WI-PM-018半自动管状烧录机作业指导书
半自动丝印机保养作业指导书
每月保养作业内容由工程师当月最后一天组织实施,由生产经理确认。
4﹑作业内容
4.1每天点检作业内容
4.1.1丝印表面清洁。
4.1.2丝印平台杂物。
4.1.3Z轴表面杂物清洁。
4.1.4X轴直方导轨杂物清洁。
4.1.5检查机器气压是否在5Kg.
4.2每周点检作业内容
深圳浩泰隆电子有限公司文件名称半自动丝印机保养作业指导书类别作业指导书文件编号sstwief004生效日期20081171目的11为了让机器能够长期保持良好的工作状态提高生产效率和保证产品品质
深圳浩泰隆
电子有限公司
文件名称
半自动丝印机保养作业指导书
类别
作业指导书
文件编号
SST-WI-EF004
页数
Page 1 of 1
版本/修订状态
A/1
生效日期
2008-11-7
1﹑目的
1.1为了让机器能够长期保持良好的工作状态,提高生产效率和保证产品品质。
1.2规范贴片机日常保养作业流程和作业内容,避免人为失误对机器造成损坏。
2、适用范围
适用于本公司KFA-1068等丝印机。
3﹑职责范围
每天保养作业内容由晚班和白班丝印员每天上午7:45—8:05负责实施,工艺技术员确认。
4.2.1用干净的白布对Z轴进行清洁,并擦掉旧油,用黄油枪在Z轴丝杆上注人新黄油。
4.2.2用干净的白布对X轴进行清洁,并擦掉旧油,用黄油枪在X轴丝杆上注人新黄油。
4.3每月点检作业内容
4.3.1空气过滤器排水。
4.3.2油杯注油。
备注附:《半自动丝印机点检与保养表》
审批栏
HC-PM18_工具用户手册

HC-PM18 4.0烧录工具用户手册上海芯圣电子股份有限公司2016年3月修正记录目录1、简介 (4)1.1 HC-PM18 4.0特点: (4)1.2 HC-PM18 4.0配置: (4)1.3 HC-PM18 4.0目前适用型号: (4)2、IDE软件安装 (6)2.1 系统配置要求 (6)2.2 软件安装 (6)2.3 USB驱动安装 (7)3、PM18 4.0烧录工具使用说明 (10)3.1 硬件连接 (10)3.2 HC-PM18联机下载 (12)3.2.1 界面 (12)3.2.2 载入文件 (13)3.2.3 Buffer(缓冲区) (15)3.2.4 修改型号 (17)3.2.5 配置字 (18)3.2.6 烧录选项 (19)3.2.7 下载和上传 (21)3.3 HC-PM18脱机烧录 (23)3.3.1 烧录器上电自检 (23)3.3.2 烧录器烧录芯片 (23)3.3.3 烧录完成 (24)3.4 读芯片特征码(Identity) (25)3.5 接口说明 (26)3.6 烧录转接板说明 (26)4、备注 (28)4.1、注意事项: (28)①上位机软件IDE版本升级说明: (28)②电脑驱动安装说明: (29)1、简介HC-PM18 4.0烧录器是holychip的新一代烧录工具,适用于holychip全系列OTP MCU的烧录。
本产品具有操作简单的特点。
1.1 HC-PM18 4.0特点:采用USB方式连接,支持单路脱机烧录。
1.2 HC-PM18 4.0配置:HC-PM18 4.0硬件烧录器(1台)、DC15V电源适配器(1个)、USB线(1根)、烧录转接板(多种)。
1.3 HC-PM18 4.0目前适用型号:注:当使用转接板SKT-001时,芯片HC18P110烧录fail,应该采用SKT-003转接板。
同一个系列的芯片,旧版程序可以在软件中通过芯片型号选择,直接下载烧写到新版的芯片中。
半自动火焰切割作业指导书

哈密南-郑州±800千伏特高压直流输电工程钢板半自动火焰切割下料作业指导书(试行)编制:杨洋审核:刘芝豹批准:蒋立新2012-7-29发布 2012-8-1实施江苏华电铁塔制造有限公司1、适用范围本作业指导书适用于输电线路铁塔制造中部件材质为碳素结构钢或低合金结构钢的半自动火焰切割作业。
2、人员配备主工:半自动火焰切割机操作手1名、要求经过相关培训,取得安全操作证。
有1年以上相关工作经验,辅工:划线人员1名打磨人员1名3、设备及工具半自动火焰切割机1台、氧气乙炔设备1套、气割割枪1套、角磨机、行车、吊带、石笔等。
4、工艺过程4.1 核实技术部发放的样板与料卡,根据材质和厚度分类。
4.2 划线人员核对物资部发放的整板厚度、材质,确认无误后根据样板,在整板划出所要加工的工件形状。
划线过程中尽量做到节约物料,减少材料浪费。
4.3 半自动切割机操作手将整板放置吊运在火焰气割平台上。
4.4 操作手按照划线进行切割。
切割时,预热火焰应将工件切割起点加热到一定温度(钢900℃),预热火焰应采用中性焰,切割5—200厚的钢板预热时间约3—30秒。
4.5 辅助工将切割好的板周边毛刺打磨干净,摆放整齐。
4.6 转运给下道工序。
5、质量要求5.1 工件切割后的尺寸比预定尺寸允许偏差为±2.0毫米。
5.2 工件边缘斜度为t/8,且不大于3.0mm(t为板厚)。
5.3 钢材切断后,其断口处不得有裂纹和大于1.0毫米的缺棱,切割断口的表面粗糙度不得大于1.0毫米。
5.4 切割完成后工件表面应清除毛刺、氧化皮、熔渣。
6、工作结束后处理事项6.1 关闭电源,关闭氧气乙炔气瓶、保养设备。
6.2 清点工具,将钻头等工具归库。
6.3 打扫工作区域环境卫生。
7、工艺参数钢材切割时应选好适用的氧—乙炔割炬及割嘴,氧—乙炔射吸式割炬及割嘴性能见表1,低碳钢机动氧—乙炔割工艺参数见表2。
表1 :氧—乙炔射吸式割炬及割嘴规格性能表2:低碳钢氧—乙炔焰切割工艺参数。
自动烧录机作业指导书
1目的:
为保证自动烧录机正确的操作作业,特制订此作业指导书。
2范围:
仅限KA182-1300FX 自动烧录机
3权责:
品质部负责振动试验机的操作使用,及日常维护、点检。
4作业内容:
4.1操作基础
确认电源:AC220V/50 Hz
确认气源:0.6 MPa
接入电源,气源
气源设置为 0.4 MPa
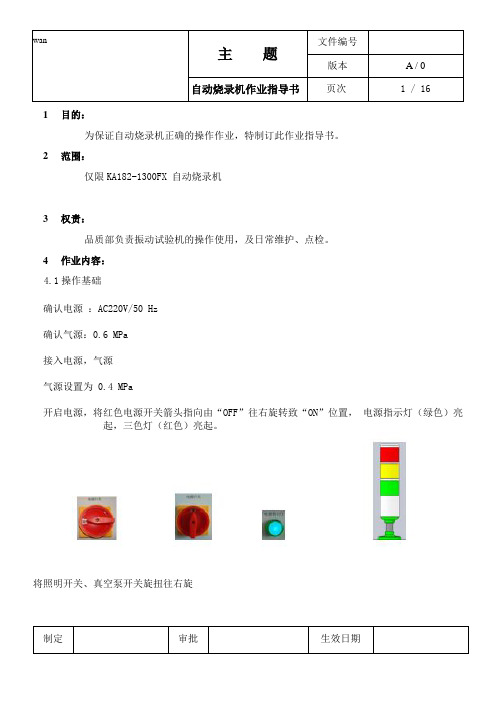
开启电源,将红色电源开关箭头指向由“OFF”往右旋转致“ON”位置,电源指示灯(绿色)亮起,三色灯(红色)亮起。
将照明开关、真空泵开关旋扭往右旋
自动烧录机作业指导书页次 2 / 16
自动烧录机作业指导书页次12 / 16
自动烧录机作业指导书页次13 / 16
自动烧录机作业指导书页次16 / 16。
WI-QD-018C IC烧录检验作业指导书

5.2.2.1巡检频率:a.手动烧录和AT3烧录自动卷带时巡检频率定义为1次/1H;b.AT3烧录其它包装巡检频率定义为1次/2H。
5.2.2.2巡检内容:a.核对电脑烧录的OK数与实际烧录的OK数,发现数量不符时要求此时间段烧录的IC全检;b.核对烧录不良品的数量有无超过烧录工单要求的约定不良率;c.IC外观无翘脚断脚,标记颜色与工单要求一致;d.核对IC烧录的资料与工单要求的是否一致;e.核对机台烧录设定选项是否与《首次烧录报告》或首件检验时一致。
5.4不合格品处理
5.4.1来料检验、制程检验、出货检验不合格品均按《不合格品控制作业程序》处理。
审核
确认
作成
5.2.3.6 IC拆开真空包装后是否在规定时间内包装,如超过规定时间还未真空包装的,在真空包装前需进行烘烤。
5.3 IC成品/出货检验
5.3.1检验内容:a.IC外观无翘脚断脚,标记颜色位置与工单要求一致,IC放置方向符合要求;b.标签内容是否正确,包括客户代码、IC型号、数量、Check sum值等。c.检测IC烧录的资料是否与工单一致,加密IC或NAND FLASH用客户提供的测试架测试,否则加密IC只验证IC是否已加密,NAND FLASH校检依5.2.1.6实行。
制定日期
2008.12.20
文件编号
WI-QD-018
版本
C
5.2.2.5对于加密IC烧录后无法进行校检,在巡检时需核对烧录设置有无变动,需在《制程管制记录表》记录巡检时间,抽样数记为0,NAND FLASH校检依5.2.1.6实行。
5.2.3环境检验
5.2.3.1烧录员工早中晚上班烧录前是否有进行静电手环测试,烧录过程中是否佩戴正确。
5.1.2IC来料检验实行外观全检,无需功能测试;
半自动印刷机作业指导书
建立本公司半自动印刷机作业规范,作为生产人员作业之依据。
工程工艺和生产部必须跟进此程序,以获得高品质锡浆/胶水印刷.二. 范围:本文件适用于所有半自动钢网印刷机三. 参考文件:《锡膏使用标准作业指导》四. 设备:半自动钢网印刷机五. 操作程序5.1 锡浆印刷机调校程序(此部份由生产部门的操作人员负责)5.1.1 根据生产指示,准备所需工具(钢网、样板、刮刀等)5.1.2 将PCB平放在印台的中间(注意进板方向最好是和后续工序一至),降下Stencil并移动PCB做粗略对位5.1.3 升起钢网,用定位销固定PCB在印台上的位置5.1.4 松开印台紧固开关,降下钢网,微调印台X/Y轴及钢网的高度,直到钢网的网孔与PCB焊盘相吻合。
5.1.5 锁紧各轴,然后用胶纸将PCB以外的印台密封5.1.6 根据钢网的印刷面积大小,安装适用的刮刀,调整印刷机的印刷距离5.1.7 打开锡浆罐,用胶刀将锡浆搅拌5—10分钟,将适量锡浆放在钢网上,然后升起钢网, 把锡浆罐盖好。
5.1.8 将白纸放在印台的PCB上,将PCB及白纸贴紧.5.1.9 降下钢网,调节印刷速度,试印锡浆 .5.1.10 升起钢网,取出白纸,检查印刷质量,重复步骤 5.1.8-5.1.10,直到印刷效果达到生产质量要求.5.1.11 将锡浆印在PCB上,检查印刷出来的锡浆是否符合生产质量要求.如有需要,微调印刷机各功能开关,保证锡浆能准确地印刷在PCB焊盘上,检查焊盘上的锡浆不能有多锡、少锡、塌陷、连锡或缺锡现象。
5.1.12 印刷机调校完毕后,正常生产.5.1.13 当印刷操作员遇到技术上问题时,工艺工程技术人员应给予技术支援. 5.2 锡浆印刷生产工序(此部份由生产部印刷操作员负责)5.2.1 将PCB安装在印台的定位栓上5.2.2 把印刷模式打至自动模式。
5.2.3 按一下机器的起动按钮,机器开始印刷直至印刷完成钢网上升。
5.2.4 当印刷完毕后,取出PCB检查印刷质量5.2.5 将PCB平放在胶盆上5.2.6 重复步骤5.2.1-5.2.5 继续生产5.3 注意事项5.3.1 根据各种PCB的印刷特性,定期(每印3至5块擦一次网)用丙酮注入擦网纸上,清理钢网底部的残留锡浆(如有需要,可用气枪将钢网开孔内的残留锡浆清除),清理钢网以后需等5-20秒才可继续进行印刷,以保持印刷质量。
半自动灌装线作业指导书

文件制修订记录1.0目的将合格的半成品灌装入库,达成公司产品的及时交付。
2.0范围适用于灌装、封口、充气、贴色号标、装色号盖、包装岗位。
3.0职责3.1灌装组组长负责灌装组的生产管理工作,组织下属岗位人员按质、按时、按量完成本组生产任务,监督指导本组各岗位的工作,负责控制本组的生产安全、生产质量、生产效率、环境卫生、原材料损耗等各项指标。
3.2半自动线线长负责:3.2.1 看板作业,组织本线人员按质、按量、按时完成当天分配的生产任务。
3.2.2 协调管理好本线人员,及时解决本线人员生产过程中出的问题。
3.2.3 操作和日常保养封口充气机,每天下班后关闭电、气、阀门开关。
3.2.4 填写《设备日常检查维护月记录表》、《生产过程不合格品统计表》。
3.3领料人员负责开《领料单》,领出物料。
3.4灌装人员负责半成品的灌装操作。
3.5经灌装人员装好物料后交线长封口,再由充气岗位充气。
3.6贴标人员负责检查封口充气岗位送的灌体外观无污染,在灌体固定位置上贴与产品颜色相对应的色号标。
3.7装盖人员负责装上喷头和与产品颜色相对应的色盖。
3.8包装人员负责包装箱的插刀卡、贴色标、装箱、封箱工作并做产品数量记录。
4.0内容与步骤4.1制漆组将检验合格的半成品送到半自动灌装线后,灌装组备好所需生产物料(如空罐、玻珠等),并校准天平,检查灌装机和搅拌器及输送管,应清洁无残渣或灰尘,检查清楚送料岗位送至的物料是否与生产要求一致。
4.2将气动搅拌器放入料缸里,打开并调节气动搅拌器的压缩空气阀,控制搅拌速度,做到搅拌均匀无溢出、无漩涡(如金属闪光漆等沉淀性比较大的待装物料,还应先用木浆加以搅拌)。
将吸入滤清器放入料缸里。
松开滑块固定把手,旋转计量调节把手,观察计量标尺,按产品要求调节至所需装料量,旋紧固定把手。
打开装料机压缩空气阀门。
取待装空罐(视产品要求,事先加入搅拌珠)放入V型定位架内,使罐口对准灌装嘴,启动自动气阀灌装。
设备PM作业指导书 (1)
4.3设备PM计划原则:I类设备包含主工序设备(区分Capa大小),II类设备:辅助
工序设备,III类设备包含各类烘箱等温度标定设备。
5、点检和维护体系
设备的点检和维护工作事项如下进行,4.2向的预防点检和4.3的润滑管理根据工厂
2、适用范围
本作业指导书适用于艾睿光电芯片及器件车间生产使用的设备。
3、用语
3.1预防维修(PM; Preventive Maintenance)
是指在设备图面规定的范围内,改良或者点检等事前预防等工作。
3.2故障修理(BM; Breakdown Maintenance)
是指工具或机械不能正常使用,出现故障时,进行的维修检验。
4、保养清册定义
4.1生产技术/设备共同确认设备LIST,定义设备状态:Mormal, Idel,Shutdown。
其中Normal:为正常使用设备,IDEL:永休设备,Shutdown:设备Capa大于计划
需要停机管理设备,每月25号前针对设备LIST进行更新。
4.2设备部门针对Normal设备LIST进行整理,负责制作设备PM计划书,设备工程师
(3) UTILITY设备润滑管理由厂务实行。
(4)管理工作中产生的废油,废润滑油,废抹布等问题根据环境安全的指示。
4.4预测整修
(1)设备管理担当对有寿命各部品进行限定,确认非定期的交换周期并设定基
准,在计划中反映出预防整修内容,同时进行有效管理。
(2)如果设备管理担当遇到设备修理计划和生产计划有差异的情况,事前向部门
4.2预防点检
(1)定期点检设备管理担当还有维护人员在实施中根据各设备别的具体规则。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
工位 烧录
半自动管状自动化烧录机
文件编 作业地
WI-PM-022 烧录中心 版本号
页次
第2页、共2页
B版 修订日期
2011.1.10
4、上下移动到WriteTimeLimit,使用KEY3选定后按KEY1和KEY2调整烧录IC的最 11、将ELNEC烧录软件打开,并点击烧录按钮。(注意:烧录软件必须为手动模式)
审核:
确认:
作成:
第1PIN
第1PIN
图2 3、开机后,显示屏将会有三个模式:Aotu Write Mode;Manual Mode;Parameter Mode (图3)。使用下方KEY1和KEY2上下移动到Parameter Set Mode,按KEY4进入,如图4
图3 确认:
图4 作成:
深圳市浦洛电子科技有限公司
进料管没有IC 烧录时间超出机器设定时间,解决方法见烧录流程第4小项
OK PIPE NULL OK出料口没检测到有料管
NG PIPE NULL NG出料口没检测到有料管
OK PIPE FULL OK出料管管内数量已达到设定最大值
NG PIPE FULL NG出料管管内数量已达到设定最大值
IC GOT STUCK-1 IC 卡在进料区
工位 烧录
一、机图
进料
上位A区烧 录器连接
半自动管状烧录机
进料导
上位 A区
下位B 区夹
分料区:将OK 料与NG料区
出料口
显示屏
图1 审核:
深圳市浦洛电子科技有限公司
文件编
WI-PM-018
页次
第1页、共2页
作业地
烧录中心 版本号
B版 修订日期
2011.1.10
二、装机烧录流程
1、将机器与烧录器连接好,并打开机器与电脑。(脱机烧录器不需要电脑) 2、将上位A、B区夹具线分别插入A、B区烧录器。注意需要将第1PIN对应烧录器第1PIN 。如图2
8、打开Elnec量产模式,并加载烧录工程后点击烧录按钮。注意:工程文件不 当机器发
能做成自动烧录模式。
生异常
时,会发
出鸣叫。
根据显示
屏上的显
示信息采
取相应措
施。
显示信息
处理办法
9、将进料口向下按下,插入未烧录IC后将进料口复原,如图5、图6。注意: 需IC背面上,极性靠右上装入。
IS NO IC TIME OUT
IC GOT STUCK-2 IC 卡在烧录区
IC GOT STUCK-3 IC 卡在出料区
A START FAIL A烧录器没有连接到机器上
B START FAIL B烧录器没有连接到机器上
图5
图6
10、另外需要2根空料管插入到出料口,左边出料口为NG排料口,右边出料口
为OK排料口。如图7
图7
图8
大时间。此项设定应略大于实际IC烧录时间。
12、进入机器AUTO MODE模式(见图8),然后按动KEY3进行烧录。
5、NumberLimit项为每管IC的装置数量,调整方法与上面相同。
13、烧录
6、按照《管状自动化参数设定》附件设定参数。 7、完成设定后,使用KEY4退回主开机界面。
三、机器异常处理办法