JC335水泥工业用回转烘干机
热工课程设计烘干机指导书
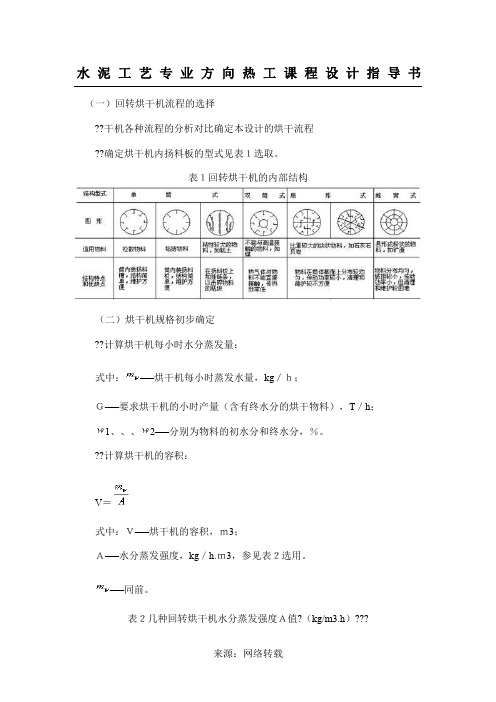
水泥工艺专业方向热工课程设计指导书(一)回转烘干机流程的选择??干机各种流程的分析对比确定本设计的烘干流程??确定烘干机内扬料板的型式见表1选取。
表1回转烘干机的内部结构式中:1、、、2──=式中:V──烘干机的容积,m3;A──水分蒸发强度,kg/h.m3,参见表2选用。
──同前。
表2几种回转烘干机水分蒸发强度A值?(kg/m3.h)???式中:D──回转烘干机直经,m;L──回转烘干机长度,m。
根据D和L值,即可从烘干机标准产品系列中选定烘干机的规格。
(三)烘干机热平衡计算1、收入热量干燥介质带入热量:q1=L.c1.t1?????(KJ/kg-H2O)式中:L──蒸发1kg水干燥介质消耗量,Bm3/kg-H2O;c1──干燥介质的比热,KJ/Bm3;t1──进烘干机干燥介质温度,℃。
?????(KJ式中:1、、、2──?????????????t4──出烘干机物料温度,℃。
(3)出烘干机干燥介质带走热:?q4=L.c2.t2??(KJ/kg-H2O)式中:c2──出烘干机气体比热,KJ/kg-H2O。
(4)烘干机筒体散失热量:式中:F──烘干机筒体散热面积,m2,?按F=1.15DL计算; tF──筒体表面平均温度,℃ ta──环境温度,℃;mw──烘干机每小时蒸发水量,kg /h。
α──烘干机筒体向周围散热系数,w/m2.℃,见表3。
据热平衡方程有:则得:(m3/h )式中:Vf──烘干机出口废气生成量,m3/hρw──水气在标态下的密度,kg /B m3,可取0.84。
式中其它符号意义同前。
?(四)烘干机规格的验算1、核算烘干机出口废气流速????(m/s)(r/min)式中:α──转筒的倾角度,度;L──转筒内杨料板的长度,m;D──转筒直径,m;m──系数,当填充系数β=0.1-0.5时,抄板式m=0.5,扇形式m=1.0;K──系数,对于较轻物料,顺流时K=0.2,逆流时K=2.0;对于较重物料,顺流时K=0.7,逆流时K=1.5;T──物料在转筒内停留的时间,min。
论文烘干机3
摘要: 烘干机主要由热源、打散装置、带式上料机、进料机、回转滚筒、带式出料机、引风机、卸料器和配电柜构成。
该套设备工作原理如下:由于具有一定的粘性,在烘干过程中湿进入烘干机后分以下几个工作区:一是导料区,湿煤泥进入此区与高温热风接触迅速蒸发水分,物料在大导角的抄板抄动下,形不成粘结便被导入下一个工作区;二是清理区,泥在此区被抄板抄抄起形成料幕状态,物料落下时易形成粘结滚筒壁现象,在此区由于设备设计有清扫装置,清扫装置便十分合理地清扫了内壁粘附的物料,在这个过程中,清扫装置对于物料团球结块也起破碎作用,从而增加了热交换面积,提高了干燥速率;三是倾斜扬料板区,湿煤泥在此区已呈低水分松散状态,物料在此区已不具有粘结现象,经过热交换后物料达到所要求的水分状态,进入最后的出料区;四是出料区,滚筒在此区不设抄板,物料在此区滚动滑行至排料口,完成整个烘干过程。
Abstract: The type dryer by heat, scatter device, belt type feeder, feeding machine, rotary roller, belt discharging machine, exhauster feeder and distribution cabinets, unloading composition. This set of equipment working principle as follows: because it has certain viscous, during drying wet into several cent after the dryer: one is to guide material workspace slime into this area, wet area and high temperature hot air contact evaporated quickly in water, material of large guide Angle meter board, XingBuCheng bonded copy move next workspace and imported; 2 it is clear zone within this region, mud formed by copy plate taking up tent state, material feeding fall easily formed binding roller in this area, the phenomenon due to equipment design have cleaning device, cleaning device was very reasonably cleaned wall materials, adhesion in this process, cleaning device for material regiment caking also play ball, crushing effect to increase the heat transfer area, improve drying rate; Three is tilted stripper plate area, wet lift slime within this region has a low moisture loose state, within this region has no material with bond phenomenon, after heat required after the material to enter the final state, waterdischarge area; Four is the material area, in this area will not set drum, material in this copy plate rolling glide to a district discharging mouth, complete the whole drying process.第一章前言第一节选题:本课题研究的依据是通过煤泥烘干机对煤泥高效率处理和低能耗排放的特点来降低能源的损耗。
回转烘干机设备工艺原理

回转烘干机设备工艺原理回转烘干机是一种广泛应用于化工、食品、制药等工业领域的烘干设备。
其工艺原理在烘干过程中起着至关重要的作用。
本文将对回转烘干机的设备工艺原理进行详细介绍。
一、回转烘干机的结构及工作原理回转烘干机主要由筒体、挡板、传动装置、热源装置等部分组成。
筒体是回转烘干机的主体部件,由钢板和钢筋骨架组成,内部装有挡板。
传动装置是回转烘干机的关键部分,通过驱动电机、减速器等装置将筒体旋转。
热源装置是回转烘干机的动力来源,通过燃烧器或电加热器等装置提供热量。
回转烘干机的工作原理是通过将湿的原料放入筒体中,通过筒体的不断旋转和热源的加热,使物料受热蒸发,从而达到烘干的目的。
在烘干过程中,挡板能够翻动物料,使其受热均匀,避免物料结块。
二、回转烘干机的工艺参数回转烘干机的工艺参数包括热源温度、烘干时间、进料速度等。
其中,热源温度是回转烘干机最为关键的参数之一,不同的物料需要不同的热源温度才能达到最佳的烘干效果。
烘干时间则取决于物料的湿度、大小及烘干要求等因素。
进料速度则需要根据回转烘干机的实际生产情况进行调整,以保证流程的平稳。
回转烘干机的工艺参数的设置需要根据生产实际进行调整,以保证生产效率和产品质量。
三、回转烘干机的应用范围回转烘干机可应用于化工、食品、制药等工业领域中的烘干、蒸发、焙烤等工艺过程中,常见的物料有矿物粉末、化工原料、食品颗粒等。
四、回转烘干机的优势相比于其他烘干设备,回转烘干机具有如下优势:1.适应性强:回转烘干机可以适应不同种类的物料,具有广泛的应用范围;2.烘干效果好:回转烘干机通过挡板不断翻动物料,可以使物料受热均匀,烘干效果好;3.烘干速度快:回转烘干机可以通过调整进料速度等参数,达到快速烘干的目的。
五、结语回转烘干机作为一种广泛应用的工业烘干设备,在实际生产中发挥着重要的作用。
了解其设备工艺原理能够帮助我们更好地应用该设备,提高生产效率和产品质量。
回转干燥机技术要求

回转干燥机技术要求一、回转干燥机介绍:⑴、回转干燥机由筒体和传动机构两部分组成。
⑵、筒体又分回转筒体和非回转筒体两部分:1、回转筒体:①、回转筒体一般材料为碳钢或钢体内衬铝、衬不锈钢、衬环氧树脂等。
②、筒体大约倾斜3~5°安装,筒体直径一般为0.5~3.0m,筒长2~27m,筒长与直径之比约为4~10。
③、筒体内部设置若干抄板,抄板用来扬起物料增加传热效果。
④、筒体外表面设置若干活动重锤,重锤则是以振打力防止物料粘接在筒体和抄板上。
2、非回转筒体:非回转筒体位于回转筒体的首尾,位于首部的设置进料口,位于尾部的设置出料口,非回转筒体与回转筒体之间采用密封联接。
⑶、回转干燥机传动机构包括:筒体大齿轮、传动齿轮、减速机、托轮和挡轮等。
1、筒体大齿轮:位于回转筒体中部,与之相配的还有一个小齿轮,均为铸铁或铸钢件经加工而成, 制造精度为9级,大齿圈采用剖分式结构,安装时用4颗M40的螺栓将两半边齿圈连接固定成一体。
2、传动齿轮:由大轮和小轮组成,两轮速比一般为2.15,传动齿轮固定在机座上,输出轴与筒体大齿轮联动,输入轴与减速机相联。
3、减速机:为钢板焊接人字齿结构,也由大齿轮和小齿轮组成,速比较大。
4、托轮:托轮是为支撑回转筒体而设,由筒体上的大轮圈与固定在机座上的托轮组成。
5、挡轮:出料滚圈两侧的挡轮用来调节与控制筒体的轴向定位。
⑷、在烘干过程中矿渣进入烘干机后分以下几个工作区:1、导料区:矿渣进入此区与高温热风接触迅速蒸发水分,物料在大导角的抄板抄动下,形不成粘结便被导入下一个工作区。
2、清理区:矿渣在此区被抄板抄起形成料幕状态,物料落下时易形成粘结滚筒壁现象,在此区由于设备设计有清扫装置,清扫装置便十分合理地清扫了内壁粘附的物料,在这个过程中,清扫装置对于物料团球结块也起破碎作用,从而增加了热交换面积,提高了干燥速率。
3、倾斜扬料板区:矿渣在此区已呈低水分松散状态,物料在此区已不具有粘结现象,经过热交换后物料达到所要求的水分状态,进入最后的出料区。
三回程烘干砂设备技术参数

XX中天建筑节能XXztjn-623三回程烘干机设备配置清单及指导价注:1.该机使用的额定电压:380V;内筒材质为锅炉钢,扬料板材质为锰板,其余材质为普通碳钢,如有变动可根据用户要求特殊制造。
2.此价格不含电器以外的电缆线、电器(如:开关、闸刀等)。
3.所有电机均为铜线,质保期壹年。
4.本报价为含税价,不含运费。
本三回程滚筒烘干砂生产线属XX中天建筑节能XX于2010年12月30日获得国家专利,专利号ZL5。
9,XX中天建筑节能XX公司简介本公司主要生产供应:1设备类,泡沫板设备,干混砂浆设备,钢丝网架泡沫板设备,装配式建筑设备,保温与结构一体化设备,轻质隔墙设备,废泡沫造粒设备,废秸秆再利用做建材设备,防火聚苯板渗透设备,保温材料设备,岩棉板设备,泡沫线条切割机,抹灰机,塑料系列设备,节能减排环保设备,便携式水切割设备。
2产品类,保温材料系列,保温与结构一体化板材,装配式建筑产品系列,防火门,防火窗,防火玻璃,超薄防弹玻璃,防台风玻璃窗,轻质隔墙板,装配式装修板,除霾新风系统,消防强排风管道,排水板等建筑类产品。
3服务类,危爆产品的冷切割拆除,保温材料生产技术,装配式建筑技术服务,承接设备类,建筑类,化工类,工业类疑难杂症。
4施工类,外墙保温施工,涂料施工,防火门通风管道施工,轻质隔墙施工,不锈钢铁艺施工,装配式建筑施工。
XX中天建筑节能XX是一家集生产销售、技术推广、工程施工、产品研发为一体的综合性节能减排服务企业, 致力于新型墙体材料和新型水刀的研发与推广。
自2007年成立以来把建筑保温节能泡沫板及砂浆系列设备和水切割设备作为主营业务,主产A级防火保温板设备,A级防火改性聚苯板渗透设备,泡沫聚苯板设备,挤塑板设备,装配式建筑设备,钢结构装配式房屋设备,碳质木质素气凝胶保温板设备,石墨聚苯板设备,钢丝网片织网机,钢丝网架织网焊接插丝机,保温板双面抹灰机,EPS保温空腔模块设备,免拆外膜板保温结构一体化生产线,砌筑砂浆生产线,灌浆料生产线;自流平砂浆设备,建筑保温与结构一体化设备,阻燃B1B2级泡沫板生产线、防火A级干混砂浆生产线、防火A级复合砂浆保温板生产线,泡沫保温装饰一体化系列配套设备,建筑垃圾处理设备,工地高压喷水防尘设备,家庭防雾霾治理系统,中小学幼儿园学校教室防雾霾治理系统,市政防雾霾雾炮,防火A级钢丝网架聚苯板免外模板结构一体化设备,EPS线条切割机,便携式水刀,灭火器,小型轻巧式水切割机,高压水清洗机,干混砂浆电脑包装机、废泡沫聚苯颗粒造粒机、防火B1B2级钢丝网架聚苯板点焊机、折弯机、钢丝网织网机、水洗砂机、三回程烘干砂机、泡沫切缝机、砂浆装车机、断丝机、电动吊篮等建筑节能材料生产专用设备和水射流设备。
回转式烘干机施工组织设计

目录一、保证Ø3.2 × 25M矿渣烘干系统施工质量的措施 (1)二、回转式烘干机安装质量管理体系 (3)三、工程概况 (5)四、回转式烘干机施工组织设计 (6)一、结构原理及性能 (6)二、安装前准备 (6)三、安装过程和质量控制 (12)四、试运转 (15)五、安全生产、文明施工措施 (17)一、保证Ø3.2 × 25M矿渣烘干系统施工质量的措施1、建立健全以项目经理为首的质量、安全、工期保证体系及现场管理机构,编制质量计划,使之在施工中有效地运行。
2、积极推进全面质量管理活动,有领导、有计划地开展质量意识教育和技术培训,并进行严格考评,以提高各级人员的质量意识和技术业务水平,牢固树立“用户至上,质量第一”的思想意识。
全面贯彻执行公司规定的各项管理制度,实行标准化作业。
在关键工序、特殊工序设立质量的控制点,确保工程质量。
3、建立全面质量管理委员会,开展质量目标方针管理,实行阶段性质量大检查,对存在的质量问题认真进行研究分析,并制定相应的整改方案和措施,使施工质量达到标准要求。
4、工程施工严格按照图纸、技术条件、国家和有关部门颁布的标准要求进行。
气、水、风等工程安装前各专业人员应编制详细施工技术方案指导施工,压力管道焊接和其他重要焊接缝均应编制焊接施工方案和焊接工艺卡,并由持相应位置合格证的焊工施焊,重要焊缝必须经过工艺评定检验合格后,模拟实验合格后,方能进行施焊,专职检验员必须按JCJ03-90及有关验收规格规定检查验收,并作好记录。
5、制定各级质量工作岗位责任制,做到纵向到底横向到边,杜绝重进度,轻质量的思想。
6、认真做好设备开箱检查工作,作好记录,发现数量或质量不符合规定及时反馈信息,以保证工程竣工后完好无损。
对于供方设备的解体检查,应按技术文件规定进行,并作好解体检查记录;安装前,须作单体试压的设备,应事先进行检查、清洗、试压,合格后,方能安装。
烘干机详解

1.回转烘干机回转烘干机也叫转筒烘干机,转筒干燥机。
该机对物料的适应性强,可以烘干各种物料,且设备操作简单可靠,故得到普遍采用。
回转烘干机广泛用于建材、冶金、化工、水泥工业烘干矿渣、粘土等物料。
回转烘干机主要由回转体、扬料板、转动装置、支撑装置及密封圈等部件组成。
具有结构合理、制作精良、产量高、能耗低、运转方便等特点。
回转烘干机主要性能与特点:1. 高效组合扬料板:根据物料在干燥过程中物性的变化,采用多种结构的组合扬料板,使物料在筒内形成均匀的料幕,与热烟气进行充分的传热和传质,对于高湿的粘性物料,将有防堵塞阻料和破积球的链破装置。
对于流动性特好的物料,采用勺型弧板等。
从而使其单位容积蒸发强度达40~80 kg /m3.h,蒸发强度较传统回转烘干机提高50~100%。
2. 随动式调心托轮装置:采用不同于传统烘干机托轮的轴承型号和结构形式,托轮与轮带自约束保持线接触,摩擦面接触更宽泛均衡,保证了托轮与轮带的使用寿命,增强了筒体运转的稳定性。
并适当减少托轮间夹角,减少运转阻力,降低电耗。
3. 合理调整转速:根据干燥物料的理化性能不一,干燥的停留时间有所区别,设计采用最佳转速运行,充分保证烘干质量。
可依用户要求采用电磁调速或变频调速。
4. 收尘尾罩设计:根据不同干燥物料的要求,扩腔设计尾罩和改变尾气流向,让尾罩取到初级收尘作用,大大减少了后续收尘器的收尘压力。
5. 新型密封装置:回转烘干机的前后密封圈借鉴了回转窑的密封装置,由不锈钢鱼鳞片组成,耐温耐磨,密封效果好,使用寿命长,安装维护便利。
2.盘式成球机QPY 型预加水盘式成球机是我国第一代采用电动刮刀式成球机成球的新机器,是预加水成球系统中的主机设备,该机具有成球粒度均匀、操作方便、运转平稳,使用寿命长等特点。
QPYG 型预加水盘式成球机适用于水泥厂生料成球系统的改造或新建,具有结构简单,高度低,用维护方便等优点。
3.回转窑回转窑是指旋转煅烧窑(俗称旋窑),属于建材设备类。
回转窑,回转滚筒干燥机使用说明书
一、概况:HZG系列回转圆筒干燥机是最古老的干燥设备之一,目前仍然被广泛应用在化工、建材和冶金等领域。
本干燥系统主要有供热部分、加料器、圆筒干燥主机、风机、除尘器、控制电柜等部分组成。
它的工作原理如下,湿物料从前端加入圆筒干燥主机,经过转筒内部时,与通过筒内的热风或被加热的壁面进行有效的接触而被干燥,干燥后的产品从圆筒的后端下部收集。
转筒干燥器的主体是略带倾斜并能回转的筒体,在干燥过程中,物料借助于圆筒的缓慢转动,在重力的作用下,从较高的一端向较低的一端移动。
筒体内壁上装有抄板或类似的装置,它把物料不断地抄起又洒下,使物料与热空气的接触面积增大,以提高干燥速率并同时促进物料向前移动。
干燥过程中所用的热载体一般为空气、烟道气或过热水蒸汽。
如果热载体为空气或烟道气,则干燥后的废气排放前须经除尘器除尘,以免对环境造成污染。
转筒干燥器适合处理能自由流动的颗粒状物料,对不能完全自由流动的物料可以采用特殊的方法处理。
例如,将一部分产品返回到加料器内,与湿物料混合,形成均匀的颗粒状后送入干燥器,或者将一部分产品返回到干燥筒的第一段,以保证干燥筒的第一段一直保持一个自由流动的料层。
二、特点和应用范围:1、结构简单,操作方便;2、适应范围广,可以干燥颗粒状物料,附着性大的物料;3、操作弹性大,生产上允许产量有较大的波动,不致影响产品质量;4、生产能力大,可以连续操作;5、故障少,维修费用低;6、设备体积大,一次性投资少;7、安装、拆卸工作量大;8、物料在干燥器内停留时间长,物料颗粒之间停留时间差异较大,对于温度有严格要求的物料不适用。
9、适用物料:矿石、高炉矿渣、煤、金属粉末、磷肥、硫铵、酒糟渣、轻质碳酸钙、活性白土、磁粉、石墨、药渣等等。
三、回转圆筒干燥机主要技术规格指标:1、设备名称:回转圆筒干燥机2、设备型号:HZG-1.0x123、转速:10rpm可调,筒体安装角度:3°4、传动电机:7.5kw5、减速机 :BWD5-43四、电气控制柜原理:该设备根据干燥原理,在电气控制方面分成几个控制系统:热风控制系统、加料及搅拌装置控制系统、出料控制系统。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
JC335—2006 水泥工业用回转烘干机(本信息发布于2008年12月01日) [字体:大中小]1 主题内客与适用范围本标准规定了水泥工业用回转烘干机的产品分类、技术要求、试验方法和检验规则等。
本标准适用于烘干粘土、矿渣、石灰石和原煤等物料的水泥工业用回转烘干机(以下简称烘干机)。
2 引用标准GB 699优质碳素结构钢技术条件GB 700碳素结构钢GB 1184形状和位置公差未注公差的规定GB 1804公差与配合来往公差尺寸的极限偏差GB 3274碳素结构钢和低合金结构钢热轧厚钢板和钢带GB 3323钠溶化焊对接接头射线照相和质量分级GB 5117碳钢焊条GB 5118低合金钢焊条GB 10095浙开线圆柱齿轮精度GB 11345用焊缝手工超声波探伤方法和探伤结果分级JC 355水泥机械产品型号编制方法。
JC 401.2建材机械用碳钢和低合金钢链件技术条件JC 401.3建材机械用铸钢件缺陷处理规定JC/T 402水泥机械涂漆防锈技术条件JC/T 406水泥机械包装技术条件ZBJ 19004圆柱齿轮减速器ZBJ 74003压力容器用钢板超声波探伤于125mm的周边进行超声波探伤检验,其结果应符合ZBJ74003中I级规定。
4.2.1.2 钢板表面质量应符合GB3274的规定。
4.2.1.3 筒体段节作环向拼板时,沿整个圆周上的纵焊缝条效不得多于2条,最短拼板弧长不得小于1/4周长。
4.2.1.4 简体段节的最短长度不应小于800mm,其布置不应靠近轮带附近。
4.2.1.5 各相邻简体段节的纵向焊缝应相互错开,且错开距离不得小于600mm。
4.2.1.6 焊缝对口错边量b(见图l)不得大于2㎜。
图14.2.1.7 出厂两大段节接缝断面处的圆周长公差为0.20%D(D为筒体内直径),且不得大于7㎜。
4.2.1.8 筒体同一断面上的最大直径与最小直径之差不得大于0.20% D。
4.2.1.9 出厂的段节两端焊接坡口在制造厂加工,坡口形式按规定执行。
4.2.1.10 段节两端面偏差值f(见图2),小段节不得大于2㎜,出厂的大段节不得大于1㎜。
4.2.1.11 不等厚钢板对接时,当两钢板厚度差大于薄刚板厚度的30%或超过5㎜时,在段节外侧(见图3)按L1≥5(S1-S2)的要求削薄厚板的边缘。
L1段表面粗糙度Ra的最大允许值为12.5μm。
图34.2.1.12 对接焊缝形成的棱角E不得大于0.1S+1,且不得大于3㎜,纵焊缝用弦长L2等于1/6D,且不小于300mm的样板检查,环向焊缝用长度不小于300㎜的直尺检查(见图4、图5)。
图4 纵焊缝图 54.2.1.13 简体焊接后的长度公差为其长度的0.05%,轮带间距公差为其间距的0.O25%。
4.2.1.14 出厂的大段节中心线的直线度公差;大齿圈和轮带处为Φ4mm,其余部位为Φ5mm。
长度公差为该段节长度的0.025%。
4.2.1.15 段节焊接用的焊条应符合GB5117和GB5118中的规定,其质量应保证焊缝的机械性能不低于母材的机械性能。
4.2.1.16 简体上的孔应与焊缝错开,其边缘距离不小于75㎜,所有孔的位置度公差为Φ3mm。
4.2.1.17 焊前筒体坡口应用坡口样板进行检查,坡口处不允许有影响质量的缺陷存在。
4.2.1.18 焊缝表面及热影响区不允许有裂纹和影响强度的缺陷。
4.2.1.19 焊缝应饱满,最低应不低于母材表面,最高应不高出3mm,扬料板处应磨平。
焊缝咬边深度不得大于0.5㎜,连续长度不得大干lOOmm,每条焊缝咬边总长度(焊缝两侧之和)不得超过该条焊缝长度的l0%。
4.2.1.20 焊缝探伤检查:当采用射线探伤时,应不低于GB3323中的Ⅲ级,当采用超声波探伤时,应不低于GBll345中的Ⅱ级。
4.2.2 大齿圈4.2.2.1 材料应不低于JC401.2中有关ZG310—570的规定。
4.2.2.2 铸件进行正火处理,加工后齿顶圆表面硬度应不低于HBl70。
4.2.2.3 大齿圈制造精度按GBl0095中的9—9—8JL执行。
4.2.2.4 大齿圈基准端面的全跳动和齿顶圆的圆跳动公差接GB1184附表4中的8级规定。
4.2.3 小齿轮4.2.3.1 材料应不低于GB699中有关45钢的规定。
调质处理后齿顶圆表面硬度应不低于HB220。
4.2.3.2 小齿轮的齿顶圆表面硬度应高于大齿圈的硬度,其差值应不低于HB20。
4.2.3.3 小齿轮的制造精度按GBl0095中的9-9-8GJ执行。
4.2.4 托轮4.2.4.1 材料应不低于JC401.2中有关ZG310-570的规定。
铸件应进行正火处理,加工后托轮外圆表面硬度应不低于HBl90。
4.2.4.2 托轮外圆表面的硬度应高于轮带外圆表面硬度,其差值应不低于HB20。
4.2.4.3 托轮外圆与轴孔的圆柱面的同轴度公差应按GBll84中9级规定。
4.2.4.4 加工后,托轮轮缘、轮毂厚度的偏差不得超过设计尺寸的5%。
4.2.5 挡轮4.2.5.1 材料应不低于JC401.2中有关ZG310-570的规定。
铸件应进行正火处理,加工后圆锥工作面硬度应不低于HBl90。
4.2.5.2 挡轮圆锥工作面与轴承配合圆柱面的同轴度公差应按GBll84中9级规定。
4.2.5.3 加工后,挡轮内外圆轮缘厚度偏差不得超过设计尺寸的5%。
4.2.6 轮带4.2.6.1 材料应不低于JC401.2中有关ZG310-570的规定,铸件正火处理,加工后轮带的工作面表面硬度应不低于HBl70。
4.2.6.2 轮带内、外圆柱面的同轴度公差应按GBl184中9级规定。
4.2.6.3 加工后,对箱形结构轮带的内、外轮缘厚度偏差不得小于设计尺寸的5%或大于设计尺寸的l0%。
4.2.7 托轮轴4.2.7.1 材料应不低于GB699中有关45钢的规定。
调质处理后的硬度应为HB200~240。
4.2.7.2 同轴度公差应按GBll84中8级规定。
4.2.8 铸钢件缺陷处理规定4.2.8.1 铸钢件缺陷的处理应符合JC401.3中的有关规定。
4.2.8.2 对大齿圈、轮带、托轮、挡轮等重要铸钢件的缺陷焊补应符合以下规定:a、粗加工后,轮带、托轮、挡轮外圆表面和大齿圈轮缘上的切凿宽度应不超过工作宽度的l0%,切凿深度应不超过壁厚的25%,切凿面积总和应不超过各该表面总面积的2%,但连同毛坯件的切凿面积在内总和应不超过各该表面总面积的4%。
b、焊补前应预热,焊补后进行热处理。
焊补处硬度应低于母材硬度,其中心部位与母材硬度的差值应不大于l0%。
c、精加工后的工作表面不允许进行焊补。
4.3 装配要求4.3.1 所有零件必须经检查合格。
外购件、外协件必须有质量合格证明文件或厂内检验合格后方可进行装配。
4.3.2 筒体组装一般应在制造厂进行,但需分段出厂的段节,制造厂家应做好对接位置标记。
4.3.3减速器装配及试验应符合ZBJl9 004规定。
4.4 安装要求4.4.1筒体组装后应符合下列要求:a、轮带端面圆跳动不得大于2㎜,径向圆跳动不得大于lmm;b、大齿圈端面圆跳动不得大于1mm,径向圆跳动不得大于1.5mm;c、大齿圈与相邻轮带间距极限偏差不大于2㎜。
4.4.2 大齿圈和小齿轮的轴向相对位置允差不得大于士2mm。
4.4.3 减速器低速轴与小齿轮轴同轴度公差按GBll84中9级规定。
4.4.4 大、小齿轮的齿顶间隙在冷态时应在0.25m(m为齿轮模数)加上2~3mm范围。
4.4.5 大、小齿轮的齿面接触斑点沿齿高不少于40%,沿齿长小少于50%。
4.4.6 托轮中心线应平行于筒体中心线倾斜安装,平行度公差在每米长度内为0.1㎜。
4.4.7 同一组托轮轴承座的中心高应相等。
允差不得超过0.1mm。
4.5 涂漆防锈要求产品涂漆防锈应符合JC/T402的要求,未涂防锈油或防锈漆的产品不准出厂。
4.6 空载试运转要求4.6.1 挡轮、托轮、传动装置应运转正常,无异常冲击和噪音。
4.6.2 轮带与托轮接触宽度应不少于其工作宽度的75%。
4.6.3 简体两端及大齿轮罩等处密封正常。
4.6.4 各润滑部分温升及电机温升不超过30℃。
5 试验方法5.1 焊缝超声波探伤的试验方法按GBll345进行。
5.2 焊缝射线探伤的试验方法按GB3323进行。
5.3 空载试运转按如下规定:a.电动机带动减速器连续运转4h;b.电动机带动整个机组连续运转8h。
6 检验规则产品应经制造厂检验部门检验合格后,并具有产品合格证方可出厂。
6.1 检验分类检验分出厂检验和型式检验。
6.1.l 出厂检验产品出厂前应完成4.1~4.3条、4.5条、7.1条和7.2条各项技术要求的检验。
6.1.2 型式检验型式检验应检验本标准规定的全部技术要求。
下列情况之一须进行型式检验:a.新产品试制定型鉴定时;b.正式生产后如结构、材料、工艺等有较大改变。
可能影响产品性能时;c.正常生产时,应至少每2年进行一次检验;d.产品长期停产后,恢复生产时;e.出厂检验结果,与上次型式检验有较大差异时。
6.2抽样与判定6.2.1 主要零部件应逐件检验。
6.2.2 筒体每一条熄缝都应进行探伤检查,当采用射线探伤检查时,检查长度不得小于该焊缝长度的15%。
当采用超声波操伤检查时为25%、焊缝交叉处必须检查。
6.2.3 用超声波探伤检验发现的可疑处,应采用射线探伤检验进一步评定。
6.2.4 焊缝探伤检验不合格时,对该条焊缝应加倍长度检验,若再不合格时,应100%检验。
对不允许的缺陷亦清除干净后进行补焊,并对该部位采用原探伤方法重新检查。
6.2.5 焊缝同一部位的返修次数不应超过两次.超过两次的返修应经企业技术负责人批准。
且返修部位和次数应在产品质量证明书中说明。
7 标志、包装、运输、贮存7.1烘干机应在适当且明显的位置固定其产品标牌,其型式与尺寸应符合JB 8中的规定,并标明下列内容:a.制造厂名称;b.产品名称和型号;c.产品上要技术参数;d.产品出厂编号和出厂日期;e.产品标准号和商标。
7.2 产品包装应符合JC/T 406的规定,并适应陆路、水路运输要求。
7.3 贮存产品的场所,应具备防锈、防腐蚀和防损伤的设施。
产品零、部件的放置,顶防挤压、变形和本身重力变形。
贮存期时间长的产品应定期检查维护。