表面光洁度标准
表面光洁度标准

3
美军标规定对于非圆形元件其直径取相等面积圆的直径。
长方形面积=长×宽=a ×b
D a
面积=π(D/2)2 三角的面积为(低×高)/2=(a ×b)/2 三角等效直径D
b
长方形的等效直径D
D=2
ab
π
h a
对于长方形元件(当长与宽的比<5:1 时)可以用简单公式:等效直径=(长+ 宽)/2来计算。如左图元件
9
5.当元件质量指标要求划痕等级为20或优于此等级时,元件表面不准有 密集划痕即在元件中任何一个∅6.35mm面积的区域,不允许有4条或4条 以上的大等于10#划痕。
例:表面质量指标为20-10,∅20mm, 在如图(1)所示的区或有2条长1mm 和2条长0.5mm的10#划痕。 它符合5.1.1;5.1.4 (无需考虑5.1.2;5.1.3) 但它不符合5.1.5条。元件不合格 不合格。 不合格
17
0.05mm的点子
距离0.8mm
5.小于2.5um的麻点略去不计 小于2 um的麻点略去不计。 的麻点略去不计
图为放大50倍显微镜观察到 图为放大 倍显微镜观察到2.5um的麻点 倍显微镜观察到 的麻点 (相当于 相当于0.12mm比正常 比正常10#麻点大一些 麻点大一些) 相当于 比正常 麻点大一些 此麻点可略去不计! 此麻点可略去不计!
右图是放大50倍的间隔 小于0.1mm的三条划痕。 划痕间隔小于 0.1mm
划痕合并后宽度
划 痕 合 并 后 长 度
11
编号15的样品 请判定光洁度?
编号4的样品
12
麻点: 麻点: 依据美国军用标准MIL-PRF-13830B麻点的级数取允许缺陷 的实际直径,规定以1/100mm作为计量单位 作为计量单位。如果麻点形状 作为计量单位 不规则。则应取最大长度和最大宽度的平均值作为直径。 (注意:美军标的麻点与划痕不同,麻点是可计量的也即麻 注意:美军标的麻点与划痕不同, 点的大小是确定的, 麻点也即直径 麻点也即直径D=0.5mm的麻点) 的麻点) 点的大小是确定的,50#麻点也即直径 的麻点
表面光洁度标准
5.当元件质量指标要求划痕等级为20或优于此等级时,元件表面不准有 密集划痕即在元件中任何一个6.35mm面积的区域,不允许有4条或4条 以上的大等于10#划痕.
例:表面质量指标为20-10,20mm, 在如图(1)所示的区或有2条长1mm 和2条长0.5mm的10#划痕. 它符合5.1.1;5.1.4 (无需考虑5.1.2;5.1.3) 但它不符合5.1.5条.元件不合格 不合格. 不合格
18
编号13样品光洁度?
19
气泡和包络: 气泡和包络:包络当作气泡考虑. 依据美国军用标准MIL-PRF-13830B气泡的级数与麻点一 样,单位也相同.不规则气泡直也是取最大宽度和长度 的平均值. 气泡的允许值与麻点相同.但气泡和包络必须与麻点区 分开来,单独评价. 有灰斑的元件为不合格元件 不合格元件. 不合格元件
例:有一长30mm宽10mm的元件,元件的表面质量要求为60—40,元件上有2条 2mm的60#划痕,3条4mm的40#划痕. 它的等效直径 直径为20mm 直径 1/4D为1/4×20=5mm 最大划痕的长度和 长度和为: 长度和
40#划痕长4mm 60#划痕长2mm
2mm+2mm=4mm 4mm<5mm.符合2条. 但所有级数的划痕乘以划痕长度与元件直径之比所得乘积之和为: 1.60#划痕长度为(2+2);40#划痕长度为(4+4+4+4) 2.60#划痕乘以划痕长度与元件直径之比为60×(2+2)/20; 40#划痕乘以划痕长度与元件直径之比为40×(4+4+4+4)/20 3.所有级数的划痕乘以划痕长度与元件直径之比所得乘积之和为: [60×(2+2)/20]+[40×(4+4+4+4)/20=36 元件最大划痕级数为60;60的一半为60/2=30)36>30;因此,元件不合格 ; 不合格. 不合格
工件表面光洁度标准 SPI
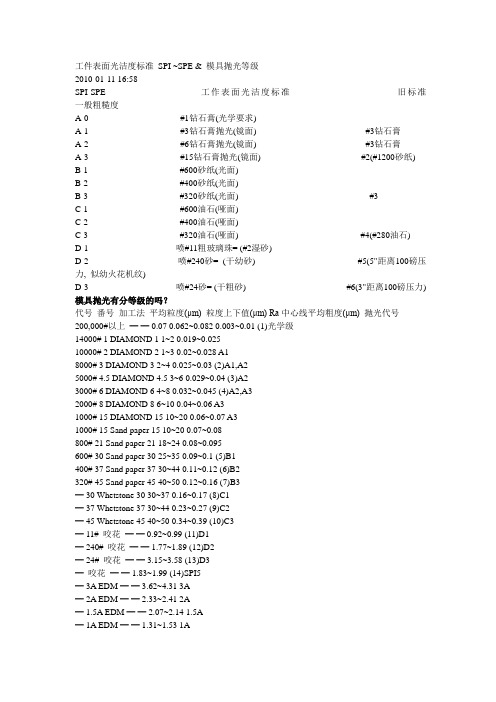
工件表面光洁度标准SPI ~SPE & 模具抛光等级2010-01-11 16:58SPI-SPE 工作表面光洁度标准旧标准一般粗糙度A-0 #1钻石膏(光学要求)A-1 #3钻石膏抛光(镜面) #3钻石膏A-2 #6钻石膏抛光(镜面) #3钻石膏A-3 #15钻石膏抛光(镜面) #2(#1200砂纸)B-1 #600砂纸(光面)B-2 #400砂纸(光面)B-3 #320砂纸(光面) #3C-1 #600油石(哑面)C-2 #400油石(哑面)C-3 #320油石(哑面) #4(#280油石)D-1 喷#11粗玻璃珠= (#2湿砂)D-2 喷#240砂= (干幼砂) #5(5"距离100磅压力, 似幼火花机纹)D-3 喷#24砂= (干粗砂) #6(3"距离100磅压力) 模具抛光有分等级的吗?代号番号加工法平均粒度(μm) 粒度上下值(μm) Ra中心线平均粗度(μm) 抛光代号200,000#以上━━ 0.07 0.062~0.082 0.003~0.01 (1)光学级14000# 1 DIAMOND 1 1~2 0.019~0.02510000# 2 DIAMOND 2 1~3 0.02~0.028 A18000# 3 DIAMOND 3 2~4 0.025~0.03 (2)A1,A25000# 4.5 DIAMOND 4.5 3~6 0.029~0.04 (3)A23000# 6 DIAMOND 6 4~8 0.032~0.045 (4)A2,A32000# 8 DIAMOND 8 6~10 0.04~0.06 A31000# 15 DIAMOND 15 10~20 0.06~0.07 A31000# 15 Sand paper 15 10~20 0.07~0.08800# 21 Sand paper 21 18~24 0.08~0.095600# 30 Sand paper 30 25~35 0.09~0.1 (5)B1400# 37 Sand paper 37 30~44 0.11~0.12 (6)B2320# 45 Sand paper 45 40~50 0.12~0.16 (7)B3━ 30 Whetstone 30 30~37 0.16~0.17 (8)C1━ 37 Whetstone 37 30~44 0.23~0.27 (9)C2━ 45 Whetstone 45 40~50 0.34~0.39 (10)C3━ 11# 咬花━━ 0.92~0.99 (11)D1━ 240# 咬花━━ 1.77~1.89 (12)D2━ 24# 咬花━━ 3.15~3.58 (13)D3━咬花━━ 1.83~1.99 (14)SPI5━ 3A EDM ━━ 3.62~4.31 3A━ 2A EDM ━━ 2.33~2.41 2A━ 1.5A EDM ━━ 2.07~2.14 1.5A━ 1A EDM ━━ 1.31~1.53 1A140# ━研磨━ 100#~140# 3~4230# ━研磨━ 200#~230# 2~3400# ━研磨━ 270#~400# 1~2本表只提供比对样板,测试报告值仅供参考用。
光学元件表面光洁度标准
1.60#划痕长度为(2+2);40#划痕长度为(4+4+4+4) 2.60#划痕乘以划痕长度与元件直径之比为60×(2+2)/20; 40#划痕乘以划痕长度与元件直径之比为40×(4+4+4+4)/20 3.所有级数的划痕乘以划痕长度与元件直径之比所得乘积之和为: [60×(2+2)/20]+[40×(4+4+4+4)/20=36 元件最大划痕级数为60;60的一半为60/2=30)36>30;因此,元件不合格。
25.8<40。元件符合40-20
9
5.当元件质量指标要求划痕等级为20或优于此等级时,元件表面不准有 密集划痕即在元件中任何一个6.35mm面积的区域,不允许有4条或4条 以上的大于等于10#划痕。
例:表面质量指标为20-10,20mm, 在如图(1)所示的区或有2条长1mm 和2条长0.5mm的10#划痕。 它符合5.1.1;5.1.4 (无需考虑5.1.2;5.1.3) 但它不符合5.1.5条。元件不合格。
1.当元件的划痕级数超过表面质量要求的划痕级数时,元件不合格。
例如:元件的表面质量要求为60—40,则代表元件的划痕必须≤60#,如 果元件有>60#的划痕,则元件不合格。
5
2.当元件的划痕级数未超过表面质量要求的级数,但元件存在最 大划 痕时,所有最大划痕的长度之和应不超过元件直径的1/4。
例如:有一长30mm宽10mm的元件,元件的表面质量要求为 60—40,有2条 60#长为3 mm划痕。 60#划痕长3mm 它的等效直径为20mm 1/4D为1/4×20=5mm 60#划痕长3mm 最大划痕的长度和为: 3mm+3mm=6mm 6mm>5mm元件最大划痕的长度和超过元件直径的1/4。所以元件不合格。
表面光洁度指标

表面光洁度指标表面光洁度是指表面的平滑程度和光亮度,是衡量表面质量的一个重要指标。
在各个行业中,表面光洁度的要求不尽相同,但无论是机械制造、电子产品还是汽车等领域,都对表面光洁度有着严格的要求。
一、表面光洁度的定义和分类表面光洁度是指表面的平整程度和光亮度,是通过视觉和触摸感受来判断的。
在各个行业中,对表面光洁度的要求不同,一般可以根据ISO 4287标准将表面光洁度分为以下几个等级:Rz、Ra、Rq、Rt 和Ry。
其中,Ra是最常用的评价指标,它表示单位长度内表面轮廓的平均偏差。
二、表面光洁度的影响因素表面光洁度受到多种因素的影响,包括材料性质、加工工艺、设备精度等。
首先是材料的性质,不同的材料具有不同的表面特性,比如金属材料的表面光洁度一般较高,而塑料材料的表面光洁度相对较低。
其次是加工工艺,包括切削、磨削、抛光等过程,这些加工过程会直接影响表面的光洁度。
最后是设备精度,高精度设备可以更好地控制加工过程,从而提高表面的光洁度。
三、表面光洁度的重要性表面光洁度对于产品的质量和性能有着重要的影响。
首先,表面光洁度直接影响产品的外观质量,光洁度高的产品更加美观,能给人带来良好的视觉体验。
其次,表面光洁度还会影响产品的功能性能,比如在精密仪器中,表面光洁度的要求往往更高,以保证仪器的精准度和稳定性。
此外,在一些特殊应用中,如光学器件和半导体领域,表面光洁度更是至关重要,任何缺陷都可能导致产品的失效。
四、提高表面光洁度的方法为了满足不同行业对表面光洁度的要求,可以采取一些措施来提高表面光洁度。
首先是选择合适的材料,不同材料的表面特性不同,需要根据具体要求选择合适的材料。
其次是优化加工工艺,采用适当的切削、磨削和抛光工艺,以减小表面的偏差和粗糙度。
此外,还可以使用表面处理技术,如电镀、喷涂等方法,来改善表面的光洁度。
五、表面光洁度的检测方法为了确保产品的表面光洁度达到要求,需要进行表面光洁度的检测。
常见的检测方法包括肉眼检查、触摸感受和仪器检测。
表面光洁度标准
左图是大家看的编号3的样品。 (图片是放大的不是实际尺寸)
图中有5条划痕,该元件直径为 6mm;对于表面质量要求20-10 该产品不合格。对于表面质量要 求40-20则该产品所有级数乘以划
痕长度与元件直径之比所得乘积之 和为: 20×2.2/5+10×7/5=8.8+17=25.8 25.8<40。元件符合40-20
A区的麻点直径的和: =40+20+10=70 < 40×2=80 B区的麻点直径的和: =20×2+10×4+5×1=85> 80, B区不合格。 因此元件不合格。
0.2mm A 区 B区 C 区
左图元件表面质量要求60-40: A区麻点直径和为10+10+20=40<80. B区麻点直径和为10 × 3+20 × 3=90>80. C区麻点直径和为20 ×2+10=50<80. B区不合格该元件不合格。
D 2
ah
B区:80-50
1mm
A区:20-10
3mm 4mm
2mm
A区等效直径为(1+3)/2=2mm B区等效直径为(2+4)/2=3mm
混凝土表面光洁度标准

混凝土表面光洁度标准一、前言混凝土表面光洁度标准是建筑工程中的一项重要标准,它对于建筑工程的质量和外观有着至关重要的影响。
本文将详细介绍混凝土表面光洁度标准的相关内容,包括光洁度的定义、检测方法、评定标准等,以帮助工程师了解和掌握混凝土表面光洁度标准的相关知识。
二、光洁度的定义混凝土表面光洁度是指混凝土表面的平整度和光泽度。
平整度是指混凝土表面的几何形状和表面平滑度,光泽度是指混凝土表面的反光性能。
混凝土表面的光洁度会直接影响到建筑物的美观度、耐久性和功能性,因此对于混凝土表面的光洁度的要求非常高。
三、检测方法1. 视觉检测法视觉检测法是最常用的检测方法之一,它通过人眼对混凝土表面进行直接观察和比较来评定混凝土表面的光洁度。
在实际操作中,检测人员需要站在光线充足的位置,对混凝土表面进行观察和比较,根据表面的平整度和光泽度来评定混凝土表面的光洁度。
2. 触摸检测法触摸检测法是一种通过手感来评定混凝土表面光洁度的方法。
在实际操作中,检测人员需要用手轻轻触摸混凝土表面,根据手感来评定混凝土表面的平整度和光泽度。
3. 光学检测法光学检测法是一种利用光学仪器对混凝土表面进行检测的方法,它可以精确地测量混凝土表面的平整度和光泽度。
在实际操作中,检测人员需要使用专业的光学仪器,如激光测高仪和光泽度仪等,来对混凝土表面进行测量和分析。
四、评定标准混凝土表面光洁度的评定标准通常由以下几个方面来综合考虑:1. 表面平整度表面平整度是指混凝土表面的几何形状和表面平滑度。
混凝土表面应该平整、无凸起、无凹陷、无裂缝等表面缺陷,表面平整度应符合设计要求。
2. 表面光泽度表面光泽度是指混凝土表面的反光性能。
混凝土表面应该具有一定的光泽度,表面应该光滑、光亮、无毛刺、无麻点等表面缺陷,光泽度应符合设计要求。
3. 表面色彩表面色彩是指混凝土表面的颜色和色彩均匀性。
混凝土表面应该具有一定的色彩均匀性,表面颜色应符合设计要求。
4. 表面清洁度表面清洁度是指混凝土表面的清洁程度。
光学表面光洁度 标准 培训
光学表面光洁度标准培训
光学表面光洁度是指光线在光学表面上的反射能力和透射能力的指标。
光洁度的标准主要涉及几个方面:表面粗糙度、表面污染以及表面缺陷。
以下是一些常用的光洁度标准和相关培训内容的简介:
1. 表面粗糙度标准:常用的表面粗糙度评价方法有Ra、Rz、Ry等。
培训内容包括表面粗糙度测量方法、国内外常用的表
面粗糙度标准以及表面处理技术等。
2. 表面污染标准:表面污染常见的有油污、灰尘、指纹等。
培训内容包括表面污染的检测方法、清洗技术和预防措施等。
3. 表面缺陷标准:表面缺陷包括划痕、坑洞、气泡等。
培训内容包括表面缺陷的检测和评估方法、修复技术以及常见的表面缺陷标准等。
需要注意的是,不同的光学应用领域对光洁度要求不同,因此培训内容可以根据具体的行业和应用领域进行调整。
此外,培训还需包括相关的理论知识、实验操作技巧和实际案例分析等。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
表面粗 最小
-
0.06Βιβλιοθήκη 0.241.24.8
15
糙度
(μRz) 最大
0.03
0.12
0.48
1.7
6.6
19
一般情况处理 1.镜面抛 光 2.高光洁 度 3.一(般hi抛gh 光 4.全透明 件 5.半透明 件 6.一般机 壳 7.一后般模内 置 8.下零模件镶 件 9.软上胶的尽 量 10避;高免呵 壳体,
8、抛光光洁度标准
表面光洁度标准及加工所使用的处理材料(SPL AR-106)单位:inch
光洁度代号SPI
所使用的表面处理材料
粗糙度平均Ra μ-in
A-1
第3级钻石膏(3000#以上)
0-1
A-2
第6级钻石膏(1200#-1500#)
1~2
A-3
第15级钻石膏(1000#)
2~3
B-1
600号砂纸
表面光洁度标准及加工所使用的处理材料(JIS K 7140) 单位:mm
光洁度代号
MR-1
MR-2
MR-3 MR-4
MR-5
MR-6
所使用的表面处理材 8000号 (1至
料
5μ)钻石粉
1200号 (8至 20μ)钻石粉
360号钢砂纸
150号油 石
120号喷砂,在 5kgf/cm2气压下
喷
46号喷砂,在 5kgf/cm2气压下喷
8.外观纹 面,蚀
VDI:36 以上
VDI:33 -36
VDI:27 -33
VDI:21 -27 VDI:21 以下
400#但要均匀 600#以上但要均匀 800#以上但要均匀 1000#以上但要均匀 1200#以上但要均匀
50/72
2~3
B-2
400号砂纸
4~5
B-3
320号砂纸
9~10
C-1
600号油石
10~12
C-2
400号油石
25~28
C-3
320号油石
38~42
D-1
喷11号玻璃珠
10~12
D-2
喷240号氧化砂
26~32
D-3
喷24号氧化砂
190~230
日本标准
JIS标准是将模具光洁度分为6级。每级所使用的处理材料有其特定规格。JIS标准是使用直径18mm, 硬度由HRC56至60之间的钢材。再在圆形平面上以下表所列的表面处理材料加工而成。