维修注塑机比例伺服阀
比例阀维护和修理中需要注意哪些事项 比例阀维护和修理保养

比例阀维护和修理中需要注意哪些事项比例阀维护和修理保养Parker比例阀维护和修理中需要注意哪些事项电液伺服阀对液压系统有很高的要求,介质的颗粒清洁度要求不低于NAS6级。
伺服阀工作性能的稳定性很大程度上倚靠于液压系统介质品质的高处与低处。
除在液压泵站泵的出口安装出名义过滤精度为3bLm的过滤器外,在伺服阀的进口前还装有一个3pm的二级保护过滤器。
穆格伺服维护和修理中需要注意下列问题:1、伺服阀在发生故障前,往往可依据很多途径判定出它的工作状态,为此,预见性的更换较之被动更换,更能保证整个系统的工作稳定性。
2、在环境湿度较高的地方使用该阀时,应在油箱上安装可除湿的呼吸器,以保证介质的含水量不超过0.006%。
3、定期取样化验液压介质的颗粒污染度,并依据化验结果,订立出一个较合理的油品及滤芯更换周期,以保证介质的颗粒污染度不低于NAS6级。
4、更换下来的伺服阀,一般情况下经过修理便可再次使用,送专业厂家检修为宜,以确保伺服阀的性能牢靠。
电液比例阀进展历程特别悠久,它是一种输出量与输入信号成比例的液压阀,了解比例阀维护和修理及工作原理特别紧要。
它广泛应用于对液压参数进行连续掌控或程序掌控,电液比例阀工作原理和结构形式、工作特点,对比例阀负载感应和压力补偿原理进行了剖析讨论。
对电液比例阀不同应用,特别是工程机械先导把持和遥控方面应用进行了论述电液比例阀对简化工程机械操作、提率和作业精度以及实现智能化作业都有着极其紧要意义,其性能进一步提高和应用范畴日益拓宽必将使工程机械产品技巧水平到较大程度提高。
某推土机推土铲手动与电液比例先导把持实例。
当二位三通电磁阀不通电时,先导压力与手动减压式先导阀相通,梭阀选择来自手动先导阀压力对液动换向阀进行把持;当二位三通电磁阀通电时,先导把持压力油通向三通比例减压式先导阀,梭阀对液动换向阀进行把持。
电液比例阀是阀内比例电磁铁输入电压信号产生相应动作,使工作阀阀芯产生位移,阀口尺寸发生更改并以此完成与输入电压成比例压力、流量输出元件。
注塑机维修全解
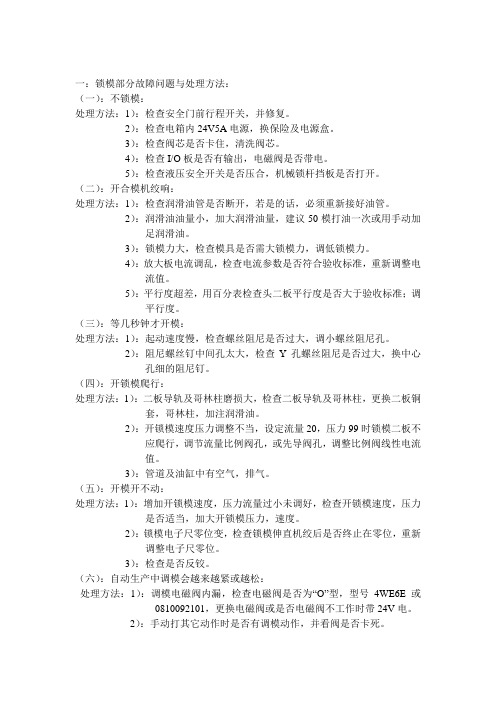
一:锁模部分故障问题与处理方法:(一):不锁模:处理方法:1):检查安全门前行程开关,并修复。
2):检查电箱内24V5A电源,换保险及电源盒。
3):检查阀芯是否卡住,清洗阀芯。
4):检查I/O板是否有输出,电磁阀是否带电。
5):检查液压安全开关是否压合,机械锁杆挡板是否打开。
(二):开合模机绞响:处理方法:1):检查润滑油管是否断开,若是的话,必须重新接好油管。
2):润滑油油量小,加大润滑油量,建议50模打油一次或用手动加足润滑油。
3):锁模力大,检查模具是否需大锁模力,调低锁模力。
4):放大板电流调乱,检查电流参数是否符合验收标准,重新调整电流值。
5):平行度超差,用百分表检查头二板平行度是否大于验收标准;调平行度。
(三):等几秒钟才开模:处理方法:1):起动速度慢,检查螺丝阻尼是否过大,调小螺丝阻尼孔。
2):阻尼螺丝钉中间孔太大,检查Y孔螺丝阻尼是否过大,换中心孔细的阻尼钉。
(四):开锁模爬行:处理方法:1):二板导轨及哥林柱磨损大,检查二板导轨及哥林柱,更换二板铜套,哥林柱,加注润滑油。
2):开锁模速度压力调整不当,设定流量20,压力99时锁模二板不应爬行,调节流量比例阀孔,或先导阀孔,调整比例阀线性电流值。
3):管道及油缸中有空气,排气。
(五):开模开不动:处理方法:1):增加开锁模速度,压力流量过小未调好,检查开锁模速度,压力是否适当,加大开锁模压力,速度。
2):锁模电子尺零位变,检查锁模伸直机绞后是否终止在零位,重新调整电子尺零位。
3):检查是否反铰。
(六):自动生产中调模会越来越紧或越松:处理方法:1):调模电磁阀内漏,检查电磁阀是否为“O”型,型号4WE6E 或0810092101,更换电磁阀或是否电磁阀不工作时带24V电。
2):手动打其它动作时是否有调模动作,并看阀是否卡死。
(七):锁模后其它动作工作时,全自动慢慢开模:处理方法:1):油制板泄漏,检查或更换特快锁模阀,更换油制板。
注塑机比例阀工作原理
注塑机比例阀工作原理
注塑机比例阀是一种常用于控制液压系统流量的装置,它的工作原理是通过调节阀芯的位置来改变液体流经阀门的通道面积,从而控制流量的大小。
注塑机比例阀由阀体、阀芯和弹簧组成。
当液体通过阀体的进口进入阀门时,阀芯会根据压力的大小和阀芯外部控制信号的调节来调整自身位置。
阀芯的移动会改变通过阀体的通道面积,从而控制液体的流量。
如果阀芯靠近开口的一端,通道面积较大,液体流经阀门时相对较容易通过,流量较大;如果阀芯靠近关闭的一端,通道面积较小,液体流经阀门时受阻,流量较小。
弹簧的作用是将阀芯保持在一个相对稳定的位置,以便在不受外部控制信号时,阀门能够维持一定的流量。
通过改变阀芯的位置,可以调节液体的流量,从而实现对液压系统的流量控制。
总之,注塑机比例阀通过调节阀芯位置和阀芯外部控制信号来改变通道面积,从而控制液体流经阀门的流量大小。
注塑机常见故障及维修方法探讨
注塑机常见故障及维修方法探讨
注塑机常见故障及维修方法有以下几种:
1. 料筒堵塞:注塑机料筒中的塑料熔融后会被推入模具中进行成型,如果料筒堵塞会影响正常的生产。
解决方法是停机后清理塑料残留物,注意清理时要等料筒冷却。
2. 螺杆断裂:注塑机中的螺杆负责将塑料熔化并推进成型。
如果螺杆断裂,会导致注塑机无法正常工作。
此时需要更换螺杆。
在更换时要注意与机器型号和规格匹配。
3. 温度控制系统故障:注塑机的温度控制系统负责控制注塑过程中的温度,包括料筒温度、模具温度等。
如果温度控制系统故障,可能导致产品质量不稳定。
解决方法是检查故障电路,更换故障的温度控制器。
4. 润滑系统故障:注塑机中的润滑系统负责为机器各个部件提供润滑油。
如果润滑系统故障,会导致机器工作不正常。
解决方法是检查润滑系统的油路和油泵,及时添加润滑油或更换损坏的零件。
5. 模具堵塞:模具是注塑机中非常重要的部件,如果模具堵塞会影响产品成型。
解决方法是停机后清理模具,注意清理时要注意安全,避免受伤。
以上是一些注塑机常见故障及维修方法的介绍,但具体情况还需根据实际故障情况进行判断和解决。
在进行维修时,应注意
安全,并遵循相关操作规程。
建议在遇到严重故障时,及时请专业的维修技术人员进行处理。
HUSKY注塑机MOOG伺服阀维修

维修注塑机MOOG伺服阀伺服阀故障维修:伺服阀是电液伺服控制系统中的重要控制元件,在系统中起着电液转换和功率放大作用。
具体地说,系统工作时,它直接接收系统传递来的电信号,并把电信号转换成具有相应极性的、成比例的、能够控制电液伺服阀的负载流量和负载压力的信号,从而使系统输出较大的液压功率,用以驱动相应的执行机构。
电液伺服阀的性能和可靠性将直接影响系统的性能和可靠性,是电液伺服控制系统中引人瞩目的关键元件。
电气一机械转换器,可产生与电指令信号成比例的旋转运动,用在伺服阀的输入级。
力矩马达包括电气线圈、极靴和衔铁组件等。
衔铁、挡板和反馈杆钢性固接,并由固接在衔铁上的薄壁弹簧管支撑,弹簧管下端与安装盘固接,弹簧管在力矩马达和阀的液压段之间起流体密封作用。
两个电气线圈环绕着衔铁,位于弹簧管的两侧。
电气线圈的位置、衔铁的运动空间、永磁铁被固定在上下两个极靴所形成的空间中.M0OG伺服阀|穆格伺服阀的性能分类MOOG伺服阀主要用在电气液压伺服系统中作为执行元件,根据其穆格伺服阀的性能主要有以下分类:穆格伺服阀D633直动式伺服阀M0OGD633,直动阀(DDV)是具有内部阀芯位置电反馈的伺眼阀。
与只能产生单方向驱动力的比例电磁铁相比,永磁式线性力马达可直接双向驱动阀芯,对中弹簧作用在阀芯上使其复位。
阀芯的位置反馈和脉宽调制(PWM)电路全部集成在阀中。
由于采用阀芯位置电反馈和大驱动力的线性力马达,DDV阀具有很高的分辨率,并使系统具有优良的控制性能。
阀内电路板包含了用于驱动线性力马达的脉宽调制(PWM)和控制阀芯位置的电路,电路板按IP65防护等级安装在阀体内。
D633和D634直动阀内的电路为伺服阀和用户的系统计算机建立了一个简单的操作界面。
如果系统电源切断时,阀内的阀芯对中弹簧可将阀芯回复至中位,而无需使用外力。
穆格伺服阀D633系列常用型号:D633-399B;D633-313B;D633-303B;D633-320B;D633-460B;D633-328B;D633-4007;D633-304B穆格伺服阀G761系列伺服阀(两级伺眼阀)产品说明t穆格伺服阀G761系列伺服阀是具有机械反馈先导级的两级流量控制伺服阀.该系列电液伺服阀是可用作三通和四通节流型流量控制阀,具有响应快,搞污染等特性。
注塑机比例流量、压力的调校
注塑机比例流量、压力的调校阅读:1535次页数:3页 2014-08-04 举报比例流量、压力的调校1、比例阀与电子放大板比例流量阀和比例压力阀统称比例阀。
它有阀体和油摯线圈组成。
它的主要作用是通过油摯线圈受电的大小来控制阀的流量开放多少。
而油摯线圈受电和阀体流量开放程度是按一定比例线性关系而变化的。
当注塑机注塑预置叁数后,通过CPU中央处理器的处理和电子放大板的处理后,注塑机的注塑工作压力和流量就由比例阀控制。
具体可以用电箱旁的DPCA和DSCA电流表来显示比例线性关系。
具体叁数如下。
当S=00时,比例流量DSCA电流电流表显示200Ma;当S=99时,比例流量阀在DSCA表上显示680Ma当P=00时,比例压力阀在CPCA表上显示0mA;当P=99时,比例压力阀在DPCA表上显示800Ma。
而相对的压力表在15~145kg/CM2范围内呈现性变化。
DSCA电流表上和DPCA电流表上显示的电流叁数也就是比例流量、比例压力油摯阀线圈电压变化索取的。
它受控于电脑CPU中央处理器和电子放大板控制。
电子放大板输出电压控制比例流量、比例压力阀。
控制比例流量、比例压力阀的线圈吸合程度来控制油压和油流量。
2、比例阀与电脑CPU中央处理单元比例阀与电脑CPU中央处理单元是紧密相连,密切相连,共为一体,共同来完成注塑工作。
其运行过程应当为:叁数预置——>电脑处理——>电子放大板——>比例流量——>注塑各动作。
了解比例阀与电脑CPU中央处理单元的关系,对维修工作提供依据。
预置叁数使得数据进入电脑CPU中央处理单元,经过对叁数的运算和处理,将数据量通过D/A变换器转换成模拟量信号。
而该模拟量信号又经比例放大处理后,输出再通压力、流量最高控制和压力、流量最低限额控制4电位器进行控制调校,输出信号的幅值实际中应在0~3V范围内变化。
在维修过程中,一般调校好后才可以上机工作,不宜调节压力最高限额控制电位器,否则会改变工作点,给下一级控制带来困难。
比例阀伺服阀维修与实验操作方法

电液伺服阀维修操作程序适用范围《电液伺服阀维修操作程序》适用于电液伺服阀与电液比例伺服阀的维修操作,是伺服阀维修过程的作业指导书。
《电液伺服阀维修操作程序》适用于喷嘴挡板式电液伺服阀、动圈式电液伺服阀、单级直接驱动电液伺服阀、两级力反馈电液伺服阀、三级电反馈电液伺服阀、比例电磁铁驱动的带电反馈和不带电反馈的方向比例阀。
对于不属于上述结构形式的特殊类型的电液伺服阀、方向控制阀、压力控制阀也可以参照本程序文件进行维修作业。
二、维修伺服阀操作步骤与操作技术要求记录伺服阀原始数据记录送修伺服阀的型号、规格、生产厂家、生产日期、产品序列号、用户单位以及使用者自述的故障现象。
2、对伺服阀外观检查检查伺服阀的外观是否完整,是否有零件缺损,联接螺钉是否松动等情况。
并记录检查情况。
3、对伺服阀电器检查用万用表测量检查伺服阀的电联接器,分别记录控制绕组的直流电阻与对地(壳体)电阻。
对于带位移传感器的伺服阀,用万用表分别测量检查并记录传感器绕组直流电阻与对地(壳体)电阻。
对于自带电路控制板的三级电反馈电液伺服阀,除了检查先导级伺服阀的控制绕组以外,还要对照该阀的样本技术资料对照检查电联接器各个针脚的定义与阻抗值,并且做好记录。
经过检查、检测若没有发现异常情况,可以继续进行下述程序。
若发现有问题,待完成有效地处理以后,再进行下述程序。
4、在伺服阀试验台上初步测试在完成上述各项检查检测以后,若没有发现异常情况或有异常情况进行了有效地处理以后,可以在试验台上进行初步检测。
4、1 试验台上安装伺服阀将所修伺服阀通过过渡板或直接安装在伺服阀试验台上,核对伺服阀的进出油口要与伺服阀试验台上的压力油口、回油口相对应一致。
要注意伺服阀是否需要先导供油与先导回油,若需要,要将其与试验台上的对应油口接通。
要注意伺服阀是否有泄漏油口,若有,要使得该泄漏油口无压力回油箱。
4、2 电器信号联接按照所修伺服阀的技术数据与接线图进行接线。
对于喷嘴挡板式伺服阀,一般控制电流信号较小,要用小电流输出功放;对于动圈式伺服阀,用中等电流输出功放;对于动圈式高频伺服阀与大电流比例阀,用大电流输出功放。
注塑机伺服改造方案

注塑机伺服改造方案一、注塑机伺服改造方案介绍二、注塑机伺服改造方案内容1.更换液压系统:将原有的液压系统替换为伺服系统,如在液压驱动系统中加装伺服电机,在注塑机控制系统中加装伺服控制器和伺服阀等,实现对注塑机的精确控制。
2.优化控制系统:升级改造注塑机的控制系统,采用更先进的控制算法和控制器,提高注塑机响应速度和生产精度。
3.完善温度控制:改善注塑机的温度控制系统,增加温度传感器和温度控制模块,提高注塑过程的稳定性和一致性。
4.精确测量与检测:加装流量计、压力传感器和位移传感器等测量传感器,实时监测注塑过程的参数,并通过反馈控制实现对注塑机的精确控制。
5.节能降耗设计:通过改造降低注塑机的能耗,如增加节流器、减小液压缸和泵的尺寸,以减少能量损失;增加注塑机的再生系统,将液压系统的回油回收利用;采用高效能的伺服电机和伺服阀,提高能源利用效率等。
6.数据化管理:建立注塑机的数据采集与管理系统,实时监测和分析注塑机的工作状态和参数,实现远程控制和故障预警,提高注塑机的生产管理和效率。
三、注塑机伺服改造方案的优势1.提高生产效率:伺服系统具有快速响应和高精度控制的特点,可实现快速、准确的注塑过程,提高注塑机的生产效率。
2.节能降耗:伺服系统采用变频控制,只在需要时才提供所需的动力,减少能耗;同时,通过对液压系统进行优化设计和改造,进一步降低能耗,达到节能的效果。
3.提高产品质量:伺服系统的高精度控制和稳定性能,可提高注塑产品的一致性和成型质量,减少废品率。
4.降低维护成本:伺服系统的结构简单,故障率低,减少了维护和修理的成本。
5.数据化管理:通过建立数据采集与管理系统,实现对注塑机的实时监测和分析,提高生产管理效率,减少生产故障和停机时间。
四、注塑机伺服改造方案的应用范围结语:通过注塑机伺服改造方案的实施,可以提高注塑机的生产效率、降低能耗和减少废品率,使得企业在激烈的市场竞争中能够获得更大的竞争优势。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
上海纽顿液压设备有限公司维修比例伺服阀
维修注塑机比例伺服阀
有先进的比例伺服阀检测设备以及专业的维修服务团队。
检测,快速精准的故障评估和技术处理。
并提供完整曲线报告。
速度快,价格便宜,经验丰富.本公司拥有先进的比例伺服阀检测设备以及专业的维修服务团队。
注塑机的组成
注塑机主要由四大部份组成:机械部分、电子部分、电气部分、液压部分,除其四大部分外,还有一~辅助部分。
机械部分:主要由锁模部分,射胶部分和其它辅助部分组成。
锁模部分:有关开模油缸,双曲肘绞机构,哥林柱,模板芯。
射胶部分:有射座、射胶缸、料筒、螺杆、熔胶马达、料斗、发热元件等。
辅助部分:机架、安全门、防护罩等相关保护装置。
电子部分:程序控制电器、微电脑控制、2/0按口电路及驱动电路。
电气部分:主要由控制电臬、油泵电机、电加热电路、电源电路等组成。
液压部分:主要由油承、油路和各种油液阀门组成,油液压阀有比例压力阀和比例流量阀,还有各种电磁控制方向阀,溢流阀等。
伺服阀的功能:将输入至系统的小功率控制电信号
转变为阀芯的运动,而阀芯的运动又去控制流向液压执行元件的压力能(压力和流量),实现电液信号的转换和放大以及对液压执行元件的精确控制。
伺服阀是电液伺服系统的核心元件。
伺服阀的特点,伺服阀有机地结合了精密机械、电子技术和液压技术;具有控制精度高、响应快、体积小、结构紧凑、功率放大系数高、直线度好、死区小、灵敏度高、动态性能高等特点。
已广泛应用于各种液压伺服系统中。
LIQZO-LEB-SN-NP-252L4/F
LIQZO-LEB-SN-NP-252L4/Q
LIQZO-LEB-SN-NP-322L4/I
LIQZO-LEB-SN-NP-322L4/F
LIQZO-LEB-SN-NP-402L4/I
LIQZO-LEB-SN-NP-402L4/F
LIQZO-LEB-SN-NP-402L4/Q
LIQZP-LEB-SN-NP-502L4/I
LIQZP-LEB-SN-NP-502L4/F
LIQZP-LEB-SN-NP-502L4/Q
LIQZP-LEB-SN-NP-632L4/I
LIQZP-LEB-SN-NP-632L4/F
LIQZP-LEB-SN-NP-632L4/Q
LIQZP-LEB-SN-NP-802L4/I
LIQZP-LEB-SN-NP-802L4/F
LIQZP-LEB-SN-NP-802L4/Q
LIQZP-LEB-SN-NP-1002L4/I
LIQZP-LEB-SN-NP-1002L4/F
LIQZP-LEB-SN-NP-1002L4/Q。