模具保养标准书
模具保养SOP 2014-

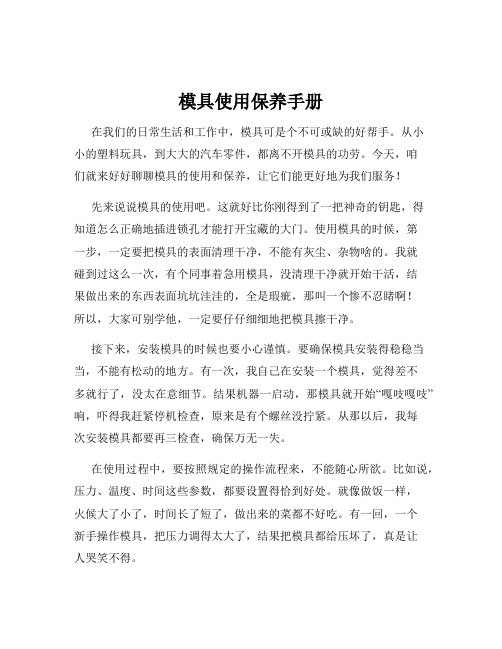
1,拆抽蕊针,如图 1 所示 2,保养导柱,如图 2 所示 3,分别清洁保养,加油,紧固螺丝,液压管路; 4,作业频率:生产中模具每周一次 5,所需作业物品/工具:内六角板手,小铜锤,清洗剂,软质擦布 高温油。
审核人
日期
RM-Hostaform M25AE 直顶 2
摸具保养 模具保养 L1
1
模具保养L2 1
动模
模具保养L3 送厂商维修保养
起草人
动模
王军
合格操作人
1,导柱加油,如图 1 所示 2,模面清洁.如图 2 所示 2 3,作业频率:生产中模具每8小时一次
4,所需保养物品/工具:清洗剂。软质擦布。高温油
定模 2 瞿忆敏
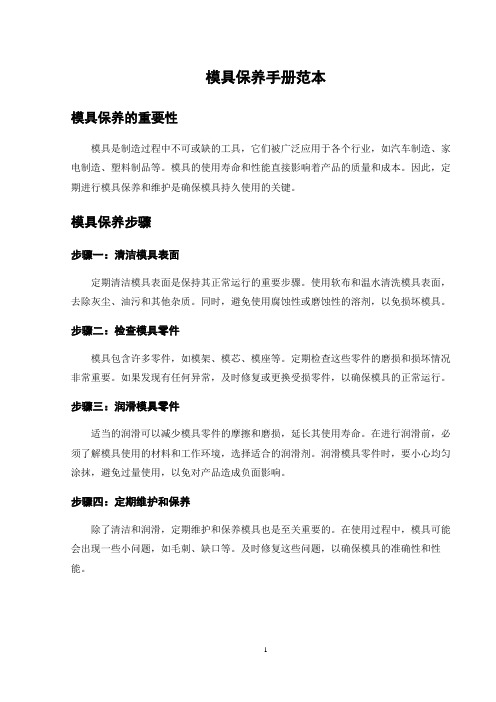
模具信息
模具保养指导书
RBS-SH-SOP 版本
version01
工厂 stie:
模具编号 适用产品 进胶方式 穴数 模板
产品照片
HC-MD-023 -C
点胶口 4 3
模具产地 原材料 顶出方式 热流道 水路数量
太仓
文件号 DocumentNO:
tai cang 页码
1/1
Page
模具使用保养手册
模具使用保养手册在我们的日常生活和工作中,模具可是个不可或缺的好帮手。
从小小的塑料玩具,到大大的汽车零件,都离不开模具的功劳。
今天,咱们就来好好聊聊模具的使用和保养,让它们能更好地为我们服务!先来说说模具的使用吧。
这就好比你刚得到了一把神奇的钥匙,得知道怎么正确地插进锁孔才能打开宝藏的大门。
使用模具的时候,第一步,一定要把模具的表面清理干净,不能有灰尘、杂物啥的。
我就碰到过这么一次,有个同事着急用模具,没清理干净就开始干活,结果做出来的东西表面坑坑洼洼的,全是瑕疵,那叫一个惨不忍睹啊!所以,大家可别学他,一定要仔仔细细地把模具擦干净。
接下来,安装模具的时候也要小心谨慎。
要确保模具安装得稳稳当当,不能有松动的地方。
有一次,我自己在安装一个模具,觉得差不多就行了,没太在意细节。
结果机器一启动,那模具就开始“嘎吱嘎吱”响,吓得我赶紧停机检查,原来是有个螺丝没拧紧。
从那以后,我每次安装模具都要再三检查,确保万无一失。
在使用过程中,要按照规定的操作流程来,不能随心所欲。
比如说,压力、温度、时间这些参数,都要设置得恰到好处。
就像做饭一样,火候大了小了,时间长了短了,做出来的菜都不好吃。
有一回,一个新手操作模具,把压力调得太大了,结果把模具都给压坏了,真是让人哭笑不得。
说完了使用,再来讲讲保养。
模具就像我们的身体,需要精心呵护才能保持健康。
每次使用完模具,都要给它来个“全身大清洁”。
把残留的材料清理掉,用专门的清洁剂擦拭干净,然后再涂上防锈油,防止生锈。
这防锈油就像是给模具穿上了一层防护服,能保护它不受侵蚀。
存放模具也有讲究,不能随便乱丢乱放。
要放在干燥、通风的地方,避免潮湿和高温。
我记得有一次,一个模具被放在了潮湿的角落里,过了一段时间再拿出来,上面都长满了锈斑,简直没法用了。
所以啊,一定要给模具找个好“家”。
定期检查模具也是必不可少的。
就像我们要定期去体检一样,看看模具有没有磨损、变形、裂纹这些问题。
一旦发现问题,要及时修理或者更换。
模具保养操作指导书

A类模具每生产6万模保养一次;
B类模具每生产8万模保养一次;
C类模具每生产8万模保养一次;
D类模具每生产10万模保养一次。
备注:1.分类方法:A类:模具结构复杂带皮纹面;B类:模具结构复杂不带皮纹面;C类:模具结构简单带皮纹面;D类:模具结构简单不带皮纹面
2.模具管理员可根据模具的维修状况和使用情况弹性的安排模具的保养频率。
6.2.2保存时应闭合严实,防止灰尘进入模腔,且放在指定位置。
7.模具保养注意事项
7.1活动部位应及时加润滑油
7.2模面必须清洁,检查模具容易粘模处,进行抛光。
7.3发现异常,如顶出异常,开合模异响,必须及时停机,报修、检查、维修。
8.使用记录:
《模具报修单》
《模具月生产报表》
《模具保养记录》
《模具日常点检记录表》
4.2保养内容:
4.2.1重复日常保养中3.2.1~3.2.4的项目。
4.2.2分解顶针、滑块检查是否有拉伤、断裂、严重磨损等现象,如有应修理
4.2.3排气槽、孔的清理,有困气烧黑部位加排气
4.2.4损伤、磨损部位修理
4.2.5查看热流道是否有漏胶、感温器、电热圈工作是否正常
5.二级保养
5.1由模具厂专业人员进行保养并做好相应记录。
5.3保养项目
5.3.1重复日常保养中3.2.1~3.2.4的项目。
5.3.2重复生产后模具保养中4.2.1~4.2.5的项目。
5.3.3根据生产中产品质量的问题,如:模具合线\皮纹光泽处理\更换导柱\滑块更换\皮纹重新加深处理。
6.其它保养
6.2.1模具外部涂油漆,以免生锈。
3.2.2模具巡检。按《注塑模具日保养点检表》。
模具保养手册范本
模具保养手册范本模具保养的重要性模具是制造过程中不可或缺的工具,它们被广泛应用于各个行业,如汽车制造、家电制造、塑料制品等。
模具的使用寿命和性能直接影响着产品的质量和成本。
因此,定期进行模具保养和维护是确保模具持久使用的关键。
模具保养步骤步骤一:清洁模具表面定期清洁模具表面是保持其正常运行的重要步骤。
使用软布和温水清洗模具表面,去除灰尘、油污和其他杂质。
同时,避免使用腐蚀性或磨蚀性的溶剂,以免损坏模具。
步骤二:检查模具零件模具包含许多零件,如模架、模芯、模座等。
定期检查这些零件的磨损和损坏情况非常重要。
如果发现有任何异常,及时修复或更换受损零件,以确保模具的正常运行。
步骤三:润滑模具零件适当的润滑可以减少模具零件的摩擦和磨损,延长其使用寿命。
在进行润滑前,必须了解模具使用的材料和工作环境,选择适合的润滑剂。
润滑模具零件时,要小心均匀涂抹,避免过量使用,以免对产品造成负面影响。
步骤四:定期维护和保养除了清洁和润滑,定期维护和保养模具也是至关重要的。
在使用过程中,模具可能会出现一些小问题,如毛刺、缺口等。
及时修复这些问题,以确保模具的准确性和性能。
模具保养的注意事项注意事项一:安全操作模具保养时,务必遵守相关的安全操作规程。
使用个人防护装备,如手套和护目镜,以防止意外伤害。
同时,模具保养需要专业知识和技能,不熟悉操作的人员应禁止进行维护。
注意事项二:合理存储模具在不使用和保养时,应妥善存放在干燥、通风的地方。
避免长时间曝晒于阳光下或存放在潮湿的环境中,以防止模具受潮或变形。
注意事项三:定期培训为了确保模具保养工作的质量和安全,定期对维护人员进行培训至关重要。
培训应包括模具保养知识、安全操作、故障处理等内容,帮助维护人员提高技能和意识。
结论模具保养是确保模具正常运行和延长使用寿命的关键措施。
通过清洁、检查、润滑和定期维护,可以保持模具的性能和准确性。
同时,注意安全操作、合理存储和定期培训也是模具保养中不可忽视的因素。
模具保养指导书
篇一:模具保养作业指导书模具保养作业指导书1.目的:本指导书规定模具的维护保养管理工作,确保模具处于完好状态。
2.适用范围:公司内塑料注射模具的日常保养、周期保养及上机前的清理保养。
3.引用标准:无。
4.职责:设备科负责模具的周期保养,注塑车间负责模具的日常保养。
5.模具的保养5.1模具的日常保养5.1.1上模前,装卸模操作工必须对模板进行彻底清吹,保证模具清洁,无异物,并检查冷却串水、油是否畅通。
5.1.2在生产过程中的保养工作,由车间的操作工落实。
5.1.2.1操作工必须熟悉模具的结构特点及操作注意事项。
5.1.2.2在生产过程中,要对模温,模具的螺栓,开合模等各种可能对模具造成损坏的情况进行监视,出现异常情况时,必须立即停机,报告车间主管人员。
情况特别严重时,车间主管人员要及时与设备科联系。
在实施日常保养时和上下模时,要注意保护分型面不被硬物碰伤、划伤。
5.1.2.3注意保持模具的清洁润滑,定时进行清吹、导柱加油和喷脱模剂工作。
5.1.2.4当模具因故暂停时,必须提前10分钟左右,把模具的串水关掉,当模具停止生产8小时以上或完成计划需下机保养时,需用汽枪吹出模具中遗留水分(尤其是分型面上的水分)并且喷防锈剂,然后半合模停机。
5.1.3下模时,由车间的装卸模人员用汽枪吹净模具水路中的水,特别是型芯中的串水。
对溅在模具型面及其外面的水,尤其是雾化处理型腔表面上的水分要立即吹净。
并检查模具型面上是否均匀喷涂防锈剂,如无应均匀喷涂防锈剂。
5.2模具的周期保养,主要由设备科的模具维修工落实。
5.2.1模具维修工必须熟悉模具结构,拆卸模具必须轻移轻放,拆装型腔、型芯时,严禁用硬质金属敲击模具部件;拆下的型腔,型芯必须摆放牢固、有序。
5.2.2在保养模具过程中,应特别注意检查型腔、型芯、导柱、导套、浇口、弹簧、拉杆、密封圈、水道、串水针的状态,发现问题须作出相应的处理,问题比较严重必须及时报告班长或班长以上级别的主管人员,采取相应的措施后方可继续保养。
模具维修保养基准制度范本
模具维修保养基准制度范本一、目的为确保生产设备的正常运行,提高模具的使用寿命,降低生产成本,特制定本制度,明确模具维修保养的标准、程序和责任。
二、适用范围本制度适用于公司所有模具的维修保养工作。
三、职责分配1. 设备管理部门负责模具维修保养工作的组织与监督。
2. 操作人员负责日常的模具检查、维护和简单的故障排除。
3. 维修技术人员负责模具的定期维修、保养和故障排除。
四、维修保养内容与标准1. 日常维护(1)操作人员需在生产前后对模具进行检查,确保模具各部件齐全、完好。
(2)生产过程中,操作人员应密切关注模具运行情况,发现异常立即停机处理。
(3)每日生产结束后,操作人员应对模具进行清洁、润滑和排水工作。
2. 定期保养(1)设备管理部门根据模具使用情况,制定定期保养计划,并组织实施。
(2)维修技术人员对模具进行定期检查,发现问题及时维修。
(3)定期对模具进行清洗、去污、涂油,保持模具表面光洁。
(4)检查模具各部件的紧固情况,如有松动应及时紧固。
(5)检查模具的导向装置、冷却系统、传动系统等是否正常工作,发现问题及时处理。
3. 故障排除(1)操作人员在发现模具故障时,应立即停机,保护现场,并及时报告设备管理部门。
(2)设备管理部门组织维修技术人员对故障进行排查,找出原因。
(3)维修技术人员根据故障原因,采取相应的措施进行维修保养。
(4)故障排除后,操作人员应进行试运行,确保模具正常运行。
五、维修保养记录1. 操作人员应每日记录模具的运行情况,包括生产数量、故障情况、维修保养内容等。
2. 设备管理部门应定期收集、整理维修保养记录,分析模具运行情况,制定相应的改进措施。
六、监督与考核1. 设备管理部门对模具维修保养工作进行监督,确保各项工作的顺利进行。
2. 定期对操作人员和维修技术人员的模具知识、操作技能进行考核,提高维修保养水平。
七、附则本制度自发布之日起实施,如有未尽事宜,可根据实际情况予以补充。
本制度的修改权归设备管理部门所有。
模具保养作业指导书

文件编号
FLC-WI-MD-001
Hale Waihona Puke 页码1/11.0目的:
延长模具寿命,确保产品符合质量要求。
2.0适用范围:
本社的所有模具。
3.0定义:
3.1日保养:每日对所生产的模具、型面进行处理,动作部位更换黄油,确保生产正常。
3.2大保养:当生产累计达2万模时,由成形技术员将模具拆下送模具课保养,按4.0程序进行保养。
版次
变更记录
作成
审查
承认
日期
4.5.3将模仁拆除进行清洗,检查模仁状况异常时及时联络或维修。
4.5.4将动作部位清洗干净,并涂上适当黄油。
4.5.5将分解部分进行组装,在组装过程中确认标记不可出错,锁螺丝按锁对角方式进行锁紧。
4.5.6检查动作部分,确保其动作顺畅。
4.6将固定侧与移动侧进行组装。
4.7检查零件是否遗装。
4.8将模具放置备型区,做好保养记录。
4.0程序:
4.1准备好所需工具、零件盒,清理工作台避免零件遗失。
4.2将模具表面用布擦干净,保持外观美观。
4.3将固定侧与移动侧分开,检查型面并将拉丝、异物、污迹清除。
4.4将固定侧分解
4.4.1分别把固定环、引料按头、固定型板、取付板拆开,将螺丝放入零件盒。
4.4.2将型腔从固定型板中拆开,在拆开的过程中可用专用锤或铜棒将型脱离,不可使用铁类击打,且注意型腔保护。
4.4.3将型腔及型板的异物等清除,水路清理,确认防水圈是否良好。
4.4.4检查各部位是否有磨损等其它不良状况,修理好后分别将分解部件组装。
4.5将移动侧分解
4.5.1将移动侧固定螺丝拆除,可分解部位进行分解,在分解过程中注意各部位编号、方向,防止组装时装错。
模具保养作业指导书
模具保养作业指导书1.0⽬的:规范模具保养作业,延长模具使⽤寿命,确保量产顺畅,减少品质异常。
2.0范围:适⽤于制造总⼚所有模具。
3.0定义:3.1计划保养:⼜称⼤保养、分解保养,是指对所有模具按保养计划进⾏拆散、清洗、除锈、涂抹润滑油等的保养⼯作;3.2产前保养:指停产时间达⼀⽉以上,需再次⽣产的模具进⾏的保养⼯作;3.3产中保养:指对在⽣产的模具在机台上进⾏分型⾯清扫、清理异物及添加润滑剂等⽇常保养作业;3.4产后保养:⼜称⼩保养,指对⽣产后的模具进⾏分型⾯清扫、除锈等的保养⼯作;3.5异常保养:⼜称中保养,指对⽣产中模具出现异常时进⾏拆散、清洗、除锈、涂抹润滑油等的保养⼯作;3.63.7PC+30%GF:聚碳酸酯+30%玻璃纤料。
3.8PA+(45%-50%)GF:尼龙+(45%-50%)玻璃纤料。
4.0权责:4.1模保员:负责对模具进⾏保养;4.2模保组长:检查模保员的保养⼯作。
5.0作业内容:5.1计划保养:模保抄数员每天对⽣产的模具进⾏抄数统计,统计的数据给模具装配课⽂员,⽂员对符合保养条件的模具通过邮件发给成型,由成型安排下模,开据《模具保养申请通知单》连同模具⼀起拉到模保组,模保组接到《模具保养申请单》及模具后对模具的外部另配件进⾏点检,零配件不全或有损坏的要登记在《模具保养申请单》上双⽅签名确认,确认⽆误后模保组开始对模具进⾏保养作业;模保组接收到成型各课室开出的《模具保养申请验收单》、模具后,开始保养⼯作;5.2产前保养:成型根据⽣管的⽣产排单对模具进⾏上机⽣产,成型课领模员开具《领料单》到模具仓库把要⽣产的模具领出,开《模具保养申请单》把模具拉⾄模保组,模保组接到《模具保养申请单》及模具后对模具的外部另配件进⾏点检,零配件不全或有损坏的要登记在《模具保养申请单》上双⽅签名确认,确认⽆误后模保组开始对模具进⾏保养作业;5.3产中保养:由成型课安排⼈员每天对在⽣产的模具在机台上进⾏分型⾯清扫、清理异物、添加润滑剂等⽇常保养作业;5.4产后保养:模具⽣产完成后,由成型在机台上把分型⾯清扫⼲净、清理异物、吹⼲净运⽔、模胚外表的锈迹处理⼲净、把顶针顶出喷上防锈油后合上模具,开具《退模单》把模具退⾄模具仓库,模具仓管员负责对模具的外部零配件及产后保养的品质进⾏点检,OK后上架存放并做好模具⼊库记录;(如点检发现模具零配件不够、损坏或产后保养不到位的拒绝⼊库作业)5.5异常保养:模具在⽣产中出现顶针不顺、模具漏⽔、产品上有油污或模具开、合模有异响等现象,由成型开具《模具保养申请单》把模具拉⾄模保组进⾏保养作业;5.6保养作业:5.6.1接受模具时点检模具零配件是否有损坏或不够备注在《模具交接点检表上》拆模前,模保员整理⼯作台⾯,使⼯作台⾯整齐,⽆杂物,并准备好装零件的胶盒;5.6.2分开前后模摆正后⽤洗模⽔把前、后模仁上的油污清洗⼲净,⽬测模具上的每⼀处地⽅看是否有损坏;5.6.3把前模仁拆出⽤⼲净的洗模⽔5.6.4检查模具外部的配件、热流道接线盒、拉板、扣机等是否完好,再打开前、后模;5.6.5检查模具零部件是否锈蚀、损坏,有⽆对应字码,如没有,拆下送⾄雕刻处加⼯字码,字码⼤⼩及位置依据⼯件⼤⼩做到⼀⽬了然。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
Production Control:is responsible for providing mold shots and future manufacturing needs.
生管:负责提供模具产出数以及生产需求
Quality:is responsible fordeveloping the inspection routines,and the inspection of the molds.
6.参考文件:References:无None.
7.
流程图:
1、模具保养流程:Typical mold maintenance flow:
2、模具测量流程:Mold Measurement Process
3、模具称重流程:Monthly Weight Analysis
模检:对所有模具的限期维护负主要责任,包括与其他部门一起根据需要排定计划进行分析
Manufacturingis responsible care of the molds during production and notifying the mold department of any issues related to the molds.
3.职责:Responsibilities:
Mold Department:is mainresponsible formanagingthe preventive maintenance of all molds. This includes working with other departments as needed to schedule activitiesand perform analysis.
质量部:负责建立检查规则及模具的检查
4.定义:Definitions:None
5.作业内容:Procedure
5.1从低压铸造机下线之非生产模具,全面检修后,模具本体打砂,喷漆,保养上模具架。Perform a general maintenance on molds returned from the casting machine. This includes general check and repair, shot blast, protective paint. Then place on rack.
1.目的:Purpose:延长模具寿命,减少因模具磨损造成的轮圈不良.This procedure provides a systematic approach for Preventive Maintenance of the molds.
2.适用范围:Scope:对量产中模具保养.This procedure applies to all molds andmoldmaintenance activities within Prime Wheel Kunshan.
5.2长期非生产之模具每三个月重新打砂喷漆保养。Molds in long term storage will be cleaned and repainted every 3 months.
5.3每生产5000pcs模具送CMM测量模具尺寸。Every 5000 shots the mold will be sent to CMM for inspection.
变更
日期
公布版本:1.0
公布版本:2.0作业内容变更
公布版本:3.0 Updated to include routine CMM measurement and monthly analysis of wheel weights.Also adde
3.0增加日常的CMM测量和每月轮圈重量分析,同时增加英文翻译
5.4将每月投入模具生产的轮圈重量称重确认模具磨损状况,对超重成品2%模具确认Monthly review by mold of wheel weights to assure weight has not increased more than 2% from original weight.If over 2% then send to CMM for inspection.