金属热处理工艺的分类及代号
金属材料热处理方法有几种
金属材料热处理方法有几种?各有什么特点?金属材料热处理方法有退火、谇火及回火,渗碳、氮化及氰化等。
(1) 退火处理退火处理按工艺温度条件的不同,可分为完全退火、低温退火和正火处理。
①完全退火是把钢材加热到Ac3 (此时铁素体开始溶解到奥氏体中,指铁碳合金平衡图中Ac3,即临界温度)以上20〜30℃,保温一段时间后,随炉温缓冷到400〜500(,然后在空气中冷却。
完全退火适用于含碳量小于0.83%的铸造、锻造和焊接件。
目的是为了通过相变发生重结晶,使晶粒细化,减少或消除组织的不均匀性,适当降低硬度,改善切削加工性,提高材料的韧性和塑性,消除内应力。
② 低温退火是一种消除内应力的退火方法。
对钢材进行低温退火时.先以缓慢速度加热升温至500〜600匸,然后经充分的保温后缓慢降温冷却。
低温退火(消除内应力退火)主要适用于铸件和焊接件,是为了消除零件铸造和焊接过程中产生的内应力,以防止零件在使用工作中变形。
采用这种退火方法,钢材的结晶组织不发生变化。
③ 正火是退火处理中的一种变态,它与完全退火不同之处在于零件的冷却是在静止的空气中,而不是随炉缓慢降温冷却。
正火处理后的晶粒比完全退火更细,增加了材料的强度和韧性,减少内应力,改善低碳钢的切削性能。
正火处理主要适合那些无需调质和淬火处理的一般零件和不能进行淬火和调质处理的大型结构零件。
正火时钢的加热温度为753〜900°C。
(2) 淬火及回火处理淬火可分整体淬火和表面淬火,淬火后的钢一般都要进行回火。
回火是为了消除或降低淬火钢的残余应力,以使淬火后的钢内纟且织趋于稳定。
钢材淬火后为了得到不同的硬度,回火温度可采用几种温度段。
① 淬火后低温回火目的是为了降低钢中残余应力和脆性、而保持钢淬火后的高硬度和耐磨性,硬度在HRC58〜64范围内。
适合于各种工具、渗碳零件和滚动轴承。
回火温度为150〜250匸。
② 淬火后中温回火目的是为了保持钢材有一定的韧性、在此基础上提高其弹性和屈服极限。
铸钢件的热处理方式
铸钢件的热处理方式按加热和冷却条件不同,铸钢件的主要热处理方式有:退火(工艺代号:5111)、正火(工艺代号:5121)、均匀化处理、淬火(工艺代号:5131)、回火(工艺代号:5141)、固溶处理(工艺代号:5171)、沉淀硬化、消除应力处理及除氢处理。
1.退火(工艺代号:5111) 退火是将铸钢件加热到Acs以上20~30℃,保温一定时间,冷却的热处理工艺。
退火的目的是为消除铸造组织中的柱状晶、粗等轴晶、魏氏组织和树枝状偏析,以改善铸钢力学性能。
碳钢退火后的组织:亚共析铸钢为铁素体和珠光体,共析铸钢为珠光体,过共析铸钢为珠光体和碳化物。
适用于所有牌号的铸钢件。
图11—4为几种退火处理工艺的加热规范示意图。
表ll—1为铸钢件常用退火工艺类型及其应用。
2.正火(工艺代号:5121) 正火是将铸钢件目口热到Ac。
温度以上30~50℃保温,使之完全奥氏体化,然后在静止空气中冷却的热处理工艺。
图11—5为碳钢的正火温度范围示意图。
正火的目的是细化钢的组织,使其具有所需的力学性能,也可作为以后热处理的预备处理。
正火与退火工艺的区别有两个:其一是正火加热温度要偏高些;其二是正火冷却较快些。
经正火的铸钢强度稍高于退火铸钢,其珠光体组织较细。
一般工程用碳钢及部分厚大、形状复杂的合金钢铸件多采用正火处理。
正火可消除共析铸钢和过共析铸钢件中的网状碳化物,以利于球化退火;可作为中碳钢以及合金结构钢淬火前的预备处理,以细化晶粒和均匀组织,从而减少铸件在淬火时产生的缺陷。
3.淬火(工艺代号:5131) 淬火是将铸钢件加热到奥氏体化后(Ac。
或Ac•以上),保持一定时间后以适当方式冷却,获得马氏体或贝氏体组织的热处理工艺。
常见的有水冷淬火、油冷淬火和空冷淬火等。
铸钢件淬火后应及时进行回火处理,以消除淬火应力及获得所需综合力学性能。
图11—6为淬火回火工艺示意图。
铸钢件淬火工艺的主要参数:(1)淬火温度:淬火温度取决于铸钢的化学成分和相应的临界温度点。
(完整)热处理工艺守则
一、热处理代号和材料标注方法(一)热处理代号1. 适用于结构钢和铸件代号:0—自然状态1—正火(或正火+回火)2—退火3—精锻+回火(如精锻或精辊叶片在精锻后只需高温回火)4—淬硬5—调质6—化学热处理(渗碳或氮化)7—除应力(包括活塞环定型处理)9—表面淬火或局部淬火2.适用铸造有色金属和奥氏体钢的代号:0—原始状态1—再结晶退火T—除应力退火T1-人工时效T4—淬火(固溶处理)T5—淬火和不完全时效T6-淬火和完全时效(固溶处理和完全时效到最高硬度)3.压力加工有色金属代号:0—原始状态M—退火C-淬火CZ—淬火和自然时效CS-淬火和人工时效(二)材料的标注方法:1.零件的材料或毛坯(包括铸锻件)如不作任何处理,也不作机械性能检查,则只标材料牌号(其热处理代号“0”在图纸上不标注)如:A3,20,35,ZQSn6—6-3。
2.零件的材料或毛坯在热处理后,不作硬度及机械性能检查者则只标注材料牌号和热处理代号:如:45-1,若有几种热处理,可用热处理代号按工艺路线顺序逐项填写:如:15CrMoA-1+7。
3.有些材料的技术条件,有几种检查组别,但强度等级只有一种或可按材料截面尺寸来决定强度等级,只注明材料牌号,热处理代号和检查组别:如:45—5(Ⅱ) 35CrMoA—5(Ⅱ)4.有些材料的技术条件,有几种组别,在同一热处理状态中有不同的强度等级,则注明材料牌号、热处理代号强度等级和检查组别,不需要规定检查组别时,检查组别可省略。
25Cr2MoVA-5 25Cr2MoVA-5如:735—Ⅲ 7355。
有些零件或者是比较重要或者是技术要求比较复杂,用上述标注方法不能说明全部要求者,则应注明标准号,在同一热处理状态中有不同的强度级别时,还应注明强度级别。
35CrMoA-5 35CrMoA-5如:Q/CCF M 3003-2003 590×Q/CCF M 3003—20036。
大锻件如叶轮、铸造轴、整体转子等的材料标注方法钢号锻件级别×标准编号7。
热处理标准

热处理相关标准汇总一、热处理基础GB/T 7232—1999 金属热处理工艺术语GB/T 8121-1987 热处理工艺材料名语术语GB/T 12603—1990 金属热处理工艺分类及代号 GB/T 13324-1991 热处理设备术语JB/T 8555-1997 热处理技术要求在零件图样上的表示方法JB/T 9208—1999 可控气氛分类及代号二、工艺方法GB/T 16923-1997 钢件的正火与退火GB/T 16924—1997 钢件的淬火与回火GB/T 18177—2000 钢件的气体渗氮GB/T 18683—2002 钢铁件激光表面淬火JB/T 3999—1999 钢件的渗碳与碳氮共渗淬火回火JB/T 4155-1999 气体氮碳共渗JB/T 4202—1999 钢的锻造余热淬火回火处理JB/T 4215-1996 渗硼JB/T 4218-1994 硼砂熔盐渗金属JB/T 6048-1992 盐浴热处理JB/T 6956-1993 离子渗氮JB/T 7500—1994 低温化学热处理工艺方法选择通则JB/T 7529—1994 可锻铸铁热处理JB/T 7711-1995 灰铸铁件热处理JB/T 7712-1995 高温合金热处理JB/T 8418—1996 粉末渗金属JB/T 8929-1999 深层渗碳JB/T 9197-1999 不锈钢和耐热钢热处理JB/T 9198—1999 盐浴硫氮碳共渗JB/T 9200—1999 钢铁件的火焰淬火回火处理JB/T 9201-1999 钢铁件的感应淬火回火处理JB/T 9207-1999 钢件在吸热式气氛中的热处理JB/T 9210—1999 真空热处理三、质量检验及评定GB/T 224-1987 钢的脱碳层深度测定法GB/T 225—1988 钢的淬透性末端淬火试验方法GB/T 226—1991 钢的低倍组织及缺陷酸蚀检验法GB/T 227-1991 工具钢淬透性试验方法GB/T 1979—2001 结构钢低倍组织缺陷评级图GB/T 4335-1984 低碳钢冷轧薄板铁素体晶粒度测定法GB/T 4462-1984 高速工具钢大块碳化物评级图GB/T 5617—1985 钢的感应淬火或火焰淬火后有效硬化层深度的测定GB/T 6401-1986 铁素体奥氏体型双相不锈钢中α—相面积含量金相测定法GB/T 9450-1988 钢件渗碳淬火有效硬化层深度的测定和校核GB/T 9451—1988 钢件薄表面总硬化层深度或有效硬化层深度的测定。
热处理工艺
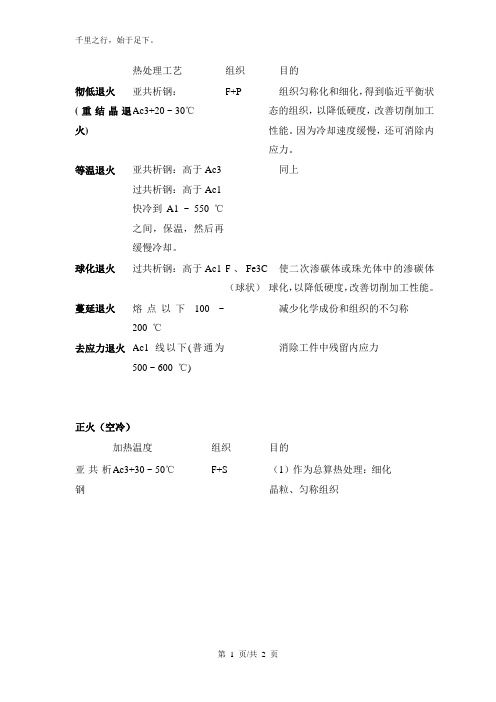
使二次渗碳体或珠光体中的渗碳体球化,以降低硬度,改善切削加工性能。
蔓延退火
熔点以下100~200℃
减少化学成份和组织的不匀称
去应力退火
Ac1线以下(普通为500~600℃)
消除工件中残留内应力
正火(空冷)
加热温度
组织
目的
亚共析钢
Ac3+30~50℃
F+S
(1)作为总算热处理:细化晶粒、匀称组织
(2)作为预先热处理:对结构较大的合金结构钢前,淬火或调质前常举行正火,消除魏氏组织和带状组织,并获得细小而匀称的组织。
(3)改善切削加工性能:调节硬度
过共析钢
Accm+30~50℃
S+ Fe3CⅡ
热处理工艺
组织
目的
彻低退火
(重结晶退火)
亚共析钢:Ac3+20 Nhomakorabea30℃F+P
组织匀称化和细化,得到临近平衡状态的组织,以降低硬度,改善切削加工性能。因为冷却速度缓慢,还可消除内应力。
等温退火
亚共析钢:高于Ac3
过共析钢:高于Ac1
快冷到A1~550℃之间,保温,然后再缓慢冷却。
同上
球化退火
过共析钢:高于Ac1
常见金属热处理参考
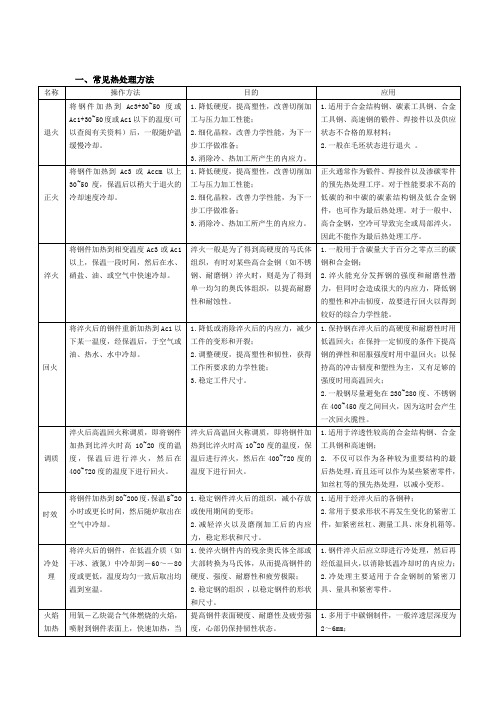
一、常见热处理方法名称操作方法目的应用退火将钢件加热到Ac3+30~50度或Ac1+30~50度或Ac1以下的温度(可以查阅有关资料)后,一般随炉温缓慢冷却。
1.降低硬度,提高塑性,改善切削加工与压力加工性能;2.细化晶粒,改善力学性能,为下一步工序做准备;3.消除冷、热加工所产生的内应力。
1.适用于合金结构钢、碳素工具钢、合金工具钢、高速钢的锻件、焊接件以及供应状态不合格的原材料;2.一般在毛坯状态进行退火。
正火将钢件加热到Ac3或Accm 以上30~50度,保温后以稍大于退火的冷却速度冷却。
1.降低硬度,提高塑性,改善切削加工与压力加工性能;2.细化晶粒,改善力学性能,为下一步工序做准备;3.消除冷、热加工所产生的内应力。
正火通常作为锻件、焊接件以及渗碳零件的预先热处理工序。
对于性能要求不高的低碳的和中碳的碳素结构钢及低合金钢件,也可作为最后热处理。
对于一般中、高合金钢,空冷可导致完全或局部淬火,因此不能作为最后热处理工序。
淬火将钢件加热到相变温度Ac3或Ac1以上,保温一段时间,然后在水、硝盐、油、或空气中快速冷却。
淬火一般是为了得到高硬度的马氏体组织,有时对某些高合金钢(如不锈钢、耐磨钢)淬火时,则是为了得到单一均匀的奥氏体组织,以提高耐磨性和耐蚀性。
1.一般用于含碳量大于百分之零点三的碳钢和合金钢;2.淬火能充分发挥钢的强度和耐磨性潜力,但同时会造成很大的内应力,降低钢的塑性和冲击韧度,故要进行回火以得到较好的综合力学性能。
回火将淬火后的钢件重新加热到Ac1以下某一温度,经保温后,于空气或油、热水、水中冷却。
1.降低或消除淬火后的内应力,减少工件的变形和开裂;2.调整硬度,提高塑性和韧性,获得工作所要求的力学性能;3.稳定工件尺寸。
1.保持钢在淬火后的高硬度和耐磨性时用低温回火;在保持一定韧度的条件下提高钢的弹性和屈服强度时用中温回火;以保持高的冲击韧度和塑性为主,又有足够的强度时用高温回火;2.一般钢尽量避免在230~280度、不锈钢在400~450度之间回火,因为这时会产生一次回火脆性。
金属热处理工艺的分类及代号

附录1 金属热处理工艺的分类及代号(GB/T12693-90)一、分类热处理分类由基础分类和附加分类组成。
1. 基础分类根据工艺类型、工艺名称和实现工艺的加热方法,将热处理工艺按三个层次进行分类,见附录表1-1。
2. 附加分类对基础分类中某些工艺的具体条件的进一步分类。
包括退火、正火、淬火、化学热处理工艺加热介质(附录表1-2); 退火工艺方法(附录表1-3); 淬火冷却介质或冷却方法(附录表1-4); 渗碳和碳氮共渗的后续冷却工艺(附录表1-5), 以及化学热处理中非金属、渗金属、多元共渗、熔渗四种工艺按渗入元素的分类。
二、代号1. 热处理工艺代号标记规定如下:2. 基础工艺代号用四位数字表示。
第一位数字“5”为机械制造工艺分类与代号中表示热处理的工艺代号; 第二、三、四位数字分别代表基础分类中的第二、三、四层次中的分类代号。
当工艺中某个层次不需分类时, 该层次用0代替。
3. 附加工艺代号它用英文字母表示。
接在基础分类工艺代号后面。
具体代号见附录表1-2至1-5。
4. 多工序热处理工艺代号多工序热处理工艺代号用破折号将各工艺代号连接组成, 但除第一工艺外, 后面的工艺均省略第一位数字“5”, 如5151-331G表示调质和气体渗碳。
5. 常用热处理工艺代号见附录表1-6。
附录1表1-1 热处理工艺分类及代号附录1表1-2 加热介质及代号附录1表1-3 退火工艺代号附录1表1-4 淬火冷却介质和冷却方法及代号附录1表1-5 渗碳、碳氮共渗后冷却方法及代号附录1表1-6 常用热处理工艺及代号。
金属材料热处理工艺
奥氏体型不锈钢:固溶处理,性能更好塑料,韧性,耐腐蚀性,焊接 性能等不能通过热处理强化;
铁素体:也是不能通过热处理强化,高温抗氧化性好及具有更好的耐 腐蚀性。
金属材料热处理工艺
有色金属热处理:
铝合金: LY12 T6处理
固溶+时效
490-500℃
固溶
快冷
150℃ 时效
金属材料热处理工艺
硬度
静载压入法:布氏硬度、洛氏硬度、 维氏硬度和显微硬度。 (HB; HR; HV)
奥氏体:A、γ
珠光体:P
屈氏体:T 索氏体:S
回火屈氏体:T’
回火索氏体:S’
残余奥氏体:Ar、γR、AR 铁素体:F、α
渗碳体:Fe3C
马氏体:M 贝氏体:B( B上、B下 )
金属材料热处理工艺
工艺-组 织
工艺-性 能
组织-性 能
力学性能
金属材料热处理工艺 热处理相关规律
一个规律:组织-成分-结构-工艺-性 能 二个文件:Fe-Fe3C相图、TTT图(C曲线) 三个过程:加热、保温、冷却 四把火:淬火、回火、正火、退火 五大相变:奥氏体转变、珠光体转变、马 氏体转变、贝氏体转变、回火转变(合金 时效) 六大方面:晶体学、形态学、热力学、动 力学、力学性能、相变机理
金属材料热处理工艺
布氏硬度HBS或HBW:
压头为钢球时,布氏硬度用符号HBS表
示,适用于布氏硬度值在450以下的材料。
压头为硬质合金球时,用符号HBW表示,
适用于布氏硬度在650以下的材料。
布 氏 硬 度
金属材料热处理工艺
洛氏硬度 • 洛氏硬度用符号HR表示
• 根据压头类型和主载荷不同,分为九个标尺,常用的标
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
金属热处理工艺的分类及代号
金属热处理工艺的分类及代号(GB/T12693-90)
1.分类:热处理分类由基础分类和附加分类组成.
(1)基础分类
根据工艺类型、工艺名称和实践工艺的加热方法,将热处理工艺按三个层次进行分类,见附录表
1-1.
(2)附加分类
对基础分类中某些工艺的具体条件的进一步分类.包括退火、正火、淬火、化学热处理工艺加热介质(附录表1-2);退火冷却工艺方法(附录1-3);淬火冷却介质或冷却方法(附录表(1-4);渗碳和碳氮共渗的后续冷却工艺(附录表1-5),以及化学热处理中非金属、渗金属、多元共渗、熔渗四种工艺按元素的分类.
2.代号
(1)热处理工艺代号标记规定如下:
5热处理 X工艺类型 X工艺名
称 X 加热方法
附加分类工艺代号
(2)基础工艺代号
用四位数字表示.第一位数字“5”为机械制造工艺分类与代号中表示热处理的工艺代号;第二,三,四位数字分别代表基础分类中的第二,三,四层次中的分类代号。
当工艺中某个层次不需分类时,该层次用0代号。
(3)附加工艺代号
它用英文字母代表。
接在基础分类工艺代号后面。
具体代号见附录表1-2至附录表1-5。
(4)多工序热处理工艺代号
多工序热处理工艺代号用破折号将各工艺代号连接组成,但除第一工艺外,后面的工艺均省略第一位数字“5”,如5151-331G表示调质和气体渗碳。
(5)常用热处理工艺代号见附录表1-6。
附录表1-1.热处理工艺分类及代号
工艺总称代号工艺类
型代
号
工艺名称代
号
加热方法代号
热处理 5 整热处理
体
1
退火 1
加热炉 1
正火 2
淬火 3
感应 2
正火和淬火 4
调质 5
火焰 3
稳定化处理 6
固溶处理,水韧处理7
固溶处理和时效8
表面热处
理
2
表面淬火和回火 1
电阻 4
物理气相沉淀 2
化学气相沉淀 3
激光 5
等离子体化学气相沉淀 4
化学热处
理
3
渗碳 1 电子束
6
碳氮共渗 2
渗氮 3 等离子体
7
氮碳共渗 4
渗其他非金属 5
其他8
渗金属 6
多元共渗7
溶渗8
附录表1-2.加热介质及代号
加热介质固体液体气体真空保护气氛可控气氛流态床代号S L G V P C F
附录表1-3退火工艺代号
退火工
艺
去应力扩散再结晶石墨化去氢退火球化退火等温退火代号o d r g h s n
附录表1-4淬火冷却介质和冷却方法及代号
冷却介质和方法空
气
油水盐
水
有机水
溶液
盐
浴
压力淬
火
双液淬
火
分级淬
火
等温淬
火
形变淬
火
冷处
理
代号
a o w
b y s p d m n f z
附录表1-5渗碳,碳氮共渗后冷却方法及代号
冷却方法直接淬火一次加热淬火二次加热火表面淬火代号g r t b
附录表1-6常用热处理工艺及代号
工艺
代
号
工
艺代
号
热处理 5000 石墨化退
火
511
1g
感应加热热处理 5002 去氢退
火
511
1h
火焰热处理 5003 球化退
火
511
1s
激光热处理 5005 等温退
火
512
1
电子束热处理 5006 正
火
512
1
离子热处理 5007 淬
火
513
1
真空热处理 5000V 空冷淬
火
513
1a
保护气氛热处理 5000P 油冷淬
火
513
1o
可控气氛热处理 5000C 水冷淬
火
513
1w
流态床热处理 5000F 盐水淬
火
513
1b
有机水溶液淬
火
513
1y
整体热处理 5100 盐浴淬
火
513
1s
退火 5111 压力淬
火
513
1p
去应力退火 5111o 双价质淬
火
523
1d
扩散退火 5111d 分级淬
火
513
1m
再结晶退火 5111r 等温淬
火
513
1n
变形淬火 5131f 表面淬火和回火 521
淬火及冷处理 5131z 感应淬火和回
火
521
2
感应加热淬火 5132 火焰淬火和回火 521
3
真空加热淬火 5131V 电接触淬火和回火 521
4
保护气氛加热淬火 51312P 激光淬火和回火 521
5
可控气氛加热淬火 5131C 电子束淬火和回火 521
6
流态床加热淬火 5131F 物理气相沉
积
522
8
盐浴加热分级淬火 5131L 化学气相沉
积
523
8
盐浴加热分级淬火 5131mL 等离子体化学气相沉
积
524
8
盐浴加热盐浴分级淬
火
513Ls+m
淬火和回火 514 化学热处
理
530
调质 5151 渗
碳
521
稳定化处理 5161 固体渗
碳
531
1S
固溶处理,水韧处理5171 液体渗
碳
531
1L
固溶处理和时效 5181 气体渗
碳
531
1G
表面热处
理
5200。