基于PROE的电机装配尺寸公差分析
在proe中运用CETOL公差分析
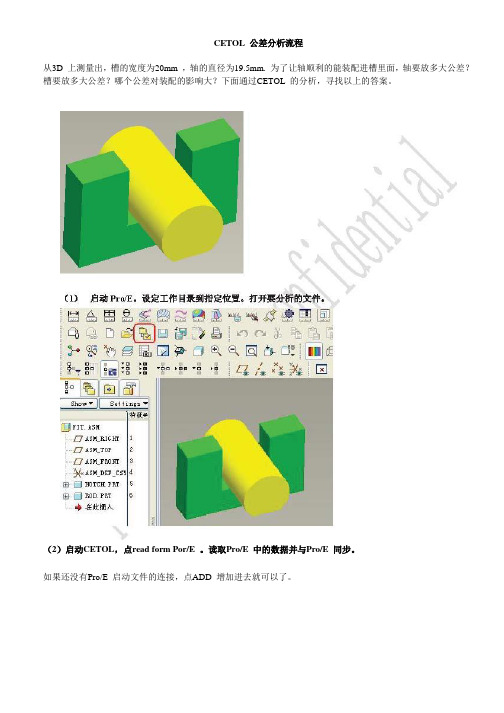
CETOL 公差分析流程从3D 上测量出,槽的宽度为20mm ,轴的直径为19.5mm. 为了让轴顺利的能装配进槽里面,轴要放多大公差?槽要放多大公差?哪个公差对装配的影响大?下面通过CETOL 的分析,寻找以上的答案。
(2)启动CETOL,点read form Por/E 。
读取Pro/E 中的数据并与Pro/E 同步。
如果还没有Pro/E 启动文件的连接,点ADD 增加进去就可以了。
了。
增加一个连接。
选取槽下平面后,按CTRL 再选轴的下平面。
增加一个约束,选取槽的右边直面,按CTRL 选取轴的圆柱面。
约束类型如下图。
为了方便观看,把模型树全部展开。
CETOL 公差分析流程三元设计论坛 by gdutang看测量的变化范围,如下图可知:Worst-case 最小有0.2 干涉,最大有0.6 间隙可变范围的极限由0~1 蓝图区域为间隙在公差范围内的分布红色区域为间隙在公差范围内分布干涉部分(从此区域的面积可知发生干涉的概率)如下图:槽宽一半那尺寸对测量间隙的敏感度为1mm/mm. 意思是half-thickness 增加1mm,间隙增加1mm. CETOL 公差分析流程三元设计论坛 by gdutang统计贡献度百分比Radius 和half-thickness 对间隙的贡献度都是50%Worst-case 贡献度百分比Radius 和half-thickness 对间隙的贡献度都是50%以上的分析是half-thicknesst 和Radius 这两个尺寸的sigma=3 。
对供应商的要求采用CPK 来控制。
Edit rule 来换成用CPK 来控制。
(因为这两个尺寸的贡献度一样)如果有贡献度小的尺寸可以不用加严CETOL 公差分析流程三元设计论坛 by gdutang对尺寸加严后(公差没变还是±0.2),统计超差的红色区域明显减少了。
如果把CPK 加到1.33, 供应商可能制程能力可能没有那么高。
Pro-e5.0装配法

Pro-e5.0装配法Pro/E野火5.0之装配车间零件装配*特别注意:零件是装配体的父特征。
零件缺失装配体将无法打开。
一般步骤新建→组件→名称→取消√→确定→mmns_asm_design→确定→将组件添加到组件图标→预览→选择零件文件双击→右下角点选“在单独的窗口中显示组件”图标(选取约束参照更容易)→设定约束集(用户定义等12种链接类型)→如设定用户定义则启动约束类型(自动等11种)→选取约束参照(可以打开或不打开放置上滑面板)→√﹡装配时,两个零件未约束操作前交错在一起,可以用右键“移动组件”将欲装配的零件移开一点点就是了,不必将零件在单独的窗口中显示。
为看得更清楚,可用眼图标暂时关闭基准特征。
﹡允许对零件或组件进行装配。
约束类型自动:仅选取组件和组件的参照,系统猜测装配意图,自动给出适当约束,可满足大部分装配要求,但复杂装配有时判断不准。
匹配:反向共面。
对齐:同向共面、共点、共线、共轴。
﹡匹配与对齐中的偏移有三个选项:偏距:两面平行且有距离值。
定向:仅确立两面平行。
重合:两面重合。
插入:两旋转面共轴(与对齐的共轴一样功能)。
坐标系:坐标系重合(内定缺省约束)。
相切:两个面在切点接触。
在线点:基准点或顶点落于边(延伸边亦可)、轴或曲线上。
曲面上的点:基准点或顶点落于曲面或基准面上(延伸亦可)。
曲面上的边:一直线边落于曲面或基准面上(延伸亦可)。
固定:移动至合适位置后固定于当前位置。
缺省:即坐标系重合。
(这是装配第一个组件的常用方法。
)﹡“允许假设”是指系统自动允许加入假设达至完全约束。
当然完全约束后也可继续加入其它的约束条件成为“过渡约束”。
组件移动运动类型:定向模式:“移动”上滑板→定向模式→左键在绘图区点一下→按住中键即可以指针为中心自由旋转组件→“移动”退出。
平移:“移动”上滑板→平移→左键在绘图区点一下→移动组件至适当位置左键确定。
“平移”的运动参照面还可设定“垂直”或“平行”方向移动。
proE工程图使用技巧

其二:在三维模型中给尺寸分配公差,在出二维图这些公差会同尺寸值同时显示在二维图中,操作步骤如下:
a. 公差表调入三维模型:
Pro/E 为我们提供了标准公差表,包括一般尺寸公差、轴、孔尺寸公差,这些公差值允许用户修改,为使用标准公差表,使用之前必须先把这些表调入三维模型中,操作步骤如下:
一、尺寸公差
1、 公差标准与等级
Pro/E 提供两种公差标准,美国标准 ANSI,国际及欧洲标准 ISO/DIN 标准。公差分四级由高到低分别是 Fine, Medium, Corase 及 Very Corase。
关于这两个参数我们既可以用系统的缺省值,也可以在 config.pro 中由Tolerence_standend 及 Tolerence_class设定。
Pro/E 中剖面线符号中间为点划线连线,不符合国标。
解决方法:插入/断点/点取要去除的线段部分
十一、 螺纹标注不合国标
解决方法:以孔轴直径尺寸为基础,插入/尺寸/新参照,标注孔,右键/属性/加前、后缀。
十二 、尺寸上有很多附加项(如 4X O 20-深 40)
1、 形位公差的基准符号
Pro/E 提供的基准的表示符号与我国不同,因此我们必须用自定义符号来标注基准面、基准轴、当我们的符号库里有了此符号以后(符号定义过程见附页),基准的标注过程如下:
插入→绘图符号→定制,弹出符号标注窗口
第一步:选符号
第二步:选属性
第三步:插入位置
八、 粗糙度的标注方法
符号放在轮廓线上:
插入/表面光洁度/检索/ Machined/法向/选取边/输入值。
符号放在尺寸线上:
插入/表面光洁度/检索/ Machined/法向/选取尺寸/选取尺寸引出线/OKAY/选取边/输入值。
组装公差分析

组装公差分析公差分析主要是探讨一个描述工件组合后,其公差变动模式,一个好的公差分析模式可以预测组件公差能吻合实际组件公差界限有多少,其预测之机率愈大愈好。
组装公差分析可分成三种模式:最坏状况模式(Worst-case model)、统计模式(Statistical model)和蒙地卡罗模式(Monte Carlo model).概念Dimension chain (sometimes called tolerance chain) is a closed loop of interrelated dimensions. It consists of increasing, decreasing links and a single concluding link. In figures 2-4 and 2-5, link i is the increasing link, d is a decreasing link and c is the concluding link.Apparently, the concluding link c is the one whose tolerance is of interest and which is produced indirectly. Increasing and decreasing links (both called contributing links) are the ones that by increasing them, concluding link increases and decreases; respectively.Figure 1. Dimension Chain of c, 2 links, 1D Figure 2.: Dimension Chain of c, 4 links, 1DThe equation for evaluating the concluding link dimension is [Lin and Zhang (2001)]:---------(1)Where:Σi: The summation of the increasing link dimensions.Σd: The summation of the decreasing link dimensions.j: increasing links index.k: decreasing links index.l: number of increasing links.m: number of decreasing links.For figure 1 ,c can be found as:c = i -d ------(2)As for chain in figure 2, c can be found as:c = (i1 + i2)-( d1 + d2) ------(3)1. 最坏状况模式(Worst-case model)最坏状况模式又称上下偏差模式、极限模式、完全互换模式,此模式是以工件的最大及最小状况组合,可以满足完全互换性、组件公差最大.In worst-case method, the concluding dimension’s tolerance Δc can be found as following:------(4)Referring to figure 2 and equations (3 and 4), the deviation of the concluding link is:Δc = Δi1 + Δi2 + Δd1 + Δd2------(5)T0: 总公差m: 零件之数目Ti: 各零件之公差2. 统计模式(Statistical model)大量生产的产品,其零组件因为生产过程的变异所造成的公差呈统计分布,统计公差分析虽然可以估算结果尺寸公差的特性,但实际的分布情形还是无法掌握,统计模拟即是透过随机取样的原理统计模式又称均方根和模式(Root sum squared model),假设各零件公差都依据本身的特征或加工条件会符合常态之钟型曲线分布,且分布中心与公差带中心值相同,分布范围与公差范围也相同,组合公差为--------(6)m: 零件个数 , Ti :各零件之尺寸公差另一种堆栈统计公差观念如下In statistical method, the concluding dimension’s tolerance Δc can be found as following:--------(7)Referring to figure 2 and equations (5 and 7), the deviation of the concluding link is:------------------(8)Reduction if eliminated (贡献度)1. Statistical Contribution= ------------------------(9)2. Worst Case Contribution-------------------------------------------(10)其中 Ci : Worst Case Clearance蒙地卡罗模式(Monte Carlo model)「蒙地卡罗方法」是一种数值方法,利用随机数取样(Random sampling) 模拟来解决数学问题。
电机功率公差值

电机功率公差值
电机功率公差值在电机制造和应用过程中起着重要的作用。
它是指电机额定功率与实际输出功率之间的差异。
电机功率公差值的存在是由于电机制造过程中的各种因素导致的,比如材料的选择、加工工艺的不同以及制造过程中的误差等。
电机功率公差值的存在会影响到电机的性能和效率。
如果电机功率公差值较大,那么电机的实际输出功率可能会低于额定功率,这样就会导致电机性能不稳定,甚至无法满足使用需求。
相反,如果电机功率公差值较小,那么电机的实际输出功率接近额定功率,电机性能稳定可靠。
为了控制电机功率公差值,制造电机时需要采取一系列措施。
首先,需要选择合适的材料,材料的性能直接影响到电机的性能。
其次,需要采用先进的加工工艺,确保电机的制造精度。
此外,还需要进行严格的质量控制,确保电机的每个环节都符合要求。
除了制造过程中的控制,电机的使用和维护也直接影响到电机功率公差值。
在使用电机时,需要注意电机的额定工作条件,不要超过电机的额定负载。
同时,定期对电机进行维护保养,及时发现和解决问题,可以降低电机功率公差值的风险。
电机功率公差值是电机制造和应用中不可忽视的因素。
通过控制制造过程和合理使用维护,可以降低电机功率公差值,提高电机的性
能和效率。
只有这样,电机才能更好地为人类的生产和生活服务。
基于ProE的三维语义公差建模技术研究)

2.UDF方式的三维公差建模
公差信息的建模是指在计算机中对某一实体模型或特征模型进行准确无误的公差表述,并对其语义作出正确合理的解释。通过建模,公差信息能够在产品的整个生命周期中被使用,其相应的操作也能顺利进行,这就为CAD/CAM的集成提供了更好的基础。
Pro/ENGINEER提供的二次开发工具有:族表、Pro/Toolkit、UDF(User-Defined Feature)以及用户自定义特征等方式。本文主要利用UDF创建公差的带模型,通过Pro/toolkit和VC++相结合来实现公差语义信息的显示。
如图8所示为最大实体要求应用于单一要素轴的情况,¢2000-0.021mm轴的轴线直线度公差与尺寸公差的关系采用最大实体要求。轴线直线度误差允许范围:0.01~0.031。当轴处于最大实体状态,即轴的实际尺寸处处皆为最大实体尺寸20mm时,轴线直线度误差允许值为0.01mm;当轴处于最小实体状态即轴的实际尺寸处处皆为最小实体尺寸19.979mm时,轴线直线度误差允许增大到0.031mm。将直线度公差带变动范围的数值扩大100倍后显示的效果,如图9所示,分别为1.00和3.10,两圆柱之间的区域就是直线度误差允许的范围。通过分析研究位置公差中的定向公差、定位公差和尺寸公差之间的关系,确定检验的优先级别为:尺寸公差最高,定位公差次之,定向公差最低。也就是说,当同时加载多种公差,随机生成带公差尺寸值时,必须再次检验高级别的公差是否满足。
针对目前三维系统中的尺寸和形位公差仅有标注功能,其定义和表示方法不能较好地表达公差的语义信息,为实现产品的装配精度和质量预分析,提出了三维语义公差建模技术。本文通过在Pro/ENGINEER环境中,采用UDF方法、利用Pro/toolkit开发工具,并调用Oracle数据库中的公差信息,在三维环境下显示公差带语义信息,直观形象地表达公差变化对后续装配及产品质量的影响。
电机设计常用公差_讲诉

电机设计常用公差_讲诉的公差配合及表面粗糙度
大型电机中使用的公差配合及表面粗糙度
Y系列电动机主要零部件的公差配合及形位公差
Y系列电动机中心高及A/2公差(㎜)
Y系列电动机平面度及平行度公差(㎜)
Y系列电动机轴承室公差(㎜)
Y系列电动机定子铁心内圆径向圆跳动公差(㎜)
Y系列电动机定子铁心和定子冲片外径公差(㎜)
Y系列电动机定子铁心内径公差(㎜)
Y系列电动机铸吕心轴磨损极限(㎜)
Y系列电动机轴伸直径、长度、键槽公差(㎜)
Y系列电动机轴的铁心挡公差(㎜)
中小型电动机铸件加工余两。
电机输出轴公差(精选2篇)

电机输出轴公差(精选2篇)以下是网友分享的关于电机输出轴公差的资料2篇,希望对您有所帮助,就爱阅读感谢您的支持。
篇一输出轴电机加工艺规程及工装设计目录一. 零件的分析1.1 零件的作用。
11.2零件的工艺分析。
1二.工艺规程设计2.1确定毛坯的制造形式。
12.2基准的选择。
22.3制定工艺路线。
32.3.1加工方法的选择。
32.3.2加工顺序的安排。
42.3.3工序划分的确定。
42.3.4热处理工序的安排。
52.3.5拟定加工工艺路线。
52.4加路线的确定。
72.4加工余量,工序尺寸,及其公差的确定。
8三.设计心得。
四.参考文献。
一.零件的分析1.1零件的作用题目所给定的零件为输出轴,其主要作用,一是传递转矩,使主轴获得旋转的动力;二是工作过程中经常承受载荷;三是支撑传动零部件。
1.2零件的工艺分析从零件图上看,该零件是典型的零件,结构比较简单,其主要加工的面有φ55、φ60、φ65、φ72的外圆柱面,两个键槽。
图中所给的零件有很高的表面精度要求。
两个φ65的外内圆柱表面粗糙度都为Ra0.8um, φ56表面粗糙度Ra1.6um ,φ60表面粗糙度Ra1.6um ,其余为Ra12.5um 。
热处理方面需要调质处理,到217HBW~225HBW,保持均匀。
通过分析该零件,其布局合理,方便加工,我们通过三抓卡盘和虎口钳可保证其加工要求,整个图面清晰,尺寸完整合理,能够完整表达物体的形状和大小,符合要求。
二.工艺规程的设计2.1确定毛坯的制造形式毛坯的选择和拟定毛坯图是制定工艺规程的最初阶段工作之一,也是一个比较重要的阶段,毛坯的形状和特征(硬度,精度,金相组织等)对机械加工的难易,工序数量的多少有直接影响,因此,合理选择毛坯在生产占相当重要的位置,同样毛坯的加工余量的确定也是一个非常重要的问题。
毛坯种类的选择决定与零件的实际作用,材料、形状、生产性质以及在生产中获得可能性,毛坯的制造方法主要有以下几种:1、型材2、锻造3、铸造4、焊接5、其他毛坯。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
4. 选取第一个测量参照:发动机转轴右侧轴承的右表面 (参见下图)。
5. 单击 开启基准平面的显示。 6. 选取第二个测量参照:弹簧垫圈中的 DTM4。
注释:重新启动测量 如果由于出错而想要重新开始,可在“测量表”(Measurement Table) 视图 中右键单击,然后从快捷菜单中选取“重新开始测量”(Restart Measure)。 任务 3. 选取尺寸。 选取测量参照后,尺寸环中第一个尺寸的所有候选尺寸会显示出来。在此情况下,您会看 到沿测量方向放置且端点与所选曲面对齐的所有轴承的尺寸。 技巧:重新显示候选尺寸 在尺寸选取过程中,活动零件的候选尺寸会自动显示出来。可通过单击一 个新零件来更改活动零件。如果未看到预期的尺寸,可能是活动零件有问 题。这时请单击您要从中选取尺寸的零件。 1. 选取轴承宽度 (.551±.003)。 此外不再需要轴承的其它尺寸。 2. 将 Pro/ENGINEER 中的视图设置为 ISO 已保存的视图。 3. 单击转轴以显示该零件的候选尺寸。请注意,必须选取实际的零件曲面,而非选取 横截面平面。
1. 双击“测量表”(Measurement Table) 视图中的测量名称,将其重命名为 End_Play。
2. 双击“测量表”(Measurement Table) 中的测量公差 (第一行、第三列),打开“编辑 公差”(Edit Tolerance) 小部件。将精度设置为 3,对称公差设置为 ±.015。
任务 5. 继续尺寸选取过程。
1. 在“测量表”(Measurement Table) 视图中右键单击,从快捷菜单中选取“恢复选取” (Resume Selection)。
请注意,候选尺寸会再次显示出来。
2. 选取外壳与端盖配合处的加工深度 (.070 +.005/-.003)。 此外不再需要端盖的其它尺寸。
1. 在 Pro/ENGINEER 的“选取”(Select) 对话框中,单击“取消”(Cancel) 以暂停选取 过程。在 Pro/ENGINEER 命令提示字符下输入 0,表示您想要停止选取。
2. 在“尺寸环布线图”(Dimension Loop Diagram) 视图中右键单击,选取“拟合窗口” (Fit to Window)。
电动机装配尺寸公差分析
电动机指南设置
任务 1. 启动 Pro/ENGINEER Wildfire 4.ildfire。
尽管并非必需,但设置黑色背景会使尺寸的显示更加清晰明了。 2. 选取“视图”(View) >“显示设置”(Display Settings) >“系统颜色”(System Colors)。 3. 清除“混合背景”(Blended Background) 复选框。
2. 单击“公差分析管理员”(Tolerance Analysis Manager) 对话框中的“添加”(Add)。
由 CETOL Technology 提供支持的 Tolerance Analysis Extension 界面出现。此应用程序会指 导您完成定义公差分析的整个过程。当您进行此过程时,要注意 Pro/ENGINEER 消息区中 的消息和提示。应用程序第一次启动时,会提示您选取要测量的特征。
8. 单击弹簧垫圈以显示该零件的候选尺寸。 9. 选取垫圈厚度 (.042±.002)。 由于此尺寸的端点与第二测量参照对齐,因此尺寸环是完整的。应用程序会自动终止选取 过程、分析尺寸环并显示结果。
任务 6. 指定测量限制等内容。
在检测结果之前,让我们先复习一下测量定义并指定某些零件和测量的名称,以使公差分 析报表更简单易懂。
此处所描述的信息仅作为一般信息提供,如有更改恕不另行通知,并且不能将其解释为 PTC 的担保或承 诺。本文档中如有错误或不确切之处,PTC 概不负责。
本文档中所述软件在有书面许可协议的条件下提供,其中包括重要的商业秘密和专利信息,并受美国和其 它国家/地区版权法的保护。未经 PTC 事先书面许可,本软件不能以任何形式在任何媒介中复制或分发、 公开至第三方,或者以任何软件许可证协议所不允许的方式使用。
1. 在 Pro/ENGINEER 中打开 motor_1hp.asm。 2. 将 Pro/ENGINEER 中的视图设置为 ISO 已保存的视图。 3. 在 Pro/ENGINEER 中,单击“视图”(View) >“视图管理员”(View Manager),然后
从“剖面”(Xsec) 选项卡中选取“剖面 A”(Xsec A)。 4. 单击“显示”(Display),选取“反向”(Flip),然后单击“关闭”(Close)。
4. 选取轴承轴肩之间的尺寸 (8.240±.005)。
技巧:取消选取尺寸 如果不小心选取了错误的尺寸,您并不需要从头开始。只要在尺寸选取过 程中,选取 Pro/ENGINEER“选取”(Select) 菜单中的“取消”(Cancel) 即 可。有多个取消选项可供使用。选项 1 会撤消上一次选取操作并继续选取 过程。 此外不再需要转轴的其它尺寸。
3. 单击外壳以显示该零件的候选尺寸。 4. 选取加工端点之间的尺寸 (8.00±.01)。 此外不再需要外壳的其它尺寸。
5. 单击右端盖以显示该零件的候选尺寸。 6. 选取外壳与端盖配合处的加工深度 (.070 +.005/-.003)。 7. 选取轴承孔深度 (.673±.005)。 此外不再需要右端盖的其它尺寸。
3. 在“测量表”(Measurement Table) 视图中右键单击,选取“创建报表”(Create Report)。
报表会显示在 Pro/ENGINEER 浏览器中。 在由 CETOL Technology 提供支持的 Tolerance Analysis Extension 界面中单击 可 保存公差分析测量特附、更新修改后的 Pro/ENGINEER 公差并关闭应用程序。
3. 双击“名称”(Name) 列中各个零件的图标,将零件重命名为“任务 2”开头的图例 中显示的名称。
任务 7. 检测结果。
1. 在应用程序界面的底部单击“分析结果”(Analysis Results) 选项卡,查看分析结果。
“分析结果”(Analysis Results) 视图有两个显示区。左侧区域显示测量的偏差图。偏差图可 显示统计偏差图以及根据尺寸环中指定的尺寸公差得出的测量最坏情况范围 (参见下图)。
3. 在“测量表”(Measurement Table) 视图中右键单击,从快捷菜单中选取“展开全部” (Expand All)。
“测量表”(Measurement Table) 是一份显示所有尺寸环数据的表格。您所选的每个尺寸都 在此表格中显示为一行。在每个尺寸的前后都有一个特征行,代表与尺寸端点相连的几何。 特征和尺寸被一同分组到代表它们所属的零件行的下面。 “尺寸环布线图”(Dimension Loop Diagram) 视图显示 1-d 尺寸环的图形表示。每个尺寸显 示为一条带有箭头的水平线。每个特征显示为一条垂直线。每个零件显示为一个方框,将 属于该零件的特征和尺寸框在其中。
5. 单击“尺寸环布线图”(Dimension Loop Diagram) 视图中的各个对象。 请注意,当您在“尺寸环布线图”(Dimension Loop Diagram) 视图中选取某个项目时,“测 量表”(Measurement Table) 视图以及 Pro/ENGINEER 中的相应对象会被加亮。
平均值和 标准偏差
测量的最坏情 况下的最小值
测量的最坏情 况下的最大值
测量 下限
测量 目标值
测量 上限
“分析结果”(Analysis Results) 视图的右侧区域是分标签显示的贡献度和敏感度分布情况。 例如,贡献度统计图会显示每个尺寸对测量偏差的影响程度百分比。
结果表明,外壳的 d329 尺寸是对测量偏差影响很大的一个因素。
T
4. 单击“测量表”(Measurement Table) 视图中“名称”(Name) 列内的各个对象。 请注意,当您在“测量表”(Measurement Table) 视图中选取某个项目时 (标准特征除外), “尺寸环布线图”(Dimension Loop Diagram) 视图以及 Pro/ENGINEER 中的相应对象会被 加亮。
2. 双击 d329 尺寸的公差区域。将精度增至 3,将公差改为 ±.005。 请注意,更改公差时,结果也会自动更新。您可继续对公差值进行更改,直到得到满意的 测量偏差为止。请注意,实际的 Pro/ENGINEER 尺寸属性只有在关闭由 CETOL Technology 提供支持的 Tolerance Analysis Extension 界面并接受更改后才会改变。 分析过程结束后,可生成一份 HTML 格式的分析报告。
轴向 间隙
下图显示与轴向间隙的偏差有关的零件名称。这些零件名在本指南中会被不断引用。
外壳 左端盖
右端盖
转轴 左轴承
弹簧垫圈 右轴承
任务 2. 初始化公差分析测量。
1. 在 Pro/ENGINEER 中,单击“分析”(Analysis) > “公差研究”(Tolerance Study)。
“公差分析管理员”(Tolerance Analysis Manager) 对话框打开。此对话框将列出此模型中的 全部现有公差分析测量。利用此对话框,您可添加、编辑和删除公差分析测量。
5. 单击左轴承以显示该零件的候选尺寸。
6. 选取轴承宽度 (.630±.003)。 此外不再需要轴承的其它尺寸。
7. 单击左端盖以显示该零件的候选尺寸。
8. 选取轴承孔深度 (.680±.005)。
任务 4. 了解 CETOL Lite 界面。
首先让我们了解一下由 CETOL Technology 提供支持的 Tolerance Analysis Extension 界面。 此界面有三个主要视图:“测量表”(Measurement Table)、“尺寸环布线图”(Dimension Loop Diagram) 以及“分析结果”(Analysis Results)。