PCBAQC工程图
PCBA QC工程图2

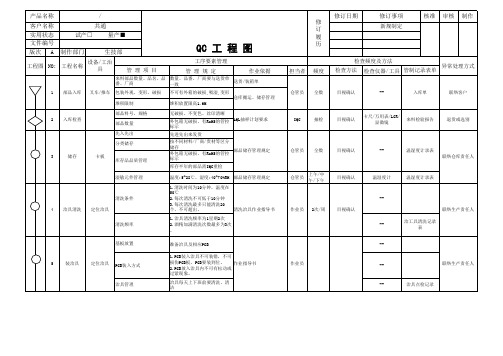
外包装标示/数量检查,确认1.依据BOM表对物料进行检验,确认无误后在外购入库单签名.2.各描述要求清淅,对有涂改的地方要人签名确认.3.检查时发现有异常则开出IQC原材料检验问题记录表,发出异常通知单.目视/小于50PCS全检,其于按GB/T2828:1-2012进行抽检品质尺寸/规格检查,确认1.重点检核对P/N,识差值,耐压值.2.对于一些来料是散装的则使用相关仪器进行测试实物与外标示是否一致,具体参考各零件检验作业指导书数字万用表,游标卡尺,LCR测试仪/参照IQC检验指导书品质3物料入库和备料物料员仓储作业指导书领料及时,准确1.实物与单据相符合(数量,种类)2.领料员要交接好,要求准确、明了.3.备料时要按BOM进行备料,备料过程中需要确认物料规格,料号,数量.4.对于散料要进行用点料进行点数来确认数量.目视制造钢网编号,无铅1.检量钢网无破损,变形.2.对钢网的张力进行测试并在规格内.3.对不良钢网及时提出并反馈给工程师或工程主管进行处理.目视100%每次换线前100%每次换线前生产/品质刮刀编号,无铅有无变形、缺口、脏污目视100%每次换线前100%每次换线前制造/品质/锡膏锡膏使用前需回温依作业指导书对锡膏进行回温目视制造/品质搅拌回温使用前需要搅拌1.机器搅拌1~3分种后/人工搅拌15分钟,并手动使搅拌刀铲些锡膏起来,看锡膏流下去是否不易断.2.如果易断则要手动搅拌几下直到不易断方可使用.锡膏搅拌机制造/品质钢网清洗每4小时需要离线清洗钢网每5片机器自动擦拭,模式为湿干+干干;目视制造/品质5置件操机员和IPQC上料作业指导书物料控制物料的正确性1.需要将前一个机种的物料完全撤离生产线,并将FEEDER与TABLE清理干净2.按照对料表的站位及相对应物料安装在Feeder且放入机器上.3.IPQC按Feeder表进行再次核对并在记录表签名.目视100%每次上料前品质/制造上料记录表7炉后目检炉后QCPCBA一般通用检验标准零件,极性,位置,规格首件样品1.检查PCBA应无板反、缺件、偏移、短路、立碑、空焊、损件、多件、冷焊﹑少錫等不良.2.对有0.4mm以下细间距IC需要使用放大镜检查重点检查零件的极性,芯片翘脚.卡座与连结器有无移位与假焊.目视100%100%5片每小时品质/制造QC检验记录表品质制程管制品管抽样//100%频率24 6立即核对并改正钢板张力测试记录表每罐每罐每罐每罐零件,极性,位置,规格QA8站别收料进料检验印刷首件QA抽检序号1作业员收料员IQC操机员操机员,IPQC产品外包装标示/数量参考文件外购入库单IQC检验作业指导书,BOM与各零件检验作业书印刷机的日常操作规范与锡膏存储和使用管理规范首件作业指导书检验作业指导书外观/焊点/极性制程根据外购入库单对物料进行逐个核对BOM/ECN/1.正常检验IPQC依照BOM表和样板进行确认有无多件,缺件,移位,抛料,规格错和板反.2.新机型试产时,则用胶纸板打首件,并由QC和工程人员一起依照BOM表和零件图进行确认,特别是一些方向性元件. 3.确认无误后则要打2~3PCS锡膏板过炉,并检查炉后焊点焊接效果是否OK.IPC-A-610E产品/制程/标准1.收料人员对物料的数量、料号进行一一核对.2.如发现异常则立即通知相关单位进行处理.反馈给工程人员进行确认并处理.GAW-900锡膏搅拌机操作及维护指导书发现有异常及时反馈给采购、QE进行处理检测技术目视,盘料机、电子秤等目视LCR/发现异常停止生产并重新对料100%/目视数量数量GB/T2828:1-2012抽样AQL:CR=0,MAJ:0.4,MIN:1.0频率每批换线时,交接班,100%/品质产品送检单, 半成品/成品检验记录表;每小时1次/相关表单反应计划不合格品处理发现有异常及时反馈给采购进行处理江苏易立电气PCBA-QC工程图锡膏领用记录表,制造一部巡检记录表首件记录表对程式重新校正//外购入库单/品质异常处理单立即核对并改正责任部门仓库。
PCBA贴片质量QC工程图
/
客户名称
共通
实用状态
试产□ 量产■
文件编号 版次 A 制作部门
生技部
QC 工 程 图
工程图
NO:
工程名称
设备/工治 具
管理项目
工序要素管理 管理规定
作业依据
来料部品数量、品名、品 番、厂商
数量、品番、厂商要与送货单 一致
送货/装箱单
1 部品入库 叉车/推车 包装外观、变形、破损 不可有外箱的破损,吸湿,变形
检查方法 检查仪器/工具 管制记录表单
仓管员 全数
目视确认
--
入库单
联络客户
IQC
抽检
目视确认
卡尺/万用表/LCR/ 显微镜
来料检验报告
退货或选别
仓管员 全数
目视确认
仓管员
上午/中 午/下午
目视确认
作业员 2次/周 目视确认
作业员
--
温湿度计录表
联络仓库责任人
温湿度计
温湿度计录表
-联络生产责任人
--
作业员 全数
目视确认
检查日报表
联络品质责任人
现品票
FQC
全数
目视确认
检查日报表
联络品质责任人
现品票
封箱器、胶纸座
现品票
作业员 全数
目视确认
包装数量记录表 联络生产责任人
--
--
--
--
OQC检查报表 出货现品票
OQC
抽检
目视确认
显微镜
联络品质责任人
产品名称
/
客户名称 实用状态 文件编号 版次 A
共通 试产□ 量产■
修订日期 修 订 履 历
SMTPCBA生产QC工程图

SMTPCBA生产QC工程图简介SMTPCBA生产QC工程图是指为了确保SMTPCBA生产过程中的质量控制而制作的工程图。
SMTPCBA(Surface Mount Technology Printed Circuit Board Assembly)是一种表面贴装技术的印刷电路板组装工艺。
本文档将介绍SMTPCBA生产QC工程图的内容和使用。
什么是QC工程图?QC工程图,全称为Quality Control Engineering Drawing,是用于质量控制的工程图纸。
在电子制造过程中,QC工程图通常用于指导和记录产品质量控制的关键要素。
通过QC工程图,制造商能够准确地了解产品的规格、标准和测试要求。
SMTPCBA生产QC工程图的内容SMTPCBA生产QC工程图的内容包括以下几个方面:1.布局图:布局图显示了电路板上各个组件和连接的位置。
在SMTPCBA生产过程中,布局图对确保正确组装和连接各个组件非常重要。
2.贴装图:贴装图显示了电路板上元件的正确安装位置和方向。
贴装图通过标记每个组件的编号和位置来确保正确的组装和焊接。
3.焊接图:焊接图显示了电路板上组件的焊点和焊接方式。
焊接图提供了正确的焊接参数和工艺指导,以确保焊接质量符合标准要求。
4.组装检查图:组装检查图用于记录和检查各个组件的组装情况。
在SMTPCBA生产过程中,组装检查图被用于确保每个组件都被正确安装和连接。
5.测试程序图:测试程序图是用于指导和记录产品测试过程的工程图。
通过测试程序图,制造商可以确保产品在生产过程中经过正确的测试和检测。
使用SMTPCBA生产QC工程图的步骤下面是使用SMTPCBA生产QC工程图的简要步骤:1.阅读工程图:首先,操作人员需要仔细阅读SMTPCBA生产QC工程图的内容和说明。
工程图上会标明每个组件的位置、编号以及工艺要求等信息。
2.准备材料和工具:根据工程图上设计的要求,操作人员需要准备好所需的材料和工具,如电路板、元件、焊锡等。
PCB完整版_QC工程图

检验员
温度:100-120℃
1次/天
>15S
1次/天
符合流程卡
高度:1-2cm
目数200目
压力:4-5kg/cm2
速度:8-10Sec 单次印刷 度 温 :75±5℃;时间30min 标准时间为10-15min不可以超过2小时
首件/每批
生产原始记录
1. 校正2. 返工
作业员、
QA
度 温 :110±10℃;压力:3-4kg/cm2;速 度:1.0-1.5m/min
除了客户有特殊要求外一律选用黄料 外观无划伤/针孔等不良缺陷
抽按检II级正G水常B2平检82验8 进料检验记录 异知常厂回商馈退单货,通 IQC检查员
检验员
尺。寸/板厚公差是否符合来料报告要求
来料日期与生产日期不能相差3个月 没有提供SGS报告的原材料将于拒收。
每批检查
进料检验记录 异知常厂回商馈退单货,通 IQC检查员
率 沉积速 温度
磨刷后质量 磨痕 速度
度 酸洗浓 烘干
水膜测试 油墨类型 度 架网高 网版目数 刷 印 压力 印刷速度
预烤参数
后 .丝印 静止时间
膜 贴 参数
膜后 贴 静止时间
室内温湿度是否正常 曝光尺 棕片 清 机台 洁
对位准确度 后 留 .曝光 停 时间
显影液浓度 .显影压力 显影速度 显影温度 水. 洗压力 显影是否干净 线宽/线距
预烤参数
后 .丝印 静止时间
速痕度宽2:80--1255mHmZ(0.3MM以下薄板25-
237%H-5Z%)
温度:100-120℃
>15S
符合流程卡 高度:1-2cm 目数200目
压力:4-5kg/cm2
QC工程图
正常使用;
2.
PD 刷胶后检查胶水必须在芯中间位置;3.
使用H开头芯片时需通知技术更找加厚钢
网刷胶
插散热片
插散热片
插散热片
散热片型号是否与要求一致(高/ 矮)
文件要求
依据SOP
目视
PD全检 夹具套板
夹具 套板
PD
1.使用圆柱电容需使用矮散热片; 2.使用固态电容配高散热片; 3.技术员每天检查夹具是否有松动
2.老化测试
N/A
PD/OQ C
WI-QC-018 Rev:00
清洗要求
依据SOP
目测
抽检
目测 工具量测 仪器测量
抽检 N=5 C=0 抽检
目测
全检
目测
抽检 全检
目测
全检 全检
目测
全检 全检
目测
全检 全检
锡膏检测仪 全检 全检
目测
全检 全检
检测设备
生产 设备
责任 部门
控制方案
限度样本
限度样本
N/A
IQC
1.小于10箱,全拆 2.IQC检验后盖上PASS章
卡尺 LCR测量
等)与实物是否一致
一致
符合封样书要求
ERP
ERP条码是否正确
扫描确认
尺寸检查 长、宽、高、孔径、脚距等 功能检查 阻容值等检测,电性参数 A类物料检查 真空包装、色卡颜色、周期、 上板 版本确认 版本是否一致 钢网领用 编号、形状
尺寸符合规 定要求
符合封样书要求
与器件规格 书一致
符合包装规 范要求
与生产确认 书
软件检测 QC抽检 X-RAY
PD QC
1.首件或换线确认物料时,记录厂商, 周期以及确认人 2.IPQC全检项次需填写记录、抽检项次 以每两小时抽检4PCS并作好相关记录
电子厂PCBA QC工程图

*
2.多层板:1.0mm-2.0mm ☆2-3PCS
3.后焊元件剪脚操作工艺规范
1.零件浮高
1.印制电路板波峰焊、浸焊、 △全数
散热片 电容 变压器 手工焊接焊点工艺标准
* 滤波器 插座等
2.后焊元件剪脚操作工艺
2.不良焊点
规范,客户特殊工艺要求
3.烙铁温度、接地
3.外观检查接收标准
1.不良焊点,元件位 1.BOM,ECN单
☆2-3PCS
散热片加工
3.依电批使用规定
1.手工分板
1.依作业指导书
△全数
◎2~3PCS
1.零件位置,方向检查 1.依BOM,ECN单,插装图 △全数
*
2.零件之料号,规格极性 2.依作业指导书 3.依插件工艺规范
☆2-3PCS ◎2~3PCS
1.工位图,BOM, 制EC造N单,的核对 * 2.零件位置,方向检查
☆QC检验报表
△逐批
☆目视
☆IPQC巡回检查 △逐批
☆目视 △卡尺,切脚机, 成型机
☆IPQC巡检记录
☆首件检查
剪钳,电批
△◎☆ ★ △◎☆
☆IPQC巡回检查 ☆/◎扭力仪 ☆IPQC巡检记录
△逐批
△目视
☆IPQC巡回检查 ◎目视
△逐批
△目视
☆/◎首件检查 ☆目视
☆IPQC巡回检查 ◎目视
☆首检检验报告 ☆静电环点检记录 ☆首检检验报告 ☆IPQC巡检记录 ☆静电环点检记录
☆IPQC巡检记录
☆IPQC巡检记录 ★回流焊温度曲线 △设备点检记录表
△◎☆ ★
△
☆★
■ SMT补焊
■ SMTI/ QC
■ 零件加工
PCBA生产QC工程图

生产设备 LCR测试仪 半导体测试仪 万用表 卡尺等
1
来料检 来料检 验 验
领料
人工 电子称
BOM单 套料单
IQC PASS标识等 工作单号 数量、单位、规格 钢网与版本核对
3 当需SMT时
印刷锡膏 /机器贴 装
作业指导书 人工 SMT工艺流程图 锡膏印刷机/红胶 锡膏/红胶储存及使 用方法 钢网 换料记录
10
QC外检
静电环 打数器 QC报表
工艺 作业指导书 QC检查报表 静电防护 不良反馈 锡炉设定温度 炉温曲线
温度计 100%
11
过波峰焊
波峰焊 过炉夹具 辅助工具
波峰焊作业指导书 助焊剂/锡条 锡炉操作安全规范 上锡情况 元件情况 设备点检/保养
夹具使用
接地、静电测试仪
1次/日
铬铁温度 12 恒温铬铁 环保锡线 剪钳 物料规格 作业指导书 执锡情况 元件检查 静电防护
QA抽检
牙签 静电手环 QA PASS章
作业指导书 PCBA检验规范
上锡状况 QA检查报表 静电防护 物料规格,料号 外观检查 来料检验 包装方式 产品防护 物料规格,料号
8 当需要时
AI
AI机 运输车
作业指导书 BOM/AI表
9
插件
静电环 物料盒
首件检查 作业指导书 员工作业检查 物料标识 静电防护 元件及规格
17
电性测试
功能测试仪 测试治具 记号笔
作业指导书
测试方法 不良品处理 测试时报表 静电防护
全功能测试 100% 测试报表
18
装配外
作业指导书
电源QC工程图 外壳不可有赃物,刮花等不良现象 19 目视 100%
QC工程图(SMT生产流程)
每批次
1.向上司报告 作业员
17
IPQC检 查
巡检
预防生产中造成的不良
换线/新 机种
1.《SMT首件检查
作业指导书》 2.《IPQC巡查作
5倍放大镜
业指导书》
品质主管 1H/次 1.IPQC巡线记录表 1.向上司报告
IPQC
核对零件规格、
位置、极性、偏
1.《PCBA外观检
移
基板外观检查标准
验标准》 2.抽样方案(正
物料品名、规格 、版本、位置、 极性
1.用LCR表及外观图逐 一核对是否缺件 , 极反 ,错件,偏移,側立等不良
每次上线 之第一片 PCBA
问题并签名确认
1.BOM 2.位置图 3.SMT首件检查 作业指导书
1.LCR 2.镊子
QC主管
每日
1.SMT首件检查记 录表
反馈组长 技术人员
工程人员 操作员 IPQC
锡膏回温/搅拌时 间
1. 回温4小时以上 2. 搅拌时间参照锡膏品 牌(不同品牌)
每瓶
1《锡膏储存及使 用作业指导书》 2.《冰箱操作使 用作业指导书》 3.《搅伴机操作 作业指导书》
冰箱 温度计 搅拌机
钢网的管理 钢网领取
4
钢网使用次数:6万次 钢网使用寿命测 以下
试
钢网使用
每次使用 之 《钢网使用管理
18 OQC抽检
外观检验
每批次
常/加严) 3.《OQC出货检查
5倍放大镜
作业指导书》
4.《抽样检查作
包装数量/机型
不可少装、多装、混装 挤压
业指导书》
组长 技术员
每日
1.SMT OQC抽检记 1.向上司报告
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
品质异常反馈单
师处理
换线及换班 100%
炉温记录表
立即停线通知制程工程 师处理
QC检验报表
补焊,连续 3pcs不良或 2H内不良率高于 98%通知
制程
100%
QC检验报表
按分类标识
25
清洗
静电刷、抛 光机
目测
外观
半成品检验作业 指导书
IPQC
26 外观检测
N/A
半成品检验作业
目测
外观检测 指导书、 IPC610-
PCBA 板产品质量控制
版本:
制程名称
NO
作业
主要设备 生产设备 量测仪器
管制项目
检验规范
1
PCB板进料 检测
2
物料进料检 验
3
烘烤
N/A N/A 烤箱
万用表、目 测、铬铁
线路阻值、 外观、焊盘
上锡状况
万用电桥、
容值、阻值、 电感值、外观
目测、烙铁 、上锡性
目测
外观
进料检验标准、 进料检验作业指 导书、规格承认
QC
10%
QC检验报表
100%
QC检验报表
按分类标识 按分类标识
第5 页
板产品质量控制
相关链接
采购单、 BOM 、收货单 、样品、规格承认书
采购单、 BOM、收货单、 样品、规格承认书
烘烤作业指导书
BOM、程式料表、变更单
印刷机作业指导书、钢 网清洗作业指导书、刮
刀保养记录表
锡厚量测仪作业指导书
BOM 、程式料表、贴片 机作业指导书
第 10 页
书
进料检验标准、 进料检验作业指 导书、规格承认
书
进料检验标准、 进料检验作业指 导书、规格承认
书
管制方法 权责单位
IQC
IQC
IPQC
检查频率
记录方法
AQL二级抽样标 准
IQL=0.4
进料检验记录表、 品质异常反馈单
AQL二级抽样标 准
IQL=0.4
进料检验记录表、 品质异常反馈单
AQL二级抽样标 准
PC、显示器 、音箱
性能、指标
测试作业指导书
OQC
5pcs/25pcs
OQC检验报表
批退返工
33
老化
老化房
34 结构件检验
N/A
目测
信号灯、性 老化房作业指导
能
书
目测
外观
结构件外观检验 标准
IPQC
100%
老化C
准
进料检验记录表、 品质异常反馈单
IQL=1.0
QC
5%
OQC检验报表
按不合格品控制程序
100%
QC测试报表
按不合格品控制程序
100%
维修报表
按不合格品控制程序
20%
OQC检验报表
功能性不良 0收1退,外 观不良 1收2退
100%
QC日报表
按分开作好标识
42 包装抽检
N/A
目测 标签、外观 成品检验标准
OQC
43
入库
N/A
目测
包装方法、 外观
成品检验标准
IPQC
15
TOP炉前总 检
N/A
目测
偏移、乱飞 、极反、缺
件
IPQC检验作业指导 书、半成品检验作
业指导书
16 TOP回流焊
回焊炉
万用表、目 测
炉温曲线
主芯片焊接参数、 PCB规格承认书、 锡膏规格承认书
IPQC IPQC
17
TOP外观全 检
N/A
目测
外观
IPC610-D
QC
烙铁、热风 万用表、目 外观、焊接
枪
测
性能
第2 页
次/2H
IPQC检验日报表、 立即停线通知制程工程
品质异常反馈单
师处理
100%
IPQC检验日报表、 立即停线通知制程工程
品质异常反馈单
师处理
换线及换班 100%
炉温记录表
立即停线通知制程工程 师处理
QC检验日报表
分开分类标识送维修, 连续 3pcs不良或 2H内不 良率高于 98%通知制程
IPC610-D
QC
11
BOT维修
烙铁、热风 万用表、目 外观、焊接
枪
测
性能
IPC610-D
QC
100%
检验日报表、 品质异常反馈单
师处理
换线及换班 100%
炉温记录表
立即停线通知制程工程 师处理
QC检验日报表
分开分类标识送维修, 连续 3pcs不良或 2H内不 良率高于 98%通知制程
100%
维修报表
IQL=0.4
烘烤记录表
V1.0 异常处理 按不合格品控制程序 按不合格品控制程序 按不合格品控制程序
4
SMT备料
feeder
目测
料号
程式料表、变更 单
IPQC
100%
上料记录表
立即停线通知制程工程 师处理
5
BOT印刷
印刷机
目测
偏移、短路、 印刷机作业指导
漏印
书
IPQC
100%
印刷品质记录表
立即停线通知制程工程 师处理
炉前总检作业指导书
第6 页
炉前总检作业指导书
回焊炉作业指导书
样板
样板、 BOM 印刷机作业指导书、钢 网清洗作业指导书、刮
刀保养记录表 锡厚量测仪作业指导书 BOM 、程式料表、贴片
机作业指导书 炉前总检作业指导书
回焊炉作业指导书
样板
第7 页
样板、 BOM 分板作业指导书 BOM、程式料表、变更单 BOM、程式料表、变更单 大锡炉作业指导书
信号点电压 值
测试作业指导书
QC
100%
QC检验报表
按分类标识
30
PCBA功能测 试
测试环境
PC、显示器 、音箱
性能、指标
测试作业指导书
QC
100%
QC测试报表
按不合格品控制程序
31
维修
烙铁、热风 万用表、目 外观、焊接
枪
测
性能
IPC610-D
QC
100%
维修报表
按不合格品控制程序
32
功能抽测
测试环境
QC
D
27
维修
烙铁、热风 万用表、目 外观、焊接
枪
测
性能
IPC610-D
QC
第3 页
100%
QC检验报表
按分类标识
100%
QC检验报表
按不合格品控制程序
100%
维修报表
按不合格品控制程序
28 短路测试
N/A
万用表 信号点短路 测试作业指导书
QC
100%
QC检验报表
按分类标识
29 电压测试
N/A
万用表
6
BOT锡厚检 验
锡厚量测仪
锡厚测量仪
锡厚
印刷机作业指导 书
IPQC
次 /2H
锡厚量测记录表
立即停线通知制程工程 师处理
7
BOT贴片
贴片机
目测
抛料率
贴片机作业指导书
IPQC
8
BOT炉前总 检
N/A
目测
偏移、乱飞 、极反、缺
件
IPQC检验作业指导
书、半成品检验作
IPQC
业指导书 第 1 页
次/2H
IPQC检验日报表、 立即停线通知制程工程
37 组装抽检
N/A
目测
外观
外观检验标准
OQC
38
整机功能测 试
测试环境
PC、显示器 、音箱
性能、指标
测试作业指导书
IPQC
39
维修
烙铁、热风 万用表、目 外观、焊接
枪
测
性能
IPC610-D
QC
40
功能抽测
测试环境
PC、显示器 、音箱
性能、指标
测试作业指导书
OQC
41
包装
N/A
目测 标签、外观 包装作业指导书
按不良分开标识
35
组装 电动螺丝刀 目测 外观、位置 外观检验标准
IPQC
100%
结构件不良记录表 按不合格品控制程序
36 贴标签
N/A
目测 外观、位置 外观检验标准
IPQC
100%
组装不良记录表
按不合格品控制程序
37 组装抽检
N/A
目测
外观
外观检验标准
OQC
第4 页
5%
OQC检验报表
按不合格品控制程序
按不合格品控制程序
12 TOP印刷 印刷机
目测
偏移、短路、 印刷机作业指导
漏印
书
IPQC
100%
印刷品质记录表
立即停线通知制程工程 师处理
13
TOP锡厚检 锡厚量测仪 锡厚测量仪 验
锡厚
印刷机作业指导 书
IPQC
次 /2H
锡厚量测记录表
立即停线通知制程工程 师处理
14 TOP贴片 贴片机
目测
抛料率
贴片机作业指导书
品质异常反馈单
师处理
100%
IPQC检验日报表、 立即停线通知制程工程
品质异常反馈单
师处理
8
检
检验作业指导
N/A
目测
、极反、缺 书、半成品检验作
件
业指导书
9