EOEG(乙二醇)装置工艺技术特点及基本原理教学内容
第三篇_第五章_环氧乙烷乙二醇装置
第五章环氧乙烷/乙二醇装置第一节概述环氧乙烷(EO)、乙二醇(EG)都是重要的基本化工原料,亦是石油化工的产品,用途十分广泛。
通常,乙二醇由环氧乙烷水合而成。
环氧乙烷的生产方法之一——氯醇法在国外已被淘汰,国内尚保留有年产1.5万吨的氯醇法制环氧乙烷装置。
当前生产环氧乙烷的主要工艺是乙烯在银催化剂上的空气或氧气直接氧化法。
目前我国较为大型的空气法年产4.4万吨乙二醇已经改造为年产6万吨乙二醇并采用直接氧化法的装置建在辽阳化纤总厂。
70年代引进的年产6万吨乙二醇和1987年引进的年产20万吨乙二醇,以及1987年签订合同引进的另两套分别为年产12万吨、6万吨的四套乙二醇装置均采用直接氧化法工艺。
四套装置分别建在燕山、扬子、金山及抚顺。
一、生产方法乙烯气相直接氧化法分为空气法与氧气法两种。
辽化采用原西德虚尔斯(Huels )空气氧化法专利技术,由法国引进。
燕化采用的氧气法系美国S.D公司(美国科学设计公司)的专利技术,由日本日曹公司承建。
下面仅以乙烯直接氧化法生产环氧乙烷的工艺为主要内容介绍。
工艺原理是乙烯在银催化剂上与氧发生部分氧化反应生成环氧乙烷,其主反应是:主要副反应:CO2和水:除乙醛外,反应中还有少量的其它副产物生成,其反应机理及形成原因尚不清楚。
环氧乙烷与水在一定条件下水合制得一乙二醇、二乙二醇及三乙二醇等醇类。
由乙烯、氧气(或空气)、致稳气(N2, CH4等)、适量抑制剂(二氯乙烷)组成的混合气,通过置于固定床反应管中的银催化剂发生反应生成环氧乙烷。
含环氧乙烷的反应气经水吸收、汽提、脱除CO2,水合生成乙二醇,少部分环氧乙烷水溶液经过精制得精环氧乙烷。
环氧乙烷和水直接生成乙二醇的同时,还有少量的副反应:环氧乙烷和乙二醇及较高的同系物反应,生成二乙二醇及更少量的三乙二醇、多乙二醇。
二、工艺流程S.D公司专利技术生产乙二醇的工艺简略如下:1.乙烯氧化及循环气压缩将乙烯与氧气混入循环气中,在N2致稳条件下使氧含量达7%,乙烯含量达15%,CO210%,Ar约<12,(用甲烷做致稳气时,O28%,C2H425%)然后使循环气与反应器出来的反应气体换热,升温后进入填有Ag催化剂的固定床,在约200~270℃,平均压力2. 1MPa条件下进行反应,生成环氧乙烷。
EOEG(乙二醇)装置工艺技术特点及基本原理

E O E G(乙二醇)装置工艺技术特点及基本原理-标准化文件发布号:(9456-EUATWK-MWUB-WUNN-INNUL-DDQTY-KII工艺技术特点及基本原理基本原理乙烯氧化生成环氧乙烷的反应机理乙烯氧化过程按氧化程度可分为选择性氧化(部分氧化)和深度氧化(完全氧化)两种情况。
乙烯分子中的碳—碳双键(C=C)具有突出的反应活性,在一定氧化条件下可实现碳—碳双键的选择氧化而生成环氧乙烷,但在通常氧化条件下,乙烯分子骨架很容易被破坏,发生深度氧化而生成二氧化碳和水。
目前工业上乙烯直接氧化生成环氧乙烷的最佳催化剂是银催化剂。
(1)主反应乙烯氧化生成环氧乙烷是放热反应,在250℃时,每生成一摩尔环氧乙烷要释放出25.19千卡的反应热。
(2)副反应乙烯氧化时除生成产物环氧乙烷外,还发生其它反应:在工业生产中,反应产物里实际主要是环氧乙烷、二氧化碳和水,而甲醛量远小于1%,乙醛量则更小。
反应(2)是主要副反应,也是放热反应,250℃时,每反应掉1摩尔乙烯要放出315.9千卡反应热,如果反应温度过高或其它条件影响会产生反应(3),其反应也是强放热反应,每反应掉1摩尔环氧乙烷要放出314.4千卡的热量,副反应(2)和(3)与主反应(1)的反应进行比较,便可看出副反应的反应热是主反应热的卡几倍,因此必须严格控制工艺条件,以防副反应增加。
不然,副反应加剧,势必引起操作条件恶化,造成恶性循环,甚至发生催化剂床层"飞温"(由于催化剂床层大量积聚热量造成催化剂层温度突然飞速上升的现象)而使正常生产遭到破坏。
近代对乙烯在银催化剂条件下的选择性氧化机理做了大量的研究,比较统一的看法是:A.氧被银表现吸附的形态初始时,在各种不同温度下氧被高速度吸附,此时活化能很低,约为3千卡/克分子,这个过程发生在四个邻近的清洁的银原子上氧分子的解离吸附(非活化解离吸附)。
O2+4Ag(邻近)→2O2-(吸附)+4Ag+(邻近) (a)如果银表面有四分之一被氯遮盖时,则上述过程被完全吸附。
EOEG(乙二醇)装置工艺技术特点及基本原理

工艺技术特点及基本原理基本原理乙烯氧化生成环氧乙烷的反应机理乙烯氧化过程按氧化程度可分为选择性氧化(部分氧化)和深度氧化(完全氧化)两种情况。
乙烯分子中的碳—碳双键(C=C)具有突出的反应活性,在一定氧化条件下可实现碳—碳双键的选择氧化而生成环氧乙烷,但在通常氧化条件下,乙烯分子骨架很容易被破坏,发生深度氧化而生成二氧化碳和水。
目前工业上乙烯直接氧化生成环氧乙烷的最佳催化剂是银催化剂。
(1)主反应乙烯氧化生成环氧乙烷是放热反应,在250℃时,每生成一摩尔环氧乙烷要释放出25.19千卡的反应热。
(2)副反应乙烯氧化时除生成产物环氧乙烷外,还发生其它反应:在工业生产中,反应产物里实际主要是环氧乙烷、二氧化碳和水,而甲醛量远小于1%,乙醛量则更小。
反应(2)是主要副反应,也是放热反应,250℃时,每反应掉1摩尔乙烯要放出315.9千卡反应热,如果反应温度过高或其它条件影响会产生反应(3),其反应也是强放热反应,每反应掉1摩尔环氧乙烷要放出314.4千卡的热量,副反应(2)和(3)与主反应(1)的反应进行比较,便可看出副反应的反应热是主反应热的卡几倍,因此必须严格控制工艺条件,以防副反应增加。
不然,副反应加剧,势必引起操作条件恶化,造成恶性循环,甚至发生催化剂床层"飞温"(由于催化剂床层大量积聚热量造成催化剂层温度突然飞速上升的现象)而使正常生产遭到破坏。
近代对乙烯在银催化剂条件下的选择性氧化机理做了大量的研究,比较统一的看法是: A.氧被银表现吸附的形态初始时,在各种不同温度下氧被高速度吸附,此时活化能很低,约为3千卡/克分子,这个过程发生在四个邻近的清洁的银原子上氧分子的解离吸附(非活化解离吸附)。
O2+4Ag(邻近)→2O2-(吸附)+4Ag+(邻近) (a)如果银表面有四分之一被氯遮盖时,则上述过程被完全吸附。
第二种过程是表面缺乏四个邻近的清洁银原子时,则发生氧分子的非离解吸附,此时氧分子一个电子,这个过程的活化能约为7.9千卡/克分子。
EOEG装置工艺技术特点及基本原理

工艺技术特点及基本原理基本原理乙烯氧化生成环氧乙烷的反应机理乙烯氧化过程按氧化程度可分为选择性氧化(部分氧化)和深度氧化(完全氧化)两种情况。
乙烯分子中的碳—碳双键(C=C)具有突出的反应活性,在一定氧化条件下可实现碳—碳双键的选择氧化而生成环氧乙烷,但在通常氧化条件下,乙烯分子骨架很容易被破坏,发生深度氧化而生成二氧化碳和水。
目前工业上乙烯直接氧化生成环氧乙烷的最佳催化剂是银催化剂。
(1)主反应乙烯氧化生成环氧乙烷是放热反应,在250℃时,每生成一摩尔环氧乙烷要释放出千卡的反应热。
(2)副反应乙烯氧化时除生成产物环氧乙烷外,还发生其它反应:在工业生产中,反应产物里实际主要是环氧乙烷、二氧化碳和水,而甲醛量远小于1%,乙醛量则更小。
反应(2)是主要副反应,也是放热反应,250℃时,每反应掉1摩尔乙烯要放出千卡反应热,如果反应温度过高或其它条件影响会产生反应(3),其反应也是强放热反应,每反应掉1摩尔环氧乙烷要放出千卡的热量,副反应(2)和(3)与主反应(1)的反应进行比较,便可看出副反应的反应热是主反应热的卡几倍,因此必须严格控制工艺条件,以防副反应增加。
不然,副反应加剧,势必引起操作条件恶化,造成恶性循环,甚至发生催化剂床层"飞温"(由于催化剂床层大量积聚热量造成催化剂层温度突然飞速上升的现象)而使正常生产遭到破坏。
近代对乙烯在银催化剂条件下的选择性氧化机理做了大量的研究,比较统一的看法是: A.氧被银表现吸附的形态初始时,在各种不同温度下氧被高速度吸附,此时活化能很低,约为3千卡/克分子,这个过程发生在四个邻近的清洁的银原子上氧分子的解离吸附(非活化解离吸附)。
O2+4Ag(邻近)→2O2-(吸附)+4Ag+(邻近) (a)如果银表面有四分之一被氯遮盖时,则上述过程被完全吸附。
第二种过程是表面缺乏四个邻近的清洁银原子时,则发生氧分子的非离解吸附,此时氧分子一个电子,这个过程的活化能约为千卡/克分子。
EOEG装置工艺流程介绍
第五章工艺流程叙述5.1EO反应——61单元反应系统接受来自 CO2脱除单元(63工段)的进气,反应初期温度为64℃。
循环气通过二氧化碳再生塔尾气冷凝器 E-6308预热到102℃。
Y-6114喷射出的乙烯使反应器进口的乙烯浓度保持在28% mol。
进料浓度约为 7.6% mol O2。
加入氧气,使其在物料中浓度不超过 8.85% mol这个氧气限制浓度。
氧气流速随催化剂使用周期增长而增加。
高压氮气缓冲罐 C-6166储存氮气,以供在开车和停车情况时对 O 2系统的清扫。
在加进 O 2之后,循环气在 E-6109中与低压凝液换热、在循环气热交换器 E-6106中与热循环气体换热,以控制反应末期进料温度 212℃。
E-6106壳程温度最小为120℃,以防管程结垢。
催化剂促进剂在 E-6109后面加入。
催化剂促进剂经泵(G-6606/7)以液相进入反应循环。
促进剂在进入大量的循环气之前,要用加热少量循环气来气化。
这种设计防止固体形成,并提供了循环气中的促进剂均匀分布。
由于催化剂活性周期的原因,循环气进入反应器的量是变化的。
设计流量变化范围从反应前期的 1.05 MMKg/hr到反应末期的 1.21 MMKg/hr。
反应器 E-6101排出富含 EO的循环气。
反应器出口的循环气温度,在反应末期约为257℃,在反应前期为 228℃。
出口封头的容积最小化设计,这便于催化剂的更换,减少杂质生成、减少换热器结垢、减少反应循环管线尾烧的危险。
管子的数量以及反应器外径由最大产品流速时的催化剂最高温度决定。
反应器的冷却是通过汽包发汽系统来实现的。
汽包 C-6130水通过热虹吸式将水循环到反应器壳体,从回流液体中分离出所产生的蒸汽。
反应器的热量产生的蒸汽从反应前期到反应末期,随催化剂周期变化,都回收到中压蒸汽总管。
汽包和反应器的设计压力由反应末期蒸汽压力(饱和温度255℃)决定,为4.9 MPaG。
热的循环气进入位于反应器封头底部的换热器E-6104,进行快速急冷。
环氧乙烷乙二醇装置操作手册概要

环氧乙烷/乙二醇装置操作手册执笔:徐可敏张国甫审核:陈忠华环氧乙烷/乙二醇装置操作手册目录概述 (1)61 单元 (1)62 单元 (33)B:操作 (37)63 单元 (43)64 单元 (51)65 单元 (77)66 单元 (81)67 单元 (87)68 单元 (100)69 单元 (114)70 单元 (129)74 单元 (133)81 单元 (140)82 单元 (146)83 单元 (150)检查纪录 (155)操作指南 (157)催化剂装填 (175)维护 (181)第 1 页共1 页概述概述陶氏化学公司为镇海炼化公司EO/EG装置提供的工艺设计包将推动实施装置的详细设计,保证装置达到高物料效率、有吸引力的能效、较高的产品质量、极低的污水排放。
在催化剂的整个生命周期过程中,装置反应器可生产506.3 kTA环氧乙烷并全部消耗用于生产乙二醇。
装置的纯环氧乙烷生产能力可达到100 kTA。
装置操作安全、可靠。
本操作手册包括有关开车、正常操作、停车和紧急工况等的说明和程序,镇海炼化可据此编写环氧乙烷/乙二醇装置详细的操作程序。
装置根据工艺操作的逻辑区分划分成不同的部分。
本手册对每一部分都提供了有关工艺、设备和仪表的说明以及各部分的特定安全注意事项和操作程序。
本手册还包括一些针对整个装置的程序和信息。
装置一般安全注意事项乙二醇装置在一定的温度和压力极限范围内处理高温、反应、易燃或有毒化学物质方面与其他化学加工装置非常相似。
编写和执行安全规定及程序可保证人身和设备安全。
这种程序一般包括但不限于火灾和蒸汽预防、人身保护性设备规范、设备维护程序。
除化工厂内已有的安全注意事项,乙二醇工艺还有一些特殊的注意事项,包括防止反应系统形成易燃氧气/燃料混合物、乙烯/氧气混合物自燃、浓环氧乙烷分解以及乙二醇蒸馏塔内乙二醇/碱混合物分解。
这些安全注意事项在操作手册相关区域的操作部分进行了详细讨论。
本工艺设计包中规定的很多设计特性都是为了减少其中危害发生的可能性。
EOEG装置工艺流程介绍
第五章工艺流程叙述5.1EO反应——61单元反应系统接受来自 CO2脱除单元(63工段)的进气,反应初期温度为64℃。
循环气通过二氧化碳再生塔尾气冷凝器 E-6308预热到102℃。
Y-6114喷射出的乙烯使反应器进口的乙烯浓度保持在28% mol。
进料浓度约为 7.6% mol O2。
加入氧气,使其在物料中浓度不超过 8.85% mol这个氧气限制浓度。
氧气流速随催化剂使用周期增长而增加。
高压氮气缓冲罐 C-6166储存氮气,以供在开车和停车情况时对 O 2系统的清扫。
在加进 O 2之后,循环气在 E-6109中与低压凝液换热、在循环气热交换器 E-6106中与热循环气体换热,以控制反应末期进料温度 212℃。
E-6106壳程温度最小为120℃,以防管程结垢。
催化剂促进剂在 E-6109后面加入。
催化剂促进剂经泵(G-6606/7)以液相进入反应循环。
促进剂在进入大量的循环气之前,要用加热少量循环气来气化。
这种设计防止固体形成,并提供了循环气中的促进剂均匀分布。
由于催化剂活性周期的原因,循环气进入反应器的量是变化的。
设计流量变化范围从反应前期的 1.05 MMKg/hr到反应末期的 1.21 MMKg/hr。
反应器 E-6101排出富含 EO的循环气。
反应器出口的循环气温度,在反应末期约为257℃,在反应前期为 228℃。
出口封头的容积最小化设计,这便于催化剂的更换,减少杂质生成、减少换热器结垢、减少反应循环管线尾烧的危险。
管子的数量以及反应器外径由最大产品流速时的催化剂最高温度决定。
反应器的冷却是通过汽包发汽系统来实现的。
汽包 C-6130水通过热虹吸式将水循环到反应器壳体,从回流液体中分离出所产生的蒸汽。
反应器的热量产生的蒸汽从反应前期到反应末期,随催化剂周期变化,都回收到中压蒸汽总管。
汽包和反应器的设计压力由反应末期蒸汽压力(饱和温度255℃)决定,为4.9 MPaG。
热的循环气进入位于反应器封头底部的换热器E-6104,进行快速急冷。
环氧乙烷生产装置操作 乙二醇生产原理及工艺条件
工艺条件
01
原料配比
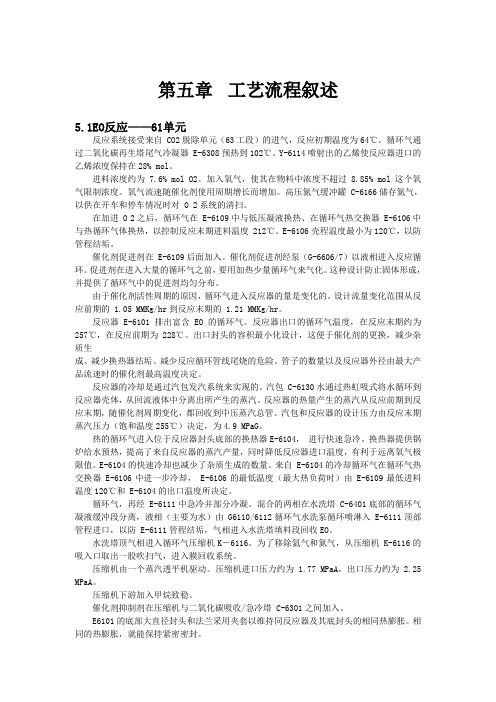
环氧乙烷与水的摩尔比越低,乙二醇收率 越高;
用水量增加,设备利用率会降低,反应后 物料中乙二醇浓度下降,乙二醇提浓时能 耗增大;
当环氧乙烷与水的摩尔比为1:10时,乙二 醇的收率可达80%;
按所需的乙二醇及其缩合物的比例,确定 原料配比。
工艺条件
02
反应温度
水合时间为30~40min时,为达到 环氧乙烷较高的转化率,反应温度 为150~200℃。
乙二醇生产原理 及工艺条件
目
CONTENTS
录
01 认识乙二醇 02 反应原理 03 工艺条件
01
认识乙二醇
认识乙二醇
化学式HOCH2-CH2OH,简称EG,一种简单的二元醇
无色、无臭、有甜味、黏稠液体。能与水以任意比例混合, 可混溶于乙醇、醚等,对动物有毒性
认识乙二醇
乙二醇主要用于制造树脂、增塑剂、合成纤维、化妆品,也可用作 溶剂、配制发动机抗冻剂。
02
反应原理
反应原理
主反应
CH2-CH2+H2O=H2C-CH2 +81.6kJ/mol
o
OH OH
副反应
CH2-CH2 + H2C-CH2=H2C-CH2-O-CH2-CH2
o
OH OH OH
OH
ห้องสมุดไป่ตู้ 03
工艺条件
工艺条件
01
02
03
04
工艺条件
01
原料配比
收
1
率
/%
2
3 4
环氧乙烷/水(摩尔比) 图5-7 环氧乙烷和水的摩尔比对各种产物的收率影响
工艺条件
03
环氧乙烷废气处理装置的工艺设计
结论
结论
本次演示对环氧乙烷催化水合制乙二醇的工艺进行了详细的研究。首先介绍 了该工艺的基本原理和工艺流程,然后分析了反应条件对产物的影响。接着深入 探讨了反应机理和催化剂的作用,并对比了当代国内外的研究成果及相关工艺。 研究发现,环氧乙烷催化水合制乙二醇的工艺具有较高的选择性和较低的成本, 但仍存在一定的不足之处,如催化剂易流失等。
概述
环氧乙烷催化水合制乙二醇的工艺主要包括以下步骤:环氧乙烷与水在催化 剂的作用下反应生成乙二醇和乙醇,再通过精馏分离出产品。该工艺不仅具有高 的选择性,而且催化剂的活性可以重复使用。此外,通过优化反应条件,可以显 著提高乙二醇的收率和纯度。
反应条件对产物的影响
反应条件对产物的影响
在环氧乙烷催化水合制乙二醇的反应中,反应温度、压力、物料配比和催化 剂浓度等因素都会对产物产生影响。其中,反应温度的提高有助于提高乙二醇的 收率,但过高会导致副反应增加。压力对产物的影响则与温度相反,适当增加压 力可以提高反应速率和产物收率。物料配比方面,环氧乙烷与水的比例对产物影 响较大,最佳配比需要根据具体工艺条件确定。而催化剂浓度的增加则可以加快 反应速率,但过高的催化剂浓度会导致成本增加。
当代国内外研究成果与相关工艺 对比
当代国内外研究成果与相关工艺对比
近年来,国内外研究者针对环氧乙烷催化水合制乙二醇的工艺进行了大量研 究。在催化剂的优化方面,研究者们通过改变化学组成、物理结构等手段,研发 出一系列高效、稳定的催化剂。此外,一些新的反应器设计和工艺流程也被提出, 旨在提高乙二醇的收率和纯度,降低生产成本。与相关工艺相比,环氧乙烷催化 水合制乙二醇的工艺具有更高的选择性和较低的成本。
基本内容
1、吸收法主要是通过液体吸收剂与废气中的环氧乙烷发生化学反应,从而达 到净化废气的目的。该方法适用于处理废气量较大、浓度较低的环氧乙烷废气, 具有较高的净化效率,但运行成本相对较高。
EG工艺简介和分析项目资料
1台
7)H2循环气压缩机
1台
2个系列共用1台低压闪蒸槽(Ⅰ)和(Ⅱ)
一、乙二醇(EG)合成工艺原理简介
三、乙二醇合成工艺流程简介 从H2/CO分离装置来的99.9%氢气与H2循环气压缩机出口循环
气混合后进入进出物料换热器(E-51A01A/B)的壳层,与出 乙二醇合成塔(R-51A01A/B)的气体换热后进入DMO蒸发塔 (C-51A01A/B)下部。
2、乙二醇合成反应是放热反应,副产0.4MPa或者
0.8MPa的低压蒸汽。
一、乙二醇(EG)合成工艺原理简介
乙二醇合成主要副反应式
HOCH2CH2OH + H2——CH3CH2OH+H2O -86.66KJ (3)
乙二醇
乙醇
此反应换算成草酸二甲酯,反应式则为:
(COOCH3)2 +5H2—CH3CH2OH+2CH3OH + H2O -187.88KJ 乙醇和乙二醇发生增碳反应
1)高压闪蒸槽(Ⅰ)液相取样点位号:AP51A/B14,共2个。 主要分析项目:MeOH(30.04%)+EG(67.5%) 检测器:FID 气体分析项目:ET(0.12%)+12BDO(0.41%)+MG(0.2%)及杂质。 2)高压闪蒸槽(Ⅱ)液相取样点位号:AP51A/B15,共2个。 主要分析项目:MeOH(96.25%)+EG(1.85%) 检测器:FID 气体分析项目:ET(0.66%)+12BDO(139ppm)+MG(387ppm)及杂
过热交换后,由于冷凝,主要成分被凝结出部分液体,故, 气相组分含量减少。
二、乙二醇(EG)合成取样点及分析项目简 介
5、高压闪蒸槽(Ⅰ)(Ⅱ)液相出口和(Ⅱ)气相出口。 各两个取样点。其作用是经过两级降温,将MeOH、ET、EG等 醇类物质冷凝出来,将H2气等气体经压缩机提压重新进入循 环系统。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
工艺技术特点及基本原理
基本原理
乙烯氧化生成环氧乙烷的反应机理
乙烯氧化过程按氧化程度可分为选择性氧化(部分氧化)和深度氧化(完全氧化)两种情况。
乙烯分子中的碳—碳双键(C=C)具有突出的反应活性,在一定氧化条件下可实现碳—碳双键的选择氧化而生成环氧乙烷,但在通常氧化条件下,乙烯分子骨架很容易被破坏,发生深度氧化而生成二氧化碳和水。
目前工业上乙烯直接氧化生成环氧乙烷的最佳催化剂是银催化剂。
(1)主反应
乙烯氧化生成环氧乙烷是放热反应,在250℃时,每生成一摩尔环氧乙烷要释放出25.19千卡的反应热。
(2)副反应
乙烯氧化时除生成产物环氧乙烷外,还发生其它反应:
在工业生产中,反应产物里实际主要是环氧乙烷、二氧化碳和水,而甲醛量远小于1%,乙醛量则更小。
反应(2)是主要副反应,也是放热反应,250℃时,每反应掉1摩尔乙烯要放出315.9千卡反应热,如果反应温度过高或其它条件影响会产生反应(3),其反应也是强放热反应,每反应掉1摩尔环氧乙烷要放出314.4千卡的热量,副反应(2)和(3)与主反应(1)的反应进行比较,便可看出副反应的反应热是主反应热的卡几倍,因此必须严格控制工艺条件,以防副反应增加。
不然,副反应加剧,势必引起操作条件恶化,造成恶性循环,甚至发生催化剂床层"飞温"(由于催化剂床层大量积聚热量造成催化剂层温度突然飞速上升的现象)而使正常生产遭到破坏。
近代对乙烯在银催化剂条件下的选择性氧化机理做了大量的研究,比较统一的看法是: A.氧被银表现吸附的形态
初始时,在各种不同温度下氧被高速度吸附,此时活化能很低,约为3千卡/克分子,这个过程发生在四个邻近的清洁的银原子上氧分子的解离吸附(非活化解离吸附)。
O2+4Ag(邻近)→2O2-(吸附)+4Ag+(邻近) (a)
如果银表面有四分之一被氯遮盖时,则上述过程被完全吸附。
第二种过程是表面缺乏四个邻近的清洁银原子时,则发生氧分子的非离解吸附,此时氧
分子一个电子,这个过程的活化能约为7.9千卡/克分子。
O2 + Ag → O2-(吸附) + Ag+ (b)
第三种过程是在较高温下发生的,此时活化能最高,约为14.4千卡/克分子,这个过程要求非邻近的银原子迁移,形成邻近银原子的吸附点,从而发生氧分子的解离吸附(活化的解离吸附)
O2+4Ag(非邻近)→2O2-(吸附)+4Ag+(邻近) (c)
这个过程是随温度的降低而被减弱。
B.乙烯与吸附氧之间的相互作用
乙烯与被吸附的分子氧作用生成环氧乙烷,而与离解的原子氧作用生成二氧化碳和水。
C.乙烯选择性氧化为环氧乙烷的机理。
氯有较高吸附热,它能优先地迅速占领银表面的吸附点。
前面已讲到,当银表现有四分子一被氯遮盖时,氧分子非活化解离吸附〔式(a)几乎完全不会发生,由于氯表面迁移活化能比氧高,所以也能抑制氧分子活化的离解吸附〔式(c)〕。
因此可以看出,在原料气中一定计量的氯能提高选择性的实质,是银催化剂表面上氯能有效的抑制氧分子的解离吸附,这样在银表面上被吸附的原子氧浓度大为降低,被吸附的分子氧浓度大为增高,因此提高了乙烯直接氧化反应过程的选择性。
在适宜温度下,当银催化剂表面为氯最佳遮盖时,氧分子的非活化离解吸附将完全抑制,而氧分子的活化解离吸附与氧分子的非解离吸附相比可以忽略,这样乙烯便与吸附的分子氧进行选择性氧化。
O2 + CH2=CH2→ C2H4O + 0(吸附) (d)
生成的原子氧与乙烯发生深度氧化而成为二氧化碳和水。
6O(吸附) + CH2=CH2→ 2CO2 + 2H2O (e)
反应(e)是在反应(d)生成原子氧的前提下进行的。
因此,在稳定状态下,须将反应(d)和(e)结合起来统一考虑。
将反应(d)各项系数乘以6,再与反应(e)结合得到下式。
7CH2=CH2 + 6O2(吸附) → 6C2H4O + 2CO2 + 2H2O (f)
如果环氧乙烷在反应中不被氧化,即转化率等于零,反应(d)所生成的氧原子的复合(或脱吸)反应。
20(吸附) → O2 (g)
进行的速度很慢,那么按上述机理,乙烯直接氧化成环氧乙烷反应选择性的极限值是
6/7,即每7个乙烯分子参加反应,其中6个转变为环氧乙烷,而有一个发生燃烧反应生成二氧化碳和水。
事实上,前面谈到的几个假定条件是难实现的,所以一般反应的选择性都在80%以下。
二氧化碳吸收、脱除机理
本装置脱除氧化反应副产物二氧化碳,是采用碳酸盐溶液吸收二氧化碳来进行的,此反应不是单纯的溶解过程,在溶解过程中发生了化学吸收反应(在接触吸收塔C-201中进行)。
K2CO3 + CO2 + H2O → 2KHCO3(吸收)
此反应分五步进行:
H 20 → H + + OH -
(1)
K 2CO 3 → CO 32- + 2K + (2)
H + + CO 32- → HCO 3- (3)
K + + HCO 3- → KHCO 3 (4)
CO 2 + OH - → HCO 3- (5)
速度由第五步控制。
生成的KHCO 3 与蒸汽接触被再生,生成K 2CO 3 放出二氧化碳(在再生塔C-202中进行) 2KHCO 3 → K 2CO 3 + H 2O + CO 2(解吸)
环氧乙烷无催化水合的反应机理
MEG 无催化水合反应
EO 氧化生成的产物环氧乙烷(EOE ),回收后经无催化水合反应生成乙二醇(MEG )并有副产物二乙二醇(DEG ),三乙二醇(TEG )生成。
)(42242MEG OH H HOC O H O H C −→−+ +92.1 KJ/mol
)(424242DEG OH H OC H HOC MEG O H C −→−+ +104.7 KJ/mol
)(42424242TEG OH H OC H OC H HOC DEG O H C −→−+ +100.5 KJ/mol
此外,环氧乙烷在高温下(200℃)有可能异构化成乙醛,因为乙醛容易氧化生成醋酸而腐蚀设备,所以应避免这种反应,其反应如下
:
在反应中如有碱金属或碱土金属存在时,将催化这一反应。
乙烯膜回收原理
有机蒸汽膜法回收系统主要采用“反向”选择性高分子复合膜。
在一定的渗透推动力作用下,根据不同气体分子在膜中的溶解扩散性能的差异,可凝性有机蒸汽(如乙烯、丙烯、重烃等)与惰性气体(如氢气、氮气、甲烷等)相比,被优先吸附渗透,从而达到分离的目的。
A :反应器出口循环气 C :尾气,去原放空系统
B :富乙烯气体,去尾气回收压缩 膜。