板材折弯计算公式
6061折弯系数
6061折弯系数
折弯系数是指在金属板材折弯加工中,用来描述材料在折弯过程中的变形程度的一个参数。
折弯系数(K值)是由折弯长L 和折弯角度θ计算得出的,公式为K = L / (T × R),其中L 为折弯长度,T为板材厚度,R为折弯半径。
对于6061铝合金,其折弯系数与材料的机械性能有关,具体数值需要根据材料的具体性质来确定。
一般来说,6061铝合金具有较好的可塑性和可加工性,所以其折弯系数应该是较高的。
如果需要计算具体的折弯系数,可以根据上述公式以及材料的具体尺寸和折弯参数进行计算。
根据折弯系数计算板材尺寸

根据折弯系数计算板材尺寸
折弯模具按折弯工艺分为标准模具和特殊折弯模具。
在标准的折弯情况下(直角和非直折弯)折弯时一般都是用标准模具,折弯一些特殊的结构件(如:段差折弯、压死边等)时采用特殊模具。
另外折弯不同厚度板料时,对折弯下模具的开口尺寸“V”形槽尺寸选择有所不同。
一般所选用“V”形槽开口尺寸为板材厚度的6-10倍
(0.5~2.6mm为6t、3~8mm为8t、9~10mm为10t、12mm以上为
12t)。
当板材较薄时选择取向于小数,板材较厚时取向于大数。
如:折弯2mm板时可选用12mmV槽即可。
折弯尺寸计算方式:
1、折弯系数=板材厚度*0.35,小于45度折弯由于变形量大。
2、折弯系数=板材厚度*0.35,小于45度折弯由于变形量大。
3、折弯系数=板材厚度*0.18,折弯90度所以折弯系数就是0.35*2=0.7,展开L=98+98+0.7=196.7。
常用板材折弯计算公式

常用板材折弯计算公式折弯是一种常见的板材加工方式,通过在板材上施加力量使其沿一定角度弯曲。
在进行板材折弯计算时,需要考虑材料的弯曲性质、板材厚度、弯曲角度、材料强度等因素。
下面是一些常用板材折弯计算公式。
1.板材受到弯曲力矩时,板材上任意一点的应力可以通过以下公式计算:σ=My/I其中,σ是应力,M是弯曲力矩,y是板材上被测点到中性轴的距离,I是横截面惯性矩。
2.板材在折弯过程中,弯曲角度与板材长度之间的关系可以通过以下公式计算:θ=(L×180)/(π×R)其中,θ是弯曲角度,L是板材的长度,R是弯曲的半径。
3.半径为R的圆弧内弯曲的板材的位移长度可以通过以下公式计算:S=(π×R×θ)/180其中,S是位移长度。
4.板材的弯曲弹性模量E可以通过以下公式计算:E=(F×L^3)/(4×W×y)其中,E是弯曲弹性模量,F是应用的力,L是板材的长度,W是板材的宽度,y是测点到中性轴的距离。
5.当板材受到以R为半径的圆弧内弯曲时,圆心角可以通过以下公式计算:α=(S×180)/(π×R)其中,α是圆心角,S是位移长度。
6.板材的弯曲半径可以通过以下公式计算:R=(E×t^2)/(6×σ)其中,R是弯曲半径,E是弯曲弹性模量,t是板材的厚度,σ是应力。
以上是一些常用的板材折弯计算公式,这些公式可以帮助工程师和设计师在实际应用中对板材的折弯进行计算和设计。
需要注意的是,不同材料的弯曲性质略有差异,因此在具体计算时需要使用相应材料的参数。
此外,实际应用中还需要考虑材料的变形、伸长、压缩等因素,以及板材之间的接缝和连接方式等因素,以确保设计的准确性和可行性。
折弯压力计算公式
折弯压力计算公式折弯压力是指在金属板材折弯过程中所施加的力,用于模拟和分析金属板材的折弯行为和性能。
折弯压力的计算公式可以通过以下几个方面来推导和确定。
首先,需要明确折弯的基本原理。
在金属板材的折弯过程中,受到的内力主要有剪切力和弯曲力。
剪切力是指板材上存在的剪应力,而弯曲力则是由于板材弯曲引起的弯曲应力。
根据弹性力学的基本原理,可以得到以下公式:F=(E×I×y)/(R×h)其中,F表示折弯压力,E表示材料的弹性模量,I表示截面惯性矩,y表示板材中心线与折弯轴线的距离,R表示板材的曲率半径,h表示板材的厚度。
接下来,需要确定材料的弹性模量和截面惯性矩。
材料的弹性模量是指材料在单位应力作用下所产生的应变,它是描述材料抵抗形变的能力的重要参数。
截面惯性矩是描述截面形状对于受力性能的影响程度的参数,它越大说明板材越容易抵抗弯曲变形。
这些参数可以通过实验测量或者查阅相关资料来获取。
此外,板材中心线与折弯轴线的距离和板材的曲率半径也需要确定。
板材中心线与折弯轴线的距离是指板材折弯过程中中心线位置的偏移情况,它直接影响到折弯压力的大小。
板材的曲率半径是指板材在特定折弯条件下呈现的曲率形状,它与折弯压力呈反比关系。
最后,结合上述参数,可以利用公式进行折弯压力的计算。
尤其需要注意的是,不同材料和板材的折弯过程中存在着不同的影响因素和计算方法,因此在具体应用中需要根据实际情况进行合理的选择和调整。
总之,折弯压力的计算公式是通过分析和研究折弯过程中所受力学原理推导得出的,其中涉及到材料的弹性模量、截面惯性矩、板材中心线与折弯轴线的距离和板材的曲率半径等参数。
这些公式和参数的选择和确定都需要根据具体的实际情况和需求进行调整和优化。
4mm板折弯系数计算公式
4mm板折弯系数计算公式在工程设计和制造过程中,折弯是一种常见的加工工艺,用于将金属板材或其他材料弯曲成所需的形状。
在进行折弯过程中,需要考虑材料的厚度、弯曲角度、弯曲半径等因素,以确保最终产品的质量和稳定性。
而折弯系数则是用来描述材料在折弯过程中的变形程度的重要参数之一。
本文将介绍4mm板折弯系数的计算公式及其应用。
1. 折弯系数的定义。
折弯系数是指材料在折弯过程中受到的应力和变形程度之间的关系。
它通常用来描述材料在折弯过程中的变形情况,是一个反映材料抗弯性能的重要参数。
折弯系数的大小直接影响到材料在折弯过程中的变形程度,因此在工程设计和制造中具有重要的意义。
2. 4mm板折弯系数的计算公式。
对于4mm厚度的金属板材,其折弯系数可以通过以下公式进行计算:K = t / (2r)。
其中,K为折弯系数,t为材料的厚度,r为折弯半径。
这个公式描述了材料在折弯过程中受到的应力和变形程度之间的关系,可以帮助工程师和制造商更好地理解和控制材料的折弯性能。
3. 折弯系数的应用。
折弯系数的大小直接影响到材料在折弯过程中的变形程度,因此在工程设计和制造中具有重要的意义。
通过计算折弯系数,工程师和制造商可以更好地了解材料在折弯过程中的变形情况,从而选择合适的折弯工艺和设备,确保最终产品的质量和稳定性。
此外,折弯系数还可以用于优化折弯工艺,提高生产效率和降低生产成本。
通过合理地调整材料的厚度、折弯角度和折弯半径等参数,可以有效地控制材料在折弯过程中的变形程度,从而实现更高效的生产和更低的成本。
4. 结语。
折弯系数是描述材料在折弯过程中的变形程度的重要参数,对于工程设计和制造具有重要的意义。
通过计算折弯系数,工程师和制造商可以更好地了解和控制材料的折弯性能,从而确保最终产品的质量和稳定性。
希望本文介绍的4mm板折弯系数计算公式及其应用能够对相关领域的专业人士有所帮助。
板材折弯的计算公式

板材折弯的计算公式*********************************************************************1.展开计算原理板料在弯曲过程中外层受到拉应力,内层受到压应力,从拉到压之间有一既不受拉力又不受压力的过渡层--中性层,中性层在弯曲过程中的长度和弯曲前一样,保持不变,所以中性层是计算弯曲件展开长度的基准.中性层位置与变形程度有关,当弯曲半径较大,折弯角度较小时,变形程度较小,中性层位置靠近板料厚度的中心处,当弯曲半径变小,折弯角度增大时,变形程度随之增大,中性层位置逐渐向弯曲中心的内侧移动.中性层到板料内侧的距离用λ表示.*********************************************************************2.计算方法(七种类型)展开的基本公式:展开长度=料内+料内+补偿量*********************************************************************3.1 R=0,折弯角θ=90°(T<1.2,不含1.2mm)L=(A-T)+(B-T)+K=A+B-2T+0.4T上式中取:λ=T/4K=λ*π/2=T/4*π/2=0.4T图一*********************************************************************3.2 R=0, θ=90° (T≧1.2,含1.2mm)L=(A-T)+(B-T)+K=A+B-2T+0.5T上式中取:λ=T/3K=λ*π/2=T/3*π/2=0.5T图二*********************************************************************3.3 R≠0 θ=90°L=(A-T-R)+(B-T-R)+(R+λ)*π/2当R ≧5T时λ=T/21T≦R <5T λ=T/30 < R (实际展开时除使用尺寸计算方法外,也可在确定中性层位置后,通过偏移再实际测量长度的方法.以下相同)图3*********************************************************************3.4 R=0 θ≠90°λ=T/3L=[A-T*tan(a/2)]+[B-T*tan(a/2)]+T/3*a(a单位为rad,以下相同)图4*********************************************************************3.5 R≠0 θ≠90°L=[A-(T+R)* tan(a/2)]+[B-(T+R)*tan(a/2)]+(R+λ)*a当R ≧5T时λ=T/21T≦ R <5T λ=T/30 < R图5*********************************************************************3.6 “Z”型折1.(1)当C≧5时,一般分两次成型,按两个90°折弯计算.(考虑到折弯冲子的强度)L=A-T+C+B+2K(2)当3T<C<5时:L=A-T+C+B+K(3)当C≦3T时<一次成型>:L=A-T+C+B+K/2图6******************************************************************************************************************************************3.7 “Z”型折2.C≦3T时<一次成型>:L=A-T+C+B+D+K图七*********************************************************************。
板材折弯
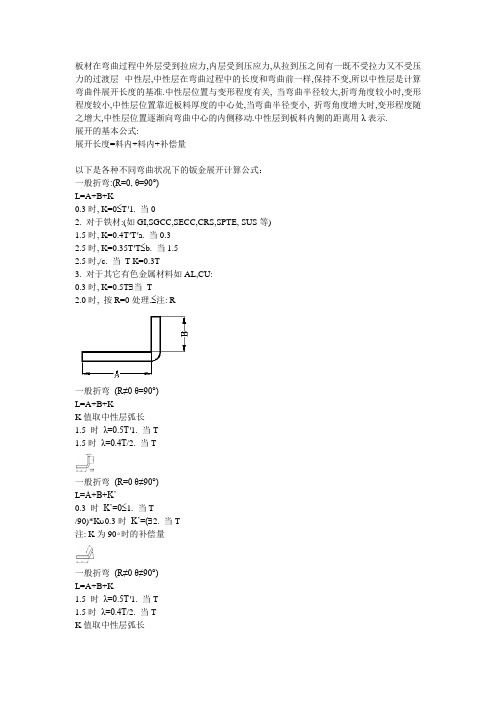
板材在弯曲过程中外层受到拉应力,内层受到压应力,从拉到压之间有一既不受拉力又不受压力的过渡层--中性层,中性层在弯曲过程中的长度和弯曲前一样,保持不变,所以中性层是计算弯曲件展开长度的基准.中性层位置与变形程度有关, 当弯曲半径较大,折弯角度较小时,变形程度较小,中性层位置靠近板料厚度的中心处,当弯曲半径变小, 折弯角度增大时,变形程度随之增大,中性层位置逐渐向弯曲中心的内侧移动.中性层到板料内侧的距离用λ表示.展开的基本公式:展开长度=料内+料内+补偿量以下是各种不同弯曲状况下的钣金展开计算公式:一般折弯:(R=0, θ=90°)L=A+B+K0.3时, K=0≤T'1. 当02. 对于铁材:(如GI,SGCC,SECC,CRS,SPTE, SUS等)1.5时, K=0.4T'T'a. 当0.32.5时, K=0.35T'T≤b. 当1.52.5时,/c. 当T K=0.3T3. 对于其它有色金属材料如AL,CU:0.3时, K=0.5T∃当T2.0时, 按R=0处理.≤注: R一般折弯(R≠0 θ=90°)L=A+B+KK值取中性层弧长1.5 时λ=0.5T'1. 当T1.5时λ=0.4T/2. 当T一般折弯(R=0 θ≠90°)L=A+B+K’0.3 时K’=0≤1. 当T/90)*Kυ0.3时K’=(∃2. 当T注: K为90∘时的补偿量一般折弯(R≠0 θ≠90°)L=A+B+K1.5 时λ=0.5T'1. 当T1.5时λ=0.4T/2. 当TK值取中性层弧长注: 2.0, 且用折刀加工时, 则按R=0来计算, A﹑B依倒零角后的直边长度取值'当RZ折1(直边段差).1. 5T时, 分两次成型时,按两个90°折弯计算/当H5T时, 一次成型, L=A+B+K'2. 当HK值依附件中参数取值Z折2(非平行直边段差).展开方法与平行直边Z折方法相同(如上栏),高度H取值见图示Z折3(斜边段差).1. 2T时'当H当θ≦70∘时,按Z折1(直边段差)的方式计算, 即: 展开长度=展开前总长度+Kϕ (此时K=0.2) 当θκ>70∘时完全按Z折1(直边段差)的方式计算2T时, 按两段折弯展开(R=0 θ≠90°)./2. 当HZ折4(过渡段为两圆弧相切):1. H≦2T 段差过渡处为非直线段为两圆弧相切展开时,则取两圆弧相切点处作垂线,以保证固定边尺寸偏移以一个料厚处理,然后按Z折1(直边段差)方式展开2. H>2T,请示后再行处理抽孔抽孔尺寸计算原理为体积不变原理,即抽孔前后材料体积不变;一般抽孔,按下列公式计算, 式中参数见右图(设预冲孔为X, 并加上修正系数–0.1):1. 若抽孔为抽牙孔(抽孔后攻牙), 则S按下列原则取值:T≦0.5时取S=100%T0.5<TT≧0.8时取S=65%T一般常见抽牙预冲孔按附件一取值2. 若抽孔用来铆合, 则取S=50%T, H=T+T’+0.4 (注: T’是与之相铆合的板厚, 抽孔与色拉孔之间隙为单边0.10~0.15)3. 若原图中抽孔未作任何标识与标注, 则保证抽孔后内外径尺寸;4. 当预冲孔径计算值小于1.0时, 一律取1.0反折压平L= A+B-0.4T1. 压平的时候,可视实际的情况考虑是否在折弯前压线,压线位置为折弯变形区中部;2. 反折压平一般分两步进行V折30°反折压平故在作展开图折弯线时, 须按30°折弯线画, 如图所示:N折1. 当N折加工方式为垫片反折压平, 则按L=A+B+K 计算, K值依附件中参数取值.2. 当N折以其它方式加工时, 展开算法参见“一般折弯(R≠0 θ≠90°)”3. 如果折弯处为直边(H段),则按两次折弯成形计算:L=A+B+H+2K (K=90∘展开系数)备注:a.标注公差的尺寸设计值:取上下极限尺寸的中间值作设计标准值.b.对于方形抽孔和外部包角的展开,其角部的处理方附件:常见展开标准数据1. 直边段差展开系数2. N折展开系数。
折弯扣除公式

折弯扣除公式折弯扣除公式是机械加工中常用的计算公式之一,用于计算金属板材在折弯过程中所需扣除的长度。
在进行金属板材折弯加工时,由于材料的弹性变形和折弯过程中的拉伸,会导致折弯后的长度略大于预期的长度。
为了保证折弯件的尺寸和形状准确,就需要根据折弯材料的性质和角度来计算扣除的长度。
折弯扣除公式的基本形式为:L = πD × α / 180 × (K + R - t)其中,L表示扣除的长度,D表示折弯线上的弯曲直径,α表示折弯角度,K表示材料的K因子,R表示内弧半径,t表示板材的厚度。
我们来了解一下折弯材料的K因子。
K因子是用来衡量材料的可塑性或弹性的系数,它的值越大,材料的可塑性越好,折弯时所需的扣除长度就越小。
不同类型的材料有不同的K因子,一般通过实验或查阅相关资料来确定。
在实际应用中,常见的K因子为0.33。
接下来,我们来看一下公式中的其他参数。
折弯线上的弯曲直径D 是指折弯线距离两边平行线之间的最大距离。
折弯角度α是指两条平行线之间的夹角,一般以角度制表示。
内弧半径R是指材料在折弯处的内曲率半径,一般随着折弯角度的增大而减小。
板材的厚度t是指材料的实际厚度。
根据公式,我们可以看出折弯扣除的长度与折弯角度、材料的K因子、内弧半径和板材厚度等因素密切相关。
当折弯角度增大或材料的可塑性较差时,扣除的长度也会增大;而当内弧半径增大或板材厚度增加时,扣除的长度则会减小。
在实际应用中,我们可以根据折弯件的设计要求和材料的特性来选择合适的折弯角度和材料的K因子,然后根据公式计算出具体的扣除长度。
通过合理地进行折弯扣除,可以确保折弯件的尺寸和形状准确,提高加工的精度和效率。
需要注意的是,折弯扣除公式是一种理论计算方法,实际操作中还需考虑到机床的精度、操作人员的经验和折弯工艺等因素。
在使用折弯扣除公式时,应结合实际情况进行调整和修正,以确保折弯件符合设计要求。
折弯扣除公式是一种重要的机械加工计算方法,通过合理地计算折弯扣除长度,可以确保折弯件的尺寸和形状准确。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
一、展开计算原理
板料在弯曲过程中外层受到拉应力,内层受到压应力,从拉到压之间有一既不受拉力又不受
压力的过渡层--中性层,中性层在弯曲过程中的长度和弯曲前一样,保持不变,所以中性层是计算弯曲件展开长度的基准.中性层位置与变形程度有关,当弯曲半径较大,折弯角度较小时,变形程度较小,中性层位置靠近板料厚度的中心处,当弯曲半径变小,折弯角度增大时,变形
程度随之增大,中性层位置逐渐向弯曲中心的内侧移动.中性层到板料内侧的距离用λ表示.
二、计算方法
展开的基本公式:
展开长度=料内+料内+补偿量
1、 R=0,折弯角θ=90°(T<,不含;图一
L=A+B-2T+
2、R=0, θ=90° (T≧,含;图二
L=A+B-2T+
图一图二
3、R≠0 θ=90°;图三
L=(A-T-R)+(B-T-R)+(R+λ)*π/2
当R ≧5T时λ=T/2
1T≦R <5T λ=T/3
0 < R (实际展开时除使用尺寸计算方法外,也可在确定中性层位置后,通过偏移再实际测量
长度的方法.以下相同)
4、R=0 θ≠90°;图四
λ=T/3
L=[A-T*tan(a/2)]+[B-T*tan(a/2)]+T/3*a
(a单位为rad,以下相同)
图三图四
5、R≠0 θ≠90°;图五
L=[A-(T+R)* tan(a/2)]+[B-(T+R)*tan(a/2)]+(R+λ)*a
当R ≧5T时λ=T/2
1T≦R <5T λ=T/3
0 < R
6、 Z折1;图六
计算方法请示上级,实际计算时可参考以下几点原则:
(1)当C≧5时,一般分两次成型,按两个90°折弯计算.(要考虑到折弯冲子的强度) L=A-T+C+B+2K
(2)当3T<C<5时:
L=A-T+C+B+K
(3)当C≦3T时<一次成型>;
L=A-T+C+B+K/2
图五图六
7、 Z折2;图七
C≦3T时<一次成型>:
L=A-T+C+B+D+K
图七。