常用的螺纹底孔及公差规定
【常用国标美标螺纹及底孔直径】

第一章国标螺纹一.螺纹的分类1.螺纹分内螺纹和外螺纹两种;2.按牙形分可分为:1)三角形螺纹2)梯形螺纹3)矩形螺纹4)锯齿形螺纹;3.按线数分单头螺纹和多头螺纹;4.按旋入方向分左旋螺纹和右旋螺纹两种, 右旋不标注,左旋加LH,如M24×1.5LH;5.按用途不同分有:米制普通螺纹、用螺纹密封的管螺纹、非螺纹密封的管螺纹、60°圆锥管螺纹、米制锥螺纹等二.米制普通螺纹1.米制普通螺纹用大写M表示,牙型角2α=60°(α表示牙型半角);2.米制普通螺纹按螺距分粗牙普通螺纹和细牙普通螺纹两种;2.1.粗牙普通螺纹标记一般不标明螺距,如M20表示粗牙螺纹;细牙螺纹标记必须标明螺距,如M30×1.5表示细牙螺纹、其中螺距为1.5。
2.2.普通螺纹用于机械零件之间的连接和紧固,一般螺纹连接多用粗牙螺纹,细牙螺纹比同一公称直径的粗牙螺纹强度略高,自锁性能较好。
3.米制普通螺纹的标记:M20-6H、M20×1.5LH-6g-40,其中M 表示米制普通螺纹,20表示螺纹的公称直径为20mm,1.5表示螺距,LH表示左旋,6H、6g表示螺纹精度等级,大写精度等级代号表示内螺纹,小写精度等级代号表示外螺纹,40表示旋合长度;3.1.常用米制普通粗牙螺纹的螺距如下表(螺纹底孔直径:碳钢φ=公称直径-P;铸铁φ=公称直径-1.05~1.1P;加工外螺纹光杆直径取φ=公称直径-0.13P):表1 常用米制普通粗牙螺纹的直径/螺距公称直径螺距P铸铁底孔碳钢底孔外螺纹光杆直径公称直径螺距P铸铁底孔碳钢底孔外螺纹光杆直径M5 0.8 4.1 4.2 4.9 M24 3 20.8 21 23.7 M6 1 4.9 5 5.9 M27 3 23.8 24 26.7 M8 1.25 6.6 6.7 7.9 M30 3.5 26.3 26.5 29.6 M10 1.5 8.3 8.5 9.8 M33 3.5 29.3 29.5 32.6 M12 1.75 10.3 10.4 11.8 M36 4 31.7 32 35.5 M14 2 11.7 12 13.7 M42 4.5 37.2 37.5 41.5 M16 2 13.8 14 15.7 M48 5 42.5 43 47.5 M18 2.5 15.3 15.5 17.7 M56 5.5 50 50.5 55.5M20 2.5 17.3 17.5 19.7 M64 6 57.5 58 63.53.2.米制普通内螺纹的加工底孔直径可用下式作近似计算:d=D-1.0825P,其中D为公称直径,P为螺距。
m5螺纹6h的公差范围
m5螺纹6h的公差范围摘要:1.螺纹精度等级的定义和意义2.M5 螺纹的定义和特点3.公差等级的划分和意义4.M5-6H 螺纹的公差范围5.M5-6H 螺纹底孔的尺寸和公差正文:一、螺纹精度等级的定义和意义螺纹精度等级是衡量螺纹质量的重要指标,它由螺纹公差带和旋合长度共同组成。
在我国,螺纹精度等级分为20 个等级,从IT01、IT0、IT1、IT2~IT18,数字越大,公差等级(加工精度)越低,尺寸精度越差。
二、M5 螺纹的定义和特点M5 螺纹是一种公称直径为5mm 的粗牙螺纹,其螺距为0.8mm。
粗牙螺纹的特点是牙型较大,传动效率高,适用于承受较大的轴向力和径向力。
三、公差等级的划分和意义公差等级是确定尺寸精确程度的等级,通常用于衡量机械零部件的加工精度。
公差等级越高,尺寸精度越低,加工难度越小,成本越低;公差等级越低,尺寸精度越高,加工难度越大,成本越高。
四、M5-6H 螺纹的公差范围M5-6H 螺纹的公差范围是指其螺纹中径、螺距、牙高等尺寸的允许偏差范围。
根据国家标准GB/T 9145-2003,M5-6H 螺纹的公差范围为:中径公差范围为4.48mm~4.605mm,螺距公差范围为0.78mm~0.82mm,牙高公差范围为0.8mm~1.2mm。
五、M5-6H 螺纹底孔的尺寸和公差M5-6H 螺纹底孔的尺寸通常根据材料和加工方法来确定,一般来说,脆性材料(如钢、紫铜等)的底孔直径为4.2mm,塑性材料(如铸铁、青铜等)的底孔直径为4.6mm。
至于公差方面,根据国家标准GB/T 9145-2003,M5-6H 螺纹底孔的公差为0.05mm~0.15mm。
m8螺纹底孔及公差标准

m8螺纹底孔及公差标准
M8螺纹底孔是一种通用的螺纹底孔,其公差标准是根据国际标准ISO 2768-1制定的。
该标准规定了M8螺纹底孔的公差等级为中等,公差范围为±0.2mm。
M8螺纹底孔的公差等级中等,表明其公差限值比较宽松,适用于一般的机械配合要求。
公差范围为±0.2mm,表示允许底孔的直径在标准尺寸的基础上偏离±0.2mm范围内,但不得超过底孔尺寸的公差限。
在实际生产中,M8螺纹底孔的公差标准应严格按照ISO 2768-1进行执行,以保证零部件的互换性和装配性。
同时,应根据具体的机械配合要求和使用环境,合理选择螺纹底孔的公差等级和公差范围。
总之,M8螺纹底孔及其公差标准是机械加工和装配中的重要内容,对零部件的质量和性能具有重要影响,应予以重视和合理应用。
- 1 -。
m6螺纹底孔直径及公差
m6螺纹底孔直径及公差摘要:一、M6螺纹底孔的基本概念二、M6螺纹底孔直径的计算方法三、M6螺纹底孔公差的确定四、M6螺纹底孔直径及公差的应用场景五、总结与建议正文:【一、M6螺纹底孔的基本概念】M6螺纹底孔,是根据我国螺纹标准GB/T 196-2005《六角螺纹》设计的。
它是机械制造、零部件加工和产品装配中不可或缺的组成部分。
M6螺纹底孔的主要作用是连接两个零件,传递力和运动。
【二、M6螺纹底孔直径的计算方法】M6螺纹底孔直径的计算方法如下:1.基本直径:根据GB/T 196-2005标准,M6螺纹底孔的基本直径为6mm。
2.实际应用中,需考虑螺纹收缩率,一般取0.015。
3.计算公式:实际直径= 基本直径× (1 - 收缩率) = 6mm × (1 - 0.015) = 5.73mm。
【三、M6螺纹底孔公差的确定】M6螺纹底孔公差的确定主要参考GB/T 1800.2-2009《螺纹公差》标准。
根据该标准,M6螺纹底孔的公差等级为6g,公差范围为0-0.05mm。
在实际应用中,可根据需求和精度要求选择合适的公差。
【四、M6螺纹底孔直径及公差的应用场景】M6螺纹底孔直径及公差在以下场景中有广泛应用:1.机械零部件的加工与制造。
2.产品装配,如汽车、电子产品等。
3.建筑行业,如钢筋连接、预埋件等。
4.各类机械设备的维修与保养。
【五、总结与建议】M6螺纹底孔直径及公差是机械制造和产品装配中的重要参数。
了解其计算方法和应用场景,有助于提高零部件的连接性能和可靠性。
在实际应用中,应根据需求选择合适的直径和公差,确保连接的稳定性和安全性。
螺纹底孔计算公式【秘籍】
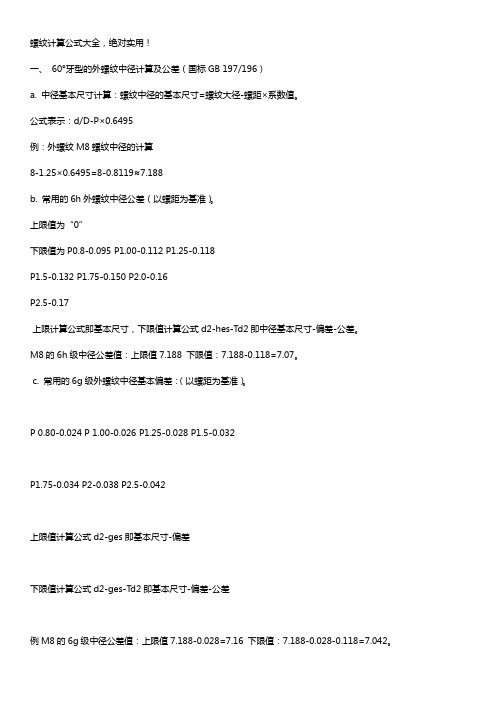
螺纹计算公式大全,绝对实用!一、60°牙型的外螺纹中径计算及公差(国标GB 197/196)a. 中径基本尺寸计算:螺纹中径的基本尺寸=螺纹大径-螺距×系数值。
公式表示:d/D-P×0.6495例:外螺纹M8螺纹中径的计算8-1.25×0.6495=8-0.8119≈7.188b. 常用的6h外螺纹中径公差(以螺距为基准)。
上限值为“0”下限值为P0.8-0.095 P1.00-0.112 P1.25-0.118P1.5-0.132 P1.75-0.150 P2.0-0.16P2.5-0.17上限计算公式即基本尺寸,下限值计算公式d2-hes-Td2即中径基本尺寸-偏差-公差。
M8的6h级中径公差值:上限值7.188 下限值:7.188-0.118=7.07。
c. 常用的6g级外螺纹中径基本偏差:(以螺距为基准)。
P 0.80-0.024 P 1.00-0.026 P1.25-0.028 P1.5-0.032P1.75-0.034 P2-0.038 P2.5-0.042上限值计算公式d2-ges即基本尺寸-偏差下限值计算公式d2-ges-T d2即基本尺寸-偏差-公差注:(1)以上的螺纹公差是以粗牙为准,对细牙的螺纹公差相应有些变化,但均只是公差变大,所以按此控制不会越出规范界限,故在上述中未一一标出。
(2)螺纹的光杆坯径尺寸在生产实际中,根据设计要求的精度和螺纹加工设备的挤压力的不同而相应比设计螺纹中径尺寸加大0.04—0.08之间,为螺纹光杆坯径值,例我们公司的M8外螺纹6g级的螺纹光杆坯径实在7.08—7.13即在此范围。
(3)考虑到生产过程的需要外螺纹,在实际生产的未进行热处理和表面处理的中径控制下限应尽量保持在6h级为准。
二、60°内螺纹中径计算及公差(GB 197 /196)a. 6H级螺纹中径公差(以螺距为基准)。
上限值:P0.8+0.125 P1.00+0.150 P1.25+0.16 P1.5+0.180P1.25+0.00 P2.0+0.212 P2.5+0.224下限值为”0”,例M8-6H内螺纹中径为:7.188+0.160=7.348 上限值:7.188为下限值。
螺纹底孔对照表

国标螺纹的一般知识一.螺纹的分类1.螺纹分内螺纹和外螺纹两种;2.按牙形分可分为:1)三角形螺纹2)梯形螺纹3)矩形螺纹4)锯齿形螺纹;3.按线数分单头螺纹和多头螺纹;4.按旋入方向分左旋螺纹和右旋螺纹两种, 右旋不标注,左旋加LH,如M24×1.5LH;5.按用途不同分有:米制普通螺纹、用螺纹密封的管螺纹、非螺纹密封的管螺纹、60°圆锥管螺纹、米制锥螺纹等二.米制普通螺纹1.米制普通螺纹用大写M表示,牙型角2α=60°(α表示牙型半角);2.米制普通螺纹按螺距分粗牙普通螺纹和细牙普通螺纹两种;2.1.粗牙普通螺纹标记一般不标明螺距,如M20表示粗牙螺纹;细牙螺纹标记必须标明螺距,如M30×1.5表示细牙螺纹、其中螺距为1.5。
2.2.普通螺纹用于机械零件之间的连接和紧固,一般螺纹连接多用粗牙螺纹,细牙螺纹比同一公称直径的粗牙螺纹强度略高,自锁性能较好。
3.米制普通螺纹的标记:M20-6H、M20×1.5LH-6g-40,其中M 表示米制普通螺纹,20表示螺纹的公称直径为20mm,1.5表示螺距,LH表示左旋,6H、6g表示螺纹精度等级,大写精度等级代号表示内螺纹,小写精度等级代号表示外螺纹,40表示旋合长度;3.1.常用米制普通粗牙螺纹的螺距如下表(螺纹底孔直径:碳钢φ=公称直径-P;铸铁φ=公称直径-1.05~1.1P;加工外螺纹光杆直径取φ=公称直径-0.13P):表1 常用米制普通粗牙螺纹的直径/螺距/攻丝底孔直径3.2.米制普通内螺纹的加工底孔直径可用下式作近似计算:d=D-1.0825P,其中D为公称直径,P为螺距。
然后根据具体情况调整至合适加工底孔直径,具体参考https:///a6516065915291828749/三.用螺纹密封的管螺纹(GB 7306与ISO7/1相同)1.用螺纹密封的管螺纹不加填料或密封质就能防止渗漏。
用螺纹密封的管螺纹有圆柱内螺纹和圆锥外螺纹、圆锥内螺纹和圆锥外螺纹两种连接形式。
螺纹底孔直径标准
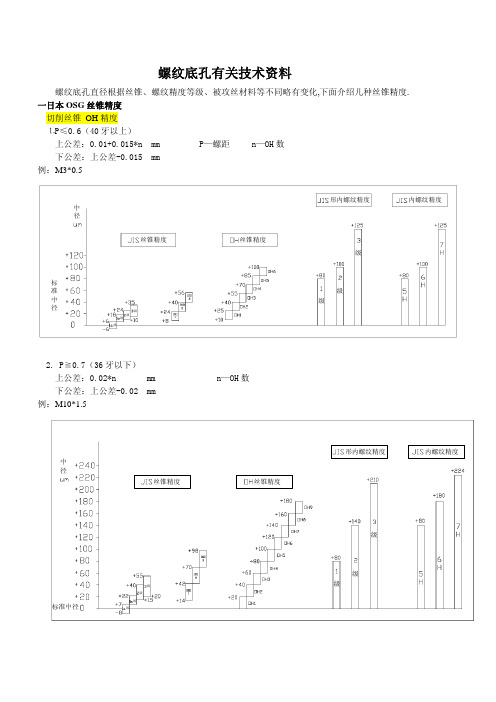
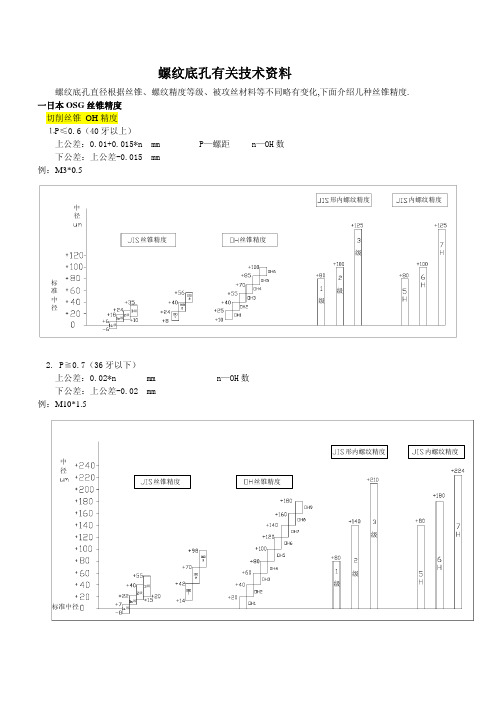
螺纹底孔有关技术资料螺纹底孔直径根据丝锥、螺纹精度等级、被攻丝材料等不同略有变化,下面介绍几种丝锥精度. 一日本OSG丝锥精度切削丝锥 OH精度⒈P≤0.6(40牙以上)上公差:0.01+0.015*n mm P—螺距 n—OH数下公差:上公差-0.015 mm例:M3*0.5中径标准中径内螺纹精度形内螺纹精度丝锥精度丝锥精度级级级级级级级2. P≧0.7(36牙以下)上公差:0.02*n mm n—OH数 下公差:上公差-0.02 mm例:M10*1.5级级级级级级级丝锥精度丝锥精度形内螺纹精度内螺纹精度中径标准中径挤压丝锥 RH 精度上公差:0.0127*n mm n—RH 数 下公差:上公差-0.0127 mm 例:M3*0.5级级级级级级级丝锥精度丝锥精度形内螺纹精度内螺纹精度标准中径中径例:M10*1.5中径标准中径内螺纹精度形内螺纹精度丝锥精度丝锥精度级级级级级级级二日本YAMAWA 丝锥YAMAWA 丝锥 P 级精度P 级精度是依据日本工具工业会规格而制定螺距P ≥0.7 上公差:0.02* mm n—P 数下公差:上公差-0.012 mm螺距P ≤0.6 上公差:0.015*n mm n—P 数下公差:上公差-0.015 mm如表A 和表B 所示表A 表B 例:M8*1.25螺距:0.7mm或大于0.7mm 螺距0.7mm或大于0.7mm S:标准螺纹精度公差:0.02 mm 公差:0.015 mm O.S:加大尺寸螺纹精度YAMAWA丝锥G级精度G级精度丝锥为挤压用丝锥上公差:0.0127*n mm n—G数下公差:上公差-0.0127 mm 小数部分四舍五入下表为JIS 2级螺纹精度挤压丝锥公差带比较表例M4*0.7三国产丝锥国产丝锥精度等级一般分为四级,按中径公差带代号分为 H1 H2 H3 ,表示不同公差带位置,但公差值是相等的。
H4为手用丝锥,其公差值、螺距、角度误差比机用丝锥大,材质、热处理、加工工艺也不如机用丝锥。
螺纹底孔直径标准
M7×1
6
6.13(80%)
5.917
6.153
M8×1.25
6.8
6.85(85%)
6.647
6.912
M9×1.25
7.8
7.85(85%)
7.647
7.912
M10×1.5
8.5
8.62(85%)
8.376
8.676
M11×1.5
9.5
9.62(85%)
9.376
9.676
M12×1.75
10.3
19.7(85%)
19.294
19.744
M24×3
21
21.2(85%)
20.752
21.252
M27×3
24
24.2(85%)
23.752
24.252
M30×3.5
26.5
26.6(90%)
26.211
26.771
M33×3.5
29.5
29.6(90%)
29.211
29.771
M36×4
32
32.1(90%)
2.459
2.599
M3.5×0.6
2.9
3.01(75%)
2.850
3.010
M4×0.7
3.3
3.39(80%)
3.242
3.422
M4.5×0.75
3.8
3.85(80%)
3.688
3.878
M5×0.8
4.2
4.31(80%)
4.134
4.334
M6×1
5
5.13(80%)
4.917
5.153