闪蒸 空化
调节阀闪蒸、空化及阻塞流的分析与处理
调节阀闪蒸、空化及阻塞流的分析与处理黄俊华;马辉【摘要】This paper discusses in detail the causes of control valve flash, cavitation and blocking flow and its effects on the production and harm, respectively expounds how to judge by calculation analysis of control valve is the emergence of these three phenomena, and the occurrence of which one or several, and combining the example to carry on the analysis and judgment proposed solutions. Provide a reference for engineering design personnel in valve selection.%本文详细论述调节阀闪蒸、空化及阻塞流的成因及其对生产所带来的影响和危害,分别阐述如何通过计算判断分析调节阀是否出现了这3种现象,以及发生的是其中的哪一种或几种,并结合实例对其进行判断分析并提出解决方案。
给工程设计人员的阀门选型提供参考。
【期刊名称】《仪器仪表用户》【年(卷),期】2015(000)003【总页数】3页(P71-73)【关键词】调节阀;闪蒸;空化;阻塞流;选型【作者】黄俊华;马辉【作者单位】北京华福工程有限公司,北京 100016;北京华福工程有限公司,北京 100016【正文语种】中文【中图分类】TP2141 什么是调节阀的闪蒸、空化及阻塞流1.1 不可压缩流体的闪蒸、空化及阻塞流现象当不可压缩流体(通常指液体),通过调节阀时,根据伯努利方程可知,流道变化,截面积越小流速越大,静压越低。
控制阀细节分析之11_控制阀空化及损害的评估方法
控制阀细节分析之十一——控制阀空化及损害的评估方法李宝华引言控制阀(Control valve )是终端执行元件,决定着过程控制是否及时有效。
在流程工业认识到过程强化、功能安全、控制有效、降低成本的时候,作为控制回路的终端执行元件的控制阀凸显其重要性,也暴露出控制阀长期以来技术比较薄弱的一面,已引起业内注意。
控制阀的生产厂家众多,造成控制阀品种多、规格多、参数多,质量参差不齐,应对苛刻工况更有很大差异,尤其表现在液体流体应用时所发生的空化及气蚀损害以及如何进行评估和防治方面。
空化及气蚀损害会对阀内件和阀体及阀后管件造成很大破坏,严重影响控制阀的工作性能和使用寿命以及加剧噪声、振动,构成安全隐患,了解和防止空化气蚀发生是控制阀应用中必须注重的问题。
面对这个重点,笔者力求了解,但所能看到和搜集到的国内外有关控制阀空化及评估的论述很有限,业内对此问题的叙述也有不同,同时也注意到ISA 和IEC 的标准对评估空化及损害提出有各自的西格玛方法和压差比方法。
国家标准GB/T 17213.16-2005(等同IEC 60534-8-4:1994)也没有及时修订到汲取有最新研究成果的新版标准IEC 60534-8-4:2005。
本文试对评估控制阀液体流体空化及损害的做一些探讨,以期引起对此问题的关注。
控制阀液体流体的空化控制阀是流体管路中的节流装置,是最终执行元件。
在控制系统的指令下,控制阀不断改变阀内节流部件的流通截面积,形成可调节的缩流,使流体量发生变化,进而达到回路控制目的。
控制阀应用中的流体主要是液体和气体。
对于液体流体,由工程热力学得知,一定的温度对应一定的饱和压力(压强)即饱和蒸汽压p v 。
如果保持该液体温度不变,降低液体的压力,当降低到温度对应下的饱和蒸汽压p v 时,液体就会汽化;若压力不变,提高液体温度,当温度升高到等于或高于该压力对应的饱和温度时,液体也会汽化。
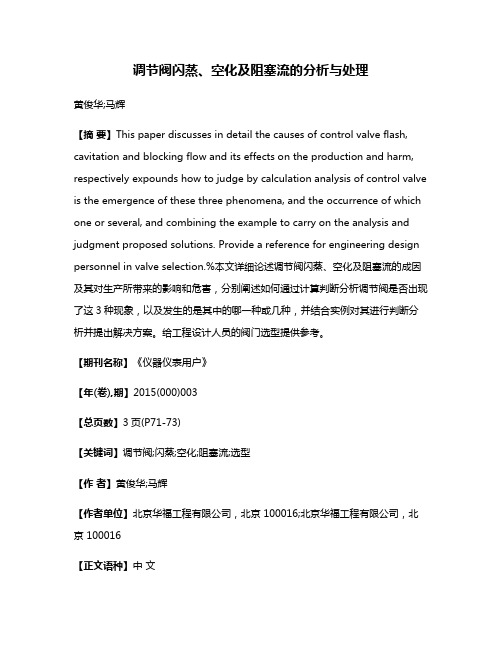
在(不可压缩的)液体流体通过控制阀阀芯阀座节流时,缩流截面处的流速加快,而静压会降低,当该区域的压力降低到等于或低于流体温度对应下的饱和蒸汽压p v 时,部分液体就会汽化,这时有相当数量的蒸汽及溶解在液体中的气体逸出,形成许多蒸汽与气体混合的小汽泡。
控制阀产生空化现象之探究
云南大学学报(自然科学版),2009,31(S2):159~162CN53-1045/N ISSN0258-7971 Journal of Yunnan University控制阀产生空化现象之探究李 炜(重庆世壮仪器仪表有限公司,重庆 400700)摘要:探究控制阀产生空化现象的机理,分析空化的破坏作用,提出应对空化破坏的具体措施.关键词:控制阀;冲刷;闪蒸;空化中图分类号:T Q055 8 文献标识码:A 文章编号:0258-7971(2009)S2-0159-04控制阀是工业过程控制系统中由动力操作的装置形成的终端元件.在火力发电厂主锅炉供水、合成氨、尿素工业等控制系统中的高压管路中,控制阀起着控制介质流量、稳定生产过程、优化控制状态的重要作用.由于高压的存在,常使控制阀出现冲刷、闪蒸和空化的现象,不但影响控制阀的选择计算,还引起噪音、振动和材质的损坏,大大缩短控制阀的使用寿命,使其可靠性降低,进而引起工艺系统装置的生产效率大幅度下降,严重时可能导致整个过程控制系统的完全瘫痪,因此这是一个不可忽视的问题.本文从空化现象的发生过程出发,分析了空化对控制阀的破坏作用,探究了生产过程中容易被忽视的空化现象的形成机理,并提出对策.1 冲刷、闪蒸和空化控制阀在控制高压液体时常常出现冲刷、闪蒸和空化现象.高压液体对节流件的直接作用所产生的破坏,称之为冲刷.冲刷与控制阀的开度密切相关,在小开度时,流速最快,冲刷最严重,此时液体中无气泡的产生,冲刷的结果是节流件呈流线型凹槽.随着控制阀开度的增加,流速减缓,冲刷的破坏作用逐渐减小.所以,为防止液体冲刷对节流件的损坏,应避免控制阀在小开度工作.正常情况下,作为液态的介质,流入、流经、流出控制阀时均能保持液态.图1为节流装置模拟实验模型.研究表明,液体介质在高压条件下会产生闪蒸和空化现象.当压力为P1的液体流经节流孔时,流速突然急剧增加,而静压力骤然下降,当节流处的压力P VC等于或低于该液体在入口温度下的饱和蒸汽压力P V时,部分液体中的气核即膨胀汽化形成气泡.节流后如果出口压力P2低于该液体的饱和蒸汽压力P V,则液体中的气泡就不会破裂,而是夹在液体中形成汽液两相共存的现象,这种现象称之为闪蒸.产生闪蒸时,对节流件已开始有侵蚀破坏作用,主要表现为受侵蚀面有光滑明亮的斑痕,如同被平滑抛光一样,发生闪蒸时会产生阻塞流(即液体介质中产生了气泡),使控制阀流量减少,并产生呼啸噪声.如果产生闪蒸后,出口压力P2不是保持在饱和蒸汽压力P V以下,而是在节流之后流速减小,导致P2急剧回升,当压力回升至等于或高于饱和蒸汽压力P V时,气泡就会产生爆裂并转化为液态,释放出巨大的能量,对节流件产生极大的冲击破坏作用,据测算,气泡破裂的瞬间压力可高达300M Pa,这个过程称之为空化现象.所以空化现象是一种两阶段现象:第一阶段是液体内部形成气泡,即闪蒸阶段;第二阶段是气泡的破裂,即空化阶段.2 空化的破坏作用在产生空化作用时,在节流处的后面,由于压力回升,升高的压力压缩气泡,达到临界尺寸的气泡开始变为椭圆形,接着,气泡的上表面开始变平,收稿日期:2009-06-04作者简介:李 炜(1968- ),男,重庆人,工程师,主要从事控制阀设计工作;E-mail:dmlfr@163 com图1 节流断面示意图F ig 1 Schemat ic cross-sectioncutting图2 高、低恢复性控制阀的压力情况比较Fig 2 T he pr essure comparison of high and low recovery controlvalve图3 空化过程示意图F ig 3 Schemat ic diagram of the space process 然后突然爆裂,所有能量都集中在破裂点上,产生强大的冲击力并引起噪音、振动和材质的损坏.2 1 噪音 控制阀的噪音一般来源于3方面:阀芯的振动;因高速气流而产生的气体动力噪音;因液体湍流或空化而产生的液体动力噪音,也称之为空化噪音.控制阀的噪音主要有两大类:气体动力噪音和空化噪音.严重的噪音对操作人员的健康有损害,一般认为控制阀的噪音8h 之内持续大于90dB 或15min 内持续大于115dB 便对人的健康产生有害影响.控制阀噪音严重时出现呼啸声和尖叫声.改善噪音状况有以下方法:消除噪音源;采用特殊结构的低噪音控制阀;采用消音器或隔音材料隔绝噪音;改变工艺条件(即降低液体温度,或在一定的差压下,提高阀后压力或降低阀前压力);阀前或阀后安装限流板,吸收一些压降,使阀上压降低于液体的饱和蒸汽压力;节流件选用抗气蚀的材料,如6YC1硬质合金或不锈钢堆焊司太莱合金;选用多级降压控制阀或叠片式高压控制阀等都是防止噪音的有效办法.2 2 振动 空化作用还带来阀芯的振动.阀芯的振动包括固有频率谐振产生的振动、垂直振动、水平振动.阀芯的固有频率谐振产生的振动一般发生在压差较小的场合,它会引起阀芯的机械破坏.阀芯的垂直振动来自流体对阀芯的垂直撞击,特别是流闭的单座阀,在接近关闭时,流体猛烈撞击阀芯,产生激烈的振动.所以此种工况尽量不选用流闭型,确因管道布置等原因,必须避免在小开度工作.阀芯的水平振动来自流体对阀芯的水平撞击,易造成阀芯与导向套之间的机械磨损以致最后损坏,改善水平振动可在阀芯与导向套之间采用表面合金、增大阀杆直径或在阀芯上加密封环.2 3 材质的损坏 高压液体发生闪蒸时,气液形成的 二相流 会对节流件产生严重的冲刷破坏,其特点是受冲刷面有平滑抛光的明亮斑痕.实际证明冲刷最严重的地方一般是在流速最高处,通常位于节流件密封面或附近.高压液体发生空化时,由于气泡爆裂产生极大的冲击力,会严重损伤控制阀,造成气蚀作用.气蚀作用可理解为空化作用对控制阀所造成的破坏现象.气蚀作用对节流件密封面的损坏特别严重,直接引起控制阀内漏导致其不能工作.对于不锈钢等塑性材料而言,空化作用的结果是使节流件产生麻点腐蚀直至蜂窝状空洞损坏;对于硬质合金等脆性材料而言,空化作用的结果是使节流件产生碎块损坏.3 避免空化的方法3 1 从压差上考虑 避免空化作用的根本方法,是控制阀的使用压差不得大于该阀的最大允许压差.160云南大学学报(自然科学版) 第31卷图4闪蒸破坏的典型外形Fig 4T he typical form of un dermine the appearance 图5气蚀破坏的典型外形F ig 5T he typical form ofcavi tation damage产生空化作用的压差 P V可用下列公式计算:P V=K C(P1-P V),式中:P1 控制阀入口压力,M Pa;P V 液体的饱和蒸汽压力,MPa;K C 空化系数,它因介质、阀芯形状、阀体结构及流向不同而不同,口径越大,K C越小,一般K C=0 25~0 65为使控制阀不在空化条件下工作,即为了避免空化作用,必须使控制阀的使用压差 P小于 P V.当阀上压差 P小于2 5MPa时,即使产生空化现象,对材质的破坏情况并不严重,因此不需要采用什么特殊措施.如果阀上压差较高,就要设法避免和解决空化问题.3 2 从材质上考虑 通常情况,材质越硬,抗空化能力就越强.目前,应用较广泛的材质有:节流件堆焊司太莱硬质合金或喷涂碳化钨形成硬化材质;节流件采用6YC1,3YC24,9Cr18,17-4PH,A4,C6, U2,U3,U4等材质来抗击空化作用.3 3 从结构上考虑 由于空化能量很大,破坏作用极强,仅仅从压差上、材质上来考虑解决控制阀的空化问题是不够的,往往是治标不治本,难以实现,需要进一步研究对策,从控制阀结构上避免空化作用的产生,此外,还应考虑节流件易于更换.因此,从控制阀结构上寻求解决问题的方法,才是避免空化作用最重要的、最根本的出路.其基本原理是使高压液体在节流时的压力P VC 高于在该温度下的饱和蒸汽压力P V,将总压差采取分级降压的办法,使每一级的压差 P1< P V(图6),即可防止空化产生.另外,也可使液体本身相互冲撞,在通道间形成高度紊流,使液体的动能由于相互摩擦而变为热能,从而减少气泡的形成区.图6 不产生空化的条件Fig 6 No cavitation condition(1)利用多孔节流原理减少空化的发生(见图7) 其特点是在套筒的壁上加工许多对称的小孔,当液体从各对小孔喷射进去后,在套筒中心相互撞击,一方面由于碰撞消耗了能量,起缓冲作用;另一方面因气泡的破裂发生在套筒的中心区域,这样就避免了对套筒和阀塞的直接破坏;(2)采用多级节流降压原理防止空化的发生(见图8) 其特点是将入口处的高压通过多级节流区域,分解成几个小压差,逐级降压至出口处的低压,每一级压差都不超过临界压差,每一次降压后的压力都高于在该处的饱和蒸汽压力而不致发生闪蒸和空化,最终目的是为了保护或防止节流件密封面不被破坏,从而保证控制阀的密封性能.采用此结构,解决了控制阀开关过程中的持续差压问题.当控制阀打开时,由于各节流级滞后于阀口开启,因此作用于阀口的高压瞬时被化解,阀口没有持续差压作用,直至各节流级已完全发挥正常工作,所以,阀口没有产生空化的可能.当控制阀关闭时,各节流级提前于阀口关闭,提前发挥各级的节流降压作用,使得阀口没有持续差压的作用,也就防止了空化.(3)采用多层叠片节流降压原理防止空化的发生(见图9) 其特点是节流件采取多级分流叠片结构,在控制阀的全开度范围内将节流件分为若干个相互独立的空间,每个独立空间都设有径向通道,各开度的高压流体在各自独立的空间内进行多次节流、膨胀和转折,它们彼此各行其道,互不干涉.因此,高压流体在各开度下从节流件的入口到出口,其压力和压差均按一定规律分布,在每一级节流孔逐步降压,每一级降压后的压力都大于在该处的饱和蒸汽压力,从而达到有效防止空化腐蚀的目的,提高控制阀的使用寿命.发生闪蒸和空化的条件是:161第S2期 李 炜:控制阀产生空化现象之探究P F2L(P1-F F P V),式中: P 控制阀出入口的压力差,MPa;P1 控制阀入口压力,M Pa;P V 液体的饱和蒸汽压力,MPa;P C 液体的临界压力,M Pa;F L 压力恢复系数,表示控制阀内液体流经节流处之后动能变为静压的恢复能力,它因介质、阀芯形状、阀体结构及流向不同而不同.一般, F L=0 5~0 98.F F 液体临界压力比系数,F F=0 96-0 28P VP C.只要能够实现使 P<F2L(P1-F F P V),就能够防止空化的发生.图7 多孔式阀芯结构Fig 7 Spool-type porous structure图8 多级式阀芯结构Fig 8 Spool-type multi-stage structure图9 叠片式阀芯结构Fig 9 Spool-type caminated structure除了上述3种常用结构外,还有多种特殊变异结构,如锥孔阀芯、巷道式阀芯等,其工作原理基本相同:即在控制高压流体时,这些结构能够有效降低介质流速,防止其产生气泡,从而防止空化破坏.4 结 论控制阀在控制高压液体场合时出现空化现象是普遍存在而且尤其突出,空化现象对控制阀的破坏也非常严重,因而必须采取有效措施防空化.防空化是指防止液体在节流降压过程中产生气泡,只要做到这点,就不会有闪蒸流动,更不会有空化作用.控制阀小开度时,节流口流速快、压力低,介质中气泡含量多,此时闪蒸破坏更严重,冲刷破坏是主要矛盾;大开度时,压力回升使气泡破裂,空化破坏是主要矛盾.因此,在控制阀选型时首先要避免小开度工作;其次,要采取积极有效的防空化措施:如增大阀杆直径,防止断裂;加大执行机构配置,增加输出力;对于口径小、压差大的阀,备好节流件,以便需要时及时更换;选用多级降压阀、多孔节流阀、叠片式防空化阀或其它特殊结构的控制阀.总之,工况不同,解决空化问题的方法就不同;同一种控制阀,不同生产厂家,其内部结构设计也有差异,所以防空化效果也不一样.近十年来,我公司根据不同的行业、不同的工况,为用户解决了上百例防空化腐蚀的难题,取得了较好的效果,得到了用户的好评.参考文献:[1] 夏焕彬.调节阀的特性分析.气动调节仪表[M].北京:化学工业出版社,1989.[2] 孙坚,张勇巍.高压控制阀在设计中的气蚀问题探讨[J].控制阀信息,2009(1):72 73.Study on the cavitation phenomenon produced by control valveLI Wei(Chong qin Shizhuang Instr ument L td Co.,Chong qing400700,China)A bstract:This article discusse s mechanism whic h the c ontrol valve produces the cavitation phenomenon,analyze s the cavitation destructive effec t and proposes the specific measures whic h deals w ith the c avitation destroys.Key words:control valve;w ashout flash;vaporization;cavitation162云南大学学报(自然科学版) 第31卷。
脱水稳定闪蒸一体化
脱水稳定闪蒸一体化
"脱水稳定闪蒸一体化"是一种工艺过程,主要应用于化工、石化等行业。
它是一种高效、节能的物料处理方法,旨在实现物料的脱水、稳定和闪蒸处理。
具体来说,这个过程包括以下几个步骤:
1. 脱水:通过过滤、干燥等方法,将物料中的水分去除,以达到降低水分含量、提高物料稳定性的目的。
2. 稳定:对脱水后的物料进行处理,使其在储存和运输过程中不易发生变质、结块等现象。
这通常需要对物料的物理和化学性质进行调整,例如调节物料的pH值、添加稳定剂等。
3. 闪蒸:在物料处理过程中,通过瞬间升高或降低压力、温度等条件,使物料中的挥发性成分快速挥发,达到进一步净化和分离的目的。
一体化:将以上三个步骤集成在一个系统中,实现全过程的自动化控制和优化管理,以提高生产效率、降低能耗。
这种工艺在化工、石化、食品和制药等行业有广泛应用,有助于提高产品质量、降低生产成本。
真空闪蒸工艺-概述说明以及解释
真空闪蒸工艺-概述说明以及解释1.引言概述真空闪蒸工艺是一种在真空条件下将液体迅速加热至沸点并立即闪蒸的工艺。
这种工艺能够快速而有效地去除液体中的挥发性物质,同时保持产品的营养成分和口感。
本文将对真空闪蒸工艺的定义、应用和优势进行讨论,以帮助读者更好地理解这一技术的重要性和应用前景。
章1.1 概述部分的内容1.2 文章结构本文主要分为引言、正文和结论三部分。
在引言部分,将对真空闪蒸工艺进行概述,介绍文章的结构和目的。
在正文部分,将详细探讨真空闪蒸工艺的定义、应用和优势。
在结论部分,将对全文进行总结,展望真空闪蒸工艺的发展前景,并进行结束语。
整个文章结构清晰,层次分明,以便读者更好地了解真空闪蒸工艺的相关内容。
1.3 目的真空闪蒸工艺作为一种高效、节能的化工生产工艺,在很多领域都得到了广泛应用。
本文的目的是通过对真空闪蒸工艺的定义、应用和优势进行系统的介绍和分析,希望可以让读者对这种工艺有更深入的了解,进而推动其在实际生产中的应用和推广。
同时,通过对真空闪蒸工艺的优势进行详细阐述,我们也希望能够引起更多相关领域的关注,促进其在工业生产中的广泛应用,为我国的产业升级和经济发展做出更大的贡献。
2.正文2.1 真空闪蒸工艺的定义真空闪蒸工艺是一种利用真空条件下的高温蒸发和快速冷凝的技术。
在该工艺中,通过将原料置于真空环境下,加热至一定温度使其蒸发,然后利用快速冷却装置将蒸发物质迅速凝结成为粉末状或液态产品。
这种工艺可以有效地控制产品的成分和颗粒大小,具有高效、节能、环保等优点,适用于各种材料的制备和生产过程中。
真空闪蒸工艺在化工、医药、食品等领域有着广泛的应用。
2.2 真空闪蒸工艺的应用真空闪蒸工艺是一种常用于化工、食品、医药等行业的物质浓缩与分离技术。
其应用主要包括以下几个方面:1. 化工行业:真空闪蒸工艺可以用于溶剂的回收和废水处理,提高化工生产效率和减少废弃物排放,实现资源循环利用。
2. 食品行业:在食品生产中,真空闪蒸工艺可以用于浓缩果汁、植物精华等天然成分,保留食品原有的营养成分和口感,提高食品质量。
闪蒸法:高效分离挥发性成分的常用手段

闪蒸法:高效分离揮发性成分的常用手段闪蒸法是一种常用的高效分离揮发性成分的手段,主要应用于液体混合物的分离和提纯。
闪蒸法利用混合物中各个组分的不同挥发性,通过控制温度和压力的变化,将混合物中的揮发性成分分离出来。
闪蒸法的原理是基于液体的沸点和气相的冷凝点之间的差异。
在一个封闭的系统中,在恒定的温度下,通过调节系统中的压力,使得液体成分沸腾并转化为气体,随后通过冷凝将气体重新转化为液体。
因此,通过适当调节温度和压力的变化,就可以实现混合物中揮发性成分的分离。
闪蒸法的操作过程可以分为以下几个步骤:第一步是加热。
将混合物加热至适当温度,使得其中揮发性成分开始沸腾。
加热的方式可以采用外加热源,如火焰或加热器,也可以采用内加热源,如搅拌式或磁力搅拌器。
第二步是压力调节。
通过调节系统中的压力,使得揮发性成分的冷凝点低于其沸点,从而促使揮发性成分从液态转变为气态。
压力的调节可以通过改变系统的密封度或在系统中引入惰性气体等方式实现。
第三步是冷却。
将产生的气体通过冷凝器冷却,使其重新转变为液体。
冷却的方式可以采用冷水循环或使用冷凝器进行降温,将气体冷凝为液体。
第四步是收集和分离。
将冷凝后的液体与未揮发性成分分离,可以通过重力分层、离心等技术实现。
随后可以对收集的液体进行进一步的处理,如浓缩、结晶等,以获得纯净的揮发性成分。
总结起来,闪蒸法是一种高效分离揮发性成分的常用手段。
它利用混合物中各个组分的不同挥发性,在适当的温度和压力下,将揮发性成分从液相分离出来。
通过加热、压力调节、冷却和分离等步骤,可以实现混合物的分离和提纯。
闪蒸法在化学工业、食品工业、制药工业等领域都有着广泛的应用,有效地帮助人们从复杂的混合物中提取有用的揮发性成分。
除了上述提到的基本操作步骤,闪蒸法还可以根据需要,结合其他技术手段,进一步提高分离效果和纯度。
首先是温度控制。
闪蒸法中,温度的控制是非常关键的,它直接影响揮发成分的沸点和气相的冷凝点。
调节阀闪蒸、空化及阻塞流的分析与处理
仪器仪表用户
NS TR UM E N1 I ON
E I C V o1 . 2 2
2 01 5 N o . 3
调 节 阀 闪蒸 、 空化 及 阻塞 流 的分 析 与处 理
黄俊华 ,马辉
( 北 京 华 福 工程 有 限 公 司 , 北 京 1 0 0 0 1 6 )
Ke y wo r d s : c o n t r o l v a l v e ; l f a s h ; e a v i t a t i 0 n ; b l o c k i n g l f o w; v lv a e s e l e c、 空化及 阻塞流
气体 动力学 ,此时情况恰 恰相反 ,阀后截 面越大 ,流速越
气体在低 流速时属 于不可 以压缩流体 ,其热力状 态 的 变化可 以忽略 ,但在高 速流动下 ( 如大 于0 . 3 马赫 时 ),气
体 的压缩效应 不能忽 略 ,其热力状 态也发 生明显变化 ,气 体运 动既要满 足流体力学 定律 ,也 要满 足热力学定 律。 当 可压 缩流体通 过调节 阀时 ,根据 伯努利方 程 ,由于 流道 的 变化 ,截面积越 小流速越 大 ,静压 越低 ;但 是如果 当缩流 口已经达到 临界流速 时 ,此时伯努 利方程不 再适用 ,根据
valveselection1什么是调节阀的闪蒸空化及阻塞流12可压缩流体的闪蒸空化及阻塞流现象气体在低流速时属于不可以压缩流体其热力状态的11不可压缩流体的闪蒸空化及阻塞流现象变化可以忽略但在高速流动下如大于03马赫时气当不可压缩流体通常指液体通过调节阀时根体的压缩效应不能忽略其热力状态也发生明显变化气据伯努利方程可知流道变化截面积越小流速越大静体运动既要满足流体力学定律也要满足热力学定律
闪蒸、空化的定义
闪蒸现象:闪蒸就是高压的饱和水进入比较低压的容器中后由于压力的突然降低使这些饱和水变成一部分的容器压力下的饱和水蒸气和饱和水。
形成原因:当水在大气压力下被加热时,100℃是该压力下液体水所能允许的最高温度。
再加热也不能提高水的温度,而只能将水转化成蒸汽。
水在升温至沸点前的过程中吸收的热叫“显热”,或者叫饱和水显热。
在同样大气压力下将饱和水转化成蒸汽所需要的热叫“潜热”。
然而,如果在一定压力下加热水,那么水的沸点就要比100℃高,所以就要求有更多的显热。
压力越高,水的沸点就高,热含量亦越高。
压力降低,部分显热释放出来,这部分超量热就会以潜热的形式被吸收,引起部分水被“闪蒸”成蒸汽。
实际情况:闪蒸在管道系统中出现,容易对阀门产生汽蚀损坏,可以选择反汽蚀高压阀,其特点是多次节流分摊压差,也可以选用耐汽蚀冲刷材料。
闪蒸也可以作为能源,被利用在热力发电厂中锅炉排水的回收和地热发电中。
空化当纯液体通过控制阀节流后,如果流动液体的静压降低到低于该液体的饱和蒸汽压时,可能出现空化。
此时,液体流动的连续性因部分液体气化形成气泡被打破了。
由于控制阀都会表现某一压力恢复的特性,最终的下游压力通常高于节流孔喉口的静压。
当下游压力高于流体的饱和蒸汽压时,蒸汽气泡溃裂回复为液体。
这一两级转化的过程被称为空化。
噪音:噪音是由于阀门前后压差过大而产生的,也和气蚀空化闪蒸等有关,所以危害特别大,要特别注意,噪音一般要求不大于85分贝1 概述在很多有水力机械的地方,经常可以看到调节阀、减压阀等节流阀的阀瓣和阀座等零件内部产生磨痕、深沟及凹坑,这些大多是由汽蚀引起的。
汽蚀是一种水力流动现象,这种现象既能引起调节阀流通能力kV 减小,又能产生噪音、振动及对设备的损害,进而严重影响阀门的使用性能和寿命。
因此控制和降低调节阀受汽蚀的影响是阀门设计和使用时要考虑的问题之一。
2 汽蚀和闪蒸汽蚀是材料在液体的压力和温度达到临界值时产生的一种破坏形式,分为闪蒸和空化两个阶段。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
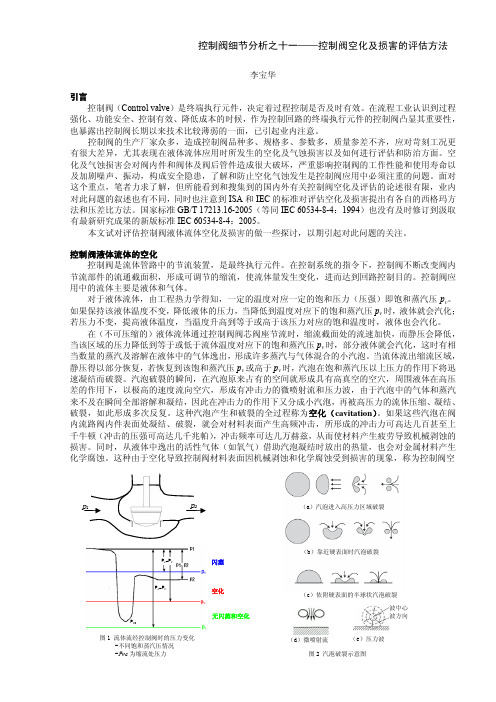
(c)依附硬表面的半球状气泡破裂 波中心 波方向
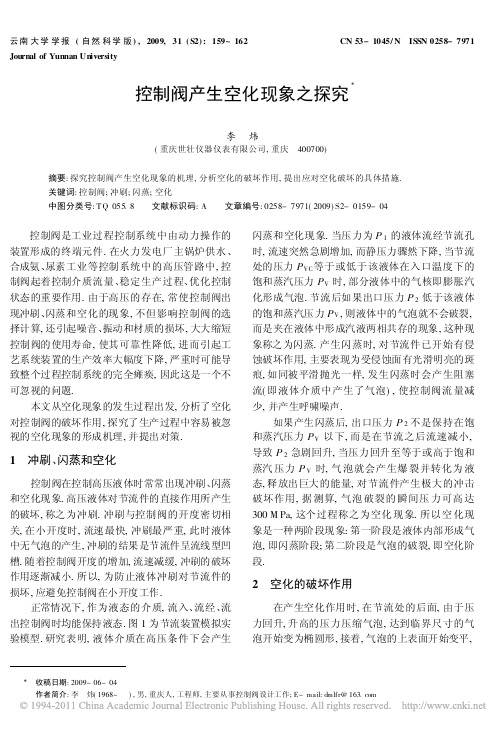
的参数,在被试验的控制阀出口管道上 测量振动(加速度),并用比较使用条 件和试验条件的方法(运用控制阀公称 通径修正系数SSE和压力刻度修正系数 PSE)确定空化各过程西格玛指数,计 算空化强度I,对空化及损害进行量化 评估。美国的控制阀制造厂商基本上都 使用西格玛方法评估空化及损害。
在(不可压缩的)液体流体通过控 制阀阀芯阀座节流时,缩流截面处的流
速加快,而静压会降低,当该区域的压 力降低到等于或低于流体温度对应下的 饱和蒸汽压Pv时,部分液体就会汽化, 这时有相当数量的蒸汽及溶解在液体中 的气体逸出,形成许多蒸汽与气体混合 的小气泡。当流体流出缩流区域,静压 得以部分恢复,若恢复到该饱和蒸汽压 Pv或高于Pv时,气泡在饱和蒸汽压以上 压力的作用下将迅速凝结而破裂。气泡 破裂的瞬间,在气泡原来占有的空间就 形成具有高真空的空穴,液体在高压差 的作用下,以极高的速度流向空穴,形 成有冲击力的微喷射流和压力波,由于 气泡中的气体和蒸汽来不及在瞬间全部 溶解和凝结,因此在冲击力的作用下又 分成小气泡,再被高压力的流体压缩、 凝结、破裂,如此形成多次反复。这 种气泡产生和破裂的全过程称为空化 (cavitation)。如果这些气泡在阀内流 路阀内件表面处凝结、破裂,就会对材 料表面产生高频冲击,所形成的冲击力 可高达几百甚至上千牛顿(冲击的压强 可高达几千兆帕),冲击频率可达几万 赫兹,从而使材料产生疲劳导致机械剥 蚀的损害。同时,从液体中逸出的活性 气体(如氧气)借助气泡凝结时放出 的热量,也会对金属等材料产生化学 腐蚀。这种由于空化导致金属等材料 因机械剥蚀和化学腐蚀受到损害的现 象,称为控制阀空化气蚀。在空化发
阀门公称通径和压力
■ 图3 西格玛方法的典型空化指数图a
2008年11月|控制阀信息| 49
应用园地 Valve Application 选型与应用
直通单座阀;NPS 3(3英寸);Cv=30;
流体:水;P1=0.8MPa(a);Pv=0.2MPa
σmv
σc
σch≈1/FL3
b—指数,用于尺寸修正, b=0.068(Cd/N1d2)0.125
西格玛方法
态);当σ数值小于σi值时进入初始空 化状态,曲线出现拐点,空化振动(噪
西格玛方法是由美国仪表学会标准 ISA RP 75.23:1995
声)明显快速升高;当σ数值小于σc
《关于评估控制阀空 化的建议》推荐的, 用来预估控制阀空化
σmv
σmr
制造厂
推荐空化值
损害,并详细说明空
σc
化的因素和变量。西
参见图3,确认不同状态下的西格 玛空化系数(cavitation coefficient):
σi表示初始空化; σc表示持续空化; σmv表示最大振动空化; σid表示初始空化损害(开始对材 料产生损害); σ c h 表 示 初 始 阻 塞 流 ( ≈ 1 / F L 3): σch=(P1-Pv)/ [FL2(P1-FFPv)]; σmr为制造厂推荐的空化系数。 从图3中可看出,根据操作条件计 算的σ数值较大且大于σi值时是非空 化状态,流体已呈紊流(液体振动状
一般的理论认为空化的气泡破裂 时产生的微喷射流是气蚀损害的主要原 因,微喷射流很微小且与高的流体流速 有关,破裂取决于气泡周围压力与其 内部压力差以及气泡移动速度,这样, P1-Pv的压差越高,气泡破裂就越强 烈。根据最新研究,导致气泡破裂的压 力波对空化气蚀损害的作用更大一些。
还有一种情况:若是流体在流出缩 流区域后,流体压力仍然等于或低于流 体温度对应下的饱和蒸汽压Pv,则汽化 现象依然存在,流体形成气液两相流, 这个过程称为闪蒸(flashing),是不同 于空化的现象。闪蒸的发生形成两相 流,会使液体流体流量不再随阀前后压 差的增加而增加,出现阻塞流。闪蒸也 会对阀内件及阀后管路造成比较平滑的 冲刷,在缩流区域流速最大处的冲刷最 为严重。
比较小。虽然建议制造厂提供空化系数 σmr的推荐值,但很少能在厂商的产品 样本中看到。
降。ISA RP 75.23推荐方法是在控制阀
出口管道上使用加速度计测量振动。
典型图是空化指数σ与加速度dB[A]的
关系;若采用测量噪声的方法,如图3
(b)所示的控制阀试验的空化指数σ
与声压级LpA,e,dB[A]的关系,也同样
本文试对评估控制阀液体流体空化 及损害的做一些分析、探讨,供对此问 题关注者参考。
控制阀液体流体的空化
控制阀是管路节流装置,在控制系 统的指令下,需要不断改变阀内节流部 件的流通截面积,形成可调节的缩流, 使流体量发生变化,达到回路控制目 的。控制阀应用中的流体主要是液体和 气体。
对于液体流体,由工程热力学得 知,一定的温度对应一定的饱和压力 (压强)即饱和蒸汽压Pv。如果保持该 液体温度不变,降低液体的压力,当降 低到温度对应下的饱和蒸汽压Pv时,液 体就会汽化;若压力不变,提高液体温 度,当温度升高到等于或高于该压力对 应的饱和温度时,液体也会汽化。
评估空化、计算空
化强度都是为了预防空化
气蚀对材料的损害。若
σi
闪蒸
空化
紊流
能早些知道初始空化损害 σid数值更为重要,但目 前ISA还没有对于评估σid 的详细说明和评估破坏性
σ (b)控制阀试验的空化指数图(声压级测量)
的标准工作流程,只能依 赖复杂的测试材料腐蚀率
■ 图3 西格玛方法的典型空化指数图b
定,例如单座球形阀的初始空化损害的a指数为
0.08-0.11
压差比方法
压力比方法最早是VDMA组织在 1979年发布VDMA 24422中提出压差 比XF和初始空化时的特性压力比XFZ (也称为Zy值),并于1989年对VDMA 24422进行修订。1994年IEC组织采 纳VDMA 24422:1989有关压差比方 法的内容,发布了IEC 60534-8-4: 1994 《工业过程控制阀 第8-4部分: 噪声的考虑 液动流流经控制阀产生 的噪声预测方法》第一版(国标GB/T 17213.16-2005就是等同此版本)。此 后,德国萨姆森(SAMSON)公司和 同在法兰克福的达姆施塔特科技大学 (Darmstadt University of Technology) 进行联合研究实时测试阀门空化气蚀 程度的方法,获得更精确的信息,使 评估空化及损害取得开拓性进展。此 项科研成果导致IEC组织对第一版的IEC 60534-8-4:1994进行重新改写,作 技术上的重要修订,于2005年8月发布 了该标准第二版本(IEC 60534-8-4: 2005)。
须重视的问题。面对这个重点,笔者力 求了解,但所能搜集到的国内有关控制 阀空化及评估的论述很有限,也注意到 ISA和IEC的标准对评估空化及损害提出 有各自的西格玛方法和压差比方法。国 家标准GB/T 17213.16-2005(等同IEC 60534-8-4:1994)也没有及时修订 到汲取有最新研究成果的新版标准IEC 60534-8-4:2005。
应用园地 Valve Application 选型与应用
西格玛方法是基于实验室针对性试验和经验数据,依据阀两端压差、液体的饱和蒸气压、阀门公称 通径和其它在实验室对标准阀门进行测试确定的阀门公称通径和压力的参数,在被试验的控制阀出口管 道上测量振动(加速度),并用比较使用条件和试验条件的方法(运用控制阀公称通径修正系数S S E和压 力刻度修正系数PSE)确定空化各过程西格玛指数,计算空化强度I,对空化及损害进行量化评估。
控制阀细节分析之 评估控制阀空化及损害
文/刘光德 李宝华 萨姆森控制设备(中国)有限公司
控制阀应用在液体流体时发生的 空化及气蚀损害会对阀内件和阀体及阀 后管件造成很大破坏,严重影响控制阀 的工作性能和使用寿命以及加剧噪声、 振动,构成安全隐患。了解和防止空化 气蚀发生是控制阀选用以及在苛刻工况 应用中必须注重的问题。对于评估控制 阀空化及损害,ISA标准推荐西格玛方 法,而IEC标准在预估噪声中提出压差 比方法。
空化和闪蒸都是液体流体在形式上 的实际变化,也都和出现阻塞流现象有 关,开始阻塞流的压差△Pc等于FL2(P1
P1
P2
P1
P1-PV P1-P2
闪蒸
PV
P2
P1-PV
空化
PV
PVC
-不同饱和蒸汽压情况 -Pvc为缩流处压力
无闪蒸和空化 PV
■ 图1 流体流经控制阀时的压力变化
(a)气泡进入高压力区域破裂
ISA RP 75.23:1995的西格玛方法 对空化指数(cavitation Index)σ定义 为:
σ=(P1-Pv) (p1-p2)
(d)微喷射流
(e)压力波
■ 图2 气泡破裂示意图
式中:σ为空化指数 P1为控制阀入口流体压力 P2为控制阀出口流体压力 Pv为液体流体在工作温度下的饱和蒸汽压
能证明了上述各点情况。
为了评估空化损害,西格玛方法考
虑到空化的因素和变量,把空化程度量
化为空化强度I。例如,初始空化损害
σid时的空化强度I:
[
[
[
[
[ I=FUFTFDC=
σid-1 σss-1
其中:
[ σ -1
σss= SSE
+1
PSE
[ SSE=
db dR
[ PSE= (P1-Pv) a (P1-Pv)R
48 |Control Valve magazine|November 2008
生之后,还导致出现剧烈振动和高强 噪声以及阻塞流。控制阀液体流体的空 化和气蚀损害会对控制阀造成降低工作 性能、缩短使用寿命、加剧振动和噪声 的严重影响,构成安全隐患。剧烈的空 化气蚀将使阀内件材料表面在很短时间 内侵蚀损坏,空化气蚀的危害性极大。 参见图1和图2。