气垫式流浆箱控制原理
气垫式流浆箱智能控制系统
I Air-cushioned headbox, the key components of modem paper machine, is the hinge of
"delivering" and "forming", so its performance directly impacts the efficiency of machine and the quality of the paper. This paper takes the Air-cushioned headbox, which is mostly used in
横流和浓度的变化,产生和保持可
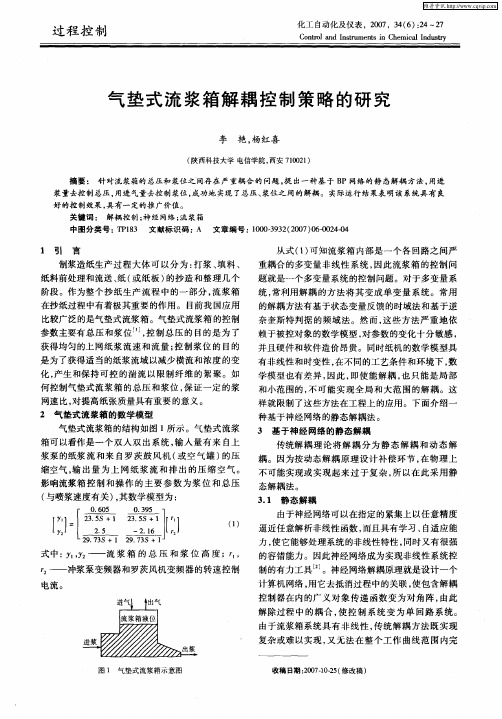
控的瑞流以限制纤维的絮聚。因此如果 图 1-1 气塾式流菜箱结构示意图 要保证纸 张质量,_必须很好地控制流
衆箱的总压和浆位,使其稳定在允许的范围之内。图 1-1 是一种比较常见的气塾 式
流架箱控制方案。图中 LC 表示液位控制,控制器根据所采集的液位信号来控 制
衆泵的转速,而实现对进梁量的控制;PC 表示总压控制,控制器根据所采集 的
Y 1042322
-- ---------------------------- ----
Zhejfang Sci-Tech University
硕士学位论文
MASTER'S THESIS
论义题 fi
科专业 作^;姓 名; 仿教1AiU Nhomakorabea^AA,
Mj Pi 遣萄匆吐
^/^
师: 成 mw :
摘要
1 塾式流菜箱是现代纸机的关键部件,是连接“流送”与“成形”两部分的 关键枢纽, 其性能的好坏直接影响纸机的抄造速度与所生产纸张的质量。本文以 国内造纸企业使用 较多的气塾式流菜箱为研究对象,从分析其内部机理出发,设 计了以实时模糊控制与静 态神经网络解稱相结合的智能控制算法,并将其成功应 用于气塾式流菜箱系统控制。
控制实训论文-流浆箱控制系统
目录0. 引言 ................................................... - 1 -1. 流浆箱的作用............................................. - 1 -2. 流浆箱的基本结构组成....................................... - 1 -3. 流浆箱的发展历程.......................................... - 1 -4. 流浆箱的设计要求.......................................... - 2 -5. 几种典型的流浆箱的简介:.................................... - 3 -5.1 敞开式流浆箱.................................................... - 3 -5.2 气垫式流浆箱.................................................... - 4 -5.2.1 主要结构................................................... - 4 -5.2.2运行原理................................................... - 5 -6. 气垫式流浆箱控制系统....................................... - 5 -6.2 控制方案详解.................................................... - 6 -6.2.1 总压头控制................................................. - 6 -6.2.2 浆位控制................................................... - 7 -6.2.3.总压、浆位解耦控制........................................ - 7 -7. 控制系统配置: ........................................... - 8 -7.1.流浆箱总压头控制设备............................................ - 8 -7.2. LIC-101:流浆箱液位控制....................................... - 10 -7.3. 控制柜........................................................ - 10 -8. 控制效果分析............................................ - 11 -9. 实训总结............................................... - 11 - 参考文献.................................................. - 12 -流浆箱控制系统0. 引言流浆箱是造纸机上的纸浆上网装置,是连接备浆流送系统和纸页成形部得关键设备[1],流浆箱的作用是将进浆管内的浆料转变为均一的、布满纸机全幅的薄层浆流,而且要求这些纤维悬浮液不产生絮聚和浆道,均匀而稳定地流送和喷布到成形网上,从而抄造出定量一致、纤维组织均匀的优质纸页。
气垫式流浆箱控制系统
气垫式流浆箱控制系统
一被控对象
1总压
总压值是流浆箱内纸浆和空气压力之和,该值大小决定了纸浆的流速,因此总压的稳定性直接决定了成型纸克重的稳定。
2液位
每一台气垫式流浆箱都有一个最佳液位值范围,一般位于溢流口附近,即透视窗中间位置。
二控制方法
流浆箱控制思路比较复杂,因为流浆箱内总压和液位相互作用、相互影响,比普通的单回路控制过程复杂的多,简单的讲,其思路大致如此,对总压和液位分别作PID控制,然后在两个控制回路中间加入耦合关系,既然总压和液位分不开,那么控制上就不能分开。
三心得体会
气垫式流浆箱以其良好的可控性在造纸行业受到广泛应用,在流浆箱内加入空气压力使其能自动适应200-600米不同车速的要求,为客户大大节约了调整时间,为成型纸的克重稳定立下了不可磨灭的功劳。
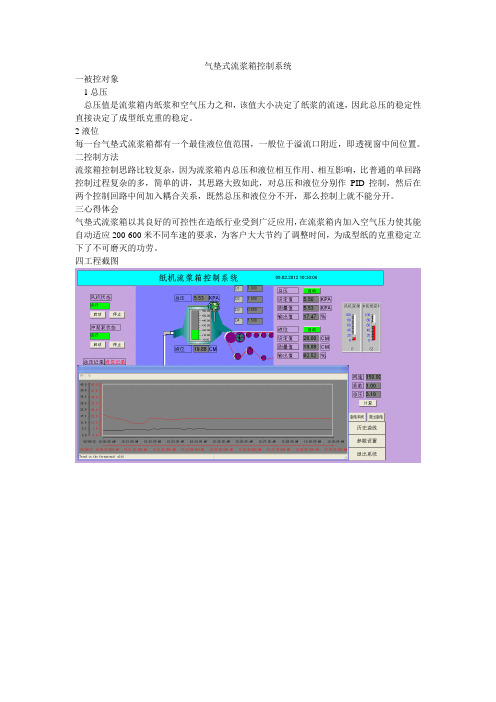
四工程截图。
纸机网前箱与多圆盘控制
气垫式流浆箱流浆箱是抄纸过程中的一个重要设备,成纸的匀度,纵横向撕裂度等许多重要理指标都取决于流浆箱的工况。
气垫式流浆浆箱是随着纸机速度提高而出现的新一代流浆箱,一般用于250米/分以上的纸机,其主要控制参数有三个,即浆的液位,唇板处的总压及浆/网速比。
总压控制可使喷射到网上的纸浆的速度保持连续一致,从而保证纸纤维分布均匀。
液位控制的目的为了获得纸浆流域以保持适当的湍流来限制纤维的絮聚。
浆速/网速比对纸页的成开有和结构有着决定性的影响,是影响成纸物理性能的重要因素。
上述三个参数互相关联,用单回路控制器难以完成,因此需使用工业控制微机来实现。
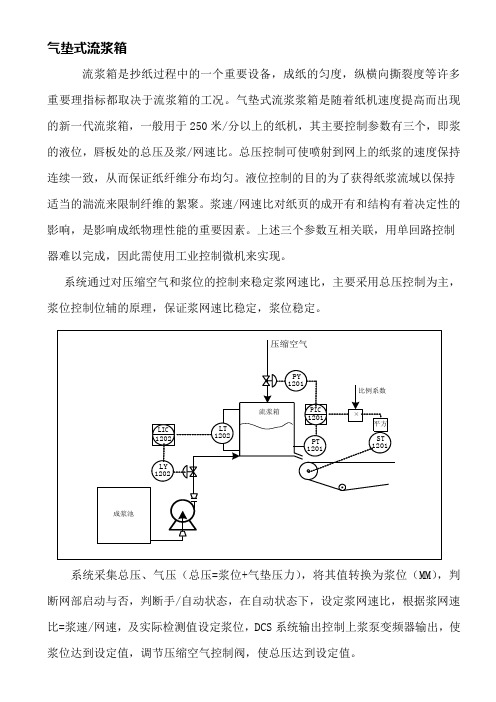
系统通过对压缩空气和浆位的控制来稳定浆网速比,主要采用总压控制为主,浆位控制位辅的原理,保证浆网速比稳定,浆位稳定。
系统采集总压、气压(总压=浆位+气垫压力),将其值转换为浆位(MM),判断网部启动与否,判断手/自动状态,在自动状态下,设定浆网速比,根据浆网速比=浆速/网速,及实际检测值设定浆位,DCS系统输出控制上浆泵变频器输出,使浆位达到设定值,调节压缩空气控制阀,使总压达到设定值。
通过总压控制为主,浆位控制为辅的双闭环协调控制系统,能够实现对浆网速比的稳定控制,通过不断调节上网浆量和气垫压力,使流浆箱的浆网速比及压力的控制精度大为提高。
系统设计为前馈PID调节方式,手自动无扰动切换。
(1)、流浆箱液位控制通过调节成浆池泵出口管道上的阀门开度大小来控制从成浆池到流浆箱的制浆流量以及纸浆总量,从而达到控制流浆箱液位的目的。
闭环控制回路的被控量就是流浆箱液位(用变频器控制更合理)。
(2)、流浆箱唇板处的总压控制对流浆箱的控制一般来讲遵循一下原理:V2=2gh其中:V——喷浆速度(m/s) g——重力加速度(9.8m/s2) h——总压头(m)上述公式说明:要想维持从流浆箱到湿部网上的流浆具有必要的喷浆速度,流浆箱内的压头必须随网速的平方成正比变化。
现在所采用的两种:敞开式和密封压力式。
气垫式流浆箱解耦控制策略的研究
何控制气垫式流浆箱 的总压 和浆 位 , 保证 一定 的浆
是为 了获得适 当的纸浆流域以减少横流和浓度 的变 化, 产生和保持可控 的湍流 以限制纤维 的絮 聚。如
奈奎斯特判据 的频域 法。然 而 , 这些方 法严重地 依 赖于被控对象 的数学模 型 , 对参数 的变化 十分敏感 , 并且硬件和软件造价昂贵。同时纸机 的数学模 型具 有非线性 和时变性 , 在不 同的工艺条件 和环境下 , 数
气 垫式 流 浆箱解 耦控 制策 略 的研 究
李 艳, 杨红喜
( 陕西科技大学 电信学院 , 西安 70 2 ) 10 1
摘要 : 针对流浆箱的总压和浆位之 间存在严 重耦 合的 问题 , 出一种基 于 B 提 P网络的静 态解耦 方法 , 用进 浆量去控制总压 , 用进 气量去控制 浆位 , 成功地 实现 了总压 、 浆位之 间的解耦 。实际运行 结果表明该 系统具 有 良 好 的控 制 效 果 , 有 一 定 的推 广 价值 。 具 关键词 : 解耦控制 ; 神经 网络 ; 流浆箱
¨ ,2 — 控 制 器 C ,2输 出 的 控 制 信 号 ; J 2 — 经 过 解 1¨ — 1C , —
传统解耦 理 论将解 耦 分为 静态 解耦 和动 态解
耦 。因为按动 态解耦 原理设 计补偿环 节 , 在物理 上
不可能实现或 实现起来 过于复杂 , 以在此采 用静 所
态解耦法。
3 1 静 态 解 耦 .
流浆箱控制策略
流浆箱控制策略流浆箱是抄纸过程中的一个重要设备,成纸的匀度,纵横向撕裂度等许多重要理指标都取决于流浆箱的工况。
气垫式流浆浆箱是随着纸机速度提高而出现的新一代流浆箱,一般用于250米/分以上的纸机,其主要控制参数有三个,即浆的液位,唇板处的总压及浆/网速比。
总压控制可使喷射到网上的纸浆的速度保持连续一致,从而保证纸纤维分布均匀。
液位控制的目的为了获得纸浆流域以保持适当的湍流来限制纤维的絮聚。
浆速/网速比对纸页的成开有和结构有着决定性的影响,是影响成纸物理性能的重要因素。
上述三个参数互相关联,用单回路控制器难以完成,因此需使用工业控制微机来实现。
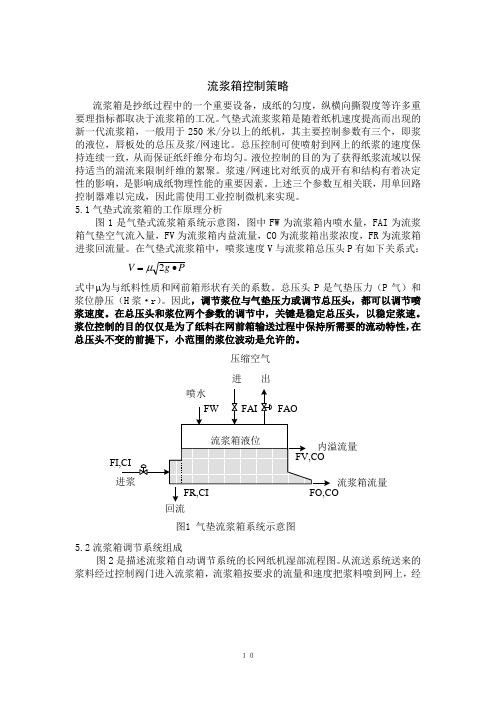
5.1气垫式流浆箱的工作原理分析图1是气垫式流浆箱系统示意图,图中FW为流浆箱内喷水量,FAI为流浆箱气垫空气流入量,FV为流浆箱内益流量,CO为流浆箱出浆浓度,FR为流浆箱进浆回流量。
在气垫式流浆箱中,喷浆速度V与流浆箱总压头P有如下关系式:PgV∙=2μ式中μ为与纸料性质和网前箱形状有关的系数。
总压头P是气垫压力(P气)和浆位静压(H浆·r)。
因此,调节浆位与气垫压力或调节总压头,都可以调节喷浆速度。
在总压头和浆位两个参数的调节中,关键是稳定总压头,以稳定浆速。
浆位控制的目的仅仅是为了纸料在网前箱输送过程中保持所需要的流动特性,在总压头不变的前提下,小范围的浆位波动是允许的。
回流流浆箱流量进出压缩空气图1 气垫流浆箱系统示意图5.2流浆箱调节系统组成图2是描述流浆箱自动调节系统的长网纸机湿部流程图。
从流送系统送来的浆料经过控制阀门进入流浆箱,流浆箱按要求的流量和速度把浆料喷到网上,经网上脱水成形形成湿纸页。
水压缩空气图2流浆箱自动调节系统流程图5.3四种气垫流浆箱自动调节方案分析在图2中,流浆箱总压和浆位是被控变量,进浆量和压缩空气流出量是控制量,根据选取被控变量和控制量的不同,气垫式流浆箱自动控制有四种方案。
方案1:如图3所示,总压的控制是通过总压调节器(PC )改变浆料调节阀门,即调节进浆量去实现的。
气垫式流浆箱控制系统的设计

辊 的转 动 产 生 微 小 可 控 的 湍 流 , 止 纸 浆 絮 聚。 防
罗茨 风机 从进 气 口鼓 入 压缩 空 气 产 生 气垫 压 力 ,
纸浆 在 自身静 压和气 垫压 力 的作用 下从 唇 口喷 到 网 布上 ( 喷浆 ) 。其 中 , 浆箱 总压 和 喷浆 速 度 的 流 计算 式 为 :
于 0 9—10 即网布 与 喷浆 的 速度 必 须保 持 一定 . .,
的 比例 。在 网速一 定 的情况下 要保 持浆 网速 比恒 定, 就要 稳定 总 压 , 但是 浆 位 又 会 影 响 总压 的值 ,
流 浆箱 是一 个 双输 入 双 输 出系 统 , 入 量 为 输 冲浆泵输 入 的 浆流 和 罗 茨 风机 鼓 入 的 压 缩 空气 ,
控 制策略
S-0 P C 72 0 L
文 章 编 号 10 -9 2 2 1 ) 9l0 -3 003 3 (0 1 0 一170
流 浆箱 是造 纸工 艺 中浆 料制 备 和纸 页成 型 的
式中
P—— 总压 ,P ; k a
中枢连 接 设 备 , 作 用 是 控 制 上 网 浆 流 均 匀 分 其
布 ¨ , 车速 高 于 2 0 mi 在 5 m/ n的中 、 高速 纸机 上 必 须 配备 气垫 式流浆 箱 。流浆 箱 的控制 参数 主要 有
浆 位和 总压 , 目的 是控 制 纸 浆 流 域 以减 少 横 流 和 纸 浆浓 度 的变 化 , 获得 均 匀 的上 网浆 流 以保 证 纸 张 的成 型质 量 。
总压 降低 时增 加进浆 量 , 总压 升高 时减小 进浆 量 ; 浆位 升高 时增 加进气 量 , 浆位 降低 时减小 进气 量 。
浆箱 堰池 , 入 堰 池 的 纸 浆 高 度 要 控 制 在 3 进 0—
流浆箱工作原理分析
流浆箱工作原理分析1. 引言流浆箱是一种常用于工业生产中的装置,用于储存和输送各种类型的流体,例如液体、气体或粉末。
在本文中,我们将对流浆箱的工作原理进行详细分析。
2. 流浆箱的组成典型的流浆箱由以下几个部分组成:2.1. 箱体流浆箱的箱体是一个密闭的容器,通常由钢或其他耐腐蚀材料制成。
箱体具有足够的强度和密封性,以承受储存液体或气体时产生的压力。
2.2. 进出口管道流浆箱内设有进出口管道,用于将流体引入和排出流浆箱。
进出口管道通常包括阀门和管道连接件,以便控制流体的流动和调节压力。
2.3. 搅拌器为了确保流体内部的均匀混合和循环,流浆箱内通常安装有搅拌器。
搅拌器可以通过旋转或震动等方式将流体搅拌均匀,避免流体中的固体颗粒沉积或析出。
2.4. 流量计为了监测流体的流动速度和流量,流浆箱通常安装有流量计。
流量计可以通过测量流体通过的管道截面积和速度来计算出流体的流量。
3. 流浆箱的工作原理流浆箱的工作原理可以简要分为以下几个步骤:3.1. 流体注入首先,需要将流体通过进口管道注入流浆箱内。
在此过程中,可以通过开启或关闭相应的阀门来调节流体的流量和压力。
3.2. 搅拌和混合一旦流体进入流浆箱内,搅拌器开始工作。
搅拌器通过旋转或震动等方式将流体搅拌均匀,确保流体中的固体颗粒保持悬浮状态,避免沉积或析出。
3.3. 流体排出在需要使用流体时,可以通过打开出口管道的阀门,将流体从流浆箱中排出。
流体通过出口管道流动出去,以供工业生产或其他需要使用流体的场合。
3.4. 流量监测和调节在整个过程中,可以通过流量计测量流体的流量和速度。
这些测量数据可以用于监测和调节流体的流动,确保流体在流浆箱内的稳定性和流速的准确控制。
4. 应用领域流浆箱在许多工业领域中都得到广泛应用。
一些典型的应用领域包括:•化工行业:流浆箱用于储存和输送不同类型的化工液体和化工废水。
•制药行业:流浆箱用于混合和储存制药原料和药剂。
•食品加工行业:流浆箱用于储存和输送各种液体和粉末食品原料。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
气垫式流浆箱控制原理
1.总压头控制
在气垫式流浆箱中,P=P’+H,其中,P为总压头,P’为气垫压力,H为浆位。
通过改变P’来稳定H,总压头控制着流浆箱的喷浆速度,它由上浆泵的转速来调节,总压头的稳定与否对纸张纵向定量有较大的影响,必须保证总压控制回路工作在最佳状态。
1) 总压头检测:利用智能压力变送器PIC—101~103检测总压头,PIC—101~103
安装在流浆箱操作侧两匀浆辊中间的侧墙上。
压力变送器的测量范围为0~40KPa(可根
据实际情况进行调整),输出电信号为4~20mA DC。
2)总压头设定:总压头设定值P s有两种设定方法,一是在总压头调节器上直接设定(给定
值);二是在工控机上输入网速w和浆网速比αs,计算机根据公式
P s=K×(αs×W)2计算确定,通过通信接口送给总压头调节器。
3) 总压头控制:计算机根据总压头的设定值、实测值及总压头与浆位之间的耦合关系,
经过相应的控制处理后,给出控制信号(4~20mA DC),通过上浆泵变频器控制上
浆泵的转速,若总压头的实际值低于给定值,则增大上浆泵的转速,反之,则减
小上浆泵的转速,直至总压头达到设定值。
上浆泵也可手动控制,即在人机界面
上将对变频器的输出置于“手动”位置,直接控制上浆泵的转速。
4) 浆速/网速比控制:纸页在纵横方向的组成是否一致,与纸浆在流浆箱唇口的喷浆速
度和网速的关系十分密切,而流浆箱总压又决定了纸浆的喷浆速度,其关系为α
=J/W=60√2gP/V其中P为总压头,W为网速,α为浆速网速比,在实际使用时,
由于唇板开流浆箱形状等各不相同,α的设定值αs值亦不相同,因此需要根据
实际情况来如以确定,在没有浆网速比控制的设备上,一般都通过人工计算列出
对照表,操作工根据不同车速手动调节总压头设定值。
在本系统中,总压可自动
跟随车速变化(配备网速输入模块),而且通过键盘输入,可容易地改变αs值以
适应工艺的要求;同时又给出了不同浆网速比条件下的总压—网速对照表,供操
作者查询。
5) 正常运行:系统运行时,计算机会自动控制上浆泵的转速,保证总压头的实际值在其
给定值附近允许的范围内变化。
2.浆位控制
在双匀浆辊气垫式流浆箱中,浆位控制回路是总压控制回路中的一个中间环节,在总压调节过程中,会使浆位产生不断的波动,这就要依靠浆位调节回路不断进行调整,使液位稳定在一定的高度上。
1)浆位检测:利用差压式液位变送器LT—101~103检测浆位,其法兰部安装在流浆箱底部外侧。
低压侧通过导引管安装在流浆箱上部的外侧,根据其差压测
定浆位高度。
2)浆位设置:根据实际要求设置在0.43米
3)浆位控制:计算机根据浆位的设定值、实测值及浆位于总压头之间的耦合关系,经过相应的控制处理后,给出控制信号(4~20mA DC),通过风机变频器
控制罗茨风机的鼓风量。
若浆位偏低则减少风量,反之,若浆位偏高则增加风
量,直到液位达到设定值为止。
风机速度也可在人机界面上设置成手动状态,
由手动确定其转速。
此功能在调试时可加以利用。
4)正常运行:理想的浆位调节,应使浆位的波动在允许的范围内,既要确保浆面的浮浆和气泡通过溢流槽全部溢流,又要使浆位调节对总压
头的影响为最小。
3.总压、浆位解耦控制
由于在总压调节时会影响浆位,而在浆位调节时又会影响总压,若处理不当会引起振荡,或持续性的波动,会严重影响抄纸质量。
在本系统中,采用了自行开发的解耦技术,完善的解决了总压—浆位耦合的问题。
本系统除具有上述主要功能外,还具有测量参数,设置参数,控制参数等实时彩色图形显示,历史数据存贮,在线操作指导,联网传输信息,组成车间管理系统等功能。