美国抛光标准对照表
美国军用标准
美国军用标准(MIL-PRF-13830B)性能标准军火控制设备用光学元件;监控生产、装配、检测的通用标准所有防御和代理部门可允许使用此种标准。
1. 范围1.1 范围。
此标准包括精加工光学元件的生产、装配、检测,诸如:透镜,棱镜,面镜、光栅、窗口以及用于防火仪器或设备。
2.应用文件2.1本章列出的文件需要满足本标准3、4、5章的要求。
本章不包括本标准其他章节的文件或其他信息推荐的文件。
为了保证本目录的完整性,文件使用者必须注意文件须满足本标准3、4、5章列出的文件要求,无论这些内容是否在本章中列出。
2.2 其他政府文件,图纸及出版下列政府其他文件、图纸和出版组成本文件内容的一部分,扩大本文的范围。
除非另有规定,这些文件、图纸和出版是征求引用的。
图纸 C7641866---光学元件表面质量标准(立约人要求的其他政府文件、图纸、出版复印件及具体的功能应该从签约事宜或签约指示得到。
)2.3 优先顺序本标准内容与其引出的参考有冲突时,以本标准内容为准。
本标准未述内容,可行法律法规代行除非有具体的免除通知。
(看附加有限标准合同条令)3.要求:3.1所有的光学元件,配件以及系统产品都必须符合这一标准的要求,除非具体的仪器标准或合同之可行图纸另有要求与定义。
3.2所用的材料也必须与图纸的说明以及使用文件的标准相一致3.2.1玻璃光学元件在规格,以及级别必须与图纸要求相一致。
允许使用玻璃材料时,应提供给合同管理人员相关的玻璃光学特性及设计数据完整的信息。
3.2.1.1 放射性材料本文中要求的光学材料应不含钍或其他加入的超过0.05%重量的放射性材料。
3.2.2 粘着力除非合同和定单中有特殊说明,光学粘合剂必须同附录A的要求相一致。
3.2.3 粘连材料对于玻璃同金属相粘连,必须与附录D的要求相一致3.2.4密封材料用于密封的材料必须与附录E的要求相一致3.2.5 增透膜用于光学表面镀膜的增透膜必须与附录C的要求相一致3.2.5.1 反射表面铝化反射面必须与附录B的要求相一致3.3机械尺寸大小光学元件必须与合同以及图纸的要求的尺寸和光学数据相一致3.3.1边所有光学元件都应当倒边在(0.020-0.005英寸在45度+/-15度),沿面宽进行测量,除非有特殊指定。
SPI 美国光洁度标准
SPI 美国光洁度标准(2009-11-16 17:05:45)转载标签:杂谈SPI Finish A-1 -- Grade #3, 6000 Grit Diamond BuffSPI Finish A-2 -- Grade #6, 3000 Grit Diamond BuffSPI Finish A-3 -- Grade #15, 1200 Grit Diamond BuffSPI Finish B-1 -- 600 Grit PaperSPI Finish B-2 -- 400 Grit PaperSPI Finish B-3 -- 320 Grit PaperSPI Finish C-1 -- 600 Grit StoneSPI Finish C-2 -- 400 Grit StoneSPI Finish C-3 -- 320 Grit StoneSPI Finish D-1 -- 600 Stone Prior to Dry Blast Glass Bead #11 SPI Finish D-2 -- 400 Stone Prior to Dry Blast #240 Oxide SPI Finish D-3 -- 320 Stone Prior to Dry Blast #24 OxideSPE -- The Society of Plastic EngineersSPI -- The Society of the Plastic Industry另附:表面粗糙度国际标准加工方法标准等级代号表面粗糙度加工工具(方法) 加工材料及硬度要求光度描述粗研磨砂粒粒度精研磨砂粒粒度钻石膏抛光SPI(A1) Ra0.005 S136 54HRC 光洁度非常高,镜面效果SPI(A2) Ra0.01 DF-2 58HRC 光洁度较低,没有砂纸纹SPI(A3) Ra0.02 S136 300HB 光洁度更低一级,但没有砂纸纹SPI(B1) Ra0.05 没有光亮度,有轻微3000#砂纸纹SPI(B2) Ra0.1 没有光亮度,有轻微2000#砂纸纹SPI(B3) Ra0.2 没有光亮度,有轻微1000#砂纸纹不辨加工痕迹的方向。
抛光等级
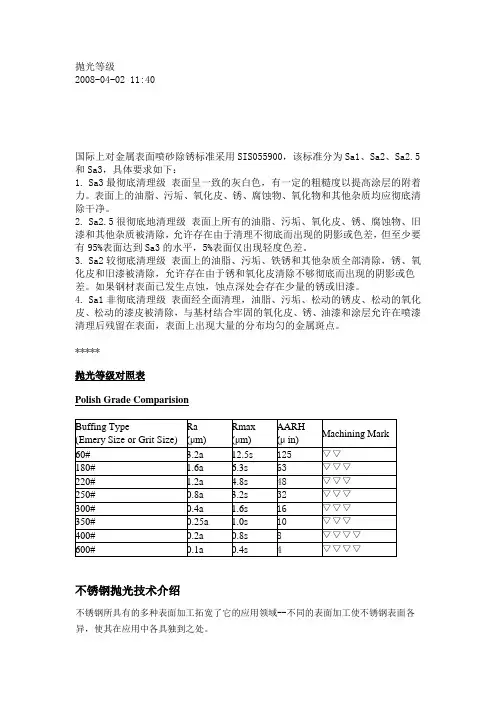
抛光等级2008-04-02 11:40国际上对金属表面喷砂除锈标准采用SIS055900,该标准分为Sa1、Sa2、Sa2.5和Sa3,具体要求如下:1. Sa3最彻底清理级表面呈一致的灰白色,有一定的粗糙度以提高涂层的附着力。
表面上的油脂、污垢、氧化皮、锈、腐蚀物、氧化物和其他杂质均应彻底清除干净。
2. Sa2.5很彻底地清理级表面上所有的油脂、污垢、氧化皮、锈、腐蚀物、旧漆和其他杂质被清除,允许存在由于清理不彻底而出现的阴影或色差,但至少要有95%表面达到Sa3的水平,5%表面仅出现轻度色差。
3. Sa2较彻底清理级表面上的油脂、污垢、铁锈和其他杂质全部清除,锈、氧化皮和旧漆被清除,允许存在由于锈和氧化皮清除不够彻底而出现的阴影或色差。
如果钢材表面已发生点蚀,蚀点深处会存在少量的锈或旧漆。
4. Sa1非彻底清理级表面经全面清理,油脂、污垢、松动的锈皮、松动的氧化皮、松动的漆皮被清除,与基材结合牢固的氧化皮、锈、油漆和涂层允许在喷漆清理后残留在表面,表面上出现大量的分布均匀的金属斑点。
*****抛光等级对照表Polish Grade Comparision不锈钢抛光技术介绍不锈钢所具有的多种表面加工拓宽了它的应用领域--不同的表面加工使不锈钢表面各异,使其在应用中各具独到之处。
在建筑应用领域,不锈钢的表面加工之所以重要是有许多原因的。
腐蚀环境要求光滑的表面是因为表面光滑不容易积垢。
污垢的沉积会使不锈钢生锈甚至造成腐蚀。
在宽敞的大厅中,不锈钢是电梯装饰板最常用的材料,表面的手印虽然可以擦掉,但影响美观,所以最好选用合适的表面防止留下手印。
卫生条件对许多行业是很重要的,例如,食品加工、餐饮、酿造和化工等,在这些应用领域,表面必须便于每天清洗,而且经常要用化学清洗剂。
不锈钢是这方面的最佳材料,在公共场所,不锈钢的表面经常会被胡写乱画,但是,它的一个重要特性是可以将它们清洗掉,这是不锈钢优于铝的一个显著特点。
塑胶模具型腔面抛光标准
D3
3.各国模具表面粗糙度标准及加工方法对照见 Q/TKM 4《注塑模具技术标准》 附录 E 。
4.通用模具表面粗糙度最低要求参照 Q/TKM 4《注塑模具技术标准》第 6 章 附表五:模具表
面粗糙度。
本标准生效日期为:
制定: 日期:
——版本所有
第1页共1页
模具工程标准
标准名称:模具型腔面抛光标准
文件编号: 版 本 号:
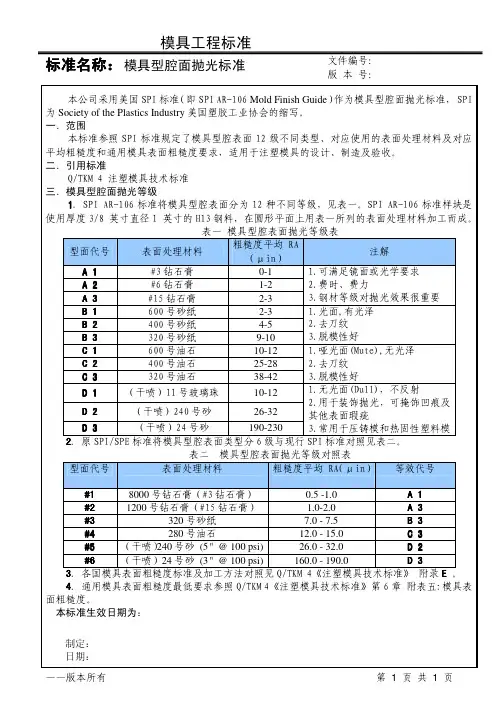
本公司采用美国 SPI 标准(即 SPI AR-106 Mold Finish Guide)作为模具型腔面抛光标准, SPI 为 Society of the Plastics Industry 美国塑胶工业协会的缩写。
一.范围
本标准参照 SPI 标准规定了模具型腔表面 12 级不同类型、对应使用的表面处理材料及对应
0.5 -1.0
A1
#2
1200 号钻石膏(#15 钻石膏)
1.0-2.0
A3
#3
320 号砂纸
7.0 - 7.5
B3
#4
280 号油石
12.0 - 15.0
C3Leabharlann #5(干喷)240 号砂 (5"@ 100 psi)
26.0 - 32.0
D2
#6
(干喷)24 号砂 (3"@ 100 psi)
160.0 - 190.0
平均粗糙度和通用模具表面粗糙度要求,适用于注塑模具的设计、制造及验收。
二.引用标准
Q/TKM 4 注塑模具技术标准
三.模具型腔面抛光等级
1.SPI AR-106 标准将模具型腔表面分为 12 种不同等级,见表一。SPI AR-106 标准样块是 使用厚度 3/8 英寸直径 1 英寸的 H13 钢料,在圆形平面上用表一所列的表面处理材料加工而成。
解读美国ASME BPE标准
解读美国ASME BPE标准美国RathGibson公司Dr. Carl Kettermann (ASME BPE委员)ASME BPE标准在1997年首次出版,旨在为保证制药、生物制药和个人护理行业产品生产所使用的生产设备能够达到一定的统一并可以接受的质量水平。
该标准是由材料和设备制造商及供应商、工程设计和安装公司、咨询公司、检验机构和设备使用者所组成的跨领域的专家共同发起制订并定期修订。
其背景是几家主要的生物技术、制药、工程设计公司和设备供应商认为在高纯度行业缺乏并非常需要标准化设计规范及制造质量标准。
该标准阐述了与设计要求相关的问题:无菌系统、元件尺寸、材料接合、产品接触表面光洁度、设备密封件、聚合物基础材料和基础验收标准。
这个标准还包括一些验收与检验文件的推荐性标准模版,帮助加快新设施的验证和运行。
2009版计划在2009年7月出版,将涵盖一些新章节,如:施工用的金属材料、供应商资质证明,以及新的非强制性附录,包括适宜的电抛光问题、耐腐蚀测试、残留铁含量、红锈现象和钝化等。
ASME BPE标准仅适用于新系统安装和现有系统改造,并无意适用于那些在二手市场上流通的旧设备,也无意强制规范正在运行的生产系统。
规范运行系统以确保公共安全是政府监管机构(例如FDA)的职能。
这些机构通常借助于ASME BPE这样的标准来保证健康及个人护理产品的生产商所使用的设备能够安全地运行,同时生产商也有责任使用cGMP运行规范以确保公共安全。
元件及系统提供商除非采购合同要求,遵守ASME BPE标准是自愿的。
目前该标准在行业中的接受度和使用率在逐步稳定地增长。
因为遵守该标准是自愿的,目前大多数设备厂商把该标准作为一个提升声誉的做法——自我证明它们的产品和/或服务是符合标准的。
随着2009年ASME BPE对元件生产商的资质认证程序开始推行,首先从管材和管件生产商开始,元件生产商应向ASME申请授权证书在其产品和/或文件上使用BPE标志,以证明其产品符合BPE标准要求。
SPI美国标准模具抛光对照表
6# 钻石膏
A-2
grade #6 diamond buff
A-3
15# 钻石膏
grade #15 diamond buff
B-1
600# 砂纸
600 grit paper
B-2
400# 砂纸
400 grit paper
320# 砂纸
B-3 320 grit paper
dry blast #24 oxide (6" distance at 100psi;6 secs)
helps hide shrink marks and other imperfections
要求产品不能反光的模具表面
190-230
dull non-reflecting finish on molded or cast part
10-12
用装饰性表面
for decorative finishes
D-2 D-3
#240 氧化物(5"距离用100磅
帮助隐藏产品的缩纹或其它不良
的压力喷沙,持续5秒时间) 26-32 外观
dry blast #240 oxide (5" distance at 100psi;6 secs)
#24 氧化物(6"距离用100磅的 压力喷沙,持续5秒时间)
de69
Page 1
2022/2/18
消除所有的加工纹
removes all tools and machining marks
提供较好的出模
provides good mold release
在模具上表现为有较暗的反光。
light reflecting finish on molded part,some sheen
抛光片标准规格及术语
[ ]SEMI MF26 (X-ray) [ ]SEMI MF26 (Optical) [ ]JEITA EM-3501; [ ]DIN 50433/1/2/3;
Growth Method
生长方法 Cz 直拉法 沿着垂直方向从熔体中拉直单晶体的方案,又称
柴克劳斯基法。
FZ 区熔法 沿着水平方向生长单晶体的一种方法。
SEMI 标准内容
Table of contents-Topical
Silicon & Silicon On Insulator Silicon Material & Process Contral Package Specification & Test Method
SEMI M/T SEMI MF SEMI G
SEMI M1-1109
SEMI M1-0707
2-1 General Characteristics 2-2 Electrical Characteristics 2-3 Chemical Characteristics 2-4 Structural Characteristics 2-5 Wafer Preparation Characteristics 2-6 Dimension Characteristics 2-7 Front Surface Chemistry 2-8 Front Surface Inspection Characteristics
ASTM American Society for Testing and
Materials
美国材料与试验学会 ASTM成立于1898年,是世界上最早、最大的非盈利性标
准制定组织之一,任务是制订材料、产品、系统和服务的 特性和性能标准及促进有关知识的发展。
SPI美国标准 抛光等级
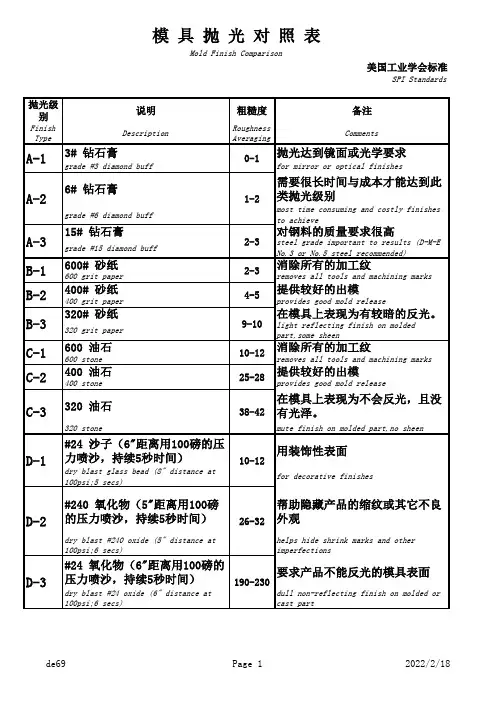
Mold Finish Comparison
美国工业学会标准
SPI Standards
抛光级 别
Finish Type
说明
Description
粗糙度
Roughness Averaging
备注
Comments
A-1
3# 钻石膏
grade #3 diamond buff
0-1 抛光达到镜面或光学要求
320 stone
mute finish on molded part,no sheen
D-1
#24 沙子(6"距离用100磅的压 力喷沙,持续5秒时间)
dry blast glass bead (8" distance at 100psi;5 secs)
10-12
用装饰性表面
for decorative finishes
for mirror or optical finishes
A-2 A-3
6# 钻石膏
grade #6 diamond buff
15# 钻石膏
grade #15 diamond buff
需要很长时间与成本才能达到此类
1-2 抛光级别
most time consuming and costly finishes to achieve
helps hide shrink marks and other imperfections
要求产品不能反光的模具表面
190-230
dull non-reflecting finish on molded or cast part
de69
Page 1
2013-5-8
各国粗糙度对照表
中美表面粗糙度对照表中旧标( 光洁度) 中新标( 粗糙度)Ra 美标(微米),Ra 美国标准( 微英寸),Ra ▽4 6.38.00 3206.30 250▽5 3.2 5.00 200 4.00 160 3.20 125▽6 1.6 2.50 100 2.00 80 1.60 63▽7 0.81.25 501.00 400.80 32▽8 0.4 0.63 25 0.50 20 0.40 16Ra: 轮廓算术平均偏差在取样长度内轮廓偏距绝对值的算术平均值Rz:微观不平度十点高度在取样长度内五个最大的轮廓峰高的平均值与五个最大的轮廓谷深的平均值之和。
在设计零件时,表面粗糙度数值的选择,是根据零件在机器中的作用决定的。
总的原则是:在保证满足技术要求的前提下,选用较大的表面粗糙度数值。
具体选择时,可以参考下述原则:(1)工作表面比非工作表面的粗糙度数值小。
(2)摩擦表面比不摩擦表面的粗糙度数值小。
摩擦表面的摩擦速度愈高,所受的单位压力愈大,则应愈高;滚动磨擦表面比滑动磨擦表面要求粗糙度数值小。
(3)对间隙配合,配合间隙愈小,粗糙度数值应愈小;对过盈配合,为保证连接强度的牢固可靠,载荷愈大,要求粗糙度数值愈小。
一般情况间隙配合比过盈酝合粗糙度数值要小。
(4)配合表面的粗糙度应与其尺寸精度要求相当。
配合性质相同时,零件尺寸愈小,则应粗糙度数值愈小;同一精度等级,小尺寸比大尺寸要粗糙度数值小,轴比孔要粗糙度数值小(特别是IT8~IT5的精度)。
(5)受周期性载荷的表面及可能会发生应力集中的内圆角、凹稽处粗糙度数值应较小。
一般零件只要标注Ra(轮廓算术平均偏差)就可以了,对于有密封要求的零件部位,通常须同时标注Ra(轮廓算术平均偏差)和Rz(微观不平度十点高度)个人认为,通过切削加工的表面标注用Ra,通过抛光等加工方法得到的表面用Rz表示两者的作用相近, 可相互转化. 根据不同国家其使用情况不同. 国内和北美目前采用Ra, 而欧洲国家一般采用Rz.示意图如下一般的书籍都推荐表面粗糙度大的(12.5)和小的(0.025)用RZ,其余用Ra表面光洁度与粗糙度Ra、Rz数值换算表。
SPI美国标准(抛光等级)
美国工业学会标准SPI Standards 抛光级别说明粗糙度备注Finish TypeDescriptionRoughnessAveragingComments3# 钻石膏抛光达到镜面或光学要求grade #3 diamond buff for mirror or optical finishes6# 钻石膏需要很长时间与成本才能达到此类抛光级别grade #6 diamond buffmost time consuming and costly finishes toachieve15# 钻石膏对钢料的质量要求很高grade #15 diamond buffsteel grade important to results (D-M-E No.3or No.5 steel recommended)600# 砂纸消除所有的加工纹600 grit paper removes all tools and machining marks400# 砂纸提供较好的出模400 grit paper provides good mold release320# 砂纸在模具上表现为有较暗的反光。
320 grit paperlight reflecting finish on molded part,somesheen600 油石消除所有的加工纹600 stone removes all tools and machining marks400 油石提供较好的出模400 stone provides good mold release320 油石在模具上表现为不会反光,且没有光泽。
320 stone mute finish on molded part,no sheen#24 沙子(6"距离用100磅的压力喷沙,持续5秒时间)用装饰性表面dry blast glass bead (8" distance at100psi;5 secs)for decorative finishes#240 氧化物(5"距离用100磅的压力喷沙,持续5秒时间)帮助隐藏产品的缩纹或其它不良外观dry blast #240 oxide (5" distance at100psi;6 secs)helps hide shrink marks and otherimperfections#24 氧化物(6"距离用100磅的压力喷沙,持续5秒时间)要求产品不能反光的模具表面dry blast #24 oxide (6" distance at100psi;6 secs)dull non-reflecting finish on molded or castpart模 具 抛 光 对 照 表Mold Finish ComparisonA-1 A-2 A-30-1 1-2 2-32-3 4-5 9-10 10-12 25-2810-12B-1B-2B-3C-1C-2D-1C-338-42D-2 D-326-32 190-230de69Page 12013-5-8。