气瓶抽真空记录表
关于落实安全责任实施气体充装及气瓶检验有关记录的通知

关于落实安全责任实施气体充装及气瓶检验有关记录的通知关于进一步加大责任落实实施气体充装及气瓶检验有关记录的通知各市(州、地)质量技术监督局、各气瓶充装单位、各气瓶检验机构:做好有关工作记录是充装单位履行气瓶安全主体责任和气瓶检验机构履行气瓶检验责任的法定义务和工作见证,同时也是确保气瓶安全能实现追踪溯源的重要依据。
为进一步提升充装单位和检验机构履行法定义务的能力,规范履行法定义务的行为,按照《特种设备安全监察条例》、《气瓶安全监察规定》、《气瓶安全监察规程》等法规、安全技术规范和气瓶充装、检验的国家标准规定,编制有关气体充装记录和气瓶检验记录,具体详见附件1至附件6。
现就实施充装记录和检验记录通知如下:一、各市(州、地)质量技术监督局要对气体充装单位履行气瓶安全主体责任,和气瓶检验机构履行气瓶检验责任加大监督治理,要将充装单位和检验机构贯彻执行本文要求实施的记录表格情形纳入检查工作中加以监督。
气瓶充装单位充装活动不做充装记录或充装记录不全,系充装单位未按安全技术规范的要求进行充装活动;气瓶检验机构检验中不做检验记录或检验记录不全,系检验机构工作不符合安全技术规范的要求。
各级质量技术监督局应按照《特种设备安全监察条例》、《气瓶安全监察规定》以及《贵州省气瓶充装监督治理方法》规定严肃查处充装单位和检验机构不符合安全技术规范要求的行为,排除安全隐患,督促安全责任落实。
同时要将气体充装记录的学习和使用纳入气瓶充装作业人员资格证培训考核范畴,以提升充装作业人员业务水平。
我局也将气瓶检验记录的学习和使用纳入气瓶检验人员培训考核范畴,以提升检验人员的业务水平。
二、各气瓶充装单位和各气瓶检验机构要提升认识,加大学习,可结合充装介质和检验气瓶的具体情形在本文公布的记录样表的基础上进一步完善记录内容,调整记录格式,并在本文下发之日对相应充装活动和检验工作实施充装和检验记录。
对本文已编制样表的相应记录,各充装单位和检验机构必须执行,不得少于样表项目实施记录或做虚假记录;关于法规、国标等规定应做而本文未编制样表的记录,各充装单位和检验机构按照相应规定执行做好相应记录。
气瓶抽真空操作规程
气瓶抽真空操作规程
YTRQ/C-007-2018
1、新投入使用的气瓶、检验后首次投入使用的气瓶必须进行抽真空处理。
2、气瓶抽真空有两种方式:一种是利用压缩机抽真空,一种是利用真空泵抽真空。
3、利用压缩机抽真空时必须将从气瓶中抽出的压缩空气排入大气。
4、按照规定启动压缩机,首先抽出管路中的压缩空气。
5、将压缩天然CNG气瓶连接到抽真空管道上,打开连接阀门,开始抽真空作业。
6、当气瓶中的真空度达到0.0083MPa时,关闭连接阀门,抽真空作业结束。
7、利用真空泵抽真空作业,真空泵上应有真空表,显示真空度的数值。
8、将真空泵直接连接到气瓶上,启动真空泵,开始抽真空作业。
9、当气瓶中的真空度达到0.0083MPa时,停止真空泵运行,关闭连接阀门,抽真空作业结束。
10、认真填写车用气瓶抽空检查记录。
气 瓶 登 记 表
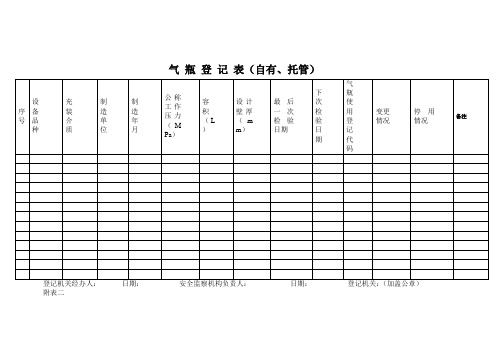
气瓶登记表(自有、托管)
附表二
气瓶(收、发)登记表
登记人:单位负责人:
附表三
液化石油气气瓶充装及充装前、后检查记录
附表四
人员、车辆进、出液化石油气站登记表
附表五
储罐运行及检查记录表
气瓶抽真空置换记录
气瓶抽真空置换记录
气瓶抽真空置换记录
不合格气瓶处理记录
不合格气瓶处理记录
不合格气瓶处理记录
液化石油气残液处理处理日期:
处理日期:
低温液体罐车装、卸作业记录表
安全检查记录表
安全培训记录表
安全培训记录表
信息反馈记录表
信息反馈记录表
信息反馈记录表
信息反馈记录表。
车用lng气瓶抽真空操作规范
车用lng气瓶抽真空操作规范车用LNG气瓶抽真空操作规范制定者: 李树璋制定时间: 2013.8.4北京华诚浩达真空空压设备有限公司 1正文1、开机:1.1、开启压缩空气,确认压力不低于0.4MPa;1.2、合上电控柜总电源,检查各相电压是否平衡;1.3、开启真空计;1.4、关闭所有气动角阀2、装载气瓶:2.1、用蘸有无水乙醇的无尘布擦拭气瓶抽真空口、阀芯、推拉阀密封圈;2.2、将阀芯、推拉阀密封圈均匀抹上真空密封脂;2.3、将阀芯装到推拉阀的拉杆上;2.4、将推拉阀安装到气瓶抽真空口,并锁紧;2.5、拉出拉杆,并锁紧;2.6、卸掉波纹管盲板;2.7、用蘸有无水乙醇的无尘布擦拭推拉阀、波纹管法兰面、密封圈;2.8、将密封圈均匀抹上真空密封脂;2.9、连接波纹管与推拉阀;2.10、在需要监控真空度的气瓶瓶口串联三通;2.11、在三通的另一端连接电离规3、气瓶工装检漏:3.1、打开所有连接气瓶的气动角阀;3.2、气瓶预抽:3.2.1、启动旋片泵;3.2.2、开启预抽阀;3.2.3、当主管路真空度达到500Pa后,启动罗茨泵3.3、启动检漏仪:3.3.1、将检漏仪进气口连接到系统的检漏口;3.3.2、打开检漏仪电源;3.3.3、开机预热20 min;3.3.4、按下test按钮,系统进入测试模式;3.3.5、执行自动校准3.3.6、相关操作和设置请参考《氦质谱检漏仪说明书》3.4、如果主管路真空度达到-1Pa量级,进行检漏:3.4.1、保留连接第一只气瓶的气动角阀,其他全部关闭;3.4.2、打开检漏口手动阀门;3.4.3、关闭预抽阀;3.4.4、对该气瓶进行喷He检漏;3.4.5、关闭连接该气瓶的气动角阀;3.4.6、打开预抽阀;北京华诚浩达真空空压设备有限公司 13.4.7、打开连接第二只气瓶的气动角阀;3.4.8、待真空度进入-1Pa量级,关闭预抽阀,对第二只气瓶进行检漏;3.4.9、重复以上操作,完成所有气瓶的检漏;3.4.10、关闭检漏口手动阀门;3.4.11、关闭检漏仪,并卸下连接管路;3.4.12、对检漏情况一一登记,并对漏率不合格工位进行处理;3.4.13、打开所有连接气瓶的气动角阀4、氮气置换:4.1、将空计改为手动状态,手动关闭电离规,具体操作请参考《真空计说明书》;4.2、关闭预抽阀和主阀;4.3、打开加热管路手动球阀;4.4、打开氮气瓶气相口阀门;4.5、打开氮气加热器电源;4.6、将出气口设定温度设置为比实际温度高20?;4.7、将加热器内部设定温度设置为比实际温度高30?;4.8、打开加热旋钮;4.9、视出气口实际温度上涨情况,缓慢调节出气口设定温度,直到100?,关闭加热旋钮;4.10、当出气口实际温度达到120?时,略微打开充气口手阀,并立即关闭手动球阀,随后将充气口手阀全开;4.11、观察管道内真空度变为8.0E4 Pa后,迅速关闭充气口手阀,并立即打开手动球阀;4.12、当出气口实际温度降到100?后,关闭氮气瓶阀门;4.13、关闭手动球阀;4.14、关闭氮气加热器电源;4.15、将真空计调为自动状态5、抽真空:5.1、粗抽:5.1.1、启动旋片泵;5.1.2、开启预抽阀;5.1.3、当主管路真空度达到500Pa后,启动罗茨泵5.1.4、当主管路真空度达到5Pa后,粗抽合格,预热扩散泵:5.2.1、打开冷水机,具体操作请参考《冷水机说明书》5.2.2、启动维持泵;5.2.3、当前级真空度达到5Pa后,启动扩散泵;5.2.4、30分钟后,预热完毕5.3、主抽:5.3.1、确认主管路真空度达到5Pa后,关闭预抽阀;5.3.2、打开前级阀;5.3.3、关停维持泵;5.3.4、打开主阀5.3.5、当管路末端真空度达到5.0E-2Pa时,开启气瓶瓶口处真空计,确认显示真空度不低于3Pa,否则关闭真空计,半小时后重试。
液化石油气记录表.

充装单位制度目录及有关要求(1)各类人员岗位责任制(包括负责人或站长、技术负责人、安全员、充装人员、检查人员及其他辅助工岗位);(2)气瓶建档(包括电子档案和文本档案)、标识(包括警示标签和充装标签)、定期检验和维护保养制度;(3)安全管理制度(包括安全教育、安全生产、安全检查等内容);(4)用户信息反馈制度(包括瓶装气体销售单位和使用单位的信息);(5)压力容器(含液化气体罐车)、压力管道等特种设备的使用管理以及定期检验制度;(6)计量器具与仪器仪表校验制度;(7)气瓶检查登记制度;(8)气瓶储存、发送制度;(9)资料保管制度(例如充装资料、设备档案等);(10)不合格气瓶处理制度;(11)各类人员培训考核制度;(12)用户宣传教育及服务制度;(13)事故上报制度;(14)事故应急救援预案定期演练制度;(15)接受安全监察的管理制度 ( 包括许可证管理,检查后得整改等 ) 。
附件 2充装记录表( 1)气瓶充装前检查、充装过程和充装后复查记录充装前的检查充装过程检查序瓶体外观余压充装 瓶 瓶充 号体 有体装安全 正常 管道气瓶钢印码气瓶自 生产单 下次检验气瓶有 无 温 重无无 附件 (或 压力 号重( kg)位日期颜色无腐 无 泄 度 量 无裂损完好抽真 ( MPa蚀变变 漏 正 ( k纹伤空))形形常g)1 2 3 4 5 6 7 8 9 10 11 12 131415 1617充装后的检查复警 充所属单位(门 秤 有 示 装 封 重 无 标 标 口 市)量 泄 志 签完( k 漏完 完 好 g)好好181920说明:上述各项检查目,如无问题打“∨”,如有异常文字说明。
充装人员:审核:( 2)气瓶收发记录表送瓶门市(单位):日期:收空瓶记录发瓶记录合格数量超期数量问题瓶数量(只)充装合格数量(只)未充装数量(只)说明气瓶型号抽残数量(只)(只)(只)YSP-50YSP-15YSP-5送瓶人发瓶人接收人接收人气瓶收发记录表送瓶门市(单位):日期:收空瓶记录发瓶记录气瓶型号合格数量超期数量抽残数量(只)问题瓶数量(只)充装合格数量(只)未充装数量(只)说明(只)(只)YSP-50YSP-15YSP-5送瓶人发瓶人接收人接收人( 3)抽真空(置换)记录表序号气瓶钢印码真空度操作人员日期序号气瓶钢印码真空度操作人员日期气瓶型号气瓶型号号号11 22 33 44 55 66 77 88 99 1010 1111 1212 13131414151516161717181819192020( 4)残液处理记录表操作人抽残压抽残前气抽残后气操作人气瓶钢印抽残前气抽残后气日期气瓶钢印码瓶重量瓶重量日期抽残压瓶重量序号力序号码号瓶重量员号( kg)( kg)员力 (MPa)( kg)(MPa)( kg) 1122334455667788991010111112121313141415151616171718181919( 5)不合格气瓶隔离处理记录表序号气瓶钢印码号气瓶型号不合格原因处理措施处理时间操作人员备注12345678910111213141516171819(6)质量信息反馈记录时间年月日信息反馈门市(单位)气瓶钢印码存在的问题处置措施充装单位的整改措施处置操作人员充装单位领导意见信息反馈记录时间年月日信息反馈门市(单位)气瓶钢印码存在的问题处置措施充装单位的整改措施处置操作人员充装单位领导意见信息反馈记录时间年月日信息反馈门市(单位)气瓶钢印码存在的问题处置措施充装单位的整改措施处置操作人员充装单位领导意见(7)罐车装 ( 卸) 记录车采空车压空车温罐体使罐体本次罐体、安全重车压重车温开始装车完司装车装车空车重检验有效附件是否完重车重液位高押运员复核号购力( MPa)度(℃ )用证号力度(℃ )装车毕时间机操作量( t )期好量(吨)度( m)及证号员人( MPa)时间员罐车装 ( 卸) 记录日供应重车重量重车压重车温液位高空车重空车压空车温开卸卸车完押运员卸车操卸车复车号商( t )力(MPa)度(℃)度( m)量( t )力( MPa)度(℃)时间毕时间司机作人员核人员期及证号罐车装 ( 卸) 记录日车号供应重车重量重车压重车温液位高空车重空车压空车温开卸卸车完司机押运员卸车操卸车复期商( t )力(MPa)度(℃)度( m)量( t )力( MPa)度(℃)时间毕时间及证号作人员核人员( 8)员工安全培训记录时间年月日地点培训主题主讲人员(签名)参加培训人员(签名)培训内容单位主管领导审核意见员工培训记录时间年月日地点培训主题主讲人员(签名)参加培训人员(签名)培训内容单位主管领导审核意见员工培训记录时间年月日地点培训主题主讲人员(签名)参加培训人员(签名)培训内容单位主管领导审核意见设备运行记录( 9)表一时间:运行项目设备名称开机时间停机时间进气管压力 (MPa)出气管压力 (MPa)进气管温度(℃ )出气管温度(℃ )操作人1 号压缩机2 号压缩机设备名称运行项目停机时间进气管压力 (MPa)出气管压力 (MPa)操作人开机时间1 号叶片泵2 号叶片泵表二时间:9:0015:0020:00翌日 2:00罐号压力( MPa)温度(℃ )压力( MPa) 温度(℃ )压力( MPa)温度(℃ )压力( MPa)温度(℃)液位液位液位液位残液罐1号储罐2号储罐3号储罐4号储罐5号储罐6号储罐操作人:审核人:( 10)安全巡查记录时间:检查项目罐号进液管根部阀出液管根部阀及密封及密封面面残液罐号储罐号储罐号储罐号储罐管道(密、阀门、全阀)管道(密、阀门、全阀)路卸车 1 号液相胶管 1 号气相胶管栈桥车槽车充 1 号液相胶管装台进气管根出气管根部排污管根温度计及 1 号人孔盖密 2 号人孔液位计上接液位计下放散管阀门安全阀及密部阀及密部阀及密压力表及表座管阀及密封接管阀及阀及密封面接口封面盖密封面及密封面封面封面封面面密封面2 号液相胶管2 号气相胶3 号液相胶3 号气相胶管4 号液相胶管4 号气相胶5 号液相胶管5 号气相胶6号液相胶管 6 号气相胶管管管管管1 号气相胶管2 号液相胶管 2 号气相胶管3 号液相胶管 3 号气相胶管4 号液相胶管 4 号气相胶管进气压力表出气压力表进气温度表出其温度表缸体电动机止回阀连轴器连通阀号压缩机进液管压力表出液管压力表电动机泵体进气防震管出气防震管连通阀号叶片泵号叶片泵进液管压力表出液管压力表电动机泵体进气防震管出气防震管稳压管压力表及表座安全阀及密封面安全阀及密封面液位高度排污阀液分离器压力表及表座消防水泵消防栓灭火器消防水池水位水带高压水枪防雷设施防设施明:本表由安全管理人员每日下午14 点 30 分按照要求检查完毕后在相应的栏目打“V”确认无异常。
LNG气瓶检验检测内容及要求

LNG气瓶检验检测操作规程编制:陈森审核:潘秋琛批准:李培民控制状态:受控□非受控□枣庄盛通天然气能源科技有限公司实施日期:2016年04月18日目录1.1资料审查与记录1。
1.1审查1。
1.2记录1。
2外观检查1.3内部检查1.4安全附件及阀门检查1。
5气密性试验1.6静态日蒸发率测试1。
7夹层抽真空、漏率检测及静态蒸发率测试1。
8检验记录、检验结论和报告LNG气瓶检验项目包括以下内容:资料审查、外观检查、内部检查、安全附件及阀门检验、耐压试验、气密性试验、日静态蒸发率测试、漏率测量,必要时需对气瓶进行抽真空处理.1。
1 资料审查与记录1.1。
1 审查对气瓶的技术档案资料进行审查,首次检验时,审核气瓶出厂文件(包括产品合格证、质量证明书等)、使用说明书等,非首次检验时审查历次检验报告以及运行记录和充装记录等信息.1.1。
2 记录逐只检查登记气瓶制造标志和检验标志.登记内容包括制造国别、制造厂名称或代号、出厂编号、出厂年月、工作压力、充装介质、公称容积、有效容积、最大充装量、净重、上次检验日期。
未经特种设备安全监察管理部门颁发的制造许可证书的厂商制造的气瓶、制造标志不符合《气瓶安全监察规程》规定的气瓶、制造标志模糊不清或关键项目不全而又无据可查的气瓶和有关政府文件规定不准再使用的气瓶,登记后不予检验,按报废处理。
对首次检验的气瓶应逐只称重,称重结果应与气瓶铭牌上的净重基本一致.对于瓶内介质不明、阀门无法开启的气瓶,安全附件失效的气瓶,应与待检瓶分别存放以待另行妥善处理;1。
2 外观检查清除气瓶外表面沾有妨碍检查的灰尘及污物,最好进行表面抛光处理,检查气瓶外表有无碰撞凹陷及瓶体异常变形等缺陷。
检查焊缝是否存在咬边、凹陷、弧坑及不规则突变;以目测或辅用5—10倍的放大镜进行检查焊缝和热影响区及瓶体外表面是否有裂纹,对有怀疑的部位,可进行无损检测检查;检查夹层防爆膜是否有碰伤、划痕、变形等缺陷;检查护圈、底部支座有无变形及松脱,底座的附件应完好无损,底座与瓶体连接后不能有异常倾侧现象。
车用LNG气瓶抽真空操作规范
车用LNG气瓶抽真空操作规范制定者:李树璋制定时间:2013.8.4正文1、开机:1.1、开启压缩空气,确认压力不低于0.4MPa;1.2、合上电控柜总电源,检查各相电压是否平衡;1.3、开启真空计;1.4、关闭所有气动角阀2、装载气瓶:2.1、用蘸有无水乙醇的无尘布擦拭气瓶抽真空口、阀芯、推拉阀密封圈;2.2、将阀芯、推拉阀密封圈均匀抹上真空密封脂;2.3、将阀芯装到推拉阀的拉杆上;2.4、将推拉阀安装到气瓶抽真空口,并锁紧;2.5、拉出拉杆,并锁紧;2.6、卸掉波纹管盲板;2.7、用蘸有无水乙醇的无尘布擦拭推拉阀、波纹管法兰面、密封圈;2.8、将密封圈均匀抹上真空密封脂;2.9、连接波纹管与推拉阀;2.10、在需要监控真空度的气瓶瓶口串联三通;2.11、在三通的另一端连接电离规3、气瓶工装检漏:3.1、打开所有连接气瓶的气动角阀;3.2、气瓶预抽:3.2.1、启动旋片泵;3.2.2、开启预抽阀;3.2.3、当主管路真空度达到500Pa后,启动罗茨泵3.3、启动检漏仪:3.3.1、将检漏仪进气口连接到系统的检漏口;3.3.2、打开检漏仪电源;3.3.3、开机预热20 min;3.3.4、按下test按钮,系统进入测试模式;3.3.5、执行自动校准3.3.6、相关操作和设置请参考《氦质谱检漏仪说明书》3.4、如果主管路真空度达到-1Pa量级,进行检漏:3.4.1、保留连接第一只气瓶的气动角阀,其他全部关闭;3.4.2、打开检漏口手动阀门;3.4.3、关闭预抽阀;3.4.4、对该气瓶进行喷He检漏;3.4.5、关闭连接该气瓶的气动角阀;3.4.7、打开连接第二只气瓶的气动角阀;3.4.8、待真空度进入-1Pa量级,关闭预抽阀,对第二只气瓶进行检漏;3.4.9、重复以上操作,完成所有气瓶的检漏;3.4.10、关闭检漏口手动阀门;3.4.11、关闭检漏仪,并卸下连接管路;3.4.12、对检漏情况一一登记,并对漏率不合格工位进行处理;3.4.13、打开所有连接气瓶的气动角阀4、氮气置换:4.1、将空计改为手动状态,手动关闭电离规,具体操作请参考《真空计说明书》;4.2、关闭预抽阀和主阀;4.3、打开加热管路手动球阀;4.4、打开氮气瓶气相口阀门;4.5、打开氮气加热器电源;4.6、将出气口设定温度设置为比实际温度高20℃;4.7、将加热器内部设定温度设置为比实际温度高30℃;4.8、打开加热旋钮;4.9、视出气口实际温度上涨情况,缓慢调节出气口设定温度,直到100℃,关闭加热旋钮;4.10、当出气口实际温度达到120℃时,略微打开充气口手阀,并立即关闭手动球阀,随后将充气口手阀全开;4.11、观察管道内真空度变为8.0E4 Pa后,迅速关闭充气口手阀,并立即打开手动球阀;4.12、当出气口实际温度降到100℃后,关闭氮气瓶阀门;4.13、关闭手动球阀;4.14、关闭氮气加热器电源;4.15、将真空计调为自动状态5、抽真空:5.1、粗抽:5.1.1、启动旋片泵;5.1.2、开启预抽阀;5.1.3、当主管路真空度达到500Pa后,启动罗茨泵5.1.4、当主管路真空度达到5Pa后,粗抽合格,预热扩散泵:5.2.1、打开冷水机,具体操作请参考《冷水机说明书》5.2.2、启动维持泵;5.2.3、当前级真空度达到5Pa后,启动扩散泵;5.2.4、30分钟后,预热完毕5.3、主抽:5.3.1、确认主管路真空度达到5Pa后,关闭预抽阀;5.3.2、打开前级阀;5.3.3、关停维持泵;5.3.4、打开主阀5.3.5、当管路末端真空度达到5.0E-2Pa时,开启气瓶瓶口处真空计,确认显示真空度不低于3Pa,否则关闭真空计,半小时后重试。
车用LNG气瓶抽真空操作规范

车用LNG气瓶抽真空操作规范制定者:李树璋制定时间:201384正文1、开机:1.1、开启压缩空气,确认压力不低于0.4 MPa1.2、合上电控柜总电源,检查各相电压是否平衡;1.3、开启真空计;1.4、关闭所有气动角阀2、装载气瓶:2.1、用蘸有无水乙醇的无尘布擦拭气瓶抽真空口、阀芯、推拉阀密圭寸圈;2.2、将阀芯、推拉阀密封圈均匀抹上真空密封脂;2.3、将阀芯装到推拉阀的拉杆上;2.4、将推拉阀安装到气瓶抽真空口,并锁紧;2.5、拉出拉杆,并锁紧;2.6、卸掉波纹管盲板;2.7、用蘸有无水乙醇的无尘布擦拭推拉阀、波纹管法兰面、密封圈;2.8、将密封圈均匀抹上真空密封脂;2.9、连接波纹管与推拉阀;2.10、在需要监控真空度的气瓶瓶口串联三通;2.11、在三通的另一端连接电离规3、气瓶工装检漏:3.1、打开所有连接气瓶的气动角阀;3.2、气瓶预抽:3.2.1 3.2.2 3.2.3 、启动旋片泵;、开启预抽阀;、当主管路真空度达到500Pa后,启动罗茨泵3.3 、启动检漏仪:3.3.1 3.3.2 3.3.3 3.3.4 3.3.5 3.3.6 、将检漏仪进气口连接到系统的检漏口;、打开检漏仪电源;、开机预热20 min ;、按下test按钮,系统进入测试模式;、执行自动校准、相关操作和设置请参考《氦质谱检漏仪说明书》3.4 、如果主管路真空度达到-1Pa量级,进行检漏:3.4.1 3.4.2 3.4.3 3.4.4 3.4.5 3.4.6、保留连接第一只气瓶的气动角阀,其他全部关闭;、打开检漏口手动阀门;、关闭预抽阀;、对该气瓶进行喷He检漏;、关闭连接该气瓶的气动角阀;3.4.7、打开连接第二只气瓶的气动角阀; 3.4.8、待真空度进入-1Pa 量级,关闭预抽阀,对 第二只气瓶进行检漏; 3.4.9、重复以上操作,完成所有气瓶的检漏; 3.4.10、关闭检漏口手动阀门; 3.4.11、关闭检漏仪,并卸下连接管路; 3.4.12、对检漏情况 ---- 登记,并对漏率不合格工位进行处理; 3.4.13 、打开所有连接气瓶的气动角阀4、氮气置换:4.1、将空计改为手动状态,手动关闭电离规,具体操作请参考《真空计说明书》 4.2、关闭预抽阀和主阀; 4.3、打开加热管路手动球阀; 4.4、打开氮气瓶气相口阀门; 4.5、打开氮气加热器电源; 4.6、将出气口设定温度设置为比实际温度高 20C; 4.7、将加热器内部设定温度设置为比实际温度高 30 C; 4.8、打开加热旋钮; 4.9、视出气口实际温度上涨情况, 缓慢调节出气口设定温度,直到 100C ,关闭加热旋钮; 4.13 、关闭手动球阀;4.14 、关闭氮气加热器电源;4.15 、将真空计调为自动状态 5、抽真空:5.1 、粗抽:5.1.1、启动旋片泵; 5.1.2、开启预抽阀; 5.1.3、当主管路真空度达到 500Pa 后,启动罗茨泵 5.1.4、当主管路真空度达到 5Pa 后,粗抽合格,预热扩散泵: 5.2.1、打开冷水机,具体操作请参考《冷水机说明书》 5.2.2、启动维持泵; 5.2.3、当前级真空度达到5Pa 后,启动扩散泵; 5.2.4 、30分钟后,预热完毕5.3 、主抽:5.3.1、确认主管路 真空度达到5Pa 后,关闭预抽阀; 5.3.2、打开前级阀; 5.3.3、关停维持泵; 5.3.4、打开主阀 5.3.5 、当管路末端真空度达到 5.0E-2Pa 时,开启气瓶瓶口处真空计,确认显示真空度不低于4.10 、当出气口实际温度达到口手阀全开; 4.11 、观察管道内真空度变为4.12 、当出气口实际温度降到120 C 时,略微打开充气口手阀,并 8.0E4 Pa 后,迅速关闭充气口手阀, 100C 后,关闭氮气瓶阀门;立即关闭手动球阀,随后将充气 并立即打开手动球阀;3Pa,否则关闭真空计,半小时后重试5.3.6 、当管路末端真空度达到具体操作请参考《真空计操作说明书》5.3.7 、启动维持泵;5.3.8 、关闭前级阀;5.3.9 、关停罗茨泵;、关停旋片泵;5.3.10、打开主阀5.3.116停止抽真空:6.1、观察气瓶瓶口处真空度,达到 2.0E-2Pa后,计时12小时,准备结束抽真空;6.2、关闭所有连接气瓶的气动角阀;6.3、关闭主阀;6.4、关闭扩散泵加热;6.5、40min后,关停维持泵;6.6、关停冷水机7、卸载气瓶:7.1、关停气瓶口真空计,并卸下真空计线缆;7.2、将推拉阀迅速推到底部,并卸掉拉杆;7.3、卸下推拉阀;7.4、用盖子盖上抽真空口;7.5、用盲板将波纹管封闭8、关机:8.1、向主管路充入O.IMPa压力的氮气;8.2、气动角阀恢复常开状态;8.3、关闭电控柜总电源;8.4、关闭压缩空气;8.4 、做好工艺记录附录附录1、真空泵:1.1、初次运行500小时后更换泵油,以后每2000小时更换泵油;1.2、使用过程中需留意真空泵油位、油色,试情况添加或更换泵油;1.3、维持泵、旋片泵排气口必须保持通畅;1.4、扩散泵预热时间至少为30分钟,冷却时间至少40分钟;1.5、主管路真空度优于500Pa时,才可以启动罗茨泵;1.6、前级真空度优于5Pa时,才可以预热扩散泵;1.7、主管路真空度优于5Pa时,才可以开启主阀;1.8、详细内容参考《DM系列真空泵说明书》、《MS系列真空泵使用手册》、《扩散泵使用手册》、《罗茨泵使用手册》附录2、真空计:2.1、校准:在大气状态下,调整满度电位器,使其刚好显示 1.0E 5 ;2.2、详细内容参考《真空计说明书》附录3、冷水机:3.1、冷水量需在低液位以上,建议使用去离子水,每半年更换一次冷水;3.2、冷水机背后回路均需保持通畅;3.3、水压至少0.08MPa;3.4、如果冬天长时间关机,需要将冷却水排出;3.5、详细内容参考《冷水机说明书》附录4、氮气加热器:4.1、调温时需缓慢调温,禁止调温一步到位,以避免温度上升过高4.2、详细内容参考《氮气加热器使用手册》附录5、阀门:5.1、维持阀与维持泵逻辑绑定,维持泵启动,则维持阀开启,对扩散泵泵腔进行抽真空;维持泵关停,则维持阀关闭,同时对维持泵进行充气;5.2、充气阀与旋片泵逻辑绑定,旋片泵启动,充气阀无动作;旋片泵关停,则充气阀开启,对旋片泵进行充气;5.3、预抽阀与主阀互锁,两个阀门不能同时开启;5.4、主阀与扩散泵互锁,扩散泵不启动,则主阀不能开启;5.5、36个气动角阀为常开阀附录6、停电后处理:6.1、待发电机工作稳定后,启动维持泵、冷水机、空压机;6.2、关闭气动角阀;6.3、40min后,关闭维持泵、冷水机、空压机;6.4、关停发电机;6.5、待电力恢复后,继续正常操作北京华诚浩达真空空压设备有限公司。