PPS材料
PPS 材料射出知识
PPS塑料(聚苯硫醚)英文名称: Phenylene sulfide比重:1.36克/立方厘米成型收缩率:0.7% 成型温度:300-330℃干燥条件:--- 物料性能 1、电绝缘性(尤其高频绝缘性)优良,白色硬而脆,跌落于地上有金属响声,透光率仅次于有机玻璃,着色性耐水性,化学稳定性良好。
有优良的阻燃性,为不燃塑料。
2、强度一般,刚性很好, 但质脆, 易产生应力脆裂, 不耐苯.汽油等有机溶剂.长期使用温度可达260度,在400度的空气或氮气中保持稳定。
通过加玻璃纤维或其它增强材料改性后,可以使冲击强度大为提高,耐热性和其它机械性能也有所提高,密度增加到1.6-1.9,成型收缩率较小到0.15-0.25%适于制作耐热件.绝缘件及化学仪器.光学仪器等零件.成型性能 1.无定形料,吸湿小,但宜干燥后成型。
2.流动性介于ABS和PC之间,凝固快,收缩小,易分解,选用较高的注射压力和注射速度。
模温取100-150度。
主流道锥度应大,流道应短。
PPS-聚苯硫醚加工性能和成型工艺PPS-聚苯硫醚加工性能和成型工艺PPS的特性聚苯硫醚(PPS),全称为聚苯基硫醚。
它是一种综合性能优异的热塑性特种工程塑料,其突出的特点是耐高温,耐腐蚀和优越的机械性能。
PPS是含硫芳香族聚合物,线型PPS在350℃以上交联后成热固性塑料,支链型结构PPS为热塑性塑料。
(一)PPS的性能(1) PPS为塑性结晶性树脂,其结晶度约为65%,外观为白色或琥珀色。
纯PPS的密度为1.3~1.35g/cm3,但很少单独使用,应用的PPS多为改性品级,如玻璃纤维增强、无机填充和碳纤维增强度,改性后的密度增大为1.60~1.68 g/cm3.(2) PPS具有高强度、高刚性和尺寸稳定性,在高湿条件下刚性也良好,并具有突出的耐疲劳性能和抗蠕变性能:吸水性、吸油性、成型收缩性及线膨胀系数均很小。
(3) PPS的结构中含有硫原子,其含氧指数为46%~53%,在火焰上能燃烧,但不滴落,且离火自熄,有优异的阻烯性能。
PPS的8种改性方式和应用!
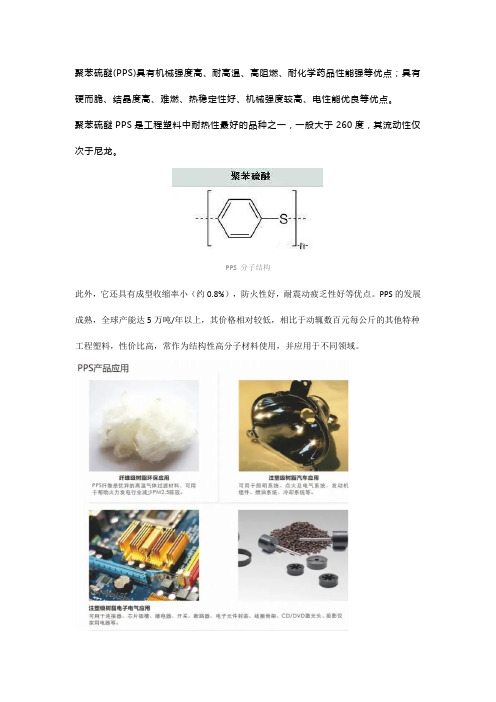
聚苯硫醚(PPS)具有机械强度高、耐高温、高阻燃、耐化学药品性能强等优点;具有硬而脆、结晶度高、难燃、热稳定性好、机械强度较高、电性能优良等优点。
聚苯硫醚PPS是工程塑料中耐热性最好的品种之一,一般大于260度,其流动性仅次于尼龙。
PPS 分子结构此外,它还具有成型收缩率小(约0.8%),防火性好,耐震动疲乏性好等优点。
PPS的发展成熟,全球产能达5万吨/年以上,其价格相对较低,相比于动辄数百元每公斤的其他特种工程塑料,性价比高,常作为结构性高分子材料使用,并应用于不同领域。
聚苯硫醚(PPS)与聚醚醚酮(PEEK),聚砜(PSF),聚酰亚胺(PI),聚芳酯(PAR),液晶聚合物(LCP)一起被称为6大特种工程塑料。
PPS的软化点为277~282℃,Tg为85~93℃。
PPS性能优良,尤其通过增强、改性、共混合金化及原位复合技术制成了用途广泛的各种复合材料。
PPS改性和应用实例根据结构不同,PPS分为交联型与直链型两种。
直链型有优良的韧性和延伸性;交联型在氧气存在的情况下能加热固化,超过200℃热处理时熔融指数急剧下降,利用该性能可将聚合终了的低黏度PPS通过热处理制造适合注塑、挤出任意黏度的聚合物。
但是,PPS具有耐冲击性能差、性脆的致命缺点。
未改性的PPS较脆、热变形温度低,影响其应用领域和范围。
为了进一步改善PPS的性能,扩大适用范围,须对其进行改性,改性方向主要有:•提高强度;•提高冲击性能;•提高润滑性;•改善电性能以及研制具有特殊性能的共混材料;•合金化新型材料。
研究表明,PPS添加无机填料后仍能与其他聚合物有良好的相容性,这为其合金化和复合改性创造了有利条件。
最早开发成功的是PPS与氟塑料共混合金,此后形成了合金系列。
PPS 合金化后拉伸强度、弯曲强度、抗冲击性能、耐热性能大幅提高,为进一步的挤出、吹塑成型工艺的实施提供了可能。
目前,全世界销售的PPS复合改性品种多达200余种,主要有玻纤GF增强、碳纤维CF增强、无机填料填充、GF和填料共同填充增强等共混改性。
pps是什么材料

pps是什么材料
PPS是聚苯硫醚的简称,是一种高性能工程塑料材料。
它由苯
环和硫醚键交替排列而成,具有一定的弹性和耐热性。
首先,PPS具有优良的耐化学性能。
它能够耐受酸、碱、有机
溶剂等多种化学物质的侵蚀,在广泛的酸碱环境中保持其稳定性。
这使得PPS在化学工业、电子工业等领域得到广泛应用。
其次,PPS具有优异的耐热性能。
它的熔点高达285℃,在高
温环境下表现出良好的稳定性和刚性。
因此,PPS常常被用作
高温工作条件下的零部件材料,如汽车引擎部件、电器元件等。
此外,PPS还具有良好的机械性能。
它具有一定的弹性,能够
在受力后迅速恢复原状,不易变形。
这使得它在某些需要具备高强度和耐磨性的应用中得到了广泛运用,如制造机械零件、模具等。
同时,PPS还具有优良的电绝缘性能。
它的表面电阻较高,介
电常数较低,因此具备良好的绝缘性能。
这使得PPS在电子
领域中成为一种重要的绝缘材料,应用于电子元器件的绝缘保护领域。
此外,PPS还具备一定的阻燃性能。
它受到高温时会发生炭化
反应,形成炭化膜,从而有效阻止火焰的蔓延。
这使得PPS
在一些对阻燃性要求较高的领域得到广泛运用,如电子电器、航天航空等。
总的来说,PPS作为一种高性能工程塑料材料,具有耐化学性能、耐热性能、机械性能、电绝缘性能以及阻燃性能等多种优点,因此被广泛应用于化工、电子、机械等各个领域。
PPS 材料性能
PPS塑料是什么材料PPS塑料中文名叫做聚苯硫醚,英文名称是Phenylene sulfide。
它具有硬而脆、结晶度高、难燃、热稳定性好、机械强度较高、电性能优良等优点。
PPS是工程塑料中耐热性最好的品种之一,热变形温度一般大于260度、抗化学性仅次于聚四氟乙烯,流动性仅次于尼龙。
此外,它还具有成型收缩率小(约 0.08%),吸水率低(约0 .02%),防火性好、耐震动疲乏性好等优点。
PPS塑料比重:1.36g/cm³ 成型温度:300-330℃ 一、PPS塑料物料性能PPS塑料耐热性能:热变形温度超过260℃,是目前使用温度最高的热塑性工程塑料之一,长期使用温度为220~240℃,短时可达260℃。
PPS塑料耐化学性能:目前尚未发现可在200℃以下溶解PPS的溶剂,对无机酸、碱和盐抵抗性极高。
PPS塑料电性能:在高温、高湿、高频率的环境中,具有很高的体积电阻率、表面电阻率、击穿电压,低的介电常数及介电损耗角正切,是优良的绝缘材料。
经改性处理,也能制成具良好导电性能的高强材料。
PPS塑料力学性能:刚性极强,表面硬度高,并具有优异的耐蠕变性和耐疲劳性。
二、PPS塑料成型性能1.无定形料,吸湿小,但宜干燥后成型。
2.流动性介于ABS和PC之间,凝固快,收缩小,易分解,选用较高的注射压力和注射速度。
模温取100-150度。
主流道锥度应大,流道应短。
应用范围一般可应用于制造PPS管、PPS板材等材料,多用于建筑、家居方面PPS塑料聚苯硫醚的特性及优点:超耐高温、尺寸稳定不易变形、电气性能极佳、耐化学性腐蚀、防火阻燃、电绝缘性能优、耐电弧性好。
PPS塑料长期耐温RTI可达200度以上,热变形温度270度以上。
力学性能优良,具高刚性、高抗蠕变性、更具有加工性能好,吸水率低、成型收缩率小、尺寸稳定性好、耐辐射等性能,被广泛应用于:本品被广泛地用于在航天航空、化工、电子电器、机械、汽车铁路等行业中,制作高强度、耐高温、绝缘的各种高性能要求的航空业用器件;制作防腐器件、耐腐蚀阀门、绝缘器件等;制作精密电器接插件、高强度外壳、耐高温接触器等;制作使用环境苛刻的电机零件、端子;制作耐高温、尺寸精密要求的汽化器、分配器、点火器、滑块、制动系统电磁阀、齿轮、热敏电偶、活塞环。
PPS注塑资料解析
PPS材料简单介绍
PPS(聚苯硫/Polyphenylene Sulfide)特点如下:
聚苯硫醚是一种结晶性的聚合物。未经拉伸的纤维具有较大的无定形区(结晶 度约为5%),在125℃时发生结晶放热,玻璃化温度为93℃;熔点281℃。拉伸 纤维在拉伸过程中产生了部分结晶,(增加至30%),如在130—230℃温度下对拉 伸纤维进行热处理,可使结晶度增加到60—80%。因此,拉伸后的纤维没有明 显的玻璃化转变或结晶放热现象,其熔点为284℃。随着拉伸热定形后结晶度的 提高,纤维的密度也相应增大,由拉伸前的1.33g/cm3到拉伸后的1.34g/cm3, 经热处理后则可达1.38g/cm3。
如果料斗下料筒的温度设置过低,料筒及螺杆的摩损就会趋向增大。 如果流动性没有问题,则偏低的温度可减少滞留变色。特别是黑色之外 的其它颜色成型品,建议您设定为300~320℃。 2.3.2 模具温度
需要长时间停机时,务请全部排放出料筒内树脂后,将温度设定在280℃以 下。
在提供粒料、驱动螺杆之前,务请对料筒给予充分的加热时间,使之至少 达到300℃。
务请作业者佩带防护眼镜(特别是置换时)。另外,装卸热模具等部件时, 务请佩带防护手套。成型中止期间,务请后退注射组件,以免喷嘴因与模具 接触而固化。
PPS成型工艺
2 成型条件的选定
2.1 标准成型条件 PPS的成型条件范围如图 2-1所示。要减少毛刺,就要偏高设定料筒温度,降低注射
力,这样才能取得好效果。 如果外观良好,那么,将注射速度控制在低速,可减少其对毛刺的影响。
表2-1 BF1140 的标准注射成型条件
项目
条件预备干燥
140 ℃×3小时
PPS成型安全注意事项
1 安全 1.1 安全注意事项
PPS材料性能

PPS聚苯撑硫Polyphenylene Sulphide1、通称:聚苯撑硫.2、缩写:PPS3、别名:(香港工业用俗称雷腾)硫化聚合物(Sulphidepolymer)4、供应商:5、商品名称/注册商标:Bayer TedurCibaGeigy CrastonGeneral Electric Plastics SupccHocchst Cclancsc FortronPhillipsChemicals Ryton6、物料性质:PPS是一种结晶热塑性塑料,以似苯撑(paraphenylcnc)组合为基,联合硫原子.质地易碎;加入填料后可大大改良物料的性质(如冲击强度、抗电弧及抗漏电痕迹).市面上的PPS多数已混合玻璃纤维(如40%或矿物填料/玻璃纤维混合物).这些PPS合成物有良好的机械及绝缘性质,可抗潮湿、化学品及高温(连续使用温度达240℃),本身已具防火性能,质地坚固(可比美铝质),抵抗蠕变,尺寸稳定性高,注塑复杂精密的制品亦毫无困难,在高温下仍能保持性质不变.因为其结构排列整齐、结晶度高(最多为65%),故制品可在短期内完成.另外,PPS是不易燃物料,氧指标高(例如47,与PVC一样),GFPBT的氧指标为20,GFPA 为28.其缺口冲击强度(增强GF级)与PBT差不多,但比PPO及PC低.目前有较高份子量的PPS(如Ryton A-100)发售,有更佳的物理性质(相较于原装PPS)及抗断裂性(例如注入厚壁部位时).7、流动性:PPS乃容易流动的物料(较PPC或PPO易,与PP差不多),有3至4的熔流指数(MFR).在熔点以上(约282℃)时,熔胶会变成流体.所采用的浇口直径为0.25毫米,可塑造出很薄的制品.流动数据:粘度(Nsmˉ²)物料在1000sˉ¹剪切率下:一般用途R4:含40%玻璃电子级R10含玻璃及矿物300℃234 200320℃185 145340℃145 105360℃115 76在320℃下:100sˉ¹522 3281000sˉ¹185 14510000sˉ¹65 64100000sˉ¹23 288、收缩性:收缩量可以很少(0.2%),但其于PPS通常填入玻璃纤维,故收缩量并无规律,厚件比薄件收缩得更多.在脆化温度(190℃)以上的模具温度会有额外收缩量;低模具温度(90℃)则不会出现此情况,不过,在大多数情况下,这些塑后收缩是很难察觉到的,而且热模具(135℃)是绝无塑后收缩的.9、可抵抗以下物质:在200℃以下不溶于任何已知的溶剂.其抗化池能力仅次于PTFE.加外,可抵抗油、汽油、清洁剂、大多数的酸和碱、碳甲及氯化碳氲.在高温下除可抵抗化学品外,亦可抗水解,且尺寸稳定性良好.即使在200℃以上,物料性质仍可维持不变.在室温下,含40%GF的PPS比ABS 更加坚硬.10、不能抵抗以下物质:热浓氧化酸(如硫酸)、某些胺(amines)、苯醛(benzaldchyde)、氮甲烷(niromethane)及一些卤化(halogenated)混合物.11、塑料测试或鉴定法:未增强的PPS密度为 1.4gcmˉ³,帮会迅速沉于水,而慢慢沉于饱和的氯化镁溶液(密度为1.34).制品主要以填充物料制成,因为密度较高;含40%GF的PPS密度为1.6gcmˉ³.纤维含量可达45%.一并使用矿物填料及玻璃纤维时,总填料量更可达65%(以重量计).12、着色:底色为深褐钯,故染色范围有限.PPS制品可在一些恶劣的情况下使用(例如高温),而这些情况亦制到颜色的范围.13、塑料及制品的处理:吸水量少(0.05%,但矿物填料级的吸水量或会增加.尽管如此,加热有香于加工,故应烘干所有物料.最好用抽湿干燥机(温度可达175℃)以150℃烘3小时――普通焗炉甚至须要6小时.退火(通常以225℃烘2至4小时)可以达到最佳的尺寸稳定性、遇热稳定性、坚固性、结晶程度及260℃以上的热变形温度(HDT).以一般情况而言,热模具(135℃以上)已可产生足够的结晶程度及上佳的表面.但如不要求制品定要耐热和稳定,便可采用冻模具(30-90℃).此类(低结晶度)制品的HDT可能只有230℃.部件的表面或者较差,但比(高结晶度)制品更为刚韧耐用.可以150℃把矿物填料级烘干3小时.14、模具及浇口设计:模具温度应为135℃.若熔胶温度为320℃,那么,每注一克料最多便须消耗385焦耳的热量.比热为2080j/kgK.由于填充聚合物有磨损的问题,太选择钢材时要特别小心:应选用含铬(chromium)/钽(molybdenum)/钒(vanadium)量高的碳钢.模具表面必须打磨平滑及经热处理加硬,才可造出平滑的制品表面,并使模具更加耐用.常用的防腐蚀方法乃镀上保护物质,如硬铬(hardchrome).模具可以用电加热(至140℃),通常会用盒式加热器,每公斤重量可用0.5kw.进料系统必须将纤维定向性所引致的焊接及翘曲可能性减至最你.所以最宜采用模模形及薄膜浇口.由于PPS没有其它热塑性塑料的过份饱压问题,故无须使用平衡流道系统;热流道的效果也不错.另处,PPS的收缩量少,故注口、模腔及模芯必须有足够的拔模斜角及打磨.15、流径:胶壁厚度比例:完全视乎等级、熔胶及模具温度而定,可达150:1(若壁厚1毫米以上),若可以用另一种物料(如PA66)填充模具,即使PPS须较高的填充压力,仍可使用.16、投影面积:如果锁模力不足,便会产生毛边,制品表面差劣.厚件制品(3毫米以上)应有2tsi(31MNmˉ²);薄件制品应有3tsi(47MNmˉ²).17、射料缸装备:射咀应配备关闭阀,以免物料溢出.开入式射咀(温度控制得宜)必须连同减压装置及冷料并使用,周期时间要短而一致才可被接受.螺丝应装配回流阀.由于熔胶有磨擦力,故必须定期维修料缸装备.18、螺丝垫料(srewcushion):3毫米19、射料量:20、熔胶温度:50至85%.由300至360℃不等,以320℃为佳.若某一等级的熔胶温度提升,粘度就会骤降,但不会对强度性质构成太大的影响.切勿超过370℃,否则会产生刺激性气体.21、机筒滞留时间:以高温加工时,必须确保物料在机筒内流动.但在305到320℃的平均模塑温度下是容许有短暂滞留的.22、温度调值:只有对于溶流的要求十分严谨时才可使用高溶胶温度,譬如,360℃比315℃的溶流多50%模具温度不应在90至135℃之间,如超过此范围,即使冷却程度有轻微的差别亦会使结晶程度(以及物质)大大不同.高模具温度可塑帛制出最高硬度(翘曲模数);低模具温度则使制品表面粗糙,有最大的冲击、弯曲及拉伸强度.135℃以上(甚至高达260℃)的温度可以令制品的尺寸稳定.若以低温模塑,仍然可保尺寸稳定,只要不超过此温度加热制品(因为结晶体会起变化).23、温度调值:℃地区编号位置高结晶度由-至-低结晶度由-至-1 机筒后方(料斗附近)280-300 280-3002 机筒290-310 290-3103 中间300-330 300-3304 机筒前方315-360 315-3605 射咀305-340 305-340模具135-160 30-8024、射料速度:极度高速会使制品燃烧.遇此情况应改善排气系统及减低速度.切勿超过50000sˉ¹(例数秒)的剪切率.25、射压:注塑机在首阶段所付出的压力最高可达1500bar•150MNmˉ²•21800psi;而在次阶段则可达1000bar•100MNmˉ²•14500psi.所用的压力应足以阻止毛边出现.26、螺丝转动速度(rpm):越低越好(100rpm以下)以免纤维降质.27、背压:最高为50 bar•5MNmˉ²•725psi.实际上只须少量(甚至无须)背压,故越低越好,与射料量一致.28、停机:若要长期停机,应空置机筒,把螺丝留在推前位置,停止加热.可用挤压级HDPE清洗机筒.29、再加工:将翻磨的物料贮存于密封的容器内,可免潮湿或污染.翻磨料必须烘干,使用量越少越好(最多为30%).许多聚合物会在PPS的熔胶温度下降质.应在使用PPS前后用流动性慢(低MFR)的HDPE清理.30、塑件修饰:浇口很易折断,尤其是附近有预早安排的缺口,可令进料容易拆除;或可用热切方法,只要整组设备可达到及维持于所须的高温.除了下班及矿物填料级外(因为塑胶成份少),其它制品可用超声波焊接塑件.31、典型制品:由于物料可耐高温而不变形,故适宜制造接驳器、电极板、插座、线圈模、线轴及机电器、抗电弧级可制造机电器底部、汽车外壳、灯架及电器开关掣、于气车制造业来说,PPS可替代金属品,造成化油器零件、点火板、电灯插座及加热系统的流动控制阀.因为石英卤素灯的用途日渐普遍,制品可达200℃以上――在这方面,PPS已取替陶器,在其它方面也可代替金属,例如制造散气控制阀时,3种PPS料已可取代14种钢质料,并且是以超声波焊接的.PPS适用于气车制造业的原因是:可抗高温及高热、有适当的机械性质、模塑精确、尺寸稳定、抗化学品.此外,由于街灯反射器须要抗热、高度光滑、精确及有足够的冲击强度,所以亦用PPS制造.还有用于PH测量器制品(不锈钢只可维持两个月,PPS在三年后仍有效).目前,新出的PPS有较高份子量,可免龟裂、而这问题会民生在某此旧款的PPS(指厚件而言),或壁厚剧变的制品身上.常见的新等级为RytonA10,虽然较贵,但延伸性质较佳(由1%增至21%),冲击强度也递增,不过,结晶时间较长,生产量自然少.PPS亦用作密封式(encapsulation)混合物,以取替环氧权脂,制造密封式电晶体及贮电箱等.32、PPS的主要性能耐热性能优异:其熔点超过280℃,热变形温度超过260℃,长期使用温度为220-240℃。
pps是什么材料

pps是什么材料
Pps是什么材料。
Pps是聚苯硫醚的缩写,是一种高性能工程塑料,具有优异的耐热性、耐化学
腐蚀性、机械强度和绝缘性能。
Pps材料广泛应用于电子电器、汽车、航空航天、
化工等领域,成为一种备受青睐的工程塑料材料。
首先,Pps材料具有出色的耐热性能。
它的热变形温度高达280℃以上,长期
使用温度可达240℃,短期使用温度更可达280℃。
因此,Pps材料在高温环境下
依然能保持其优异的性能,不易软化变形,具有很好的稳定性。
其次,Pps材料具有优异的耐化学腐蚀性能。
它能够抵抗酸、碱、酚、醇、醚、酮等化学品的侵蚀,因此在化工领域得到广泛应用。
Pps材料还具有较好的耐放射
线性能,能够抵抗辐射性能的侵蚀,因此在核工业领域也有一定的应用。
此外,Pps材料还具有优异的机械强度和刚性,具有较好的耐磨性和耐疲劳性。
因此,它在汽车领域的应用也日渐广泛,可以用于制造汽车零部件,如发动机零部件、传动系统零部件等。
最后,Pps材料具有良好的绝缘性能,低介电常数和介电损耗,使其成为电子
电器领域的理想材料。
Pps材料还具有良好的耐燃性,能够满足电子电器产品的阻
燃要求。
总的来说,Pps材料是一种高性能工程塑料,具有出色的耐热性、耐化学腐蚀性、机械强度和绝缘性能,适用于电子电器、汽车、航空航天、化工等领域。
随着技术的不断进步,Pps材料的应用领域还将不断扩大,为各个领域的发展提供更多
可能性。
PPS材料性能
PPS聚苯撑硫Polyphenylene Sulphide1、通称:聚苯撑硫.2、缩写:PPS3、别名:(香港工业用俗称雷腾)硫化聚合物(Sulphidepolymer)4、供应商:5、商品名称/注册商标:Bayer TedurCibaGeigy CrastonGeneral Electric Plastics SupccHocchst Cclancsc FortronPhillipsChemicals Ryton6、物料性质:PPS是一种结晶热塑性塑料,以似苯撑(paraphenylcnc)组合为基,联合硫原子.质地易碎;加入填料后可大大改良物料的性质(如冲击强度、抗电弧及抗漏电痕迹).市面上的PPS多数已混合玻璃纤维(如40%或矿物填料/玻璃纤维混合物).这些PPS合成物有良好的机械及绝缘性质,可抗潮湿、化学品及高温(连续使用温度达240℃),本身已具防火性能,质地坚固(可比美铝质),抵抗蠕变,尺寸稳定性高,注塑复杂精密的制品亦毫无困难,在高温下仍能保持性质不变.因为其结构排列整齐、结晶度高(最多为65%),故制品可在短期内完成.另外,PPS是不易燃物料,氧指标高(例如47,与PVC一样),GFPBT的氧指标为20,GFPA 为28.其缺口冲击强度(增强GF级)与PBT差不多,但比PPO及PC低.目前有较高份子量的PPS(如Ryton A-100)发售,有更佳的物理性质(相较于原装PPS)及抗断裂性(例如注入厚壁部位时).7、流动性:PPS乃容易流动的物料(较PPC或PPO易,与PP差不多),有3至4的熔流指数(MFR).在熔点以上(约282℃)时,熔胶会变成流体.所采用的浇口直径为0.25毫米,可塑造出很薄的制品.流动数据:粘度(Nsmˉ²)物料在1000sˉ¹剪切率下:一般用途R4:含40%玻璃电子级R10含玻璃及矿物300℃234 200320℃185 145340℃145 105360℃115 76在320℃下:100sˉ¹522 3281000sˉ¹185 14510000sˉ¹65 64100000sˉ¹23 288、收缩性:收缩量可以很少(0.2%),但其于PPS通常填入玻璃纤维,故收缩量并无规律,厚件比薄件收缩得更多.在脆化温度(190℃)以上的模具温度会有额外收缩量;低模具温度(90℃)则不会出现此情况,不过,在大多数情况下,这些塑后收缩是很难察觉到的,而且热模具(135℃)是绝无塑后收缩的.9、可抵抗以下物质:在200℃以下不溶于任何已知的溶剂.其抗化池能力仅次于PTFE.加外,可抵抗油、汽油、清洁剂、大多数的酸和碱、碳甲及氯化碳氲.在高温下除可抵抗化学品外,亦可抗水解,且尺寸稳定性良好.即使在200℃以上,物料性质仍可维持不变.在室温下,含40%GF的PPS比ABS 更加坚硬.10、不能抵抗以下物质:热浓氧化酸(如硫酸)、某些胺(amines)、苯醛(benzaldchyde)、氮甲烷(niromethane)及一些卤化(halogenated)混合物.11、塑料测试或鉴定法:未增强的PPS密度为 1.4gcmˉ³,帮会迅速沉于水,而慢慢沉于饱和的氯化镁溶液(密度为1.34).制品主要以填充物料制成,因为密度较高;含40%GF的PPS密度为1.6gcmˉ³.纤维含量可达45%.一并使用矿物填料及玻璃纤维时,总填料量更可达65%(以重量计).12、着色:底色为深褐钯,故染色范围有限.PPS制品可在一些恶劣的情况下使用(例如高温),而这些情况亦制到颜色的范围.13、塑料及制品的处理:吸水量少(0.05%,但矿物填料级的吸水量或会增加.尽管如此,加热有香于加工,故应烘干所有物料.最好用抽湿干燥机(温度可达175℃)以150℃烘3小时――普通焗炉甚至须要6小时.退火(通常以225℃烘2至4小时)可以达到最佳的尺寸稳定性、遇热稳定性、坚固性、结晶程度及260℃以上的热变形温度(HDT).以一般情况而言,热模具(135℃以上)已可产生足够的结晶程度及上佳的表面.但如不要求制品定要耐热和稳定,便可采用冻模具(30-90℃).此类(低结晶度)制品的HDT可能只有230℃.部件的表面或者较差,但比(高结晶度)制品更为刚韧耐用.可以150℃把矿物填料级烘干3小时.14、模具及浇口设计:模具温度应为135℃.若熔胶温度为320℃,那么,每注一克料最多便须消耗385焦耳的热量.比热为2080j/kgK.由于填充聚合物有磨损的问题,太选择钢材时要特别小心:应选用含铬(chromium)/钽(molybdenum)/钒(vanadium)量高的碳钢.模具表面必须打磨平滑及经热处理加硬,才可造出平滑的制品表面,并使模具更加耐用.常用的防腐蚀方法乃镀上保护物质,如硬铬(hardchrome).模具可以用电加热(至140℃),通常会用盒式加热器,每公斤重量可用0.5kw.进料系统必须将纤维定向性所引致的焊接及翘曲可能性减至最你.所以最宜采用模模形及薄膜浇口.由于PPS没有其它热塑性塑料的过份饱压问题,故无须使用平衡流道系统;热流道的效果也不错.另处,PPS的收缩量少,故注口、模腔及模芯必须有足够的拔模斜角及打磨.15、流径:胶壁厚度比例:完全视乎等级、熔胶及模具温度而定,可达150:1(若壁厚1毫米以上),若可以用另一种物料(如PA66)填充模具,即使PPS须较高的填充压力,仍可使用.16、投影面积:如果锁模力不足,便会产生毛边,制品表面差劣.厚件制品(3毫米以上)应有2tsi(31MNmˉ²);薄件制品应有3tsi(47MNmˉ²).17、射料缸装备:射咀应配备关闭阀,以免物料溢出.开入式射咀(温度控制得宜)必须连同减压装置及冷料并使用,周期时间要短而一致才可被接受.螺丝应装配回流阀.由于熔胶有磨擦力,故必须定期维修料缸装备.18、螺丝垫料(srewcushion):3毫米19、射料量:20、熔胶温度:50至85%.由300至360℃不等,以320℃为佳.若某一等级的熔胶温度提升,粘度就会骤降,但不会对强度性质构成太大的影响.切勿超过370℃,否则会产生刺激性气体.21、机筒滞留时间:以高温加工时,必须确保物料在机筒内流动.但在305到320℃的平均模塑温度下是容许有短暂滞留的.22、温度调值:只有对于溶流的要求十分严谨时才可使用高溶胶温度,譬如,360℃比315℃的溶流多50%模具温度不应在90至135℃之间,如超过此范围,即使冷却程度有轻微的差别亦会使结晶程度(以及物质)大大不同.高模具温度可塑帛制出最高硬度(翘曲模数);低模具温度则使制品表面粗糙,有最大的冲击、弯曲及拉伸强度.135℃以上(甚至高达260℃)的温度可以令制品的尺寸稳定.若以低温模塑,仍然可保尺寸稳定,只要不超过此温度加热制品(因为结晶体会起变化).23、温度调值:℃地区编号位置高结晶度由-至-低结晶度由-至-1 机筒后方(料斗附近)280-300 280-3002 机筒290-310 290-3103 中间300-330 300-3304 机筒前方315-360 315-3605 射咀305-340 305-340模具135-160 30-8024、射料速度:极度高速会使制品燃烧.遇此情况应改善排气系统及减低速度.切勿超过50000sˉ¹(例数秒)的剪切率.25、射压:注塑机在首阶段所付出的压力最高可达1500bar•150MNmˉ²•21800psi;而在次阶段则可达1000bar•100MNmˉ²•14500psi.所用的压力应足以阻止毛边出现.26、螺丝转动速度(rpm):越低越好(100rpm以下)以免纤维降质.27、背压:最高为50 bar•5MNmˉ²•725psi.实际上只须少量(甚至无须)背压,故越低越好,与射料量一致.28、停机:若要长期停机,应空置机筒,把螺丝留在推前位置,停止加热.可用挤压级HDPE清洗机筒.29、再加工:将翻磨的物料贮存于密封的容器内,可免潮湿或污染.翻磨料必须烘干,使用量越少越好(最多为30%).许多聚合物会在PPS的熔胶温度下降质.应在使用PPS前后用流动性慢(低MFR)的HDPE清理.30、塑件修饰:浇口很易折断,尤其是附近有预早安排的缺口,可令进料容易拆除;或可用热切方法,只要整组设备可达到及维持于所须的高温.除了下班及矿物填料级外(因为塑胶成份少),其它制品可用超声波焊接塑件.31、典型制品:由于物料可耐高温而不变形,故适宜制造接驳器、电极板、插座、线圈模、线轴及机电器、抗电弧级可制造机电器底部、汽车外壳、灯架及电器开关掣、于气车制造业来说,PPS可替代金属品,造成化油器零件、点火板、电灯插座及加热系统的流动控制阀.因为石英卤素灯的用途日渐普遍,制品可达200℃以上――在这方面,PPS已取替陶器,在其它方面也可代替金属,例如制造散气控制阀时,3种PPS料已可取代14种钢质料,并且是以超声波焊接的.PPS适用于气车制造业的原因是:可抗高温及高热、有适当的机械性质、模塑精确、尺寸稳定、抗化学品.此外,由于街灯反射器须要抗热、高度光滑、精确及有足够的冲击强度,所以亦用PPS制造.还有用于PH测量器制品(不锈钢只可维持两个月,PPS在三年后仍有效).目前,新出的PPS有较高份子量,可免龟裂、而这问题会民生在某此旧款的PPS(指厚件而言),或壁厚剧变的制品身上.常见的新等级为RytonA10,虽然较贵,但延伸性质较佳(由1%增至21%),冲击强度也递增,不过,结晶时间较长,生产量自然少.PPS亦用作密封式(encapsulation)混合物,以取替环氧权脂,制造密封式电晶体及贮电箱等.32、PPS的主要性能耐热性能优异:其熔点超过280℃,热变形温度超过260℃,长期使用温度为220-240℃。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
PPS材料中文名叫做聚苯硫醚,英文名称是Phenylene sulfide。
它具有硬而脆、结晶度高、难燃、热稳定性好、机械强度较高、电性能优良等优点。
PPS是工程塑料中耐热性最好的品种之一,热变形温度一般大于260度、抗化学性仅次于聚四氟乙烯,流动性仅次于尼龙。
此外,它还具有成型收缩率小(约 0.08%),吸水率低(约0 .02%),防火性好、耐震动疲乏性好等优点。
PPS塑料比重:1.36g/cm³成型温度:300-330℃一、PPS塑料物料性能
PPS塑料耐热性能:热变形温度超过260℃,是目前使用温度最高的热塑性工程塑料之一,长期使用温度为220~240℃,短时可达260℃。
PPS塑料耐化学性能:目前尚未发现可在200℃以下溶解PPS的溶剂,对无机酸、碱和盐抵抗性极高。
PPS塑料电性能:在高温、高湿、高频率的环境中,具有很高的体积电阻率、表面电阻率、击穿电压,低的介电常数及介电损耗角正切,是优良的绝缘材料。
经改性处理,也能制成具良好导电性能的高强材料。
PPS塑料力学性能:刚性极强,表面硬度高,并具有优异的耐蠕变性和耐疲劳性。
二、PPS塑料成型性能
1.无定形料,吸湿小,但宜干燥后成型。
2.流动性介于ABS和PC之间,凝固快,收缩小,易分解,选用较高的注射压力和注射速度。
模温取100-150度。
主流道锥度应大,流道应短。
应用范围一般可应用于制造PPS管、PPS板材等材料,多用于建筑、家居方面
PPS塑料聚苯硫醚的特性及优点:超耐高温、尺寸稳定不易变形、电气性能极佳、耐化学性腐蚀、防火阻燃、电绝缘性能优、耐电弧性好。
PPS塑料长期耐温RTI可达200度以上,热变形温度270度以上。
力学性能优良,具高刚性、高抗蠕变性、更具有加工性能好,吸水率低、成型收缩率小、尺寸稳定性好、耐辐射等性能,被广泛应用于:本品被广泛地用于在航天航空、化工、电子电器、机械、汽车铁路等行业中,制作高强度、耐高温、绝缘的各种高性能要求的航空业用器件;制作防腐器件、耐腐蚀阀门、绝缘器件等;制作精密电器接插件、高强度外壳、耐高温接触器等;制作使用环境苛刻的电机零件、端子;制作耐高温、尺寸精密要求的汽化器、分配器、点火器、滑块、制动系统电磁阀、齿轮、热敏电偶、活塞环。
制作高档热风筒、卷发器、烫发器、咖啡煲。
适宜二次加工。
PPS塑料广泛运用于:
电子方面:视机、电脑上的高压元件、外壳、插座、接线柱,电动机的起动线圈、叶片,电刷托架及转子绝缘部件,接触开关,继电器,电熨斗,吹风机,灯头,暖风机,F级薄膜等。
汽车工业:适用于排气再循环阀及水泵叶轮,及汽化器、排气装置、排气调节阀、灯光反射器、轴承、传感部件等。
机械工业:用作轴承、泵、阀门、活塞、精密齿轮、以及复印机、照相机、计算机零部件,导管、喷雾器、喷油嘴、仪器仪表零件等。
化工领域:用于制作耐酸碱的阀门管道、管件、阀门、垫片及潜水泵或叶轮等耐腐蚀零部件。
PPS塑料的突出性能有:良好的耐热性能,可在180~220℃温度范围内使用;耐腐蚀性接近聚四氟乙烯;电性能优异;机械性能优异;阻燃性能好。
PPS塑料的不足之处有:价格太高,在耐高温塑料中属于低价位,但比通用工程塑料高许多;韧性差,性脆;中粘度不稳定。
纯PPS因性能脆而很少单独使用,应用的PPS多为其改性能品种。
具体有:40%玻璃纤维增强PPS(R-4),无机填充PPS(R-8),碳纤维增强PPS(G-6)等。
PPS的发展速度很快,预计它将成为第六大工程塑料。
PPS塑料加工特性
树脂厂商提供的PPS为一种相对质量比较低(4000~5000)、结晶度较高(75%)的白色粉末,这种纯PPS无法直接塑化成型,只能用于喷涂。
用于塑化成型的PPS,必须进行交联改性处理,使熔体的粘度上升。
一般交联后的熔融指数达到10~20为宜;进行玻璃纤维增强PPS的熔融指数可大一些,但不能大于200。
PPS的交联方法有热交联和化学交联两种,目前以热交联为主。
热交联的交联温度为150~350℃,低于150℃不发生交联,高于350℃发生高度交联,反而导致加工困难。
化学交联需要加入交联促进剂,具体的品种有氧化锌、氧化铅、氧化镁、氧化钴等以及酚类化合物,六甲氧基甲基三聚氰酰胺、过氧化氢、碱金属或碱土金属的次氯酸盐等。
PPS虽有交联,但流动性下降不多;因此,废料可重复使用三次;PPS本身具有脱模性,可不必加入脱模剂;PPS经过热处理可提高结晶度及热变形温度,后处理的条件为:温度204℃,时间30min。
PPS塑料加工方法
(1)注塑:可采用通用注塑机,玻璃纤维增强PPS的熔融指数以50为宜。
注塑的工艺条件为:料筒温度,纯PPS为280~330℃,40%GFPPS为300 -350℃;喷嘴温度,纯PPS为305℃,40%GFPPS为330℃;模具温度120-180℃;注塑压力,50-130 MPA。
(2)挤出:采用排气式挤出机,工艺为:加料段温度小于200℃;料筒温度300-340℃,连接体温度320-340℃,口模温度300-320℃。
(3)模压成型:适合大型制品,采用两次压缩,先冷却,后热压。
热压的预热温度纯PPS为360℃左右15min,GFPPS为380℃左右20min;模压压力为10~30Mpa,冷却到150℃脱模。
(4)喷涂成型:采用悬浮喷涂法和悬浮喷涂与干粉热喷混合法,都是将PPS喷涂到金属表面,再经过塑化、淬火处理而得到涂层;PPS的涂层处理温度在300℃以上,保温30min。