夹具验收报告
量具夹具入厂验收记录单

说明: 1、本记录“原件”存放于模具入厂验收记录文件袋内。
量具/夹具入厂验收记录单
产品名称 夹具名称 生产单位 产品代 号 夹具 编号 验收 阶段 验收时间 □初验收 □终验收
量具/夹具动、静态验收情况 检查项目 检查方法 检查结果 备注 类别 序号 夹具名牌/图号/生产日期 目视 1 夹具漆面及颜色 目视 2 各部位倒角情况 目视 4 静 定位块、压块可调整情况 目视 5 态 定位块、压块型面粗糙度 粗糙度仪 6 检 平台坐标基准线情况 目视 7 查 定位销位置精度 三坐标 8 定位面位置精度 三坐标 9 定位孔位置精度 三坐标 10 定位块与制件接触情况 红丹粉 1 压紧面与制件接触情况 红丹粉 2 取放制件的合理性 目视、手感 3 动 压紧力度是否合适 制件内外表面压痕 4 态 目视、手感 5 各部位是否灵活(手动、气动) 检 支承座有无定位销 目视 6 查 夹具重心是否良好 目视 7 夹持力臂强度 目视、手感 8 焊接状态 目视 9 1 材质检查 理化试验 硬度要求部件检查 硬度计 2 3 操作是否安全 目视 其 它 管路配线是否整齐 目视 4 5 管路接头是否正常 目视 搬运是否方便(吊环) 目视 6 量具/夹具产品验收情况 试件 外观 测量 允许 试件 外观 测量 允许 判定结果 备注 判定结果 备注 编号 检查 数值 公差 编号 检查 数据 公差 1# 4# 2# 5# 3# 6# 量具/夹具资料验收情况 资料名称 结果 资料名称 结果 序号 备注 序号 备注 二维图纸 检测报告 1 3 三维图纸 使用说明书 2 4 □该量具/夹具验收不合格,需重新加工。 验收 □该量具/夹具验收合格,可以投入使用。 结论 □该量具/夹具可以使用,但不符合技术要求。 □(其它) 参与验收人员意见:
夹具验收报告-中英文对照表
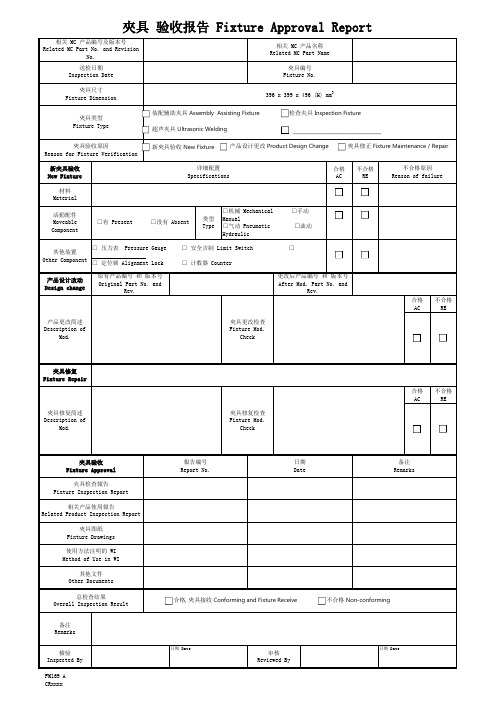
相关 MC 产品编号及版本号 Related MC Part No. and Revision
No.
送检日期 Inspection Date
相关 MC 产品名称 Related MC Part Name
夾具编号 Fixture No.
夾具尺寸 Fixture Dimension
其他文件 Other Documents
总检查结果 Overall Inspection Result
备注 Remarks
檢验 Inspected By
FM169 A CRxxxx
報告编号 Report No.
日期 Date
备注 Remarks
合格, 夾具接收 Conforming and Fixture Receive
□
更改后产品编号 和 版本号 After Mod. Part No. and
Rev.
合格 AC
不合格 RE
产品更改简述 Description of
Mod.
夾具更改检查 Fixture Mod.
Check
夾具修复 Fixture Repair
夾具修复简述 Description of
Mod.
夾具修复检查 Fixture Mod.
Check
合格 AC
不合格 RE
夾具验收 Fixture Approval
夹具检查報告 Fixture Inspection Report
相关产品使用報告 Related Product Inspection Report
夾具图纸 Fixture Drawings
使用方法注明的 WI Method of Use in WI
工装夹具制造验收要求
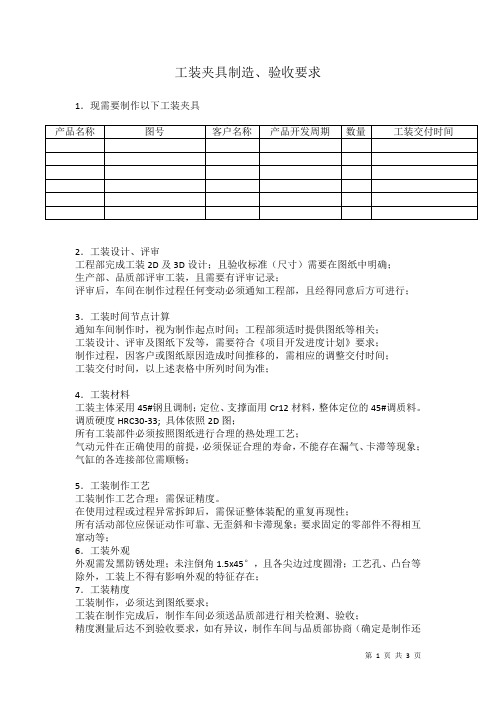
工装夹具制造、验收要求1.现需要制作以下工装夹具2.工装设计、评审工程部完成工装2D及3D设计;且验收标准(尺寸)需要在图纸中明确;生产部、品质部评审工装,且需要有评审记录;评审后,车间在制作过程任何变动必须通知工程部,且经得同意后方可进行;3.工装时间节点计算通知车间制作时,视为制作起点时间;工程部须适时提供图纸等相关;工装设计、评审及图纸下发等,需要符合《项目开发进度计划》要求;制作过程,因客户或图纸原因造成时间推移的,需相应的调整交付时间;工装交付时间,以上述表格中所列时间为准;4.工装材料工装主体采用45#钢且调制;定位、支撑面用Cr12材料,整体定位的45#调质料。
调质硬度HRC30-33; 具体依照2D图;所有工装部件必须按照图纸进行合理的热处理工艺;气动元件在正确使用的前提,必须保证合理的寿命,不能存在漏气、卡滞等现象;气缸的各连接部位需顺畅;5.工装制作工艺工装制作工艺合理:需保证精度。
在使用过程或过程异常拆卸后,需保证整体装配的重复再现性;所有活动部位应保证动作可靠、无歪斜和卡滞现象;要求固定的零部件不得相互窜动等;6.工装外观外观需发黑防锈处理;未注倒角1.5x45°,且各尖边过度圆滑;工艺孔、凸台等除外,工装上不得有影响外观的特征存在;7.工装精度工装制作,必须达到图纸要求;工装在制作完成后,制作车间必须送品质部进行相关检测、验收;精度测量后达不到验收要求,如有异议,制作车间与品质部协商(确定是制作还是测量的原因),因精度而影响项目进度所产生的后果制作车间、品质部承担;8.工装维护、保养;调制、送样完成后,若要对工装修改,需返回制作车间修改,直至批量合格;批量后,日常的维护、保养等加工车间自行完成;客户设变等引起的对应工装变更,视工作量的大小,制作车间、使用车间双方协商;批量后,在使用过程或过程异常拆卸后,不能保证整体装配的重复再现性,则由制作车间再次调制或返工,但必须满足需方生产计划;9.工装的送检、验收、入库等工装制作完毕:制作车间将工装送品质部检测;品质部出具工装验收报告(外观、尺寸);检测报告合格:生产可以开始适时调试、加工铸件;并保证及时送出样品;检测报告不合格:品质部将检测报告直接反馈送检车间;进行修改,且直至检测报告合格;如制作车间对检测报告有异议,制作车间与品质部沟通、协调解决;必要时,可向总经理反馈;让步接收:需制作车间、生产部、品质部、工程部共同评审;且有制作车间发起讨论;检测合格或同意让步接收后,制作车间送至加工车间,当面沟通、交付;等同于办理入库手续;此送检、验收、入库工作需要在上表中明确的工装交付时间节点前完成;即工装交付时间节点需要得到合格的工装;10.工装的调试及过程追踪工装验收合格或同意让步接收后,加工车间负责工装的调试;调试过程,制作车间需派制作人员追踪,特别是在调试过程如有需要整改的,需配合调试人员完成,且保证不得影响整体进度;11.此《工装夹具制造、验收要求》与工装2D图纸所涉及的相关标准同等有效;其他未涉及事项,均可按照公司程序文件操作;制作车间签字:品质部签字:生产部签字:工程部签字:。
工装夹具制造、验收要求

工装夹具制造、验收要求1.现需要制作以下工装夹具2.工装设计、评审工程部完成工装2D及3D设计;且验收标准(尺寸)需要在图纸中明确;生产部、品质部评审工装,且需要有评审记录;评审后,车间在制作过程任何变动必须通知工程部,且经得同意后方可进行;3.工装时间节点计算通知车间制作时,视为制作起点时间;工程部须适时提供图纸等相关;工装设计、评审及图纸下发等,需要符合《项目开发进度计划》要求;制作过程,因客户或图纸原因造成时间推移的,需相应的调整交付时间;工装交付时间,以上述表格中所列时间为准;4.工装材料工装主体采用45#钢且调制;定位、支撑面用Cr12材料,整体定位的45#调质料。
调质硬度HRC30-33; 具体依照2D图;所有工装部件必须按照图纸进行合理的热处理工艺;气动元件在正确使用的前提,必须保证合理的寿命,不能存在漏气、卡滞等现象;气缸的各连接部位需顺畅;5.工装制作工艺工装制作工艺合理:需保证精度。
在使用过程或过程异常拆卸后,需保证整体装配的重复再现性;所有活动部位应保证动作可靠、无歪斜和卡滞现象;要求固定的零部件不得相互窜动等;6.工装外观外观需发黑防锈处理;未注倒角1.5x45°,且各尖边过度圆滑;工艺孔、凸台等除外,工装上不得有影响外观的特征存在;7.工装精度工装制作,必须达到图纸要求;工装在制作完成后,制作车间必须送品质部进行相关检测、验收;精度测量后达不到验收要求,如有异议,制作车间与品质部协商(确定是制作还是测量的原因),因精度而影响项目进度所产生的后果制作车间、品质部承担;8.工装维护、保养;调制、送样完成后,若要对工装修改,需返回制作车间修改,直至批量合格;批量后,日常的维护、保养等加工车间自行完成;客户设变等引起的对应工装变更,视工作量的大小,制作车间、使用车间双方协商;批量后,在使用过程或过程异常拆卸后,不能保证整体装配的重复再现性,则由制作车间再次调制或返工,但必须满足需方生产计划;9.工装的送检、验收、入库等工装制作完毕:制作车间将工装送品质部检测;品质部出具工装验收报告(外观、尺寸);检测报告合格:生产可以开始适时调试、加工铸件;并保证及时送出样品;检测报告不合格:品质部将检测报告直接反馈送检车间;进行修改,且直至检测报告合格;如制作车间对检测报告有异议,制作车间与品质部沟通、协调解决;必要时,可向总经理反馈;让步接收:需制作车间、生产部、品质部、工程部共同评审;且有制作车间发起讨论;检测合格或同意让步接收后,制作车间送至加工车间,当面沟通、交付;等同于办理入库手续;此送检、验收、入库工作需要在上表中明确的工装交付时间节点前完成;即工装交付时间节点需要得到合格的工装;10.工装的调试及过程追踪工装验收合格或同意让步接收后,加工车间负责工装的调试;调试过程,制作车间需派制作人员追踪,特别是在调试过程如有需要整改的,需配合调试人员完成,且保证不得影响整体进度;11.此《工装夹具制造、验收要求》与工装2D图纸所涉及的相关标准同等有效;其他未涉及事项,均可按照公司程序文件操作;制作车间签字:品质部签字:生产部签字:工程部签字:会签:批准:。
测试治、夹具验收标准

机种名称 :交付日期 :
nts)
1.检查取针点是否合理、定位是否准确。
2.检查定位柱是否良好,有无压坏元件现象。
3.检查压盖弹簧扣是否能扣紧、扣到位。
4.检查PCBA托盘弹簧是否灵活,够力度。 5.输入端L.N是否有两个或两个以上的测试探针。
Rev: A
是否到位, 14.检查各接触点是否良好。(如轻触开关、AC插座、探针与PCBA接触
性能)
1.检查供应商提供资料是否齐全,准确(可参照:A.BOM B.电气原理图 C.ICT用PCBA样板 D.PCB E.PCB Layout F.Gerber file)。
2.检查前面或左右侧边框刻是否有PCB板号、Model号、制作日期、正相
10.两边顶针每次与火牛脚必须接触良好、精准。
1.一套治具需 配两块模条 2.火牛在模条 上松紧适 3.两边顶针与 模条孔必须 4.模条固定块在活动导杆上活动自如,每次测试后模条滑块必须停在两 边顶针。
火牛高压
5.高压输出端 高压线标识 6.控制线与高 压机连接长 7.外观尺寸与 现有气动高 8.气压调节阀 要方便调节 9.要有复位开 关,电源指
镭射模具 (包括针 板与放板
模)
5.外观与尺寸是否符合要求。
6.检查(EPP) 底模、放模 7.底模做到 与铁板平行,
8输入端L.N是否有两个或两个以上的测试探针。
9.产品放入 每个模穴
10.输出端+,-极是否有两个或两个以上的测试探针。
11.针板接线 按统一规格
12.是否装有自动放电装置。(要求放电后电容的电压小于18V)
10.要求刻有型号、供应商、制作日期标示。
11.各高压接 线及接线端 12.探针要有 绝缘套。 1.打标模外观尺寸与现有标准模尺寸(外观200*200mm, 4个固定孔 150*150mm,厚度为40mm)一致
MCH-WI-AE-021 SMT工位作业指导书 (夹具BUY-OFF验收点检保养) 1.0

3.1.4在BUY-OFF过程中如果夹具有任何问题有供应商解决,如果BUY-OFF OK相关人员签
字确认并贴上BUY-OFF标签并填写相关夹具的BUY-OFF记录表。
3.2夹具验收
3.2.1夹具在生产过程中如果发现有柔板损坏等问题并不能处理的夹具需要退回供应商。
1.目的:
规范对各种夹具进行BUY-OFF/验收/保养/维护。
2.范围:
本规范适用于MFLEX(成都)SMT部门所有机械夹具。
3.内容:
3.1夹具BUY-OFF
3.1.1夹具技术员对供应商新到的机械夹具进行跟踪调试。
3.1.2夹具调试OK以后用次品进行压合/弯折并有产线QA人员进行确认。
3.1.3QA人员确认以后有ME人员通知PE/QE/PD相关人员对夹具进行BUY-OFF(夹具
4.附录:无
最新更新
修改日期
版本
修改人
修改内容
2011/03/04
1.0
朱建军
首版发行
拟订(日期)
朱建军11/3/4
审核(日期)
批准(日期)
相关部门会签
品质部(日期)
生产部(日期)
、
C.检查气缸气压值是否在额定范围内,如非正常及时调整。
气动元件:A.检查各电磁阀、气压阀、气压表是否有损伤,如有及时跟护换。
B.检查气路是否出现漏气现象,如有及时排除。
电路及电器元件:A.检查各电器元件是否有损伤,如有及时跟换。
B.检查线路是否正常工作,有无接触不良或出现短路及时排除。
连接部位:检查夹具所有连接部分是否出现松懈,并予紧固。
3.使用表单:
3.1压合夹具BUY-OFF记录表MCH-AE-WIF-021-01
工装夹具验收记录表2020
工装夹具验收基准记录表
项目名称
工装名称
型号/零件号 参加人员
序号
基准项目
测量装置
工装编号 验收时间
检测结果
判定
品管部意见 项目负责人意见
备注
签字 签字
工装夹具验收表
检验员或经 办人
合格处置意见(如下)
签名/日期: 签名/日期: 签名/日期: 签名/日期:
夹具验收基准记录表
检验员
LOGO
工装名称 工装编号
编号:
工装夹具验容
外观(如: 标识等)
结构(配件 齐全并紧固
到位)
尺寸检测记 录
(可附表)
试加工结果 (可附产品 检测报告)
其它
验收结论
品管 部意
技术 部意
制造 部意
常务 副总
尺寸 检测
□合格,可投入使用 □不合格
不合格处置意见(如下)
签名/日期: 签名/日期: 签名/日期: 签名/日期:
工装夹具验证记录范文
工装验证验收报告六)相关政府规定:《关于实行商品房住宅质量保证书和住宅使用说明书制度的通知》天津市建委建房[1998]714号根据建设部建房[1998]102号文件精神,为了保障商品住宅消费者的合法权益,加强商品住宅售后服务管理,促进商品住宅的销售,经研究,决定于1998年9月1日起,在房地产开发企业的商品房销售中实行《天津市商品住宅质量保证书》和《商品住宅使用说明书》制度。
经研究《天津市商品住宅质量保证书》由天津市城乡建设管理委员会监制,并统一印制(见附件)。
现将《天津市商品住宅质量保证书》印发给你们,请遵照执行。
《天津市商品住宅使用说明书》由各房地产开发企业自行编制,但不得少于以下内容: 1、开发单位名称,工程坐落地点,建设项目名称,设计单位名称,施工单位名称,质量监理、监督单位名称,物业管理单位名称; 2、结构类型; 3、二次装修、装饰管理办法和装修、装饰注意事项; 4、上水、下水、电、燃气、通讯、消防等设施配置说明; 5、有关设备、设施安装预留位置的说明和安装注意事项;6、门窗类型、使用注意事项;7、配电负荷;8、承重墙、保湿墙、防水层、阳台等部位注意事项的说明; 9、住宅中配置的设备设施,生产厂家另有使用说明书的应附在《商品住宅使用说明书》中; 10、其他需要说明的问题,各房地产开发企业可另外补充说明。
房地产开发企业在《商品住宅使用说明书》中对住户合理使用住宅应有提示。
因住户使用不当,设备位置和不当装修造成的质量问题,及影响其他用户的损失,房地产开发企业不承担保修责任。
凡住户擅自拆改结构,影响建筑物结构安全的,住户除按要求改正外,按有关规定给予处罚。
把关要点:施工前要进行预排预选工序,把规格不一的材料分成几类,分别放在不同的房间或平面,以使砖逢对齐,把个别翘角的材料作为切割材料使用,这样就能使用质量较低的材料装出较好的效果。
第四、木:门窗,吊顶,壁柜,墙裙,暖气罩,地板。
把关要点:选择木材一定要选烘干的材料,这样才会避免日后的变形;木方要静面涂刷防火防腐材料后方可使用,细木工板要选用质量高环保的材料。
测试治、夹具验收标准
1.每个Model针板及模都要标记产品型号、供应商和制造日期。
2.检查针板、 取点、定位 3.检查(EPP放板模板)碟盘代码与所标识的是否一致,且载模所载的 PBCA要保证在成像镜头范围以内。
镭射模具
4.检查PCBA模的定位柱是否到位。
1.要求刻有型号、供应商、制作日期标示。
2.检查高压输出端及接地端的接线是否正确。
成品高压 测试模具
3.检查AC端 探针高度是 4.检查模具合叶是否到位,扳动上盖时合叶是否灵活,是否有偏位现象 。
5.拿一成品机试验,看是有无刮花,刮伤,漏电流存在误差现象。
6.各高压接线 及接线端必 7.检查AC pin 孔位是否符合标准。(1.EURO:4.5±0.1MM;:5.6± 0.1MM;3.KOREA:5.1±0.1MM)
针位图及供应商标记。
3.检查ICT针床是否会损伤PCBA和板上元器件,PCBA定位是否准确良好,
探针型号是否使用得当,检查针套位置是否精准,是否有松动,偏斜现
ICT测试针 床
象。 4.检查针床PCBA与托盘是否对位、压下弹簧时弹簧是否灵活,够力度。
5.检查ICT针床尺寸、定位柱是否合要求。
6.检查各测试针连接线(包括排线、排线牛角)是否齐全,是否完好, 是否有松动、脱落、桥连、损坏现象,绕线是否整齐美观。
激光打标 模
4.产品放入 模穴后,产 5.当多个产品同放一个模的各个穴内后,每个产品的标刻面,必须在同 一个平面上,且与工作三维平台面平行,不允许偏斜
6.模具必须使用电脑锣制作,才能满足要求
7.要求刻有型号、供应商、制造日期标示.
10.两边顶针每次与火牛脚必须接触良好、精准。
测试治、夹具验收标准
10.两边顶针每次与火牛脚必须接触良好、精准。
1.一套治具需 配两块模条 2.火牛在模条 上松紧适 3.两边顶针与 模条孔必须 4.模条固定块在活动导杆上活动自如,每次测试后模条滑块必须停在两 边顶针。
火牛高压
5.高压输出端 高压线标识 6.控制线与高 压机连接长 7.外观尺寸与 现有气动高 8.气压调节阀 要方便调节 9.要有复位开 关,电源指
1.每次测试后模条滑块必须能停在两边顶针中间。
2.两边顶针与模条孔必须精准,不能偏斜。
3.一套治具需配两块模条以备用。
4.火牛在模条上松紧如。
火牛电感
6.探针要有绝缘套。
7.外观尺寸与现有电感测试模一致,螺丝固定孔一致。
8.要有引线输出,接线一致。
9.要求刻有型号、供应商、制作日期标示。
是否OK
備注
6.输出端+,-极是否有两个或两个以上的测试探针。
半成品功能 7.是否装有手动放电装置。(要求放电后电容的电压小于18V) 测试治具 8.是否装有
防护罩,防
9.检查半成品治具左、右通道各两块板。(共4块)
10.FMP 型号 是否气动测试 治11具.是,否一缺条少拉 必要的测试 12.要求刻有 型号、供应 13.检查针套
激光打标 模
4.产品放入 模穴后,产 5.当多个产品同放一个模的各个穴内后,每个产品的标刻面,必须在同 一个平面上,且与工作三维平台面平行,不允许偏斜
6.模具必须使用电脑锣制作,才能满足要求
7.要求刻有型号、供应商、制造日期标示.
测试夹具验收标准
机种名称 :交付日期 :
治具名称
檢查內容(Check contents)
1.检查取针点是否合理、定位是否准确。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
夹具验收报告焊接夹具验收技术要求一、焊接夹具制造完成后,由乙方提出申请,甲方派出技术人员到乙方的现场进行焊接夹具预验收。
二、乙方必须提供以下记录,甲方才能进行预验收工作1、焊接夹具零部件质量检验记录:1)焊接工装外观质量检验。
1)尺寸精度检验。
2)焊接夹具材料及热处理检验。
3)表面粗糙度检验。
2、焊接夹具装配检验记录。
3、焊接夹具动态检验记录。
4、经过清点的焊接夹具清单。
5、焊接夹具与其对应的夹具仕样书的吻合情况自检清单。
乙方根据上述记录整理成焊接夹具自检报告提供给甲方。
三、焊接夹具的预验收1、预验收依据:1)乙方提供并由甲方确认的验收标准。
2)产品数模。
3)焊接夹具技术要求。
4)焊接夹具验收技术要求。
2、预验收程序:1)焊接夹具动、静检验见后附表。
2)焊接夹具动、静检验合格后,在乙方场地进行试焊接,利用合格的冲压件,焊接成一台总成,如符检验精度标准,则视为焊接夹具预验收合格。
四、对焊接夹具预验收过程中存在的问题及应采取的措施,乙方必须记录并形成文件,且经双方签字确认。
若没有形成文件,甲方视为夹具没有经过本次的预验收。
五、包装运输1、焊接夹具在乙方工厂预验收合格后包装发运,包装箱内附包装清单一份。
同时发运焊接夹具设计图纸资料。
2、焊接夹具应进行防水、防锈处理,焊接夹具应装箱,以防止在运输过程中磕碰。
六:焊接夹具在甲方验收时,乙方必须派出技术人员和调整工人到甲方现场进行调试,甲方技术人员配合,在甲方的验收为焊接夹具的最终验收。
七:乙方调试焊接夹具的时间不能影响合同总体进度。
八、焊接夹具的终验收1、终验收的前提是焊接夹具符合《XXX技术要求》。
2、乙方在甲方场地进行焊接夹具的安装、调试并进行焊接。
3、乙方提供了完整的、符合要求的焊接夹具技术资料。
4、能连续稳定地生产出20台合格的总成,则焊接夹具终验收合格。
九、本附件与合同具有同等法律效力。
十、本附件未尽事宜,双方通过协商解决。
甲方代表签字:乙方代表签字:年月日年月日附表:焊接夹具动、静态检查表附件九XXX设计图纸会签确认书NO:01注:图纸确认依据焊接生产线技术要求及验收技术要求焊接夹具及检具自检报告NO:022、此项目报告由乙方在预验收前全部提供。
XXX预验收确认书NO:04一、凌云公司长春分分司新产品焊接夹具验收流程二、焊接夹具制造完成后,由乙方提出申请,甲方派出技术人员到乙方的现场进行焊接夹具预验收。
二、乙方必须提供以下记录,甲方才能进行预验收工作1、焊接夹具零部件质量检验记录:1)焊接工装外观质量检验。
1)尺寸精度检验。
2)焊接夹具材料及热处理检验。
3)表面粗糙度检验。
2、焊接夹具装配检验记录。
3、焊接夹具动态检验记录。
4、经过清点的焊接夹具清单。
5、焊接夹具与其对应的夹具仕样书的吻合情况自检清单。
乙方根据上述记录整理成焊接夹具自检报告提供给甲方。
三、焊接夹具的预验收1、预验收依据:1)乙方提供并由甲方确认的验收标准。
2)产品数模。
3)焊接夹具技术要求。
4)焊接夹具验收技术要求。
2、预验收程序:1)焊接夹具动、静检验见后附表。
2)焊接夹具动、静检验合格后,在乙方场地进行试焊接,利用合格的冲压件,焊接成一台总成,如符检验精度标准,则视为焊接夹具预验收合格。
四、对焊接夹具预验收过程中存在的问题及应采取的措施,乙方必须记录并形成文件,且经双方签字确认。
若没有形成文件,甲方视为夹具没有经过本次的预验收。
五、包装运输1、焊接夹具在乙方工厂预验收合格后包装发运,包装箱内附包装清单一份。
同时发运焊接夹具设计图纸资料。
2、焊接夹具应进行防水、防锈处理,焊接夹具应装箱,以防止在运输过程中磕碰。
六:焊接夹具在甲方验收时,乙方必须派出技术人员和调整工人到甲方现场进行调试,甲方技术人员配合,在甲方的验收为焊接夹具的最终验收。
七:乙方调试焊接夹具的时间不能影响合同总体进度。
八、焊接夹具的终验收1、终验收的前提是焊接夹具符合《XXX技术要求》。
2、乙方在甲方场地进行焊接夹具的安装、调试并进行焊接。
3、乙方提供了完整的、符合要求的焊接夹具技术资料。
4、能连续稳定地生产出20台合格的总成,则焊接夹具终验收合格。
九、本附件与合同具有同等法律效力。
十、本附件未尽事宜,双方通过协商解决。
甲方代表签字:乙方代表签字:年月日年月日附表:焊接夹具静态检查表焊接夹具动态检查表附件九XXX设计图纸会签确认书NO:01焊接夹具及检具自检报告NO:02焊接夹具验收规范一、产品焊接夹具验收流程二、焊接夹具制造完成后,由乙方提出申请,甲方派出技术人员到乙方的现场进行焊接夹具预验收。
二、乙方必须提供以下记录,甲方才能进行预验收工作1、焊接夹具零部件质量检验记录:1)焊接工装外观质量检验。
1)尺寸精度检验。
2)焊接夹具材料及热处理检验。
3)表面粗糙度检验。
2、焊接夹具装配检验记录。
3、焊接夹具动态检验记录。
4、经过清点的焊接夹具清单。
5、焊接夹具与其对应的夹具仕样书的吻合情况自检清单。
乙方根据上述记录整理成焊接夹具自检报告提供给甲方。
三、焊接夹具的预验收1、预验收依据:1)乙方提供并由甲方确认的验收标准。
2)产品数模。
3)焊接夹具技术要求。
4)焊接夹具验收技术要求。
2、预验收程序:1)焊接夹具动、静检验见后附表。
2)焊接夹具动、静检验合格后,在乙方场地进行试焊接,利用合格的冲压件,焊接成一台总成,如符检验精度标准,则视为焊接夹具预验收合格。
四、对焊接夹具预验收过程中存在的问题及应采取的措施,乙方必须记录并形成文件,且经双方签字确认。
若没有形成文件,甲方视为夹具没有经过本次的预验收。
五、包装运输1、焊接夹具在乙方工厂预验收合格后包装发运,包装箱内附包装清单一份。
同时发运焊接夹具设计图纸资料。
(转载于:博威范文网:夹具验收报告)2、焊接夹具应进行防水、防锈处理,焊接夹具应装箱,以防止在运输过程中磕碰。
六:焊接夹具在甲方验收时,乙方必须派出技术人员和调整工人到甲方现场进行调试,甲方技术人员配合,在甲方的验收为焊接夹具的最终验收。
七:乙方调试焊接夹具的时间不能影响合同总体进度。
八、焊接夹具的终验收1、终验收的前提是焊接夹具符合《XXX技术要求》。
2、乙方在甲方场地进行焊接夹具的安装、调试并进行焊接。
3、乙方提供了完整的、符合要求的焊接夹具技术资料。
4、能连续稳定地生产出20台合格的总成,则焊接夹具终验收合格。
九、本附件与合同具有同等法律效力。
十、本附件未尽事宜,双方通过协商解决。
甲方代表签字:乙方代表签字:年月日年月日附表:焊接夹具静态检查表试制车间焊装夹具预验收标准1.共性问题验收1.1工艺文件验收1.1.1工艺装备设计图纸1.1.2所有工位工程图1.1.3焊装作业指导书1.1.4工艺装备清单1.1.5工艺装备自检报告1.1.6桁架系统的3D数据及图纸1.1.7吊具与工位器具3D数据集图纸以上内容在验收前需检查落实1.2夹具外观标准1.2.1外观质量1.2.1.1夹具外观颜色与要求一致,定位块、夹紧块需发黑处理1.2.1.2夹具油漆喷涂均匀、美观、无锈蚀或油漆脱落1.2.2夹具铭牌1.2.2.1夹具铭牌为铜质板材,铆接固定方式,固定牢靠1.2.2.2铭牌编号清晰,铭牌号与夹具名称一致1.2.3气动管路1.2.3.1进气管颜色为蓝色,出气管颜色为黑色,控制为红色,并采用双层阻燃气管1.2.3.2管路布置要美观有序,且布置在BASE板的槽钢内1.2.4叉车标识线1.2.4.1较大夹具应有叉车标识线,标识线颜色合适1.2.5推手和脚轮1.2.5.1推手高度在800—900mm左右,符合人机工程学,管径合适,质量牢靠1.2.5.2推手可折叠,不影响焊接工作1.2.5.3脚轮要运动灵活,一端定向,一端万向,万向轮与推手在同侧,脚轮有自锁装置1.2.6夹具焊缝质量1.2.6.1夹具与工位器具焊脚高度在3~5mm1.2.6.2所有焊缝不允许出现虚焊、脱焊,重要部位须采用连续焊缝1.2.6.3焊后清理焊渣,焊缝打磨平滑1.3夹具精度1.3.1三坐标检验1.3.1.1对部分夹具进行三坐标抽检1.3.2BASE板1.3.2.1BASE及连接板等结构件要求采用Q235-A板材和型材焊接而成。
1.3.2.2BASE板面长度在1m以下时,板面厚度不低于20mm,型材采用14号槽钢;长度在1m~1.5m时要求面板厚度在25mm以上,型材采用14号槽钢;BASE板面长度超过1.5m时,要求面板厚度在30mm 以上,型材采用20号以上槽钢1.3.2.3BASE应为一整体,其上平面为安装基准面,安装基准面上还应刻坐标网格线;坐标网格线的深度0.3~0.4mm,线距为100~200mm,坐标网格线的平行度误差:相邻单一间隔距0.10/100mm;累积间隔距0.30/全长。
1.3.2.4刻线的两端刻上坐标号,坐标号应与汽车产品图上的坐标号相一致,要求牢固,光滑平整,无缺陷。
BASE板最大平面度误差要求0.2mm以内。
所有安装销孔与加工基准面之间的公差为±0.05mm,销孔内壁粗糙度为ra1.61.3.3定位销、块,夹紧块1.3.3.1定位面的位置精度控制在±0.2mm以内。
1.3.3.2定位销的位置精度控制在±0.1mm以内,且同一件上的定位销相对位置公差为±0.2mm。
1.3.3.3定位块、定位销至少两维可调,调整量为3mm,垫片为0.5mm+0.5mm+1mm+1mm。
1.3.3.4定位销直径的加工精度:直径-0.10mm,公差为。
1.3.4调整垫片1.3.4.11+1+0.5+0.3+0.21.3.5手持夹具1.3.5.1手持夹具应易于操作,质量≤2.5KG1.3.6夹具的作业高度1.3.6.1夹具的作业高度应在850---900mm,操作时不弯腰或垫脚等1.4装配性1.4.1操作手柄1.4.1.1所有手动机构操作手柄均有防滑易握装置;操作手柄与夹具连接牢靠,方便、省力操作。
1.4.2定位块1.4.2.1上下定位块与钣金件要完全贴合,定位松紧度配合良好1.4.3安装螺栓1.4.3.1安装螺栓采用强度为8.8级1.4.4安全防护1.4.4.1BASE板,基座等均无锋利锐角1.4.5运动单元1.4.5.1所有运动单元运动灵活且不来回晃动2.功能性问题检查2.1上件作业性2.1.1压头打开高度要便于钣金件放入夹具2.1.2夹具的结构、动作应便于板件的定位、加紧2.1.3对于特殊的钣金件应有导向装置2.2定位稳定性2.2.1定位销定位部分应高出钣金件3—5mm2.2.2所有零件都要稳定定位,特别是小零件要完全精确定位、必要时可以过定位2.2.3前后工序的定位基准一致2.3压块稳定性2.3.1启动压头运行动作要缓和,代开角度不可超过120°,以免伤人2.3.2手动压头压紧时需有死点,打开角度不可超过120°,以免伤人2.3.3气缸压紧力要足够,能满足压紧要求,一般不小于30KG力2.4定位销2.4.1定位销数量与图纸中数量、直径要一致2.4.2定位销应双向可调2.4.3左右对称夹具无反装2.5定位块2.5.1定位块不得有手磨现象2.5.2定位块单独可调2.5.3左右对称夹具无装反现象2.焊接作业性2.6.1焊接作业性要好,对于不可视焊点应有导向装置,材质为尼龙板。