直角折弯展开计算公式
折弯展开尺寸计算公式

折弯展开尺寸计算公式好的,以下是为您生成的关于“折弯展开尺寸计算公式”的文章:在咱们制造业里啊,折弯展开尺寸的计算那可是相当重要!这就好比是咱们做菜时掌握各种调料的比例,一旦搞错了,这“菜”可就不好吃啦。
先来说说为啥要搞清楚折弯展开尺寸的计算。
有一次,我在工厂里看到一个新手工人,他一脸懵地拿着图纸,对着那块待折弯的金属板直发愣。
原来,他就是被折弯展开尺寸的计算给难住了。
结果呢,他凭着自己的感觉一顿操作,最后折出来的零件完全不符合要求,那叫一个惨不忍睹!这可不仅仅是浪费了材料,还耽误了工期。
那到底怎么算这个折弯展开尺寸呢?其实啊,这里面是有一些门道的。
咱们先得搞清楚几个概念。
比如说,折弯系数。
这折弯系数就像是个神秘的小助手,它能帮咱们把复杂的计算变得简单点儿。
不同的材料、不同的折弯角度,这折弯系数可都不一样。
还有内R角,这也是个关键的家伙。
内R角越大,那展开尺寸相对就会大一些;内R角越小,展开尺寸就会小一些。
具体的计算公式呢,通常是这样的:展开尺寸 = 直边长度 + 直边长度 + 折弯系数 ×折弯次数。
这里面的直边长度很好理解,就是那直直的部分的长度呗。
但这折弯系数可就得好好琢磨琢磨啦。
比如说,对于常见的钢板,90 度折弯,内 R 角为 1 个单位的时候,折弯系数可能是 1.7 左右。
但要是换成铝板,同样的条件,折弯系数可能就变成 1.5 啦。
再举个例子哈,假如有一块钢板,要进行两次 90 度的折弯,直边长度分别是 10 厘米和 20 厘米,内 R 角都是 1 厘米,假设折弯系数是1.7。
那展开尺寸就是 10 + 20 + 1.7 × 2 = 33.4 厘米。
在实际工作中,咱们可不能死记硬背这些公式和系数,得多动手,多试验。
我记得有一回,我们接到一个紧急订单,客户要求的折弯零件精度要求特别高。
大家都紧张得不行,我和几个师傅就反复地测量、计算、折弯、再测量,一点点地调整折弯系数,最后终于做出了让客户满意的产品。
折弯展开计算公式
注:A、B = 内尺寸;
H = 压筋高度;
0.2= 补偿值。
*由于压筋高度主要靠增减压筋模具的调整片来保证,并且操作员各自的经验不尽相同,因此有时会出现折弯后虽然高度达到要求,但整体展开尺寸过大或过小的情况,这时要根据实际的偏差来调整。
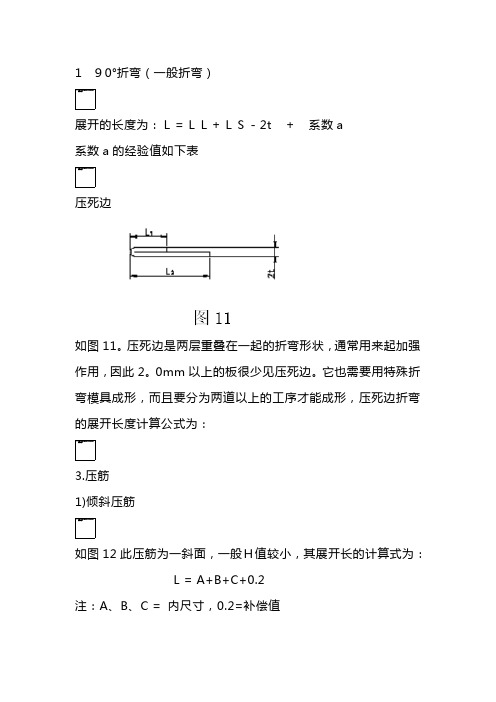
1 90°折弯(一般折弯)
展开的长度为:L=LL+LS-2t + 系数a
系数a的经验值如下表
压死边
如图11。压死边是两层重叠在一起的折弯形状,通常用来起加强作用,因此2。0mm以上的板很少见压死边。它也需要用特殊折弯模具成形,而且要分为两道以上的工序才能成形,压死边折弯的展开长度计算公式为:
3.压筋
1.这个计算有两种方法,结果都一样,请往下看.
2.第一种方法 外尺寸计算方法60+100+42+23-1.6T*N=215.4
3.第二种方法 内尺寸计算方法(外尺寸-材料厚度) 58+96+38+21+0.4T*N=215.4
4.T---表示材料厚度 N---表示折弯次数计算外尺寸时要减除材料厚度
1)倾斜压筋
如图12此压筋为一斜面,一般H值较小,其展开长的计算式为:
L = A+B+C+0.2
注:A、B、C = 内尺寸,0.2=补偿值
2)直角压筋
如图13压筋边为直立边,一般其C值较大,展开长的计算式为:
L = A+B+C-4T+2a+0.5
注:A、B = 外尺寸
C = 包括两层板厚的高度
a = 90°折弯的系数
各类折弯公式

3 展开计算原理
板料在弯曲过程中外层受到拉应力,内层受到压应力,从拉到压之间有一既不受拉力又不受压力的过渡层--中性层,中性层在弯曲过程中的长度和弯曲前一样,保持不变,所以中性层是计算弯曲件展开长度的基准.中性层位置与变形程度有关,当弯曲半径较大,折弯角度较小时,变形程度较小,中性层位置靠近板料厚度的中心处,当弯曲半径变小,折弯角度增大时,变形程度随之增大,中性层位置逐渐向弯曲中心的内侧移动.中性层到板料内侧的距离用λ表示.
4 计算方法
展开的基本公式:
展开长度=料内+料内+补偿量
备注:
a标注公差的尺寸设计值:取上下极限尺寸的中间值作为设计标准值.
b孔径设计值:一般圆孔直径小数点取一位(以配合冲头加工方便性),例:取.
有特殊公差时除外,例:Φ+取Φ.
c 产品图中未作特别标注的圆角,一般按R=0展开.
附件一:常见抽牙孔孔径一览表
说明:
1以上攻牙形式均为无屑式.
2抽牙高度:一般均取H=3P,P为螺纹距离(牙距).
3.内径:M3 Φ2.75 M3.50 Φ3.20 M 4 Φ# 6-32 Φ。
折弯系数最简单的算法

折弯系数最简单的算法在板料弯曲或CAD中计算板料展开长度时,都希望能提高效率。
计算越简单越好。
弯曲系数的计算公式是最简单、最好的。
实际上,如果不需要精确的板料误差,弯曲系数可以用一种简单的方法计算出来。
发现弯曲系数最简单的计算方法是90度弯曲系数的经验公式:材料厚度的1.7倍。
这个公式是怎么用的?用于90钣金弯曲工艺,一个直角弯曲减去1.7倍的材料厚度。
例如,材料为1mm铁板,弯曲角度为90度,弯曲尺寸分别为100和50,则计算和展开方法为:100 + 50-1.7 = 148.3 mm。
计算的是展开的长度。
有人说这个1。
7等于1。
6或1。
65。
是的,可以稍微调整一下。
由于各钣金厂使用的弯曲模不一样,会有轻微的误差,不需要调整就可以使用,要求高的时候也可以稍微调整。
钣金折弯不只是90度折弯,还有非90度的折弯呢,有最简单的计算方法吗?这个还真没有,准确的计算非90度折弯系数有个计算公式,就是利用中性层的概念,计算折弯那段圆弧的弧长,而最终求出折弯系数。
网络上有好多例子,前面文章也有计算方法。
这里说一个特殊的角度,可以用简单方法计算折弯系数。
当钣金折弯角度为135度时,折弯系数可以减去0.5倍的材料厚度。
比如:材料是1mm铁板,折弯角度是135度,折弯尺寸分别是100和50,那么计算展开方法是:100+50-0.5=149.5mm。
其它钣金厚度也可以同样用这个方法计算。
只适用于135度,其它角度不可用。
钣金折弯中还有个一个特殊角度折弯,就是钣金褶边,也叫压死边,可以用简单方法计算。
折弯系数等于0.4倍钣金厚度。
比如:材料是1mm铁板,折弯是压死边,折弯尺寸分别是100和10,那么计算展开方法是:100+10-0.4=109.6mm。
这样计算是经验公式,都很准确,有些钣金厂因设备不同可能也有出入。
折弯展开计算公式

折弯展开计算公式:90°折弯(一般折弯)展开的长度为:L=LL+LS-2t +系数a系数a的经验值如下表压死边如图11。
压死边是两层重叠在一起的折弯形状,通常用来起加强作用,因此2。
0mm以上的板很少见压死边。
它也需要用特殊折弯模具成形,而且要分为两道以上的工序才能成形,压死边折弯的展开长度计算公式为:3.压筋(1)倾斜压筋如图12此压筋为一斜面,一般H值较小,其展开长的计算式为:L = A+B+C+0.2注:A、B、C = 内尺寸,0.2=补偿值(2)直角压筋如图13压筋边为直立边,一般其C值较大,展开长的计算式为:L = A+B+C-4T+2a+0.5注:A、B = 外尺寸C = 包括两层板厚的高度a = 90°折弯的系数0.5 = 补偿值(3)平行压筋如图14,压筋最大值仅为H=2t,其展开长度的计算式为:L = A+B+H+0.2注:A、B = 内尺寸;H = 压筋高度;0.2= 补偿值。
*由于压筋高度主要靠增减压筋模具的调整片来保证,并且操作员各自的经验不尽相同,因此有时会出现折弯后虽然高度达到要求,但整体展开尺寸过大或过小的情况,这时要根据实际的偏差来调整。
折弯展开系数:折弯系数就是板材在折弯以后被拉伸的长度.材料不同,板厚不同,采用的折弯模具不同,折弯系数也不同。
折弯展开系数就是有经验的模具设计师,根据多年的设计经验反复验证而总结出来的数据化的东西,后来的模具设计师可以直接套入计算公式就可以得到折弯结构的展开平板尺寸了。
基于此点,冲压折弯展开系数就是为了模具设计师计算展开尺寸而总结的,不管是哪个模具设计者都可以加以利用。
钣金展开图计算规则

3. 浮长销 3-1.为减少压痕,选用Φ10~12 的 LB 型, 3-2.销孔边到模具相应刃口边距离为 3.0~3.5mm 3-3.折弯边脱料,销孔间隔 20~30mm 3-4.抽孔,抽凸,铆钉亦配浮升销,也可做内打的形式顶料 3-5.折单边时,非折弯边可布 2~4 个浮升销 3-6.Φ8 顶料销配Φ10 荷重弹簧,止付螺丝为 M12, Φ10 顶料销配Φ12 或Φ14 弹簧,止付螺丝为 M14 或 M16, Φ12
K 值 0.32 0.33 0.34 0.36 0.38 0.39 0.4 0.42
R/T 5.0 6.0 7.0 >8.0
K 值 0.44 0.46 0.48 0.5
1-4. 拍平时: L=a+b-0.43t
1-5. 卷圆时: L=a+5.7*r+4.7*k1*t
1-6 N 折时: L=a+b+(0.5~0.6)t
圆角半径 R>T/2 的弯曲件: L=a+b+c+…L1+L2+L3…
R/T 0.1 0.2 0.3 0.4 0.5 0.6 0.7 0.8
L=π*(r+kt)*y/180
K 值 0.21 0.22 0.23 0.24 0.25 0.26 0.28 0.30
R/T 1.0 1.2 1.3 1.5 2.0 2.5 3.0 4.0
1-8.展开修正 针对我们目前的产品,新产品材料主要有 SECC,G1,SUS 等材料,同时在模具设计中,为达到新产品的形状来,
克服材料的反差,我们采取了一系列的工艺,加压,线压沟等,这些都直接影响了新产品的展开,需针对不同的材料 及采取的工艺对新产品及展开进行修正.
1 螺丝 1-1. 紧固螺丝 1-1-1. 一般采用公制六角承窝螺丝 1-1-2. 螺丝孔边到边缘距离 D=(1.5~2.0)d
折弯展开计算公式
折弯展开计算公式折弯展开计算是工程制图中的一项重要计算工程,用于确定平面材料在折弯过程中的原始尺寸。
折弯展开计算是为了确保在折弯后不会导致材料过长或过短,从而产生质量问题。
下面将介绍折弯展开计算的基本原理、方法和常用公式。
1.基本原理:折弯展开计算是以折弯件的展开面为基准,通过计算展开面上的长度和角度来确定折弯件的原始尺寸。
在折弯过程中,材料在弯曲边缘会受到压缩,而在拉伸面则会被拉伸。
因此,要确定折弯展开的尺寸,需要考虑材料的伸缩率和弯曲半径。
2.方法:等长法:等长法是最简单的折弯展开计算方法,它基于一个简化假设:在折弯过程中,材料的长度不变。
根据这个假设,可以使用下面的公式来计算展开长度L:L=π*(R+t*K)其中,R是折弯半径,t是材料的厚度,K是一个与材料的伸缩率有关的修正系数。
伸缩率可由实验或经验确定,一般取0.5对等法:对等法适用于折弯件在对称轴上进行折弯的情况。
在对等法中,首先需要计算折弯角度a和弯曲半径r。
然后,可以使用下面的公式计算展开长度L:L=2*π*r*a/360切线法:切线法适用于在折弯过程中材料的长度会发生变化的复杂形状。
在切线法中,首先需要计算出折弯件的弧长s和弧度θ。
L=s/θ3.注意事项:-在进行折弯展开计算时,需要保证所使用的公式与实际情况相符。
尤其是对于复杂形状的折弯件,可能需要更精确的公式和方法。
-在计算展开长度时,应注意选择适当的单位,以确保计算结果的准确性。
常见的单位包括毫米、英寸等。
-在进行折弯展开计算时,需要考虑材料的弹性和变形情况。
如果材料的弹性较大,可能需要进行更复杂的计算和分析。
总结:折弯展开计算是工程制图中的一项重要计算工程,用于确定平面材料在折弯过程中的原始尺寸。
基本原理是根据折弯件的展开面上的长度和角度来确定折弯件的原始尺寸。
常用的计算方法包括等长法、对等法和切线法。
在进行折弯展开计算时,需要注意选择适当的公式和单位,并考虑材料的弹性和变形情况。
折弯展开计算方法【技巧】
1 90°折弯(一般折弯)
展开的长度为:L=LL+LS-2t +系数a
系数a的经验值如下表
压死边
如图11。
压死边是两层重叠在一起的折弯形状,通常用来起加强作用,因此2。
0mm以上的板很少见压死边。
它也需要用特殊折弯模具成形,而且要分为两道以上的工序才能成形,压死边折弯的展开长度计算公式为:
3.压筋
1)倾斜压筋
如图12此压筋为一斜面,一般H值较小,其展开长的计算式为:L = A+B+C+0.2
注:A、B、C = 内尺寸,0.2=补偿值
2)直角压筋
如图13压筋边为直立边,一般其C值较大,展开长的计算式为:L = A+B+C-4T+2a+0.5
注:A、B = 外尺寸
C = 包括两层板厚的高度
a = 90°折弯的系数
0.5 = 补偿值
3)平行压筋
如图14,压筋最大值仅为H=2t,其展开长度的计算式为:L = A+B+H+0.2
注:A、B = 内尺寸;
H = 压筋高度;
0.2= 补偿值。
*由于压筋高度主要靠增减压筋模具的调整片来保证,并且操作员各自的经验不尽相同,因此有时会出现折弯后虽然高度达到要求,但整体展开尺寸过大或过小的情况,这时要根据实际的偏差来调整。
(完整版)钣金件折弯展开计算方法
一、折床工作原理折弯就是将上、下模分别固定于折床的上、下工作台,利用液压伺服电机传输驱动工作台的相对运动,结合上、下模的形状,从而实现对板材的折弯成形。
二、展开的定义和折弯常识★折弯展开就是产品的下料尺寸,也就是钣金在折弯过程中发现形变,中间位置不拉伸,也叫被压缩的位置长度,也叫剪口尺寸。
★折弯V槽选择公式:当R=0.5时,V=5T;当R>0.5时V=5T+R 折弯展开会根据上模和下模的不同而发生相应的变化,在更换模具时必须考虑进去。
★折床的运动方式有两种:上动式:下工作台不动,由上面滑块下降实现施压;下动式:上部机台固定不动,由下工作台上升实现施压。
★工艺特性1.折弯加工顺序的基本原则:由内到外进行折弯;由小到大进行折弯;先折弯特殊形状,再折弯一般形状。
2.90°折弯及大于90°小于180°折弯选模:一般在SOP没有特殊要求或没有特殊避位的最好选用刀口角度为88°或90的折弯上模,这样可以更好的保证折弯角度的稳定性。
三、折弯展开尺寸计算方法,如右图:<1>直角展开的计算方法当内R 角为0.5时折弯系数(K )=0.4*T ,前提是料厚小于5.0MM ,下模为5TL1+L2-2T+0.4*T=展开<2>钝角展开的计算方法如图,当R=0.5时的展开计算A+B+K=展开K= ×0.4a=所有折弯角度1800-2 900<3>锐角展开的计算方法900折弯展开尺寸=L1+L2-2T+折弯系数(K),如右图:当内R角为0.5时折弯系数(K)=0.4*T,L1和L2为内交点尺寸展开=L1+L2+KK=( 180—@) /90 *0.4T<4>压死边的展开计算方法选模:上模选用刀口角度为300小尖刀,下模根据SOP及材料厚度选择V槽角度为300的下模。
先用 4.4.1所选的模具将折弯角度折到约300-650.展开死边=L1+L2-0.5T<5>压U边选模:上模选用刀口角度为300的小尖刀,下模根据SOP及材料厚度选择V槽角度为300的下模。
折弯下料计算公式
折弯下料计算公式好的,以下是为您生成的文章:咱先来说说折弯下料这回事儿啊,这在工业制造里可是个相当重要的环节。
要说折弯下料的计算公式,那可真不是随便就能搞懂的。
就像上次我在工厂里看到的一个师傅,他正对着一块金属板发愁呢。
为啥?就因为折弯下料的尺寸没算准,这一整块板子可就浪费啦,那叫一个心疼!咱们先来说说简单的直角折弯。
这时候的计算公式就像是一个小窍门。
假设板材的厚度是 t ,折弯内角半径是 r ,折弯角度是θ ,那展开长度 L 就可以用这个公式来算:L = A + B - 2(r + t)× tan(θ/2)。
这里的 A 和 B 分别是两条直边的长度。
比如说,有一块板,A 边是 100 毫米,B 边是 80 毫米,板材厚度是 3 毫米,折弯内角半径是 2 毫米,折弯角度是 90 度。
那咱们来算算,tan(90/2)= 1 ,所以展开长度 L 就是 100 + 80 - 2×(2 + 3)× 1 = 180- 10 = 170 毫米。
您瞧,这就算出来啦!可实际情况往往比这复杂得多。
要是遇到非直角的折弯,或者多个折弯连在一起,那可就得更加仔细地琢磨了。
有一回,厂里接到一个订单,要做一批形状不规则的零件,那折弯的角度和次数都各不相同。
师傅们拿着图纸,一会儿量量这个尺寸,一会儿算算那个角度,忙得不可开交。
我在旁边看着,心里也跟着着急。
这时候,一个经验丰富的老师傅站了出来,他不慌不忙地拿着尺子和计算器,嘴里还念念有词:“先算这个弯,再算那个弯,可别弄混了。
”只见他按照公式一步一步地算,不一会儿就把所有的下料尺寸都算出来了。
大家按照他算的尺寸去下料、折弯,最后做出来的零件那叫一个精准,一点儿误差都没有。
再比如说,在一些要求特别高的精密制造中,哪怕是一点点的误差都可能导致整个产品不合格。
这时候,折弯下料的计算就得精确到小数点后几位。
我就见过有个工程师,为了算出一个复杂零件的折弯下料尺寸,在电脑前整整坐了一天,反复核对数据,修改公式里的参数,那认真劲儿,真让人佩服!所以啊,折弯下料的计算公式虽然看起来有点复杂,但只要咱们掌握了方法,多练习,多实践,就一定能把它拿下。