2205双相钢加氢高压空冷器的研制及关键制造技术(PDF X页)
2205双相不锈钢的制造规定.
2205双相不锈钢的制造规定1.2205双相不锈钢的制造,检验,验收应符合《压力容器安全技术监察规程》、GB150-2011《钢制压力容器》、GB151-2011《列管式换热器》的规定,且应满足本规定和施工图的要求。
2.材料:2205双相不锈钢的材料(包括复合板材料)应满足《2205双相不锈钢采购技术要求》的规定。
3.冷成型:成型后变形率超过10%的封头以及拼板后成型的封头,成型后应对封头进行固溶处理,固溶处理的温度为1090℃。
注:变形率ε=(1.5δ/2R f)x(1-R f/R0)x100%式中:ε=钢板变形率,%δ=钢板名义厚度,mm;R f=钢板弯曲后的中线半径,mm;R0=钢板弯曲前的中线半径,mm;对于平板R0=∝,mm;4.热成型:所有热成型加工,在成型后均应进行固溶处理。
注:对于复合板设备,其热处理要求应根据基层材料的厚度,按ASME要求惊醒消除应力热处理。
5.固溶处理后试板的检验要求:5.1 冲击试验;5.2 微组织检验;5.3 硬度及铁素体成分检验;5.4 腐蚀检验5.5 所有上述试验的结果应满足第9条的规定。
6.切割热切割方法仅限于使用等离子弧切割,切割后用机加工方法或精磨去除所有的热影响材料的方法。
7.焊接7.1推荐使用钨极惰性气体保护焊(TIG),焊接材料如下:钨极惰性气体保护焊(TIG)——Sandvik 22.8.3L,Avesta 2205或者Metrode ER329X 填充焊丝。
注:对于复合板设备,其基层之间的焊接材料按施工图。
在确保焊接工艺可行和进行焊接工艺评定后,其他焊接工艺可以使用,任何情况下,焊接材料都应符合<2205双相不锈钢采购技术要求>中关于化学成分的要求。
7.2用外坡口时,焊缝应使用钨电极惰性气体保护焊的方法打底。
打底的最小高度为5mm。
当采用内坡口时,焊缝最后一道焊层应使用钨极惰性气体保护焊。
其最小高度为5mm。
7.3 所有的内部角焊缝应使用钨极惰性气体保护焊。
ASF2205双相不锈钢管的焊接工艺研究

A IS E L P P C 5 C标 准要 求 , 且 具有 良好 的抗 弯 曲性 。 并
1 %。有 些钢 还 含有 Mo C N 、 i N等 合金 元 素 。该 类 0 、 u、 b T ,
钢兼 有 奥 氏 体 和铁 素 体 不 锈 钢 的 特 点 , 铁 素 体相 比 , 与 塑 性 、 性 更 高 , 室 温脆 性 , 晶 间 腐 蚀 性 能 和焊 接 性 能 韧 无 耐 均显 著 提 高 , 时还 保 持 有铁 素体 不 锈 钢 的 4 5 同 7 ℃脆 性 以 及 导热 系 数 高 ,具 有超 塑性 等 特 点 。与 奥 氏体 不 锈 钢 相 比 ,强 度 高 且 耐 晶 问副 食 和 耐 氯 化 物 应 力 腐 蚀有 明 显 提 高 。双 相不 锈 钢具 有 优 良的耐 孔 蚀性 能 , 是 一种 节 镍不 也 锈 钢 。正 是 这些 优 越 的性 能 使 双 相 不 锈 钢 作 为可 焊 接 的 结 构材 料 发展 迅 速 ,0年 代 以来 已成 为 和 马 氏体 型 、 氏 8 奥 体 型 和铁 素体 型不锈 钢 并 列 的一 个 钢类 。 双 相不 锈 钢 可分 为很 多 种 类 , S 2 0 A F 2 5型 双 相 不 锈钢
采 用 上 述 焊 接 工 艺进 行 焊 接 后 ,对 试件 焊后 4 h进 8
行 了 10 0 %X 射 线 探 伤 及 金 相 组 织 检 验 ,未 发 现 较 大 缺
陷。
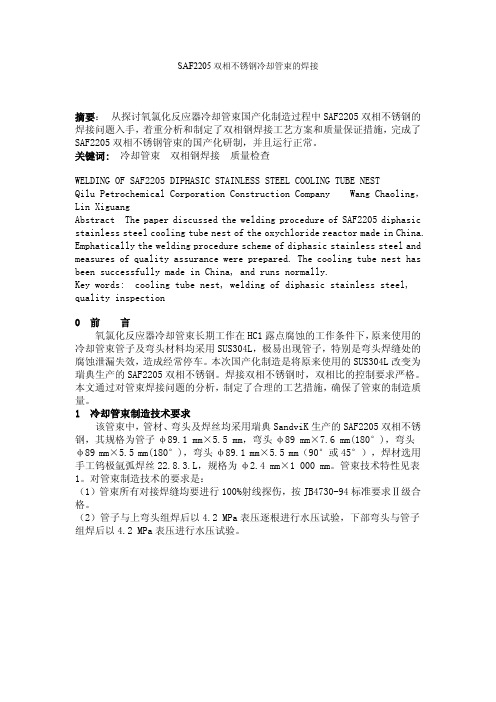
图 1 管 道 焊 接 示 意 图
试件 抗 冲 击性 满 足 A T 9 2标 准要 求 ,抗 拉 伸 性 SMA 3
S F 2 5双相 不 锈 钢管 , A 20 管径 D 4 6 m, 壁厚 度 为 = 2m 管 1m 2 m。管道 焊 接示 意 图 如 图 1所 示 :
2205双相不锈钢的研制

2205双相不锈钢的研制2205双相不锈钢是一种低镍、低钼、高氮双相不锈钢,其相比例大概在1:1左右,相比较其他节约型双相不锈钢相平衡较好,力学性能高,室温屈服强是304的2倍左右,耐点蚀性能与普通奥氏体不锈钢304和316L合金相当,在中等腐蚀环境中如石化、造船、建筑、净化水、化工等诸多领域得到较广泛的应用。
但其热加工塑性较差,热加工时在表面及边部易产生裂纹,严重影响了其板面质量。
据一些研究者指出,双相不锈钢的热塑性主要与双相不锈钢的纯净度、Creq/Nieq当量比、相界结合力、组织成分、加热制度、轧制工艺等有关系,通过精确控制这些因素可以生产出质量较好的2205双相不锈钢板材。
1.2205双相不锈钢工艺控制流程工艺流程控制东方特钢2205双相不锈钢生产工艺为:电炉→AOD→LF→连铸→加热→热轧→退火处理→酸洗→包装。
在初研制2205双相不锈钢板卷时边部边裂严重、表面质量差,严重影响了板卷的表面质量和成材率。
通过严格控制冶金成分、Creq/Nieq当量比、微合金元素含量、内部质量、铸坯组织、合理的热加工工艺及退火工艺制度,成功研制出了2205双相不锈钢板卷,表1是2205双相不锈钢主要化学成分。
2. 影响2205双相不锈钢热加工性能的因素2.1严格控制2205双相不锈钢内部质量据很多国内外研究表明严格控制双相不锈钢内部质量有利于热加性能的改善,双相不锈钢内部夹杂主要与硫、氧有关,这两种元素主要以低熔点MnS和Al2O3复合夹杂物存在,由于这些夹杂物的存在导致热加工塑性较差,加工时易在杂质的周围形成应力集中点,进而对2205双相不锈钢的热加工塑性产生不利影响,当硫的含量大于30ppm、氧大于50ppm时双相不锈钢的热加工性能较差,边部及表面易产生裂纹,经工艺改进可以把硫含量控制在10ppm以下,而氧可以控制在30ppm以下。
通过添加稀土、钙和硼元素来提高2205双相不锈钢的热加工塑性,稀土、钙主要和O及S形成CaO和Ce2O3,CaS ,CeS 及LaS 等物质,来提高钢的纯净度、净化晶界、改性杂质、改善杂质的分布、细化组织进而来提高2205双相不锈钢的热加工塑性。
2205双相不锈钢设备主要制造技术
2205双相不锈钢设备主要制造技术1.2205双相不锈钢设备的制造、检验、验收应符合《压力容器安全技术监察规程》、GB150-98《钢制压力容器》的规定,且应满足本规定和施工图的要求。
2.材料:2205双相不锈钢的材料(包括复合板材料)应满足《2205双相不锈钢采购技术要求》的规定。
3.冷成型:成型后变形率超过10%的封头以及拼板后成型的封头,成型后应对封头进行固溶处理,固溶处理的温度委1090℃。
注:变形率ε=(1.5σ/2R f)×(1-R f/ R0)×100%式中:ε…钢板变形率,%;σ…钢板名义厚度,mm;R f…钢板弯曲后的中线半径,mm;R0…钢板弯曲前的中线半径,mm;对于平板R0=∝,mm;4.热成型:所有热成型加工,在成型后均应进行固溶处理。
注:对于复合板设备,其热处理要求应根据基层材料的厚度,按ASME要求进行消除应力热处理。
5.固溶液处理后试板的检验要求:5.1 冲击试验;5.2 微组织检验;5.3 硬度及铁素成分检验;5.4 腐蚀试验;5.5 所有上述试验的结果应满足第9条的规定。
6.切割热切割方法仅限于使用等离子弧切割,切割后用机加工方法或精磨去除所有的热影响材料的方法。
7.焊接7.1 推荐使用钨极惰性气体保护焊(TIG),焊接材料如下:钨极惰性气体保护焊(TIG)——Sandvik 22.8L,Avesta 2205或者Metrode ER329N填充焊丝。
注:对于复合板设备,其基层之间的焊接材料按施工图。
在确保焊接工艺可行和进行焊接工艺评定后,其他焊接工艺可以使用,任何情况下,焊接材料都应符合《2205双相不锈钢采购技术要求》中关于化学成分的要求。
7.2 当采用外坡接口时,焊缝应使用钨极惰性气体保护焊的方法打底。
打底的最小高度为5mm。
当采用内坡接口时,焊缝最后一道应使用钨极惰性气体保护焊其最小高度为5mm。
7.3 所有的内部角焊缝应使用钨极惰性气体保护焊。
2205双相不锈钢设备主要制造技术
2205双相不锈钢设备主要制造技术2205双相不锈钢设备的制造、检验、验收应符合《压力容器安全技术监察规程》、GB150-98《钢制压力容器》的规定,且应满足本规定和施工图的要求。
材料:2205双相不锈钢的材料(包括复合板材料)应满足《2205双相不锈钢采购技术要求》的规定。
冷成型:成型后变形率超过10%的封头以及拼板后成型的封头,成型后应对封头进行固溶处理,固溶处理的温度委1090℃。
注:变形率ε=(1.5σ/2Rf)×(1-Rf/ R0)×100%式中:ε…钢板变形率,%;σ…钢板名义厚度,mm;Rf…钢板弯曲后的中线半径,mm;R0…钢板弯曲前的中线半径,mm;关于平板R0=∝,mm;热成型:所有热成型加工,在成型后均应进行固溶处理。
注:关于复合板设备,其热处理要求应按照基层材料的厚度,按ASM E要求进行排除应力热处理。
固溶液处理后试板的检验要求:5.1 冲击试验;5.2 微组织检验;5.3 硬度及铁素成分检验;5.4 腐蚀试验;5.5 所有上述试验的结果应满足第9条的规定。
切割热切割方法仅限于使用等离子弧切割,切割后用机加工方法或精磨去除所有的热阻碍材料的方法。
焊接7.1 举荐使用钨极惰性气体爱护焊(TIG),焊接材料如下:钨极惰性气体爱护焊(TIG)——Sandvik 22.8L,Avesta 2205或者Metrode ER329N填充焊丝。
注:关于复合板设备,其基层之间的焊接材料按施工图。
在确保焊接工艺可行和进行焊接工艺评定后,其他焊接工艺能够使用,任何情形下,焊接材料都应符合《2205双相不锈钢采购技术要求》中关于化学成分的要求。
7.2 当采纳外坡接口时,焊缝应使用钨极惰性气体爱护焊的方法打底。
打底的最小高度为5mm。
当采纳内坡接口时,焊缝最后一道应使用钨极惰性气体爱护焊其最小高度为5mm。
7.3 所有的内部角焊缝应使用钨极惰性气体爱护焊。
7.4 采纳钨极惰性气体爱护焊时,按照材料厚度,输入热量应操纵在0. 8-1.5KJ/mm,层间温度最大为150摄氏度。
SAF2205双相不锈钢冷却管束的焊接
SAF2205双相不锈钢冷却管束的焊接摘要:从探讨氧氯化反应器冷却管束国产化制造过程中SAF2205双相不锈钢的焊接问题入手,着重分析和制定了双相钢焊接工艺方案和质量保证措施,完成了SAF2205双相不锈钢管束的国产化研制,并且运行正常。
关键词:冷却管束双相钢焊接质量检查WELDING OF SAF2205 DIPHASIC STAINLESS STEEL COOLING TUBE NESTQilu Petrochemical Corporation Construction Company Wang Chaoling,Lin XiguangAbstract The paper discussed the welding procedure of SAF2205 diphasic stainless steel cooling tube nest of the oxychloride reactor made in China. Emphatically the welding procedure scheme of diphasic stainless steel and measures of quality assurance were prepared. The cooling tube nest has been successfully made in China, and runs normally.Key words: cooling tube nest, welding of diphasic stainless steel, quality inspection0 前言氧氯化反应器冷却管束长期工作在HC1露点腐蚀的工作条件下,原来使用的冷却管束管子及弯头材料均采用SUS304L,极易出现管子,特别是弯头焊缝处的腐蚀泄漏失效,造成经常停车。
本次国产化制造是将原来使用的SUS304L改变为瑞典生产的SAF2205双相不锈钢。
双相不锈钢药芯焊丝GDQA2205的研制
焊接方法为 100% CO2 气体保护焊, 焊接设备为 KEMMPPI FU30 焊机. 熔敷金属的化学成分采 用化 学分析法测定; 点蚀腐 蚀试验按照美 国标准 ASTM G48 进行; 冲击试验在 JB 30B 大型冲击试验机上 按照 国家标 准 GBPT229 1994 进行; 拉 伸试验 在 INSTION200 拉伸试验机上按照国家标准 GBPT 228 2002 进行, 弯曲试验在 CMT 4305 微机控制电子万能 试验机上按照国家标准 GBPT232 1999 进行. 显微
C
Si
1
0. 024 0. 76
2
0. 024 0. 75
3
0. 025 0. 64
保证值 [ 0. 040 [ 1. 00
Mn 1. 66 1. 66 1. 57 0. 50~ 2. 00
P 0. 024 0. 026 0. 025 [ 0. 040
S 0. 010 0. 010 0. 010 [ 0. 030
图 3 腐蚀的三 种形式 Fig. 3 SEM of corrosion test samples
表 5 冲击断口基体 EDS 成分 Table 5 EDS of basal body i n impact fracture
表 4 力学性能试验结果 Table 4 Mechanical property test results
拉伸试验
弯曲试验
冲击试验
抗拉强度 RmPMPa
断后 伸长率 A ( % )
屈服强度 R eLPMPa
正弯 R eL1PGPa
背弯 R eL2PGPa
室温冲击 平均数值 J
1
775
28
600
高压氢气环境中使用双相钢空冷器的失效分析及处理探讨
141 概况国内某石化公司316 万t/a加氢裂化装置,在2018年全面检修过程中发现一台高压反应流出物空冷器管箱开裂,经检查发现管板与隔板相连的角焊缝熔合线开裂,最严重部位裂纹已扩展至管头角焊缝处,裂纹长度与管板水平方向长度相近。
空冷器入口侧为两个前管箱,出口侧为一个前管箱,空冷器的主要操作参数详见表1,介质组成详见表2。
管箱隔板、管板、空冷管的材质均为S32205材质,管与管板的连接方式为“强度焊+贴胀”,管板与隔板焊接形式为“双面埋弧焊”。
2 理化分析(1)宏观检查。
切开管箱,管箱内外表面均未发现有明显的腐蚀及变形,1、3号部位为裂纹两头端部,裂纹沿管板与隔板相连的角焊缝熔合线处开裂,2号部位为管板与管头角焊缝处裂纹。
初步判断裂纹沿管板与隔板相连的角焊缝管板侧熔合线处开裂,并扩展至管板与管头角焊缝。
(2)化学成分分析。
分别对管箱隔板、管板、管板与隔板角焊缝取样进行化学成分分析,见表3,根据ASME SA240—2004《压力容器和一般用途用耐热铬及铬镍不锈钢板、薄板和钢带》中“4.1钢应符合表1规定的化学成分的要求并符合在A480/A480M 标准中规定的相应要求”[1],对比结果证明:管箱隔板、管板的化学成分满足标准要求,管板与隔板高压氢气环境中使用双相钢空冷器的失效分析及处理探讨潘贤魁福建福海创石油化工有限公司 福建 漳州 363216摘要:自2013年以来,多次发生高压、加氢处理环境中使用双相钢REACs的失效事故。
本文以国内某石化企业加氢裂化装置一台双相钢REAC管板开裂失效为例,失效原因分析结果表明双相钢空冷器管板开裂为氢脆引起,因此建议高压环境中(>1000 psig)的REACs双相钢材质替换为合金钢825材质。
关键词:双相钢 开裂失效 氢脆 材质升级Failure analysis of dual phase steel air cooler in high pressure hydrogen environment And treatment discussionPan XiankuiFujian Fuhaichuang Petrochemical Co.,LTD.,Zhangzhou Fujian 363216Abstract:since 2013,there have been many failure accidents of dual-phase steel REACs in high-pressure,hydrotreating environment. In this paper,the cracking failure of a dual-phase steel REAC tube plate in a hydrocracking unit of a domestic petrochemical enterprise is taken as an example. The failure reason analysis results show that the cracking of the tube plate of the air cooler in the dual-phase steel is caused by hydrogen embrittlement. Therefore,it is recommended that the REACs dual-phase steel material in the high-pressure environment (>1000 psig) be replaced by the alloy steel 825 material.Keywords:Duplex steel;Cracking failure;Hydrogen embrittlement;Material upgrade表1 空冷器主要操作参数规格型号介质组成操作条件设计条件材质压力/MPa 温度/℃ 压力/MPa 温度/℃ GP12.4×3.4-6-302.5-15.14SF-23.4/DR-Ⅲt 详见表213.76137.7/5015.14158S32205表2 介质组成组分H 2H 2S NH 3H 2O C 1C 2C 3iC 4nC 4轻石脑油重石脑油未转化油流量/(kg·h -1)7983172632132892514438426225202507571725610114915215927227表3 化学成分分析结果取样位置化学成分(wt%)C Mn P S Si Cr Ni Mo N 管箱隔板0.022 1.820.0290.0110.28522.65 5.33 3.050.152管板0.021 1.800.0290.00980.28022.55 5.22 3.020.140角焊缝0.018 1.620.0260.0110.5522.887.3 3.110.155ASME SA240ASTM A240-S32205≤0.030≤2.00≤0.030≤0.020≤1.0022.0~23.04.5~6.53.0~3.50.14~0.20角焊缝化学成分与母材匹配。
双相不锈钢在炼油工业中加氢裂化,加氢处理装置
双相不锈钢在炼油工业中加氢裂化,加氢处理装置80年代以来国外采用3RE60和SAF 2205(与国产的00Cr22Ni5Mo3N钢相当)钢用作加氢裂化,加氢脱硫等二次加工装置中的空冷器,热交换器等的管束、管板和封头的较多,这方面既有不少成功的经验,也有失败的事例,国内采用的不多。
这些设备处于H2S-H2-NH3-H20并含有Clˉ的环境,也是湿H2S的系统。
在加氢裂化装置中空冷器的腐蚀是比较严重的,瑞典自1983年开始有10台空冷器使用的是SAF 2205钢,流出物的KP值(流出物的腐蚀系数KP=mol%NH3×mol%H2S)范围为0.1-1,Clˉ20ppm ,压力12MPa,入口流速6 m/s,入口温度130℃,设备经数年的运行,没有发生腐蚀或磨损腐蚀。
美国在California一个炼油厂的三台热交换器管芯陆续都使用了3RE60钢,1992年检查时,情况良好。
另一家US石油公司的几台空冷器(工艺物流中含65-85%H2,炭氢化合物,H2S,5-8MPa,110-205 ℃)已使用了8-11年,其上游和下游的几台热交换器也同样未发生问题。
但是也有失败的事例,美国另一炼油厂的3RE60钢热交换器,管程入口温度285℃,维持210℃,从低压分离器来的液体组分进入壳程的温度88℃,维持220℃,管程压力11.5MPa,壳程压力0.6MPa。
该设备于1994年使用3年后泄漏,裂纹出现在近管板处的管子内外壁上。
经分析管外壁为FeS腐蚀产物所覆盖,Clˉ高达1%,管内壁较干净,只有少数点坑。
外壁裂纹较少,属氯化物应力腐蚀破裂,内壁裂纹多,属硫化物应力腐蚀破裂(SSCC)。
其他在中东,东欧个别炼油厂的3RE60空冷器运转几年后,于1992年也出现了类似问题,裂纹均发生在管与管板焊接处的热影响区,该处的铁素体量分别高达100%和>75%,这样的组织必然对氢致开裂(HIC)敏感。
原油中除盐、硫等杂质外,在二次加工原料油中还含有0.5%以上的氮化合物,经催化剂作用热解后,在催化裂化的分馏和吸收稳定部位出现HCN-H2S-H2O的腐蚀环境。
2205双相不锈钢的焊接工艺规程
1 绪论随着工业技术的日益发展,一般奥氏体不锈钢难以满足应力腐蚀、点腐蚀和缝隙隧洞式腐蚀的要求。
为此,冶金工作者进行了大量研究,研制出奥氏体—铁素体型不锈钢,即双相不锈钢。
传统的奥氏体不锈钢在晶间腐蚀、应力腐蚀、点腐蚀和缝隙腐蚀等局部腐蚀方面的抗力不足,尤其是应力腐蚀引起的断裂,其危害性极大。
双相不锈钢是近二十年来开发的新钢种。
通过正确控制各合金元素比例和热处理工艺使其固溶组织中铁素体相和奥氏体相各约占50%,从而将奥氏体不锈钢所具有的优良韧性和焊接性与铁素体不锈钢所具有的较高强度和耐氯化物应力腐蚀性能结合在一起,使双相不锈钢兼有铁素体不锈钢和奥氏体不锈钢的优点。
所谓双相不锈钢是在其固溶组织中铁素体相与奥氏体相约各占一半,一般量少相的含量也需要达到30%。
在含C较低的情况下,Cr含量在18%-28%,Ni含量在3%-10%。
有些钢还含有Mo、Cu、Nb、Ti,N等合金元素。
该类钢兼有奥氏体和铁素体不锈钢的特点,与铁素体相比,塑性、韧性更高,无室温脆性,耐晶间腐蚀性能和焊接性能均显著提高,同时还保持有铁素体不锈钢的475℃脆性以及导热系数高,具有超塑性等特点。
与奥氏体不锈钢相比,强度高且耐晶间副食和耐氯化物应力腐蚀有明显提高。
双相不锈钢具有优良的耐孔蚀性能,也是一种节镍不锈钢。
由于两相组织的特点,通过正确控制化学成分和热处理工艺,使双相不锈钢兼有铁素体不锈钢和奥氏体不锈钢的优点,它将奥氏体不锈钢所具有的优良韧性和焊接性与铁素体不锈钢所具有的较高强度和耐氯化物应力腐蚀性能结合在一起,正是这些优越的性能使双相不锈钢作为可焊接的结构材料发展迅速,80年代以来已成为和马氏体型、奥氏体型和铁素体型不锈钢并列的一个钢类。
上世纪30年代就已在瑞典的试验室中研制出双相不锈钢(3RE60、Uranus50等),但是双相不锈钢真正产业化还是在上世纪60年代以后,其发展经历了3代历程。
1.1 我国双相不锈钢的应用双相不锈钢是根据石油化工中强酸强碱造成的局部点蚀、应力腐蚀以及孔穴式腐蚀现象,一般不锈钢难以胜任的容器、管道以及零部件等而研制的,但由于双相不锈钢除具有很强的各类抗腐蚀性能之外,还具有很好的强度和韧性,为此,在一般民用工程和能源交通方面也逐步得到越来越多的应用,如桥梁、飞机、船舶、汽车以及沿海城市和化工区的装饰建筑等。