全自动IC烧录机作业指导书
IC烧录检验作业指导书
驻厂IC烧录检验作业指导书1、目的规范驻厂IC烧录检验的作业方法。
2、范围适用于本公司驻厂烧录IC的检验。
3、职责:3.1生产班长:当班无安排专职品检人员时,班长负责IC烧录检验的全部工作内容,并做好相关记录。
3.2品检人员:全职负责IC烧录检验工作。
4、定义:无5、作业内容首件检验.1 首件检验时机:工单首次烧录,交接班、上班开机,更换IC型号、程序资料,重开机。
.2首件检验内容:a.IC外观不能有翘脚、断脚等破损现象; b.核对IC烧录的资料是否正确;c.核对机台烧录设定选项是否与首次烧录界面一致;d.机台是否有保存LOG文档。
.3 首检取样方法:每一个Socket取2个IC。
.4 首件样品必须是在烧录员工机台校检OK后,拿到品管检验专用机台上检测。
制程巡检.1巡检频率:驻厂烧录巡检频率定义为1次/1H;.2巡检内容:a.核对电脑烧录的OK数与实际烧录的OK数,发现数量不符时要求此时间段烧录的IC全检;b.核对烧录不良品的数量有无超过烧录工单要求的约定不良率;c.IC外观无翘脚断脚,标记颜色与客户要求一致;d.核对IC烧录的资料与客户要求的是否一致,每一个Socket取1个IC校检;e.核对机台烧录设定选项是否与首次烧录界面或首件检验时一致。
环境检验.1烧录员工早中晚上班烧录前是否有进行静电手环测试,烧录过程中是否佩戴正确。
.2 烧录工位物品摆放是否符合要求,未烧录、烧录良品与不良品是否有区分。
.3 烧录员工在烧录过程中取放IC的动作是否容易造成不良。
.4待烧录区、成品物料架物品是否有标识清楚。
.5 IC拆开真空包装后应依据IC防潮等级在规定时间内完成烧录并包装,如超过规定时间还未真空包装的,在真空包装前需进行烘烤。
作业人员每烧录完100pcs后送品检人员检验,品检人员按2/100比率抽检,发现有不良的要求作业人员将此批全检。
5.3 IC出货检验检验内容:a.IC外观无翘脚断脚,标记颜色位置与客户要求一致,IC放置方向正确;b.标签内容是否正确,包括客户代码、IC型号、数量、Check sum 值等。
烧录IC的流程与设置
龍光輝
15
Bright Long
烧录IC的流程与设置
15.单击Program开始烧录IC
MBD-TE 2009-2-11
龍光輝
16
Bright Long
烧录IC的流程与设置
16. IC烧录成功以后,确认是否烧录OK,单击Verify 选项
MBD-TE 2009-2-11
龍光輝
17
Bright Long
MBD-TE 2009-2-11
龍光輝
29
Bright Long
烧录IC的流程与设置
四、设置工程文档: 把IC的厂商型号和要烧录的Bin档就绑定在一起保存为工程文件,当 导入工程文件的时候IC的厂商型号和要烧录的Bin档也就会自动调出来,单击Auto就直接 可以完成烧录IC的所有步骤(Erase、Blank_ Check 、Program 、Verify) ,避免出错
一、工程模式的设置步骤: 1.首先要选择好硬件设备 2.开启烧录程序,选择好要烧录的IC厂商及型号
3.选择要烧录的BIN档然后开始Program and Verify:
二、读出Sample IC里面的资料进行保存,方便以后操作:
三、生产模式的设置方法和流程: 1.在前面工程模式设置的基础上,操作选项
烧录IC的流程与设置
3.单击选择器件,选择IC厂商及型号
MBD-TE 2009-2-11
龍光輝
4
Bright Long
烧录IC的流程与设置
4.选择好要烧录的IC厂商及型号,然后单击确定按钮进行下一步操作
MBD-TE 2009-2-11
龍光輝
5
Bright Long
烧录IC的流程与设置
自动烧录机作业指导书
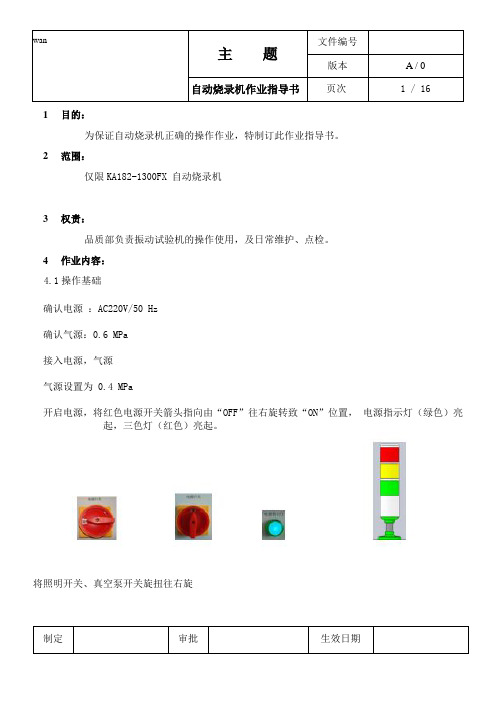
1目的:
为保证自动烧录机正确的操作作业,特制订此作业指导书。
2范围:
仅限KA182-1300FX 自动烧录机
3权责:
品质部负责振动试验机的操作使用,及日常维护、点检。
4作业内容:
4.1操作基础
确认电源:AC220V/50 Hz
确认气源:0.6 MPa
接入电源,气源
气源设置为 0.4 MPa
开启电源,将红色电源开关箭头指向由“OFF”往右旋转致“ON”位置,电源指示灯(绿色)亮起,三色灯(红色)亮起。
将照明开关、真空泵开关旋扭往右旋
自动烧录机作业指导书页次 2 / 16
自动烧录机作业指导书页次12 / 16
自动烧录机作业指导书页次13 / 16
自动烧录机作业指导书页次16 / 16。
IC烧录器操作指导书
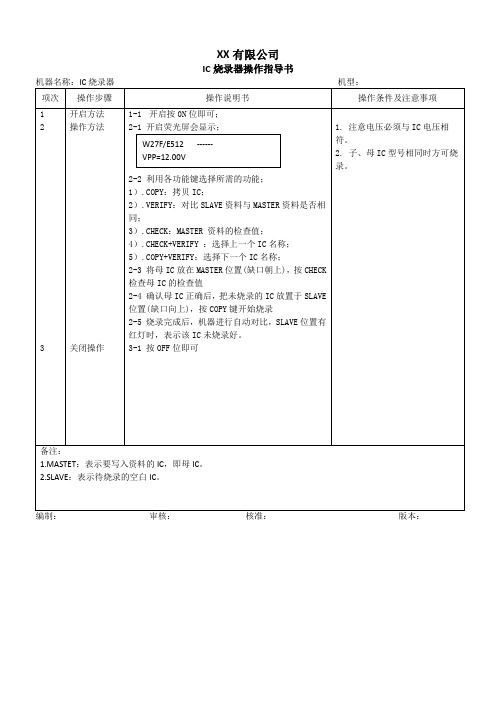
3-1 按OFF位即可
1. 注意电压必须与IC电压相符。
2.子、母IC型号相同时方可烧录。
备注:
1.MASTET:表示要写入资料的IC,即母IC。
2.SLAVE:表示待烧录的空白IC。
编制:审核:核准:版本:
XX有限公司
IC烧录器操作指导书
机器名称:IC烧录器机型:
项次
操作步骤
操作说明书
操作条件及注意事项
1
2
3
开启方法
操作方法
关闭操作
1-1开启按0N位即可;
2-1 开启荧光屏会显示;
2-2 利用各功能键选择所需的功能;
1)OPY:拷贝IC;
2).VERIFY:对比SLAVE资料与MASTER资料是否相同;
3).CHECK:MASTER 资料的检查值;
4).CHECK+VERIFY :选择上一个IC名称;
5).COPY+VERIFY:选择下一个IC名称;
2-3 将母IC放在MASTER位置(缺口朝上),按CHECK检查母IC的检查值
2-4 确认母IC正确后,把未烧录的IC放置于SLAVE位置(缺口向上),按COPY键开始烧录
IC烧录作业指导书

作业指导书产品名称 适用全部机型生产项目 烧录IC 软件文件编号 文件版本 V1.0 工序名称工位序号工位人数1工位工时秒准备先连接好烧录器数据线,并将相对应的IC 座装入烧录座内;打开计算机和烧录器电源。
使用工具及夹具工艺要求(注意事项):1、放IC 时一定要小心,避免损坏IC 和烧录座。
2、IC 一定不能装反,拆板的IC 一定要先检查引脚上有没有锡短路,否则容易损坏烧录座.3、烧录人员必须经过培训才能上岗操作,烧录时一定不能动计算机其它程序。
4、如不良现象立即反馈管理人员来解决。
1、有线静电环2、油性笔3、计算机4、烧录器(GAME8或ALL-11)1 若干 1 1作业步骤:1、运行烧录软件:用鼠标双击图标“GANG-08”,(不同烧录座对应不同的烧录软件)。
2、选择IC牌子:出现程序启动画面后,点击“Device”菜单,调出IC牌子选择表,然后选择要烧录IC相对应的牌子,然后点击“OK”;3、选择IC型号:这时出现要烧录的IC所在公司生产的IC型号,选择IC的型号后点击“Run”;这时烧录座如要选择跳线,则按电脑提示跳线,跳好线后点击“OK”,如烧录座没有跳线则直接进入烧录界面;4、调入要烧录的软件:点击菜单“File”,选取“Load Programmer Buffer”,这时选择要烧录软件,点击“打开”,然后选择“00”,点击OK。
5、★★★检查软件校验码(Buffer Checksum):调入软件后,这时Buffer Checksum后会出现四位的校验码,该码要与《电子设计文件通知单》的校验码相对应即表明要烧录的软件正确。
如不正确应立即反馈相关部门来解决。
★★★★★★★★★★★★★★★★6、烧录软件:点击“Progra m”按钮,将要烧录的IC装入IC座内,装好后按烧录座上的烧录按钮。
当烧录完成后,如烧录成功则显示“OK”,烧录失败则显示红色的“Error”字符,烧录OK的IC 对应的每个烧录座的指示灯亮,表明该IC烧录成功。
全自动IC烧录机作业指导书A0
机作业指导书页次 1 / 9 1目的:为保证全自动烧录机正确的操作作业,特制订此作业指导书。
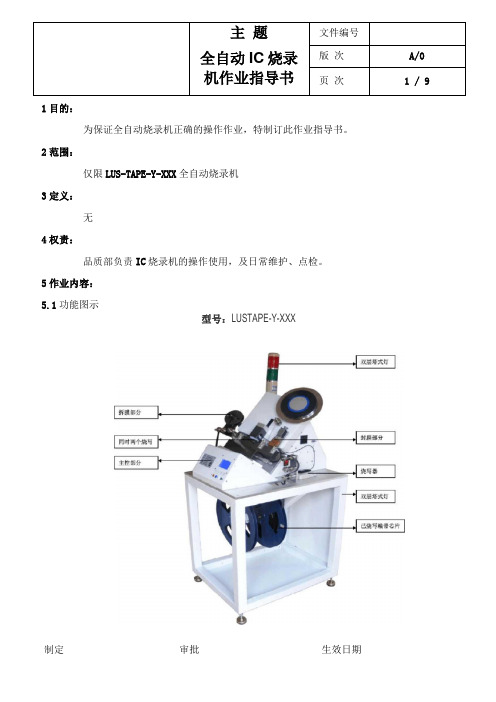
2范围:仅限LUS-TAPE-Y-XXX全自动烧录机3定义:无4权责:品质部负责IC烧录机的操作使用,及日常维护、点检。
5作业内容:5.1功能图示型号:LUSTAPE-Y-XXX制定审批生效日期机作业指导书页 次2 / 95.2操作说明:5.2.1准备工作通过主控显示屏升起探针 详见以下主控显 示屏菜单第4项 辅助功能操作说 明将未烧写料盘装 在此处; 料盘背面朝外, 编带方向顺时针 安装制定审批 生效日期取下保护固定板和 固定轴4根轴、2个保护将已烧写好料 盘装在此处; 料盘背面朝外机作业指导书页次 3 / 9编带经过固定滚轴的位置编带经过固定滚轴的位置制定审批生效日期编带保护膜撕开 固定在拆膜盘上注:此编带保护 膜一定要与编 带对齐贴合将保护固定板和 固定轴装上编带头部装进 此处固定轴内 固定编带经过固定轴 的位置机作业指导书页次 5 / 9通过电脑将程序拷入烧写器内,然后将烧写器和电源装上,如图打开烧录机背面开关电源,开始在主控显示屏设置烧录参数制定审批生效日期机作业指导书页次 6 / 95.2.2主控显示屏参数设置1、按红色菜单键2、输入密码101(按白色键1次再按1此绿色键按蓝色确认键)* ___ _输入密码后进入6、进入模式选择7、选择正常烧写模式8、选择后,按菜单键返回主菜单制定审批生效日期机作业指导书页次7 / 99、进入参数设置10、选择压膜参数设置11、查看当前温度12、当温度达标至140度后才可进行IC烧录。
13、按菜单键返回开始烧录制定审批生效日期机作业指导书页次8 / 91、进入辅助功能2、按绿色键向下移动3、选择探针上升4、按确认键开始上升1、如右图所示,显示屏出现烧录失败提示“ N”“ Y”表示OK“ O”表示待烧录主题全自动IC烧录机作业指导书文件编号版次A/0页次9 / 91、当烧录NG、错误的时候,请将右图槽内IC取出,更换已烧录OK的IC 放进槽内,再盖上保护盖,继续烧录。
松翰(SONIX)烧录器作业指导书
文件名称六 芯片读取及烧录 2.所选择程序读取正常后,将烧录器连接机台进行芯片烧录,注意事项1.取对应转接板插入所烧写程序,注意丝印上所印有型号,如C020配备2501B转接板,使用错误将无法烧录。
2.对所选择程序必须截图存档,方便每日程序点检及日后异常追溯。
4.将烧录器连接机台后,注意LED灯显示,黄色为烧录中,绿色为烧录完成,红色为不良.
作成部门
③编写/日期
②审核/日期
①批准/日期修订次数修 订日 期审 核日 期文件编号:XDD/SMT-0001
版 本:A.1
松翰(SONIX)烧录器作业指导书第 3 页 共 3 页
1 点击“读取OTP”按钮,会将芯片中的信息读出(如果芯片有加密则只能读出部分数
据),并显示在信息框中.
3.程序选取正确后必须读取1PCS芯片,点检芯片是否正确,并如实填写<烧录点检表>.。
IC程序烧录作业规范(021)
QC PASS标签帖纸。
5.0操作步骤内容:
5.1将烧录电脑、烧录器及烧录座检查一遍,是否有不良现象。
5.2操作人员启动电脑,打开烧录器电源,并选择所用烧录座安装于烧录器上。
5.3操作人员须戴好静电环,并将所用的真空吸笔或镊子、所需烧录的IC等放于适当的位置,便于作业。
5.4知会工程人员调整其所烧录的资料。
5.8.6如在烧录中有不良品时,须做好区分,烧录OK品需装于IC管中,且在管头上帖QC PASS贴纸;烧录不良品需放置于不良品区,并将详细状况记录于《BIOS烧录转接记录表》中。以便查询、追述、区分等。
5.8.7操作人员须对所烧录的BIOS的型号、产品名称、BIOS规格、烧录时间、软件版本作好记录、良品与不良品作好区分,并且对BIOS的转入与转出,须有交接记录,要作到自检、互检,认真签名确认。
6.3操作人员在烧录过程中,出现有多次烧录不良的或烧录异常时,及时知会拉长,反馈工程人员。
6.4在烧录过程中,任何人不得随意更改产品BIOS程序。如维修或其他部门需烧录BIOS时,需知会拉长,由工程人员统一调整程序方可烧录。
7.0记录表单:
《IC程序烧录转接记录表》
拟制
审核
批准
日期ቤተ መጻሕፍቲ ባይዱ
日期
日期
深圳市安维力德科技有限公司
文件编号
EL-WI-C-021
版本
A
文件类型
三级文件
文件名称
IC程序烧录作业规范
页码
共2页第1页
1.0目的:
为操作人员熟知IC烧录方法及内容,以确保生产产品之品质。
2.0适用范围:
BIOS烧录。
3.0使用工具:
烧录器1台(ALL-GANG-08、);烧录所需的电脑;防静电手套或手环;真空吸笔或镊子。
IC烧录机操作规程
IC烧录机操作指南第A0版
1. 目的
为规范IQC在烧录IC时的正确操作步骤,特制定本操作指南。
2. 范围
适用于IQC对所需烧录IC进行烧录。
3. 职责
烧录程序操作者严格按以下内容要求进行作业。
4. 相关文件
《烧录机操作说明书》
5. 程序
5.1 烧录前的检查及准备
1)确认电源插座为交流220V电源;
2)确认烧录机电源线是否接好;
3)确认所要烧录的IC型号是否与要烧录的软件相符。
5.2 具体操作方法
1)打开SmartPRO Programmer软件,选择smartpro 5000ude 的编程器型号,点击确定,OK后,会出现以下画面。
制订:审核:生效日期:
IC烧录机操作指南第A0版2)点击主画面中的选择按钮,会出现以下界面。
3)在选择器件菜单中,选择所需IC的厂商、器件、类型,如型号较复杂的IC,可在器件名称中输入你所要查找的IC型号,选择OK后,点击此画面中的选择按钮。
注:在选择器件时一定要注意你所选择的IC型号是否与你要烧录的IC型号相否。
4)把你所要烧录IC的软件另存为一个磁盘中,方便下面步骤的操作。
点击上述画面中的按钮,画面会出现以下图画。
制订:审核:生效日期:
IC烧录机操作指南第A0版在查找范围中,选择你所存软件的路径,OK后点击文件类型。
注:所选的文件类型必须是Bin Finle(*.bin)这个文件类型,才能显示所烧录IC的软件。
如下图所示,再点击打开按钮,此软件就已打开。
5)点击主画面中的量产按钮,会出现以下画面。
制订:审核:生效日期:。
WI-PM-011烧录作业指导书
深圳市浦洛电子科技有限公司
烧录
烧录作业指导书
1、目的:
规范员工每日作业标准,便于员工参照作业。
2、范围:
生产烧录作业。
3、作业内容:
3.1每日上班进入车间前穿好防静电衣.鞋.帽、依《ESD防护作业规范》检测静电手
环,填写《人员静电检测记录表》。
3.2作业前对烧录器、烧录座及设备接地进行日常点检,记录于《烧录/拷贝机日常
保养记录表》。
3.3班长进行烧录设备的联机、各项烧录参数的设置,设置OK后操作员不得擅自
更改设置。
3.4物料员根据生管下达之工单发放物料,作业员确认数量并核对IC型号、封装、
CheckSum、相关烧录选项设置内容是否正确。
并填写生产工卡。
3.5烧录前做好准备工作,未烧录的IC放于座子上方.烧录OK的IC放于座子下方。
并送首检。
3.6首检OK后,开始批量烧录,右手执吸笔从未烧录区取IC放置于烧录座中,左
手按住座子让其IC放到位,观看电脑频幕查看IC烧录状况,烧录OK后座子显
示绿灯,左手按住座子,右手执吸笔取出烧录OK之IC放置于已烧录区,每两小
时填写生产工卡及《IC烧录标签》并将烧录OK之IC送于待检区待检,工卡上
4.2操作员烧录过程中,操作时必须按标准作业指导书作业,未烧录、烧录OK
品、不良品一定要区分标示清楚并分区域摆放,防止混料。
4.3每二小时或静电箱放满烧录后,按工单填写《IC烧录标签》,将
烧录产品送下一工序。
4.4有需要打点的部分打点笔颜料不能粘在IC PIN脚
作成:。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
1目的:
为保证全自动烧录机正确的操作作业,特制订此作业指导书。
2范围:
仅限LUS-TAPE-Y-XXX全自动烧录机
3定义:
无
4权责:
品质部负责IC烧录机的操作使用,及日常维护、点检。
5作业内容:
5.1功能图示
5.2 操作说明:
5.2.1 准备工作
将未烧写料盘装在此处;
料盘背面朝外, 编带方向顺时针安装
将已烧写好料
盘装在此处; 料盘背面朝外
编带经过固定滚轴的位置 取下保护固定板和固定轴 4根轴、2个保护板 通过主控显示屏升起探针
详见以下主控显示屏菜单第4项辅助功能操作说明
编带经过固定滚
轴的位置
注:此编带保护
膜一定要与编
带对齐贴合
编带经过固定轴
的位置
编带头部装进
此处固定轴内
固定
将保护固定板和固定轴装上
通过电脑将程序拷入烧写器内,然后将烧写器和电源装上,如图
5.2.2 主控显示屏参数设置
1、按红色菜单键
2、输入密码101
(按白色键1次
再按1此绿色键
按蓝色确认键)
输入密码后进入
6、进入模式选择
7、选择正常烧写模式
8、选择后,按菜单键
返回主菜单
9、进入参数设置
10、选择压膜参数设置
11、查看当前温度
12、当温度达标至140度后
才可进行IC烧录。
13、按菜单键返回开始烧录
1、进入辅助功能
2、按绿色键向下移动
3、选择探针上升
4、按确认键开始上升
1、如右图所示,显示屏出现
烧录失败提示“N”
“Y”表示OK
“O”表示待烧录
1、当烧录NG、错误的时候,请将右图
放进槽内,再盖上保护盖,继续烧录。
备注:为了有烧录好的IC可以更换,请提前用电脑手动烧录。