玻璃纤维取向对PA66制品强度的影响doc.
短玻璃纤维增强PA66的各向异性拉伸模量和本构方程研究
摘要:对30%玻璃纤维增强PA66,应用Mori-Tanaka 单向短纤维复合材料弹性模量预测模型,引入纤维混杂因子δ,建立了弹性模量的半经验预测模型,模型预测结果与试验结果吻合,该模型可以对材料的弹性性能进行很好的预估计算;应用Weibull 三参数模型建立了材料在0°和90°方向的拉伸应力-应变关系;应用45°拉伸试验结果给出了材料面内剪切应力-应变关系;由此建立了一种短玻璃纤维增强PA66的拉伸本构方程。
关键词:复合材料短玻璃纤维弹性模量预测拉伸本构中图分类号:TQ171文献标识码:A短玻璃纤维增强PA66的各向异性拉伸模量和本构方程研究陈汉军杨挺赵向东(泛亚汽车技术中心有限公司,上海201201)作者简介:陈汉军(1977—),男,工程师,工学学士,研究方向为整车换挡系统及踏板开发。
1短纤维复合材料简介由于短纤维复合材料的力学性能由纤维和基体的性能、纤维的体积分数和纤维的长径比等诸多因素决定[1,2]。
对短纤维复合材料研究,其各向异性弹性模量预估、断裂强度分析以及材料的本构方程建立成为了主要工作,这些研究工作的结果会对材料的工程应用直接提供指导。
Eshelby 等效夹杂理论是很多其他模型的基础理论[3,4],研究了无限大基体内含有单椭球夹杂的弹性场问题。
应用本征应变和等效夹杂的方法,得到了非均质椭球夹杂的内外弹性场,非常好的解决了在纤维体积百分比很低和纤维长径比非常小的情况下,预测复合材料刚度的方法。
但是由于Eshelby 理论仅仅考虑单根纤维包含在无限大基体中,并没有考虑纤维之间相互的影响,所以此理论应用于短纤维复合材料时,则将纤维当做异质包容体,如果纤维体积百分比很小,则可以直接应用。
而在纤维体积百分比大时,纤维会比较密集,所以纤维之间的相互影响不能忽略,此时Eshelby 理论并没有很好的适用性。
为此,Mori 和Tanaka [5]在Eshelby 理论的基础上,提出了一种考虑包容体相互影响的简便可用的方法。
加入玻璃纤维后材料的冲击强度降低的原因
玻璃纤维是一种增强塑料的增强材料,它具有高强度、高模量、耐腐蚀等优点,可以显著提高材料的刚性和耐冲击性。
然而,加入玻璃纤维后材料的冲击强度降低的原因可以从以下几个方面来解释:
1. 微观结构变化:玻璃纤维在加工过程中会形成许多微小的纤维束,这些纤维束在材料中形成一种三维网状结构。
这种结构虽然可以提高材料的强度和刚性,但同时也减少了材料的韧性。
当材料受到冲击时,由于纤维束的阻尼作用,材料吸收的能量会减少,导致冲击强度降低。
2. 应力集中:玻璃纤维在塑料基体中分散不均匀,容易形成应力集中点。
当材料受到冲击时,这些应力集中点可能成为薄弱环节,导致材料更容易破裂,从而降低冲击强度。
3. 纤维取向:在某些情况下,玻璃纤维可能会形成明显的纤维束或纤维层,这些纤维束或纤维层的存在可能会影响材料的韧性。
当材料受到冲击时,这些纤维束或纤维层可能会成为断裂的起始点,从而导致冲击强度降低。
4. 基体材料的影响:加入玻璃纤维后,材料的基体材料也会对冲击强度产生影响。
如果基体材料的韧性不足,或者与玻璃纤维的结合不够紧密,那么在受到冲击时,材料可能会发生分离或破裂,从而导致冲击强度降低。
5. 加工工艺的影响:玻璃纤维的加入方式、加工温度、加工时间等因素也会影响材料的冲击强度。
如果加工工艺不当,可能会导致玻璃纤维分布不均匀、纤维损伤等问题,从而影响材料的韧性。
综上所述,加入玻璃纤维后材料的冲击强度降低的原因主要与微观结构变化、应力集中、纤维取向、基体材料的影响以及加工工艺等因素有关。
为了提高材料的冲击强度,可以采取优化加工工艺、选择合适的基体材料、控制纤维分布等措施来改善材料的性能。
玻纤增强pa66复合材料的力学性能

图130%GF-PA66复合材料的力学性能第一作者简介:殷文英(1993—),女,硕士,山东科技大学,研究方向:复合材料及注塑成型。
殷文英,张慧,陈志远(山东科技大学,山东泰安271000)摘要:以30%的玻纤增强尼龙66,通过注塑工艺注塑成标准件,研究了玻纤增强尼龙66复合材料的力学性能,结果表明:玻纤增强PA66的拉伸强度、弯曲强度、冲击强度的平均值分别为154.34Mpa、224.25Mpa、59.27KJ/m 2,力学性能有明显的提升。
关键词:玻璃纤维;PA66;力学性能中图分类号:O631.2文献标识码:A 文章编号:1671-1602(2019)19-0128-011引言聚酰胺-66(PA-66)具有较高的拉伸强度、弯曲强度、压缩强度等优异的力学性能被广泛应用于汽车、化工、电器等行业。
近几年,随着社会的快速发展,单一的材料已经不能够满足市场的需求,拓展应用的空间,复合型的高抗冲增强材料成为一种新的研究课题。
尼龙材料具有吸湿性大、耐酸性差[1]、干态和低温冲击强度低以及吸水后易变形,影响了制品的尺寸稳定性,影响尺寸精度。
所以,使其应用范围受到了一定的限制。
为了改进上述缺点,扩大其应用领域,并更好的满足对使用性能的要求,人们采用多种方法对PA66进行改性[2],以改进PA66塑料的冲击性、热变形性、力学性能、成型加工性能及耐化学腐蚀性能。
杨其等[3]研究了玻纤增强PA66,结果表明,当玻璃纤维质量分数达30%时,纤维对PA66增强效果最佳,复合材料的拉伸强度达112.13MPa。
刘义等[4]对玻纤增强PA66的研究表明,其冲击强度和拉伸强度随玻纤配比的增大而逐渐提高,MFR则逐渐减小。
2实验2.1实验材料GF:短切原丝,单纤维直径分别为6μm,巨石集团有限公司;PA66:德国巴斯夫有限公司。
2.2实验设备注塑机:宁波市北仑区海普塑料机械有限公司电子万能试验机:美特斯工业系统(中国)有限公司摆锤式冲击试验机:济南恒旭试验机技术有限公司扫描电子显微镜:德国蔡司公司3结果与讨论3.1玻纤增强PA66的力学性能分析从图1中可以看出玻纤增强PA66的拉伸强度、弯曲强度、冲击强度的平均值分别为154.34Mpa、224.25Mpa、59.27KJ/m 2。
玻璃增强PA66,PA66+15%GF,15%gf PA66

54G33 增强的强度,刚性和耐抗冲击性,玻璃纤维含量为33%。
54G43 增强的强度,刚性和耐抗冲击性,玻璃纤维含量为43%。
93G33 增强的强度和刚性,玻璃纤维含量为33%。良好的外观。
90G33 增强的强度和刚性,玻璃纤维含量为33%。良好的流动性和外观。
14G15 增强的强度和刚性,玻璃纤维含量为15%。具有良好的抗热老化性。
1402G 增强的强度和刚性,玻璃纤维含量为33%。具有良好的抗热老化性。
14G25 增强的强度和刚性,玻璃纤维含量为25%。具有超高的抗热老化性,抗疲劳性,和抗蠕变性。
14G33 增强的强度和刚性,玻璃纤维含量为33%。具有超高的抗热老化性,抗疲劳性,和抗蠕变性。
PA66+15%GF 美迅塑胶 任 杰 1-3-9-0-2-6-1-9-7-15%
1300G 增强的强度和刚性,玻璃纤维含量为33%
13G43 增强的强度和刚性,玻璃纤维含量为43%
13G25 增强的强度,刚性和耐久性,玻璃纤维含量为25%。
90G50 增强的强度和刚性,玻璃纤维含量为50%。良好的外观。
90G55 增强的强度和刚性,玻璃纤维含量为55%。良好的外观和耐气候性。
玻纤含量对玻纤增强尼龙66复合材料性能的影响
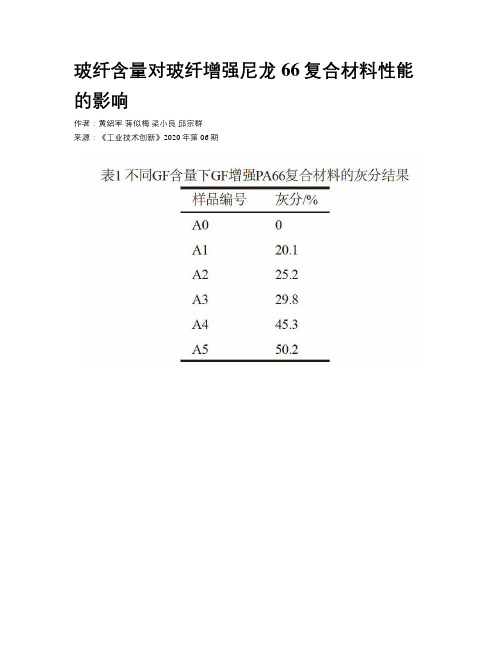
玻纤含量对玻纤增强尼龙66复合材料性能的影响作者:黄绍军蒋似梅梁小良邱宗群来源:《工业技术创新》2020年第06期摘要:采用熔融共混和注塑成型工艺制备玻纤(GF)增强尼龙66(PA66)复合材料,研究GF含量对复合材料力学性能和热变形性能的影响,优选出最佳的配比方案。
研究表明:当GF含量由0%提高至30%时,复合材料的拉伸强度、弯曲强度、弯曲模量和冲击强度分别提高78%、71%、108%和260%,热变形温度提高到220℃;GF含量由30%继续提高时,复合材料性能提高不明显,且浮纤现象加剧,影响产品整体外观。
综合考虑实际应用条件和生产成本,30%的GF含量为GF增强PA66复合材料的最佳配比方案。
关键词:玻纤;尼龙66;复合材料;力学性能;热变形中图分类号:TQ317.3 文献标识码:A 文章编号:2095-8412 (2020) 06-006-04工业技术创新 URL: http:// DOI: 10.14103/j.issn.2095-8412.2020.06.002引言尼龙66,又称PA66,学名聚己二酰己二胺,具有较好的韧性,耐有机溶剂,耐强碱,用途广泛[1-2]。
但是,纯PA66的力学性能、抗冲击性能、耐热性能较弱,限制了其在汽车零部件等领域的应用。
为拓宽PA66的适用范围,研究者对纯PA66实施了增强改性,其中玻璃纤维(简称玻纤,英文GF)是PA66常用的增强改性材料[3-7]。
但极少有研究者针对汽车零部件研究出一种低成本、生产步骤少、可连续生产的GF增强PA66复合材料。
本文将GF、PA66树脂及其他助剂熔融共混,结合注塑成型工艺制备GF增强PA66复合材料,并研究GF含量对复合材料力学性能和耐热性能的影响,从而选出一种最佳的配比,使其适合于应用在汽车零部件中。
1 实验方案设计1.1 主要加工设备(1)双螺杆挤出机:型号为ZSK65MC,科倍隆公司;(2)注塑机:型号为PT80,力劲机械厂有限公司。
无机材料玻璃纤维对尼龙66改性的影响

技术平台中然后返回detailOrder.jsp界面进行显示。
3 小结本系统以MyEclipse作为开发工具,服务器采用的是tomcat5.0,运用JAVA语言进行开发,由于JAVA语言的具有跨平台的特点,增加了系统的可重用性。
同时,采用了JAVA开发的MVC开发模式,加强了项目内的模块化,使项目的结构清晰明了。
采用Struts框架,使得我们的设计更加简洁和方便,进一步提高了开发效率。
使用了Spring架构,利用Spring的代理和控制反转技术[5],使得模块之间的耦合性进一步降低,增强了项目的可读性。
最后还使用了Ajax技术、Ajax异步处理以及不刷新页面等功能,使得本项目更加的人性化。
参考文献:[1]孙卫秦.精通Struts:基于MVC的Java Web设计与开发[M].北京:电子工业出版社,2004,38-45.[2]程南希.基于SSH架构的在线购物管理系统的设计与实现[D].电子科技大学,2011.[3]陶以政,吴志杰,唐定勇等.基于J2EE的应用框架技术研究[J].计算机工程与设计,2007,28(4):826-828.[4]吴雁军.MVC设计模式在J2EE程序中的应用[J].太原科技,2003,5:52-53.[5]袁华强,王亚强,朱君.利用J2EE轻量级框架构建Web应用研究[J]. 计算机工程与设计,2007,28(1):22-23.无机材料玻璃纤维对尼龙66改性的影响黄 铎(河南神马华威塑胶股份有限公司,河南 平顶山 467099)摘 要:随着科学技术的进步,市场对材料的性能、价格等要求也越来越高,与尼龙66相比,玻璃纤维增强尼龙复合材料具有更好的适应性。
本文在尼龙66中加入玻璃纤维进行尼龙66的增强改性探讨,得到的玻璃纤维增强尼龙复合材料性能较好,有市场应用价值。
关键词:尼龙66;玻璃纤维;玻璃纤维增强尼龙复合材料1 尼龙66概述1.1 尼龙66的作用高分子材料是当今工业发展四大材料之一,在当今工业、工程发展如此迅速的时代,高分子材料的高性能化越来越受到科学家和工程师的重视,成为当今化学工业的主要发展方向。
玻璃纤维增强PA

玻璃纤维增强PA在PA加入30%的玻璃纤维,PA的力学性能、尺寸稳定性、耐热性、耐老化性能有明显提高,耐疲劳xx强度是未增强的2.5倍。
玻璃纤维增强PA的成型工艺与未增强时大致相同,但因流动较增强前差,所以注射压力和注射速度要适当提高,机筒温度提高10-40℃。
由于玻纤在注塑过程中会沿流动方向取向,引起力学性能和收缩率在取向方向上增强,导致制品变形翘曲,因此,模具设计时,浇口的位置、形状要合理,工艺上可以提高模具的温度,制品取出后放入热水中让其缓慢冷却。
另外,加入玻纤的比例越大,其对注塑机的塑化元件的磨损越大,最好是采用双金属螺杆、机筒。
阻燃PA由于在PA中加入了阻燃剂,大部分阻燃剂在高温下易分解,释放出酸性物质,对金属具有腐蚀作用,因此,塑化元件(螺杆、过胶头、过胶圈、过胶垫圈、法兰等)需镀硬铬处理。
工艺方面,尽量控制机筒温度不能过高,注射速度不能太快,以避免因胶料温度过高而分解引起制品变色和力学性能下降。
透明PA具有良好的拉伸强度、耐冲击强度、刚性、耐磨性、耐化学性、表面硬度等性能,透光率高,与光学玻璃相近,加工温度为300--315℃,成型加工时,需严格控制机筒温度,熔体温度太高会因降解而导致制品变色,温度太低会因塑化不良而影响制品的透明度。
模具温度尽量取低些,模具温度高会因结晶而使制品的透明度降低。
耐候PA在PA中加入了碳黑等吸收紫外线的助剂,这些对PA的自润滑性和对金属的磨损大大增强,成型加工时会影响下料和磨损机件。
因此,需要采用进料能力强及耐磨性高的螺杆、机筒、过胶头、过胶圈、过胶垫圈组合。
聚酰胺分子链上的重复结构单无是酰胺基的一类聚合物。
概括起来,主要在以下几方面进行改性。
①改善尼龙的吸水性,提高制品的尺寸稳定性。
②提高尼龙的阻燃性,以适应电子、电气、通讯等行业的要求。
③提高尼龙的机械强度,以达到金属材料的强度,取代金属④提高尼龙的抗低温性能,增强其对耐环境应变的能力。
⑤提高尼龙的耐磨性,以适应耐磨要求高的场合。
玻纤增强PA66材料尺寸稳定性影响因素的研究

現A更列加2袖2019,31(2)MODERN PLASTICSPROCESSING AND APPLICAT1ONS玻纤增强PA66林料尺寸稳殖性影响因翁的研究周雷(重庆科聚孚工程塑料有限责任公司,重庆,401332)摘要:通过双螺杆挤出机熔融共混制备玻纤增强尼龙66(PA66)材料•研究了环境湿度、吸水率、成核剂对玻纤增强PA66材料尺寸稳定性的影响。
结果表明:环境湿度越高、时间越长•玻纤增强PA66材料尺寸变得越大,且在垂直流动方向上的材料尺寸变化大于流动方向上的;环境湿度越低达到相同吸水率的时间越长•吸湿溶胀作用越明显•玻纤增强PA66材料尺寸变化越大;随着成核剂含量增加,玻纤增强PA66材料尺寸稍微变小,成核剂用量为0.50份时达到最小值,再增加其用量材料尺寸基本不变化。
关键词:玻纤增强尼龙66尺寸稳定性吸湿性成核剂DOI:10.!9690/j.issn1004-3055.20180218Influencing Factors of Dimensional Stability ofGlass Fiber Reinforced PA66MaterialZhou Lei(Chongqing Copolyforce Engineering Plastics Co.,Ltd,Chongqing,401332)Abstract:Glass fiber reinforced PA66(GFPA66)was prepared by melt blending in twin-screw extruder.The effects of humidity,water absorption and nucleating agent onthe dimensional stability of GFPA66were studied.The results show that the higher theambient humidity is and the longer the time is,the bigger the size of GFPA66becomes,and the size change of GFPA66in the vertical flow direction is greater than that in theflow direction.The lower the environmental humidity is,the longer the time required toachieve the same water absorption rate is,and the bigger the size of the GFPA66is.Withthe increase of nucleating agent contents,the size of GFPA66decreases slightly.Whenthe content is0.50phr,the size change is minimum,while the content continues toincrease,the size change decreases little・Key words:glass fiber reinforced nylon66;dimensional stability;hygroscopicity;nucleating agent尼龙(PA)因其优异的综合性能广泛用于汽车、航天航空、通用机械、电子电气、仪器仪表、家用电器及办公仪器等领域。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
火柴天堂塑料举报
摘要:本文分析了汽车起动机齿轮拨叉强度低而引起断裂失效的原因,并通过改进浇口的位置来优化制品内部玻璃纤维的取向,从而有效地解决了拨叉因强度低而引起的失效问题
PA66是尼龙系列产品中开发较早、产量最大、应用最广的品种之一。
PA66因具有良好的力学性能、耐磨性、自润滑性和成型加工性等诸多优点而被广泛应用,成为许多行业不可缺少的结构材料。
但是PA66还存在着强度、刚性较低,因吸水率大而引起尺寸稳定性差等不足。
为此,人们研制了用玻璃纤维、石棉纤维、碳纤维、钛金属晶须等增强改性品种,在很大程度上弥补了尼龙性能的不足。
其中以玻璃纤维增强尼龙(PA66/GF)的应用最为普遍[1]。
玻璃纤维的强度和杨氏模量比PA66大10~20倍,线胀系数约为PA66的1/20,吸水率为0,因而在PA66树脂中添加玻璃纤维增强剂,不仅可以保持PA66的优点,还可以大幅度提高PA66的力学性能、耐热性、尺寸稳定性和降低PA66的吸水率。
但由于玻璃纤维的长度尺寸远远大于径向尺寸,所以PA66/GF制品在力学性能和收缩率等方面都表现出较大的各向异性。
目前,国内关于玻璃纤维取向对PA66制品力学性能影响的研究不多。
本文中,笔者着重分析汽车起动机齿轮拨叉因强度低而引发的断裂失效原因,进一步研究玻璃纤维取向对制品的强度影响并提出具体的改善措施。
1拨叉的失效形式
汽车起动机齿轮拨叉如图1所示。
从外形上看,拨叉结构简单。
拨叉全长87.5mm,叉口宽度为40.4mm。
叉口与叉柄上部厚度(图中上、下端面的距离)为15mm,叉柄下部最小厚度为7mm。
注射用成型材料为杜邦公司生产的玻璃纤维增强尼龙,牌号为PA66/GF33。
注射浇口最初设置在制品中部。
注射成型设备选用SY-800I 型注射机。
拨叉工作时,可沿中部的圆柱支撑面旋转。
叉柄下端受力后通过叉口拨动汽车起动齿轮移动来实现起动机的离合,因而拨叉在图示水平方向上有较高的强度要求。
按设计要求,拨叉需承受1900N的外力而不发生断裂,如图2所示。
强度测试设备选用万能材料试验机,按QB160 -89(013/1)B进行试验。
抽样进行强度试验,
共有80%的制品在浇口处,即拨叉中部发生断裂。
2优化成型工艺条件与降低残余应力
2.1优化拨叉注射成型工艺条件
PA66熔体对水的敏感性很强,微量水分就可以使其发生水解反应,从而使相对分子质量变小,所以必须严格控制其含水量。
成型物料在塑化前用电热烘箱进行预热,预热温度为80~90℃,物料厚度小于30mm,每小时翻料一次,连续预热6~8h。
笔者在分析过程中反复优化注射成型工艺参数,但并没有能够提高制品的强度。
很明显,通过优化注射工艺参数的方法很难达到改善制品强度的目的。
最终确定的注射成型工艺条件见表1。
表1 拨叉注射成型工艺条件
2.2 降低制品内部的残余应力
在影响塑料制品强度的诸多因素中,有一个非常重要的因素就是成型过程中在制品内部形成的残余应力。
注射成型过程中,制品的应力有主动应力和诱发应力两种。
其中,诱发应力容易保留在制品内部,从而转化为残余应力。
诱发应力形成的原因很多:如塑料熔体因变形滞后效应在制品中产生的时效应力;制品在冷却过程中因温差或收缩不均匀引起的应力;末端效应引起的弹性应力;制品脱模时因型腔压力与外界压力的差值引起的应力以及制品受外力作用产生的应力等。
降低残余应力对制品强度的影响可以在制品结构设计和注射工艺参数优化时进行考虑,也可以进行后处理。
这里主要是采用后处理的方法来降低制品内部的残余应力。
常用的后处理方法有退火和调湿两种。
退火的具体方法是将制品放入90~100℃的水中煮50~60 min后断开电源,随水冷却至室温取出。
调湿处理的具体方法是在退火后将制品放入FN101电热箱中加热到110℃烘烤8~9h。
但是,经后处理后的制品仍然有65%不能通过强度测试。
由此可见,残余应力并不是导致制品断裂失效的主要原因。
所以要想从根本上解决拨叉强度失效问题,还要从玻璃纤维在制品内部的取向入手。
3 玻璃纤维取向对制品强度的影响
3.1失效制品的玻璃纤维取向分析
虽然玻璃纤维提高了PA66的力学性能,但是实际上玻璃纤维对PA66力学性能的提高与收缩一样是不均匀,具有一定的方向性,即所谓的各向异性。
当聚合物大分子及其链段在制品内部呈现有序排列时,在制品内部就形成了一定的取向。
制品在平行于取向方向上的力学性能显著增加,而在垂直于取向方向的力学性能显著下降。
如在一般成型温度下得到的注射制品,平行于分子取向上的拉伸强度和冲击强度分别是垂直于取向方向上的1~2.9倍和1~10倍[2]。
由于玻璃纤维在长度上远大于PA66的分子链,机械性能也远高于PA66,所以玻璃纤维的取向必将对制品力学性能的各向异性产生更大的影响。
以弹性模量为例,PA66的弹性模量为2690MPa, PA66/GF33在垂直于玻璃纤维取向弹性模量为5441.69 MPa,而在平行玻璃纤维取向上的弹性模量为9249.89MPa,是未添加玻璃纤维时的3.44倍,是垂直玻璃纤维取向的1.70倍。
图3是利用注射模CAE软件Moldflow根据拨叉注射模具的具体结构与表1中的主要成型工艺条件模拟计算的制品玻璃纤维取向图。
从图中可以看出,在浇口下方一个狭小的区域内玻璃纤维基本上沿着竖直方向分布,而在其它大部分区域,玻璃纤维则沿水平方向分布。
当拨叉承受竖直方向的压力时,拨叉上层受压、下层受拉。
浇口附近区域内的力的作用方向均垂直于玻璃纤维的取向,强度较弱,因而容易出现断裂。
3.2 浇口的改进
为了提高制品的强度,必须对玻璃纤维取向进行改善。
改变玻璃纤维取向的方法主要有下面三种:优化注射工艺参数、更改制品厚度和改进浇口[3]。
第一种方法,笔者已经进行过多次实验,并没有得到明显的结果。
由于拨叉结构简单,壁厚较大,即使是改变其厚度尺寸,也不能改变制品内部玻璃纤维的取向。
由此可见,采用前面两种方法很难达到预期的效果,故只能通过改进浇口的位置来达到改善玻璃纤维取向的目的。
浇口原来的位置设在制品中部,由于叉口敞开,不便设置浇口,因此最后将浇口设置在叉柄的末端。
注射成型工艺条件不变,仍然采用表1中的注射工艺参数进行注射成型。
图4为浇口改进后根据Moldflow分析计算得到的制品玻璃纤维分布结果。
不难看出,浇口改进后的制品内部玻璃纤维取向单一,消除了原来制品中部玻璃纤维
沿竖直方向分布的情况,从而也就在制品中部消除了强度较弱的区域。
抽样检测浇口改进后的注射制品,强度试验的结果100%合格。
4 结论
虽然玻璃纤维可以大大增强PA66制品的机械性能,但同时玻璃纤维的取向也有可能进一步增加制品的各向异性,使制品在收缩和力学性能上出现较大的方向性差异,从而增加了废品率。
因此,在设计注射模具时,一定要结合制品的具体结构、工作环境等因素,尽量使制品内部玻璃纤维取向分布合理。
拨叉注射模具在浇口位置改进后,玻璃纤维取向均垂直于外力作用方向。
当外力作用于拨叉端面时,拨叉发生弯曲变形,上层塑料承受压力,下层承受拉力。
由于受力方向均与玻璃纤维方向平行,因而可以大大提高拨叉承受外力作用时的强度,从而消除了制品因强度不够所引起的失效。