20M.5.Heat Treatment5.1All plates shall be heat treated by heating to a suitable austenitizing temperature,holding for a suffi-cient period of time to attain uniform temperature throughout the thickness,and quenching in a suitable liquid medium by spraying or immersion.For Type D material,the minimum austenitizing temperature shallbe1650°F[900°C].For Type E material,the minimum austenitizing temperature shall be1850°F[1010°C].5.2After quenching,the plates shall be tempered to produce the specified tensile requirements by heatingto a suitable temperature and holding for a period of time of not less that30min/in.[1.2min/mm]of thickness but not less than1⁄2h.The minimum tempering temperature shall be as follows:992Type Class Temperature,°F[°C] A,A,B,C41200[650]A,B,C,D4a1250[675]5.3Plates over4in.[100mm]in thickness shall receive a prior heat treatment of normalizing at,or water quenching from,a temperature within the range from1650to1850°F[900to1010°C]for Types A, B,C,and D and1850to2050°F[1010to1120°C] for Type E before the heat treatment specified in5.1.5.4When the purchaser elects to perform the heat treatment required above,the material manufacturer shall temper the plates prior to shipment at a temperature not lower than1050°F[565°C]for Types A,B,C, and D and not lower than1200°F[650°C]for Type E.6.Chemical Composition6.1The steel shall conform to the chemical require-ments shown in Table1.7.Mechanical Properties7.1Tension Test Requirements:7.1.1The material as represented by the tension-test specimens shall conform to the requirements shown in Table2.7.1.2For nominal plate thicknesses of3⁄4in.[20 mm]and under,the11⁄2in.[40mm]wide rectangular specimen may be used for the tension test,and the elongation may be determined in a2in.[50mm]gage length that includes the fracture and that shows the greatest elongation.7.2Notch Toughness Requirements—Classes4 and4a:7.2.1A transverse Charpy V-notch test from each plate as-heat-treated shall have a minimum energy absorption value of40ft·lbf[54J]average of three specimens and35ft·lbf[48J]for one specimen only in the set.7.2.2For Class4,the impact test temperature shall be as specified on the order.7.2.3For Class4a,the impact test temperature shall be0°F[−18°C].PART A—FERROUS MATERIAL SPECIFICATIONS SA-542/SA-542MTABLE1CHEMICAL REQUIREMENTSComposition,%Element Type A Type B Type C Type D Type E Carbon:Heat analysis0.15max0.11–0.150.10–0.150.11–0.150.10–0.15Product analysis0.18max A0.09–0.180.08–0.180.09–0.180.06–0.18Manganese:Heat analysis0.30–0.600.30–0.600.30–0.600.30–0.600.30–0.60Product analysis0.25–0.660.25–0.660.25–0.660.25–0.660.25–0.66Phosphorus,max0.025B0.015B0.025B...0.025Heat analysis.........0.015...Product analysis.........0.020...Sulfur,max0.025B0.015B0.025B...0.010Heat analysis.........0.010...Product analysis.........0.015...Silicon,max0.50B0.50B0.13B...0.15Heat analysis.........0.010...Product analysis.........0.013...Chromium:Heat analysis 2.00–2.50 2.00–2.50 2.75–3.25 2.00–2.50 2.75–3.25Product analysis 1.88–2.62 1.88–2.62 2.63–3.37 1.08–2.62 2.63–3.37Molybdenum:Heat analysis0.90–1.100.90–1.100.90–1.100.90–1.100.90–1.10Product analysis0.85–1.150.85–1.150.85–1.150.85–1.150.85–1.15Copper,max:Heat analysis0.400.250.250.200.25Product analysis0.430.280.280.230.28Nickel,max:Heat analysis0.400.250.250.250.25Product analysis0.430.280.280.280.28Vanadium:Heat analysis0.03max0.02max0.20–0.300.25–0.350.20–0.30Product analysis0.04max0.03max0.18–0.330.23–0.370.18–0.33Titanium:Heat analysis......0.015–0.0350.030...Product analysis......0.005–0.0450.035...Boron:Heat analysis......0.001–0.0030.0020...Product analysis......NA C NA C...Columbium,max:Heat analysis.........0.070.015–0.070Product analysis.........0.080.010–0.075 Calcium,max:DHeat analysis.........0.0150.0005–0.0150 Product analysis.........0.020NA CA In A542/A542M–82and earlier editions,for plates5in.[125mm]and under in thickness,the carbon was limited to0.15%maximum.B Applies to both heat analysis and product analysis.C NA p Product analysis in not applicable.D Rare earth metals(REM)may be added in place of calcium,subject to agreement between the producer and the purchaser.In that case, the total amount of REM shall be determined and reported.TABLE2TENSILE REQUIREMENTSClass1Class2Class3Class4Class4a Tensile strength,ksi[MPa]105–125[725–850]115–135[795–930]95–115[655–795]85–110[586–760]85–110[585–760] Yield strength,min,ksi[MPa]85[585]100[690]75[515]55[380]60[415] Elongation in2in.[50mm],min,%1413202018993SA-542/SA-542M1998SECTION IISUPPLEMENTARY REQUIREMENTSSupplementary requirements shall not apply unless specified in the order.A list of standardized supplementary requirements for use at the option of thepurchaser are included in Specification A20/A20M.Several of those consideredsuitable for use with this specification are listed in this section by title.Other testsmay be performed by agreement between the supplier and the purchaser.S1.Vacuum Treatment,S2.Product Analysis,S3.Simulated Post-Weld Heat Treatment ofMechanical Test Coupons,S4.2Additional Tension Test,S5.Charpy V-Notch Impact Test,S6.Drop Weight Test,S7.High-Temperature Tension Test,994S8.Ultrasonic Examination in accordance with Specification A435/A435M,S9.Magnetic Particle Examination,S10.Ultrasonic Examination in accordance with Specification A577/A577M,S11.Ultrasonic Examination in accordance with Specification A578/A578M,andS12.Bend Test.。
Q420E钢板,Q420NE钢板切割,Q420ME钢板规格尺寸
Q420E钢板,Q420NE钢板切割,Q420ME钢板规格尺寸
Q420E是低合金结构钢,其代表标准为GB/T 1591-2018。
钢的牌号由代表屈服强度的汉语拼音字母,屈服强度数值,质量等级符号,三个部分按顺序排列组成,E—质量等级为E级(等级分为A,B,C,D,E),E级冲击温度为-40℃冲击。
Q420E钢板自身具备高强度高、高韧性、抗疲劳、抗冲击、耐磨和焊接易加工等优质性能。
Q420E钢板库存:#舞阳孙凡#
Q420E向性能板:
Q420E、Q420E-Z15、Q420E-Z25、Q420E-Z35
Q420E、Q420E-Z15、Q420E-Z25、Q420E-Z35
Q420E、Q420E-Z15、Q420E-Z25、Q420E-Z35
Q420E钢板通常用于制造桥梁、工程机械和船舶等领域中。
其性能与标准直接相关,标准的变迁和修改对于该钢板来说至关重要,因为这直接影响着其质量和性能。
Q420E钢板规格尺寸:
Q420E 10*2500*12000
Q420E12*2500*12000
Q420E 16*2500*12000
Q420E 18*2500*12000
Q420E 20*2500*12000
Q420E 30*2500*12000
Q420E钢板切割,Q420E钢板数控切割,Q420E钢板等离子切割,Q420E钢板激光切割
船舶及海洋工程用结构钢
耐磨钢
高层建筑用结构钢
桥梁结构用钢
锅炉及压力容器用钢
水电用钢
核电用钢
风电用钢。
常用钢材的美国牌与中国牌对照表[汇编]
![常用钢材的美国牌与中国牌对照表[汇编]](https://img.taocdn.com/s3/m/5b2916eb710abb68a98271fe910ef12d2af9a913.png)
序号材质类型美国牌号化学成分% 似近中国牌号ASME AISIB&W代号C Si Mn Mo Cr Ni V P≤S≤一:受热面管子、集箱和管道用钢管1C SA-178A--Carbon steel----------102SA-178C≤≤3SA-106B≤≥20G 4SA-106C≤≥25MnG 5SA-192≤106SA-210A1≤≥≤20G 7SA-210C≤≥358SA-266CL2≤359SA-266CL3≤≤45 10SA-209T1a--Carbon moly.25≤序号材质类型美国牌号化学成分 %似近中国牌号ASME AISIB&W代号C Si Mn Mo Cr Ni V P≤S≤209Cr-1Mo-V SA-335P91--Croloy9V二:锅炉和压力容器用钢板1C SA-285A--Carbon steel≤----------Q235A 、152SA-285B≤------------Q235AF 20 3SA-285C≤------------Q235AF、25 4SA-515GR55≤--------20G5SA-515GR60≤--------20G6SA-515GR65≤--------16MnG 7SA-515GR70≤--------16MnGG 8SA-516GR55--------20G9SA-516GR60--------20G10SA-516GR65--------16MnG 11SA-516GR70--------12C-Mn SA-299--Carbon steel------16MnG13SA-302GRA--Manganesemoly序号材质类型美国牌号化学成分 %似近中国牌号ASME AISI B&W代号C Si Mn Mo Cr Ni V P≤S≤15SA-302GRC--ManganeseMoly-CL2--–CL119SA-387GR12-CL1--Crloy1-CL1---CL1--≤ -CL2233Cr-1Mo SA-387GR21-CL1--Crloy3≤三:其它结构钢1C 型钢钢板SA-36--Carbonsteel热轧钢棒A108GR10101010----------103A108GR10151015----------15 4A108GR10181018----------20 5A108GR10201020----------6A108GR10251025----------25 7A108GR10301030----------30 8A108GR10351035----------35 9A108GR10401040----------4510576GR1010-GR10451010-1045化学成份、机械性能与 A108 相同1010同Q195序号材质类型美国牌号化学成分 %似近中国牌号ASME AISI B&W代号C Si Mn Mo Cr Ni V P≤S≤11C 薄板A576GR1010-GR10201010-1045Carbonsteel化学成份、机械性能与 A108 相同1010同Q19512钢棒A568GR1020M1020----------Q235A2013钢管SA-53A--≤--≤--------10Q235A14SA-53B≤--≤--------20Q235A 15A500B≤-------------Q235AF16板型棒SA-283C≤≤------Cu≥Q235A17SA-283D≤--≤------18型钢A242TP1≤--≤------Q235A 19钢棒A675GR70--------------Q275 20A696C≤≤-------- . 3521板型棒A588A----≤--钢棒----114薄板120≤钢棒----116≤≤不锈耐热钢材A276TP430430Croloy430≤≤≤--序号材质类型美国牌号化学成分 %似近中国牌号ASME AISI B&W代号C Si Mn Mo Cr Ni V P≤S≤29不锈耐热钢材18Cr-8NiSA-312TP304H304Croloy304H≤≤--Si238A167TP309≤39SA-312TP309≤40SA-249TP30941SA-240TP309S≤≤4225Cr-20Ni A276TP310310Croloy310≤≤≤--四:锻钢1C SA-105--Carbonsteel≤≤--------352SA-1B1CL60--≤3SA-1B1CL704SA-266CL1序号材质类型美国牌号化学成分 %机械性能≮似近中国牌号ASME AISI B&W代号C Si Mn Mo Cr Ni V P≤S≤5C SA-266CL2--Carbonsteel≤040---------356SA-266CL3≤≤45 7SA-266CL4≤25 8五:铸钢1C SA-216WCB C1030300≤≤≤≤≤≤Cu≥485-6552502235ZG230-4502Ni9Ti623Cr-12Ni SA-351CH20309661≤--ZG1Cr20Ni14Si27A297HH≤51524010825Cr-20Ni SA-351CK203101101≤≤45019530ZG1Cr25Ni20Si29A297HK≤≤240101050Cr-50Ni A560--1600≤≤--5503405--序号材质类型美国牌号化学成分 %机械性能≮似近中国牌号ASME AISI B&W代号C Si Mn Mo Cr Ni V P≤S≤σbσsδ%HB六:铸铁1灰铸铁SA-279CL20--Cost iron--------140------HT1502灰铸铁A48CL20--1383A48CL251724A48CL30207HT200 5A48CL35241HT250 6A48CL40276HT300 7可锻铸铁SA-47GR3251≥≤≤34522510156KTH350-108球墨铸铁SA-395≥≤------41427618143-187QT400-189SA-476≤5504153--QT600-3 10耐热铸铁--Elveritec--------RTcr2七:耐腐蚀钢Cu1“考登”钢----CortenA≤--≤梅耶尔雷”钢Mayarir≤≤--序号牌号化学成分 %机械性能≮C Si Mn Mo Cr Ni V P≤S≤σbσsδ%ψ%αk HB 115序号牌号化学成分 %机械性能≮C Si Mn Mo Cr Ni V P≤S≤σbσsδ%ψ%αk HB21HT300--------300----------22KTH350-1035020010≤150 23RTCr2略。
美标材质

304(H)
对焊管件 A234 WPB
A234 WPC
A420 WPL6
A420 WPL3 MSS SP75 WPHY42 WPHY46 WPHY52 WPHY56 WPHY60 WPHY65 WPHY70 A234 WP12
WP11 WP22 WP5 WP9 WP91 A403 WP304 (H)
高合 金奥 氏体 不锈
钢
1925(1.4529) NO8925/08926
(1925MoCuN)
AL6XN NO8367 (24216Mo)
B366 WP1926 WP1926N
B366 WP6XN
B649 N08925
N08926
B462 N08367 (B691)
N08904
B677/B673(B674 )
G3459 G3463
A250-T1 A209T1
A335-P2 A369FP2
A213-T2 A335-P12 A369-FP12 A213-T12 A335-P11 A369-FP12 A199-T11 A213-T14 A335-P22 A369-FP22 A199-T22 A213-
T22 A335-P5 A389-
DIN17175
1.7335
DIN17175
1.738
SEW610
1.4301 1.4301
1.4541
钢管
OCr18Ni13Mo2Ti OCr18Ni13Mo3Ti
00Cr18Ni10 O0Cr17Ni13Mo2 O0Cr17Ni13Mo3
SUS316 TP/TB SUS316 TP/TB SUS304L TP/TB SUS316L TP/TB SUS317L TP/TB
ASTM A美标材质规格大全对照表2
ASTM A336/A336M-06A(被 ASTM A336/A336M-07 代替) 压力与高温部件用合金钢锻件 规格 ASTM A336/A336M-07 压力与高温部件用合金钢锻件规格 ASTM A338-84(2004) 铁路,船舶和其他重型装备在温度达到 650 华氏度(345 摄氏度) 时使用的可锻铸铁法兰,管件和阀门零件 ASTM A34/A34M-06 磁性材料的抽样和采购试验的标准惯例 ASTM A340-03a 有关磁性试验用符号和定义的术语 ASTM A341/A341M-00(2005) 用直流磁导计和冲击试验法测定材料的直流磁性能的试 验方法 ASTM A342/A342M-04 磁铁材料导磁率的试验方法 ASTM A343/A343M-03 在电力频率下用瓦特计-安培计-伏特计法(100-1000 赫兹)和 25 厘米艾普斯亭(EPSTEIN) 机架测定材料的交流电磁性能的试验方法 ASTM A345-04 磁设备用平轧电炉钢 ASTM A348/A348M-05 用瓦特计--安培计--伏特计法(100-10000 赫兹)和 25 厘米艾普 斯亭框测定材料的交流磁性能的试验方法 ASTM A350/A350M-04A 管道部件用切口韧性试验要求的碳素钢与低合金钢锻件规格 ASTM A351/A351M-06 承压零件用奥氏体、奥氏体-铁素体(复合)钢铸件规格 ASTM A352/A352M-06 低温受压零件用铁素体和马氏体钢铸件规格 ASTM A353/A353M-04 压力容器用经二次正火及回火处理的含 9%镍的合金钢厚板规 格 ASTM A354-07 淬火与回火合金钢螺栓,双头螺栓及其他外螺纹紧固件规格 ASTM A355-89(2006)渗氮合金钢棒规格 ASTM A356/A356M-05(被 STM A356/A356M-07 代替) 汽轮机用厚壁碳素钢、低合金钢 和不锈钢铸件规格 ASTM A356/A356M-07 汽轮机用厚壁碳素钢、低合金钢和不锈钢铸件规格 ASTM A358/A358M-05 高温设备与通用设备用电熔焊奥氏体铬镍不锈钢管规格 ASTM A36/A36M-05 结构碳素钢规格 ASTM A363-03 地面架空线用镀锌钢丝绳规格 ASTM A367-60(2005) 铸铁的激冷试验方法 ASTM A368-95A(2004) 不锈钢钢丝索规格
美标阀门材质和中国国标材质对应表

F为Forging(锻件)12为等级
F为Forging(锻件)22为等级
F为Forging(锻件)91为等级
F为Forging(锻件)92为等级
C表示 650℃以下使用的不锈铸钢, F镍含量9%~12%,3表示碳含量≤0.030%
C表示 650℃以下使用的不锈铸钢, F镍含量9%~12%,8表示碳含量≤0.08%
力学性能
抗拉强度485-655MPa 屈服强度≥250MPa 断后伸长率≥22% 断面收缩率≥35%
抗拉强度485-655MPa 屈服强度≥275MPa 断后伸长率≥22% 断面收缩率≥35%
抗拉强度550-725MPa 屈服强度≥345MPa 断后伸长率≥18% 断面收缩率≥45%
抗拉强度550-725MPa 屈服强度≥345MPa 断后伸长率≥18% 断面收缩率≥45%
抗拉强度≥620MPa 屈服强度≥440MPa 断后伸长率≥20% 断面收缩率≥45%
抗拉强度≥485MPa 屈服强度≥205MPa 断后伸长率≥35%
抗拉强度≥485MPa 屈服强度≥205MPa 断后伸长率≥35%
ER308(H06Cr21Ni10)/E308-16(A102)
ER308H(H07Cr21Ni10)/E308H-16
ER308L(H022Cr21Ni10)/E308L-16(A002)
ER316(H06Cr19Ni12Mo2)/E316-16(A202)
ER316(H07Cr19Ni12Mo2)/E316H-16 ER316L(H022Cr19Ni12Mo2)/E316L-16
ER90S-B9/E9015-B9
TIG-R30/R307 TIG-R40/R407 ER90S-B9/E9015-B9
美标与国标金属材质对照表
A36
V#7030
V#7590(PTFE) V#6590(Graphite) V#8590(Non-Asbestos)
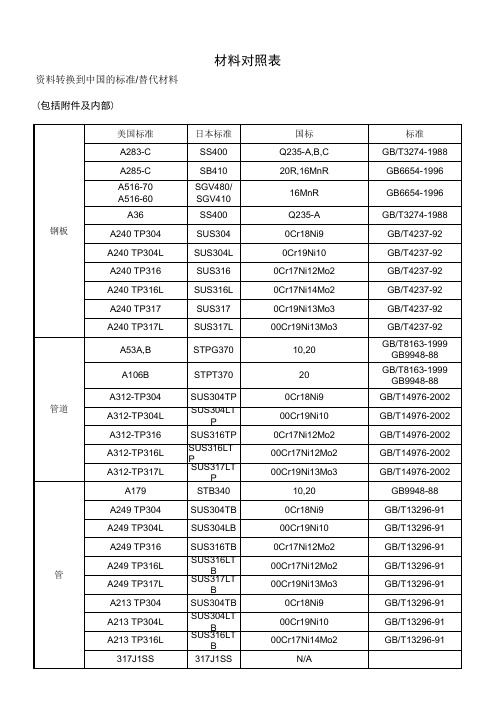
资料转换到中国的标准/替代材料 (包括附件及内部)
材料对照表
钢板 管道
管
美国标准 A283-C A285-C A516-70 A516-60
A36 A240 TP304 A240 TP304L A240 TP316 A240 TP316L A240 TP317 A240 TP317L
A53A,B
A106B
GB/T8163-1999 GB9948-88
GB/T14976-2002 GB/T14976-2002 GB/T14976-2002 GB/T14976-2002 GB/T14976-2002
GB9948-88 GB/T13296-91 GB/T13296-91 GB/T13296-91 GB/T13296-91 GB/T13296-91 GB/T13296-91 GB/T13296-91 GB/T13296-91
SUSF304 SUSF304L SUSF316 SUSF316L SUSF317L SUSF304 SUSF304L SUSF316L
SS400 SUS304 SUS304L SUS316 SUS316L SNB7+S45
C SUS316 SUS304
0Cr18Ni9 00Cr19Ni10 0Cr17Ni12Mo2 00Cr17Ni14Mo2
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
Quenched and tempered chromium-molybdenum and chromium-molybdenum-vanadium alloy steel plates for pressure vessels
1. SA542 is suitable for two 21⁄4Cr-1Mo and three Cr-Mo-V alloy steel plates used in quenching and tempering conditions to manufacture welded pressure vessels and components.
2. There are five types of steel supplied by SA542, codenamed “A”, “B”, “C”, “D”and “E”. Type B and Type A are identical except for the limited range of carbon, phosphorus, sulfur and nickel. Steel is also divided into five categories, the strengths of which are listed below.
composition to meet the specified mechanical properties. The minimum thickness of the steel plate is limited to 3/16 in. (5 mm)
3, SA542 steelmaking method: SA542 steel must be killed steel, and must meet the A20/A20M standard fine austenite grain size requirements.
4, SA542 heat treatment
4.1 SA542 All steel plates are subjected to normalizing heat treatment. At this time, the steel plate may be heated to an appropriate austenitizing temperature for a sufficient time to make the temperature uniform throughout the thickness and quenched by spraying or immersion in a suitable liquid medium. The minimum austenitizing temperature of the D-type material should be 1650℉(900 ℃). The minimum austenitizing temperature of the E-type material should be 1850℉(1010 ℃).
4.2 After quenching, the tempering of the steel plate has obtained the specified tensile performance requirements. When tempering, the steel plate is heated to a suitable temperature and kept for a period of time, and the holding time is not less than 30 min/in. (1.2 min/mm), but
5、4.3 For steel plates with a thickness greater than 4 in. (100 mm), before the heat treatment according to 4.2, for A, B, C and D steel plates at 1650~1850℉(900~1010℃), for E steel at 1850~2050℉( Pre-normalizing treatment or water quenching at a temperature within the temperature range of 1010 to 1120℃).
6、4.4 Order steel plates not subjected to heat treatment in accordance with the requirements of Articles 4.1 to 4.3 shall be subjected to stress relief treatment or annealed condition, and the minimum stress relief treatment temperature of the steel plate shall be 1200℉(650℃) except for the E-shaped steel plate. , other models of steel should be 1050℉(565℃).。