外购件进货检验规程
外购外协件偶合器进货抽样检验规程

外购外协件偶合器进货抽样检验规程
为控制采购产品的质量,确保采购产品的安全使用性能,根据公司实际情况,特制定偶合器进厂抽样检验规程:
1、偶合器进货必须是由合格供货方提供的。
2、偶合器进厂时,必须将配套合格证、说明书、安标证、出厂检验报告一并提供给公司质检员验对合格有效,方可入库验收。
3、偶合器抽样比例为全检,执行标准MT208-1995、MT/T100-1995。
4、检测项目、技术要求、检验方法:
⑴外观质量—目测偶合器表面光洁、油漆均匀、配套件齐全。
⑵输入、输出端轴孔及键槽尺寸用内径量表对输出、输入轴、孔径测量,技术要求按标准,测量时应交叉测量不同位置,以保证圆度、花键孔可用标准花键轴插入测试。
⑶组装试车时检验是否泄漏和有其它异常。
5、判定法则:
⑴装配尺寸不合格判为不合格退货。
⑵泄漏或其他异常现象由供货方维修处理或退货。
外购件进货检验规程
同意入库。
供方首次供货:
供方必须将样件、白检报告单、合格证、生产许可证、营业执照和
注册证书复印件等交由采购部门,质量负责人依据图纸等技术要求
制定检验项目,交检验员进行检验,检验人员填写〈〈进货检验记录》, 公司试用必须有相关人员认可。
非首次供货:
抽检项目应符合产品图纸、技术标准和〈〈检验规程》等的要求。
6检验及试验记录
原材料的检验和试验要作记录;所有的进货检验和试验过程应建立
检验台帐。
7检验试验状态标识
7.1对于合格件,在包装箱或工件上贴上合格证。
7.2对于不合件而又不能及时退回的在包装箱或工件用红色标示, 并
及时隔离或按有关规定就地销毁。
托盘搬运车插入局部四向进义托盘材侧面的义孔水平尺寸应符合表3要求和图3所示
尺寸。
表3部分四向进叉托盘的叉孔及开口的水平尺寸(见图3)mm
托盘公称尺寸(l x时 叉孔和开口
11
12
13
W1
W2
min
max
min
max
min
min
min
max
min
max
1000X1200
90
155
200
255
180
420
38
150
900
1124
1200X1000
90
155
200
255
380
620
38
150
700
924
800X 1200
90
140
200
210
100
220
38
外购、外协件进货检验标准
外购、外协件进货检验标准**-JW-05-05一、检验目的:对于外部供方提供的物料进行检验,以确保投入使用的物料能满足生产预期要求。
二、检验依据:各有关物料标准和技术条件中的有关质量检验项目。
本检验标准所采用的抽样方案为GB/T 2828.1-2003标准中AQL为1.5,一般检查水平Ⅱ,实施抽样判定。
三、检验范围:本标准适用于本公司所有外协、外购件。
四、检验程序:1、供方所供物料在入库前,首先应及时通知外检员进行检查确认;2、外检员依据本标准中的检验项目进行检验、核查;3、检验合格后出具检验报告单;4、仓库凭此检验报告单方可办理入库手续;5、检查时发现不合格,外检员出具不合格品处臵报告单,上报主管领导。
五、检验项目:(一)圆钢:1、对质量证明书的审核:检查原材料的化学成份、几何尺寸、表面质量等要求应符合该类别材料标准所列的标准规定。
供方所提供的质量证明书,必须是经材料生产单位质量检验部门盖章确认的原件或传真件。
从非材料生产单位获得的原材料,要取得材料质量证明书原件或加盖供材单位检验公章。
2、原材料标记检验:材料明显部位(两端面)至少应标有材料牌号、规格、炉(批)号等,且与材料质量证明书一致。
3、外观质量:对材料表面进行抽样检查,检查是否存在外翘皮等缺陷。
4、几何尺寸:外形尺寸、长度尺寸利用游标卡尺、卷尺进行抽样检查。
外形尺寸D ±1,长度尺寸L +50 0;5、化学成分:利用现有检测条件进行化学元素成分检测,必要时可委外进行光谱检测。
6、其它补充:圆钢物资到货后可先卸货,后检验。
发现质量问题,外检员及时通知供应部门,联系供应商处理相关问题。
(二)外加工毛管:1、产品标识:外加工毛管两端应放臵产品加工合格证,合格证中应注明钢号、规格、重量、生产批号、生产日期等。
2、外观质量:对材料表面进行抽样检查,检查是否存在内外翘皮、导板印、滑道等缺陷。
4、几何尺寸:外径、壁厚尺寸利用游标卡尺、壁厚千分尺进行抽样检查。
原材料、外购件、外协件检验操作规程
原材料、外购件、外协件检验操作规程(总3页)--本页仅作为文档封面,使用时请直接删除即可----内页可以根据需求调整合适字体及大小--原材料、外购件、外协件检验操作规程目的防止不符合质量要求的原材料、毛坯、外协半成品及配套件进入生产过程,并为稳定正常生产秩序和保证成品质量提供必要的条件。
范围生产所需的各类原材料、外购、外协物资。
内容3.1外购件:外购物资进厂前,采购人员必须要求供货方提供产品在生产过程中质量保证活动的外观证明,如“厂名、厂址、检验试验报告、检验记录、技术文件、合格证”等,必须严格控制进货渠道,拒绝“三无产品”和假冒伪劣产品。
外购物资进厂后,保管人员按《仓储管理程序》收料,并通知进料检验员检验。
外购物资按其质量特性的重要性以及可能发生缺陷的严重性,分为A、B、C三类,A类是关键的,施行严格的全项检查。
B类是重要的,抽检必要的质量特性。
C类是一般的,可以凭供货质量证明文件验收。
检验人员首先验证外购物资的外观证明是否符合规定要求,然后按照相关的标准,图纸的特性要求对外购物资的外部形状、规格、特性、外观标记及物资外包装等质量状况进行全面检验,对于数量较多且一般性的外购物资可按比率10﹪进行抽样检验,并做好检验结果记录。
电机:型号、规格、质量证书、合格证、供货厂家等,按技术部确定的要求逐一检查,煤安专用的外购零部件必须是申报“煤安”中心的规定厂家。
然后进行通电试验测转速和技术要求是否一致。
轴承:型号、规格、质量证书、合格证、供货厂家等,按技术部确定的要求逐一检查,煤安专用的外购零部件必须是申报“煤安”中心的规定厂家。
按抽样标准抽查,检测外径、内径和厚度。
泵、阀:型号、规格、质量证书、合格证、供货厂家等,按技术部确定的要求逐一检查,煤安专用的外购零部件必须是申报“煤安”中心的规定厂家。
上液压检测台逐一检测。
密封件、胶管等由检验员确认:型号、规格、质量证书、合格证、供货厂家等,按技术部确定的要求逐一检查,煤安专用的外购零部件必须是申报“煤安”中心的规定厂家。
原材料、外购件检验规程
原材料、外购件检验规程编号:****-C-251.范围本标准规定了进厂检验要求及流程,适用于公司生产用原材料、外委、外协及外购件进货检验管理。
本标准适用于********************************有限责任公司。
本标准由技术部负责解释及修订。
2.目的为确保进货原料质量符合要求,避免不合格品进入生产流程,特制定本制度。
3.职责3.1 技术部是进货检验归口管理部门。
3.2 技术部设专职质检员负责进货检验,并对检验结果负责。
3.3 质检工程师负责编制关键件、主要原材料、外购及外协件的进货检验规程。
3.4 质检工程师负责指导质检员开展检验工作。
4.管理内容与要求4.1 外委、外协、外购(材料)件进货后,由物流中心采购员填写进货检验申请单,交进货质检员,质检员接到申请单后实施检验。
4.2 凡生产用关键性金属材料、非金属材料进货后,采购员要向质检员提供质量合格证明文件。
质检员只对其外形尺寸、表面质量进行检验,若有不合格品加倍抽查,再有不合格品,视本批为不合格,并按《不合格品控制程序执行》。
4.3 需要做其它性能检验的材料,要依据相关技术标准,对其进行验证,待检验合格后方可入库。
4.4 要建立关键件、关键工序检验规程,质检员依据关键件、关键工序检验规程对重要原材料和安标受控零(元)部件进行检验。
关键件100%检查,其他件按照检验规程规定的抽检比例检查,若有不合格品,视本批为不合格,并按《不合格品控制程序执行》。
4.5 经检验合格的原材料及外委、外协、外购件,质检员在进货检验申请单上签字或盖章,采购员依据此单办理入库。
4.6 质检员对验证完的采购物资要认真填写进货检验记录,如有更改在更改处划一横线,重新填写正确的,然后在更改处签名或盖章。
检验记录每月末由检验工程师收集、审核、装订、交质检工程师存档,进货检验记录保存三年。
4.7 经检验不合格的零件由物流中心负责与供应商联系改进和预防措施,待供应商解决问题以后,重新交检,合格验收,不合格退货,经检验不合格的原材料由物流中心负责退货。
进货检验和试验控制程序(检验原材料和外购、外协件是否合格)
进货检验和试验控制程序(检验原材料和外购、外协件是否合格)1.目的验证分承包方提供的产品是否满足规定的质量要求,确保不合格的原材料和外购、外协件不被投入使用。
2.适用范围适用于生产所需的原材料、外购外协件进厂的检验或试验的质量控制活动。
3.定义无4.职责4.1质保部质管室负责进货检验和试验控制的归口管理及检验作业指导书的制订、审批。
4.2技术开发部负责有关原材料技术标准的制订。
4.3计划供应部负责原材料和外购件到厂后向质保部报检。
4.4仓库保管人员负责作好原材料、外购件的入库手续。
5.工作程序5.1检验和试验策划5.1.1由技术开发部负责根据产品的过程流程图、PFMEA、顾客指定特性值、相似产品/工艺资料制订检验流程计划(包括产品形成过程中的所有检验,包括外委检验),并将其供现场使用。
5.1.2质保部根据检验流程计划编制检验规程,对所需检验的项目和方法作出规定,其内容必须包括检验方法、检验工具以及精度、抽样方法(接收准则C=O)、评定(统计)方法、记录方式,注明是否需要提供质保书/自检报告,对于目检项目的极限样件顾客要求时须经认可。
5.2对原材料、外购外协件必须进行检验和试验,确保不合格原材料、外购外协件不入库、不投产、不使用。
5.2.1进货物资检验工作流程a.原材料、外购外协件进厂应分类分批存放在仓库指定地点,并附系“待检”标识。
b.原材料、外购外协件进厂后,由计划供应部填写《材料入库验收单》,并附分承包方提供的质量证明文件提交质保部检验,如不符合手续,质保部可拒绝接收。
c.质保部根据进货检验作业指导书进行检验和试验,作出合格与否的结论并做好记录。
如本厂无检验手段时,可由本厂检验员赴分承包方现场检验或定期委外检验。
d.质保部可采用以下一种或多种方式对进货产品进行验证。
——根据检验指导书进行全数或抽样检验和试验;——由认可的测试机构出具检验/试验报告并核对报告;——根据事先在技术质量协议中规定的检验项目,对分承包方提供的产品质量保证书和自检报告进行确认。
原材料入库及产品生产质量检验规章

.
5.4 对本厂未有检测手段的性能试验项目,委托外部合格的实验室进行试验,并以其出具的检验试验结果作为 本厂产品符合规定要求的证据。
5.5 全尺寸检验和性能试验出现不合格品/批,应加倍抽样,如仍不合格,应立即停止出货,并根据不合格的风 险程序决定是否需要通知顾客或追回已发运的产品。具体执行《不合格品控制程序》。
编制/日期 审核/日期 批准/日期
修订状态 A B CD E F GH
更改/日期
审核/日期
批准/日期
.
附表 2:适用配件毛坯的来料检→GB/T-2828.1 正常检查一次抽样方案表(AQL=2.5;外观检查水平=Ⅱ,尺寸检查水平=S-3,
5 工作程序 5.1 全尺寸检验和性能试验的频次,如果顾客有规定,按顾客规定的频次进行全尺寸检验和性能试验,如果顾客未
规定频次,则至少每年要对所有的产品进行一次全尺寸检验和性能试验,以确保产品质量符合顾客的要求。 5.2 实施检验:质检科应在年初制定年度的《产品全尺寸检验和性能试验计划》,其内容包括:产品名称、规格 型号、检验试验频次、计划的时间安排、实施进度及结果等内容。该计划由质量部批准实施。 5.3 检验员按《产品全尺寸检验和性能试验计划》规定的检验方法、检验项目、抽样数量、接收准则进行检验,并 判断是否合格,如不能明确判断,则应通知质量部科长。检验员应将全尺寸检验的结果记录在《全尺寸检验报 告》上,并签名或盖章。
.
1 进货检验规程
1.1 目的:
规定与产品有关的采购物资(如原材料、包材、外加工品、采购物品等)进货检验的方式和标准,确保产品
质量达到预期要求。
1.2 范围:
适用于对外购的原材料、辅助物料、包材及外加工品、表面处理件等的检验过程.
进货检验规范
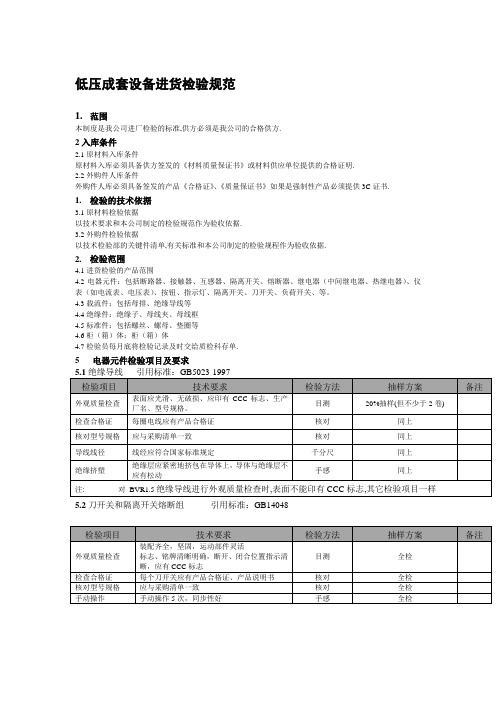
低压成套设备进货检验规范
1.范围
本制度是我公司进厂检验的标准,供方必须是我公司的合格供方.
2入库条件
2.1原材料入库条件
原材料入库必须具备供方签发的《材料质量保证书》或材料供应单位提供的合格证明.
2.2外购件人库条件
外购件人库必须具备签发的产品《合格证》、《质量保证书》如果是强制性产品必须提供3C证书.
1.检验的技术依据
3.1原材料检验依据
以技术要求和本公司制定的检验规范作为验收依据.
3.2外购件检验依据
以技术检验部的关键件清单,有关标准和本公司制定的检验规程作为验收依据.
2.检验范围
4.1进货检验的产品范围
4.2电器元件:包括断路器、接触器、互感器、隔离开关、熔断器、继电器(中间继电器、热继电器)、仪表(如电流表、电压表)、按钮、指示灯、隔离开关、刀开关、负荷开关、等。
4.3载流件:包括母排、绝缘导线等
4.4绝缘件:绝缘子、母线夹、母线框
4.5标准件:包括螺丝、螺母、垫圈等
4.6柜(箱)体:柜(箱)体
4.7检验员每月底将检验记录及时交给质检科存单.
5 电器元件检验项目及要求
5.2刀开关和隔离开关熔断组引用标准:GB14048。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
原材料、外购件进货检验规程1.目的对原材料、外购件进货检验过程实施控制,确保采购产品的质量符合规定的要求。
2. 适用围本规程适用于本公司采购的进货检验。
3. 定义:无4. 职责4.1仓库部门负责进货产品的送检工作,负责进货产品进行登记入4.2质量工程部检验员根据本规程负责进货产品的检验和试验,并对质量问题进行仲裁。
5. 工作容5.1原材料的分类根据原材料对最终产品影响重要程度,将其分为关键项、重要项和一般项:关键项:即保证安全项,指如果不满足要求,将危及人身安全并导致产品不能完成主要任务的特性。
重要项:即重要原材料,构成最终产品的主要部分或关键部分,直接影响最终产品的使用或安全性能,可能导致顾客重投诉、对产品实现有重要影响的物资。
一般项:即一般原材料,构成最终产品非关键部位的批量物资,它一般不影响最终产品的质量。
5.2进货检验判定标准进货检验判定依据:《原材料进货检验规程》、产品图纸、技术标准等。
批次允收准则:进料检验必须以“0”缺陷为允收准则;其中关键项、重要项合格率100%,一般项不低于92%。
5.3检验工作程序供供货——〉采购员送达《送货单》——〉检验员对待检物料进行抽样检验并填写检验结果——〉交质量部长判定是否合格并批准同意入库。
供首次供货:供必须将样件、自检报告单、合格证、生产可证、营业执照和注册证书复印件等交由采购部门,质量负责人依据图纸等技术要求制定检验项目,交检验员进行检验,检验人员填写《进货检验记录》,公司试用必须有相关人员认可。
非首次供货:供须待质检报告、理化实验报告单、合格证、采购员开具的《进货检验记录》,检验员确认后进行检验,检验后检验员将检验数据和相关资料交质量负责人批准,合格后可办理入库手续。
5.4检验工作要求5.4.1、采购人员必须按照月采购计划和交货进度,填写器件名称、交检批数量、制造单位等容;5.4.2、检验员格按《检验规程》、产品图纸和工艺技术问题通知等要求,进行检查并如实填写检测数据;5.4.3、检查结果报质量负责人,质量负责人依据产品图纸、工艺要求、加工及装配等要求,判定物料是否合格,并批准同意入库或退货并通知办理相关手续,不得填写含糊不清、模棱两可的签字。
5.4.4、仓库必须确认《进货检验记录》上的负责人签字可办理入库手续。
5.5质量问题的处理检验员或质量负责人在接到质量信息后,立即赶到生产现场,按《不合格品处理单》进行处理,检验员认真填写相关信息报质量负责人5.6进货检验规定5.6.1进货检验抽样式:检验样本须由检验人员在送检样本中随意抽取,不得由供人员自行选样。
5.6.2外观检查检验样本检查按比例进行抽检。
5.6.3原材料检验标识验证采购部门收集供产品合格证书等文件并存档,形成供档案。
检验人员必须对原材料的合格标识进行核实,发现标识有问题及时通知质量负责人,并传递信息到采购部门核实标识情况,由采购部门确认可进行验收,否则不必进行检验,直接退货,并按不合格品登记数量。
5.6.4外观检查当批量在500件以下时,按5%的比例抽检,不低于5件;当批量在1500件以下时,按2-3%的比例抽检,不低于10件;当批量在1500件以上时,按1-2%的比例抽检,不低于15件。
5.6.5性能检验和试验抽检项目应符合产品图纸、技术标准和《检验规程》等的要求。
6 检验及试验记录原材料的检验和试验要作记录;所有的进货检验和试验过程应建立检验台帐。
7 检验试验状态标识7.1对于合格件,在包装箱或工件上贴上合格证。
7.2对于不合件而又不能及时退回的在包装箱或工件用红色标示,并及时隔离或按有关规定就地销毁。
7.3对于来不及检查件在包装箱或工件上挂上待检标志并定置存放。
8 紧急放行的控制若需紧急放行时,须有质量负责人或公司副总签字。
9其他检验规定对于本厂无法检测的项目,可以委托指定供到第三检测机构做检验,检验认同第三机构出具的报告。
10入库检验合格后,由检验人员做出标识,通知库管员进行验收入库。
托盘检验指导书1.容与适用围本标准适用于木、塑或钢等材料构成的单层和双层单面使用的联运通用托盘外部尺寸以及与搬运车、叉车和其他装卸设备的相关尺寸。
本标准适用于公路、铁路、水路和航空联运的通用平托盘。
2.引用标准GB/T 2934-2007 联运通用平托盘主要尺寸及公差GB/T 4995 联运通用平托盘性能要求GB/T 2828-2003 计数抽样检验同时参照胶合板/原材的检验标准执行。
3.定义本标准采用下列定义GB 3716 所列各项定义均适用于本标准。
4 尺寸检验法目测:面板的数量要正确。
工具:卷尺、卡尺4.1 平面尺寸4.1.1公称外廓尺寸托盘平面公称尺寸:1200*1000mm、1150*750、1200*800mm和1100*1100mm。
优先使用1200*1000mm。
木质托盘应说明其含水量。
4.1.2 外廓公差平面公称外廓尺寸公差为±5mm,厚度公差±2mm4.2 叉垂直间距4.2.1托盘搬运车如图1所示,顶铺板之下托盘搬运车叉高度H1,应不小于表1中的数值。
从叉面到托盘底面的距离H2,如图1所示,不超过156mm。
H1是叉垂直间距H2是托盘叉顶面到托盘底面的距离图1——双向及四向进叉托盘叉垂直间距表1 托盘搬运货车使用的托盘的叉高度最小值叉高度H1最大值100标准值95最小值894.2.2 叉车用于叉车叉子的叉的垂直间距应不小于50mm(见右上图)。
自动控制的搬运/提升装置所使用的托盘最小间距建议为100mm。
4.3 叉水平间距4.3.1 托盘搬运车的双向进叉托盘和局部四向进叉托盘的端面叉以及四向进叉托盘的端面和侧面叉的水平间距见表2和图2所示。
表2 提升装置叉的水平间距单位:mm托盘公称尺寸L和W叉和底L1和W1的最大值L2和W2的最小值≥1000 150 720 1200 150 770图24.3.2 局部四向进叉托盘的侧面叉的叉及开口的水平间距托盘搬运车插入局部四向进叉托盘材侧面的叉水平尺寸应符合表3要求和图3所示尺寸。
表3 部分四向进叉托盘的叉及开口的水平尺寸(见图3)mm托盘公称尺寸(l×w)叉和开口l1l2l3w1w2min max min max min min min max min max 1000×120090155200255420381509001124 1200×10009015520025538062038150700924 800×120090140200210100220381509001124 1200×8009015520025533062038150700724 1150×750 90 155 200 255 330 620 38 150 700 724 1219×10169015520025539963938150716940 1016×121990155200255196436381509191143 1140×114090155200255320560381508401064 1)l1和 l2取最大值时,托盘强度的适应性为最优。
2)这些数值不得使用有前后拖轮的托盘搬运车装卸托盘。
因此,应尽可能使l2为最大以使托盘可用托盘搬运车装卸3)长度为800mm的部分四向进叉托盘也不得用有前后拖轮的托盘搬运车进行装卸,即使在l2为最大时也不得使用。
4.4 底铺板构件尺寸为了便于托盘运输车的叉轮插入,托盘底铺板构件的厚度应不超过28mm。
托盘倒角:a.)倒角斜面与水平面之间夹角应为40°±5°;b.)倒角的垂直高度不应超过:——15mm(木材)——10mm(其他材料)4.5 带翼托盘的翼宽尺寸翼宽应不小于65mm。
4.6 底铺板的支承面托盘底铺板的支承面应不小于托盘平面尺寸的35%.4.7 托盘的正度托盘平面两对角线之差不超过13mm(实际生产过程控制在5mm之)。
双瓦楞纸箱入厂检验规1围本标准规定了瓦楞纸箱入厂检验的技术要求、试验法和检验规则。
本标准适用于双瓦楞纸箱的入厂检验。
2引用标准下列标准所包含的条文,通过本标准中引用而成为本标准的条文。
本标准出版时所出版本均有效,所有标准都会被修订,使用本标准的各应探讨使用下列标准的最新版本的可能性。
GB/T2828.1-2003 记数抽样检验程序第一部分GB6543-1986 瓦楞纸箱GB/T 6544-1999 包装材料瓦楞纸板GB13023-1991 瓦楞原纸GB13024-2003 箱纸板GB/T4857.3-92 包装运输包装件验静载荷堆码试验法3要求3.1外观(C类要求)3.1.1瓦楞纸箱应正表面不允有损坏、污迹、褶皱及多余压痕;3.1.2裁切刀口光洁、无毛刺,切断口表面裂损宽度不超过5mm,并且不允有缺料、薄边现象;3.1.3瓦楞纸板脱胶,起泡部分之和每平米≤20 cm2;每批颜色应一致;3.1.4瓦楞纸箱图形、文字印刷清晰,颜色深浅一致,不得有颜色差异及套色叠影;3.1.5瓦楞纸箱成型压线不破裂,无重线、断线、箱盖对口不重叠、不错位;3.1.6瓦楞纸箱钉合钉采用低碳钢扁丝钉,钉不得有锈斑、剥层、龟裂等缺陷;3.1.7钉合瓦楞纸箱,采用双排钉沿搭接部分中线钉合,箱钉应排列整齐,钉距均匀,并且钉透钉牢,不得有叠钉、翘钉或位置钉偏等现象;3.1.8粘合瓦楞纸箱采用乙烯乙乳液或是有同等使用效果的粘合剂,粘合剂应涂布均匀、充分,但不得溢出接缝。
3.2尺寸、规格(B类要求)3.2.1瓦楞纸箱的尺寸规格、图形文字均应符合设计图纸要求,尺寸偏差为±3mm;3.2.2纸箱接头钉合搭接舌边宽度35—50mm,金属钉距≤70mm,头尾钉距底面压痕线≤20mm,纸箱粘合搭接舌边宽度≥30mm;3.2.3瓦楞纸箱压痕线宽≤17mm。
3.3机械性能(A类要求)3.3.1瓦楞纸板的纸质、厚度、强度及其他防护性能应能符合表1要求。
3.3.2瓦楞纸箱摇盖经开合180°往复6次,箱面层和里层都不得有裂缝。
3.3.3瓦楞纸箱的空箱2强度,应能承载200kg重物持续2天(48小时)不塌软,并且无重变形现象。
4 检验和试验法目测、卷尺、卡尺4.1 瓦楞纸箱物理试验本标准3.3.1在下列情况时应委外进行物理试验a. 新设计的瓦楞纸箱;b. 制造瓦楞纸箱的材料有变动时;c. 制造瓦楞纸箱的供有变动时;d. 供质量情况有异常波动时;e. 供货稳定但半年未做试验时;f. 其他需要进行型式试验时。
4.2 瓦楞纸箱的空箱承压强度试验,可依据GB4857.3—92《包装运输包装件静载荷堆码试验法》进行试验,也可采用下面简单替代法试验;将纸箱用胶带封合后置于一水平平台上,纸箱底面应与平台充分接触。