介绍几种铍青铜淬火方法
常见的四种淬火方法

常见的四种淬火方法
热处理:金属材料在固态下,通过加热、保温、冷却的手段,改变金属材料内部的组
织状态,从而获得所需性能的一种热加工工艺。
常见热处理的4种方法:1、退火 2、正
火 3、淬火 4、回火。
1、退火:适用于合金结构钢、碳素工具钢、合金工具钢、高速钢的锻件、焊接件以
及供应状态不合格的原材料。
2、线膛:通常做为锻件、焊接件以及渗碳零件的预先热处理工序。
对于性能建议相
对较低的低碳的和中碳的碳素结构钢及低合金钢件,也可以做为最后热处理。
对于通常中、低合金钢,觑热可以引致全然或局部淬火,因此无法做为最后热处理工序。
3、淬火:一般是为了得到高硬度的马氏体组织,有时对某些高合金钢(如不锈钢、
耐磨钢)淬火时,则是为了得到单一均匀的奥氏体组织,以提高耐磨性和耐蚀性。
4、淬火:维持钢在淬火后的高硬度和耐磨性时用低温淬火;在维持一定韧度的条件下
提升钢的弹性和屈服强度时用中梅淬火;以维持低的冲击韧度和塑性居多,又存有足够多
的强度时用高温淬火。
铍青铜的热处理
铍青铜得热处理专业:冶金姓名:易高松学号:20061369铍青铜就就是一种用途极广得沉淀硬化型合金。
经固溶及时效处理后,强度可达1250-1500MPa(1250-1500公斤)。
其热处理特点就就是:固溶处理后具有良好得塑性,可进行冷加工变形。
但再进行时效处理后,却具有极好得弹性极限,同时硬度、强度也得到提高。
一、铍青铜得固溶处理、、、、、、、、、、、、、、、、、、、、、、、、、、、、、、、、、、、、、、、、、、、、、、、、、、、、、、、、、、、、、、、、、、、、、、、、、、、、、、、、、、、、、、、、、、、、、、、、二、铍青铜得时效处理、、、、、、、、、、、、、、、、、、、、、、、、、、、、、、、、、、、、、、、、、、、、、、、、、、、、、、、、、、、、、、、、、、、、、、、、、、、、、、、、、、、、、、、、、、、、、、、、、、、三、铍青铜得去应力处理一、铍青铜得固溶处理一般固溶处理得加热温度在780-820℃之间,对用作弹性组件得材料,采用760-780℃,主要就就是防止晶粒粗大影响强度。
固溶处理炉温均匀度应严格控制在±5℃。
保温时间一般可按1小时/25mm计算,铍青铜在空气或氧化性气氛中进行固溶加热处理时,表面会形成氧化膜。
虽然对时效强化后得力学性能影响不大,但会影响其冷加工时工模具得使用寿命。
为避免氧化应在真空炉或氨分解、惰性气体、还原性气氛(如氢气、一氧化碳等)中加热,从而获得光亮得热处理效果。
此外,还要注意尽量缩短转移时间(此淬水时),否则会影响时效后得机械性能。
薄形材料不得超过3秒,一般零件不超过5秒。
淬火介质一般采用水(无加热得要求),当然形状复杂得零件为了避免变形也可采用油。
二、铍青铜得时效处理铍青铜得时效温度与Be得含量有关,含Be小于2、1%得合金均宜进行时效处理。
对于Be大于1、7%得合金,最佳时效温度为300-330℃,保温时间1-3小时(根据零件形状及厚度)。
铍青铜的固溶淬火和双重时效强化处理研究
第3 6卷
第 6期
有 色金 属 加 工
NONF ERROUS ME TAL ROCES NG SP SI
VoI3 No.6 .6 De cem ber2o o7
20 0 7年 1 2月
7
7
7
8
7
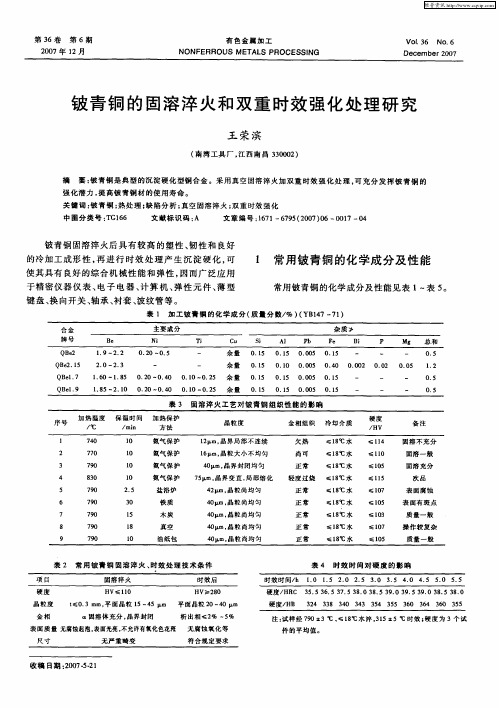
铍 青 铜 的 固溶 淬火 和 双 重 时效 强化 处 理 研 究
关 键 词 : 青 铜 ; 处 理 ; 陷 分 析 ; 空 固 溶 淬 火 ; 重 时 效 强 化 铍 热 缺 真 双 中 图分 类 号 : C 6 T 16 文 献 标 识 码 : A 文 章 编 号 :6 1— 7 5 20 )6~ 0 7— 4 17 6 9 (0 7 0 0 1 0
《l ℃ 水 8 ≤l ℃ 水 8 ≤l ℃ 水 8 ≤ 1 ℃ 水 8 《 l ℃ 水 8
≤ 17 0
≤ 15 0 ≤ 13 0
表 面 腐 蚀
表 面 有 斑 点 质 量 一 般
真 空
油纸 包
≤17 0
≤15 0
操 作 较 复杂
质 量 一 般
表 2 常 用 铍 青 铜 固溶 淬 火 、 效 处 理 技 术 条 件 时
同 溶 淬 火
H V≤10 1
时效 后
HV ̄2 0 > 8
t . m, 面 晶 粒 l 4 , 平 面 晶 粒 2 4 , ≤O3 m 平 5~ 5p m O~ o p m
金 相
a同 溶 体 充 分 , 界 封 闭 晶
析 出相 ≤2 一 % % 5
注 : 样 经 70± 试 9 3℃ 、 8 水 淬 ,1 ≤l ℃ 3 5±5℃ 时效 ; 度 为 3个 试 硬
弹性铍青铜零件的热处理工艺
高 精 度 差 动 型 激 光 多 普 勒 大 直 径 测 量 系统 *
桑 波 赵 宏 谭 玉 山
西 安 交通 大学
摘 要 :研 制 了一种 可高精度在线 测量大尺 寸回转体工件直径及 圆度误 差的差 动型 激光 多普 勒大直 径测量 系 统 ,介绍 了系统的测量原 理及信号处 理技术 ,分 析了系统测 量精度 的影 响因素 。
理 。
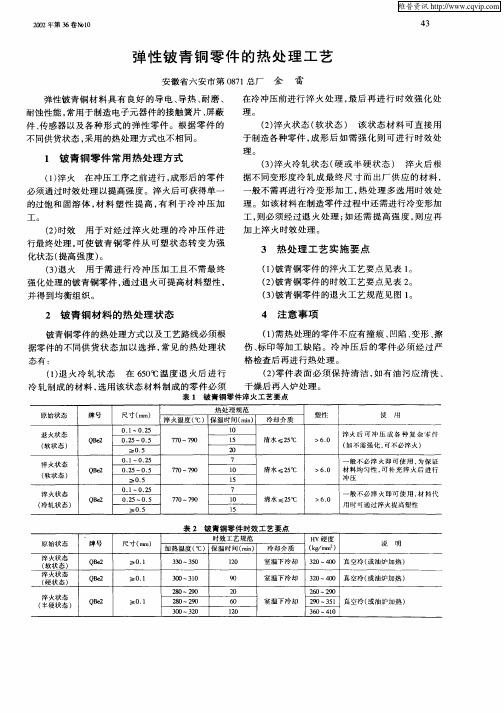
(3)淬火 冷 轧 状 态 (硬 或 半 硬 状 态 ) 淬 火后 根 据不 同变形 度 冷 轧 成 最 终 尺 寸 而 出厂 供 应 的材 料 , 一 般 不 需再 进 行 冷 变 形 加 工 ,热 处 理 多 选 用 时 效 处 理 。如该 材 料在 制 造零 件 过 程 中还 需进 行 冷 变形 加 工 ,则 必须 经 过退 火 处 理 ;如 还 需 提 高 强 度 ,则 应 再 加 上 淬 火时 效 处理 。
(淬半火硬状状态态 ) QBe2
尺寸( mm)
表 2 铍 青 铜 零 件 时 效 工 艺 要 点 时 效 工 艺 规 范
加热 温度 (℃ ) 保温 时间(min) 冷却介质
HV硬 度 (kg/mm ̄)
说 明
≥0.1
330~35o
12O
室温下冷却 32O~400 真空冷 (或油炉加 热)
铍青铜零件淬火工艺要点热处理规范原始状态牌号尺寸mm塑性使用淬火温度保温时间min冷却介质退火状态o1o2510淬火后可冲压成各种复杂零件软状态qbe2o25o577079015清水256o0520如不需强化可不必淬火淬火状态o1o257一般不必淬火即可使用为保证软状态qbe2025o57707901o清水256o材料均匀性可补充淬火后进行0515冲压淬火状态o1o257般不必淬火即可使用材料代冷轧状态qbe2o25o57707901o清水256o0515用时可通过淬火提高塑性铍青铜零件时效工艺要点时效工艺规范hv硬度原始状态牌号尺寸mm说明加热温度保温时间min冷却介质kgmm淬火状态软状态qbe20133035o12o室温下冷却32o400真空冷或油炉加热淬火状态硬状态qbe20130031o90室温下冷却32o400真空冷或油炉加热28o29o2026o29o淬火状态半硬状态qbe210128o29o60室温下冷却290351真空冷或油炉加热3o032012036o410高精度差动型激光多普勒大直径测量系统工具技术西安交通大学摘要
铍铜合金热处理

铍铜合金热处理1. 简介铍铜合金是一种具有优异性能的特殊合金,由铜和少量的铍组成。
它具有良好的导电性、导热性、耐腐蚀性和可塑性,因此被广泛应用于航空航天、电子器件、化工等领域。
为了进一步提高铍铜合金的性能,热处理是一种重要的工艺。
热处理是通过控制合金的加热、保温和冷却过程,以改变合金的组织结构和性能的工艺。
对于铍铜合金来说,热处理可以改善其力学性能、耐蚀性和导电性。
2. 热处理工艺铍铜合金的热处理主要包括固溶处理和时效处理两个步骤。
2.1 固溶处理固溶处理是将铍铜合金加热到一定温度,使其中的固溶相溶解,然后快速冷却。
这个过程主要是为了消除合金中的固溶相,使合金达到均匀的组织结构。
固溶处理的温度和时间是关键参数,需要根据具体的合金成分和要求来确定。
一般来说,固溶处理温度在800-900摄氏度之间,保温时间为1-4小时。
过高的温度和过长的保温时间可能会导致合金的过度溶解,从而影响合金的性能。
2.2 时效处理时效处理是在固溶处理后,将铍铜合金加热到一定温度保持一段时间,然后快速冷却。
这个过程主要是为了使合金中形成细小的析出相,从而提高合金的强度和硬度。
时效处理的温度、时间和冷却方式也是关键参数。
温度一般在400-600摄氏度之间,时间为1-8小时。
不同的温度和时间可以得到不同的析出相,进而影响合金的性能。
3. 热处理效果铍铜合金经过热处理后,可以获得以下几个方面的改善:3.1 机械性能热处理可以显著提高铍铜合金的强度和硬度,同时保持良好的塑性。
通过控制热处理参数,可以调整合金的力学性能,以满足不同工程应用的需求。
3.2 耐腐蚀性经过热处理的铍铜合金具有更好的耐腐蚀性能。
热处理可以改变合金的组织结构,减少晶界和内部缺陷,从而提高合金的耐腐蚀性。
3.3 导电性铍铜合金是一种优良的导电材料,经过热处理可以进一步提高其导电性能。
热处理可以改变合金的晶界和晶内结构,减少电阻和散射,提高导电性。
4. 热处理设备铍铜合金的热处理通常需要使用专门的设备,包括加热炉、保温炉和冷却装置。
08节 铍青铜及其热处理简介

第八节铍青铜及其热处理简介一、铍青铜的定义:以铍为主要添加元素的青铜,英文名: beryllium bronze。
铍青铜的铍含量为0.2%~2%,再加入少量的(0.2%~2.0%)钴或镍第三组元。
铍铜合金的优点:该合金可热处理强化;是理想的高导、高强弹性材料;铍青铜具有良好的力学性能、弹性、导电、导热性能;无磁、抗火花、耐磨损、耐腐蚀、耐寒、抗疲劳和抗应力松弛;并且易于铸造和压力加工成形。
铍青铜的性能取决于热处理包括固溶和时效处理。
铍青铜铸件的典型用途:是用作塑料或玻璃的铸模、电阻焊电极、石油开采用防爆工具、海底电缆防护罩等。
铍青铜加工材的典型用途是用作电子器件中的载流簧片、接插件、触点、紧固弹簧、板簧和螺旋簧、膜盒、波纹管及引线框架等。
二、铍青铜的分类:依合金成分而分,铍含量为0.2%~0.6%的是高导(电、热)铍青铜;铍含量为1.6%~2.0%的是高强铍青铜。
依制造成形工艺,又可分为铸造铍青铜和变形铍青铜。
国际上通用的铍青铜合金牌号以C为首。
变形铍青铜有C17000、C17200(高强铍青铜)和C17500(高导铍青铜)两大类。
与之相对应的铸造铍青铜则有C82000、C82200(高导铸造铍铜)和C82400,C82500,C82600,C82800(高强耐磨铸造铍铜)。
世界上最大的铍铜合金生产厂家为美国的BrushWellman公司,其企业标准与国际标准对应,具有一定的权威性。
中国生产铍青铜的历史几乎与前苏联、美国等国同步,但列入国家标准的牌号只有高强度铍青铜QBe1.9、QBe2.0、QBe1.7。
三、铍青铜的性能:铍青铜具有良好的综合性能。
其力学性能,即强度、硬度、耐磨性和耐疲劳性居铜合金之首。
其导电、导热、无磁、抗火花等性能其他铜材无法与之相比。
在固溶软态下铍青铜的强度与导电性均处于最低值,加工硬化以后,强度有所提高,但电导率仍是最低值。
经时效热处理后,其强度及电导率明显上升。
各种牌号的变形铍青铜与铸造铍青铜的基本物理性能和力学性能参见表1~6。
十种常用淬火方法精编版
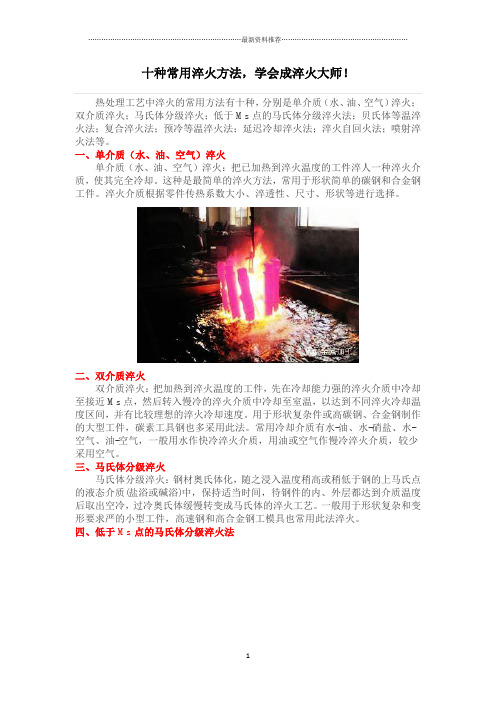
热处理工艺中淬火的常用方法有十种,分别是单介质(水、油、空气)淬火;双介质淬火;马氏体分级淬火;低于Ms点的马氏体分级淬火法;贝氏体等温淬火法;复合淬火法;预冷等温淬火法;延迟冷却淬火法;淬火自回火法;喷射淬火法等。
一、单介质(水、油、空气)淬火单介质(水、油、空气)淬火:把已加热到淬火温度的工件淬人一种淬火介质,使其完全冷却。
这种是最简单的淬火方法,常用于形状简单的碳钢和合金钢工件。
淬火介质根据零件传热系数大小、淬透性、尺寸、形状等进行选择。
二、双介质淬火双介质淬火:把加热到淬火温度的工件,先在冷却能力强的淬火介质中冷却至接近Ms点,然后转入慢冷的淬火介质中冷却至室温,以达到不同淬火冷却温度区间,并有比较理想的淬火冷却速度。
用于形状复杂件或高碳钢、合金钢制作的大型工件,碳素工具钢也多采用此法。
常用冷却介质有水-油、水-硝盐、水-空气、油-空气,一般用水作快冷淬火介质,用油或空气作慢冷淬火介质,较少采用空气。
三、马氏体分级淬火马氏体分级淬火:钢材奥氏体化,随之浸入温度稍高或稍低于钢的上马氏点的液态介质(盐浴或碱浴)中,保持适当时间,待钢件的内、外层都达到介质温度后取出空冷,过冷奥氏体缓慢转变成马氏体的淬火工艺。
一般用于形状复杂和变形要求严的小型工件,高速钢和高合金钢工模具也常用此法淬火。
四、低于Ms点的马氏体分级淬火法低于Ms点的马氏体分级淬火法:浴槽温度低于工件用钢的Ms而高于Mf 时,工件在该浴槽中冷却较快,尺寸较大时仍可获得和分级淬火相同的结果。
常用于尺寸较大的低淬透性钢工件。
五、贝氏体等温淬火法贝氏体等温淬火法:将工件淬入该钢下贝氏体温度的浴槽中等温,使其发生下贝氏体转变,一般在浴槽中保温30~60min。
贝氏体等温淬火工艺主要三个步骤:①奥氏体化处理;②奥氏体化后冷却处理;③贝氏体等温处理;常用于合金钢、高碳钢小尺寸零件及球墨铸铁件。
六、复合淬火法复合淬火法:先将工件急冷至Ms以下得体积分数为10%~30%的马氏体,然后在下贝氏体区等温,使较大截面工件得到马氏体和贝氏体组织,常用于合金工具钢工件。
铍青铜的热处理及热处理的应力和影响
铍青铜的热处理铍青铜是一种用途极广的沉淀硬化型合金。
经固溶及时效处理后,强度可达1250-1500MPa(1250-1500公斤)。
其热处理特点是:固溶处理后具有良好的塑性,可进行冷加工变形。
但再进行时效处理后,却具有极好的弹性极限,同时硬度、强度也得到提高。
(1)铍青铜的固溶处理一般固溶处理的加热温度在780-820℃之间,对用作弹性元件的材料,采用760-780℃,主要是防止晶粒粗大影响强度。
固溶处理炉温均匀度应严格控制在±5℃。
保温时间一般可按1小时/25mm计算,铍青铜在空气或氧化性气氛中进行固溶加热处理时,表面会形成氧化膜。
虽然对时效强化后的力学性能影响不大,但会影响其冷加工时工模具的使用寿命。
为避免氧化应在真空炉或氨分解、惰性气体、还原性气氛(如氢气、一氧化碳等)中加热,从而获得光亮的热处理效果。
此外,还要注意尽量缩短转移时间(此淬水时),否则会影响时效后的机械性能。
薄形材料不得超过3秒,一般零件不超过5秒。
淬火介质一般采用水(无加热的要求),当然形状复杂的零件为了避免变形也可采用油。
(2)铍青铜的时效处理铍青铜的时效温度与Be的含量有关,含Be小于2.1%的合金均宜进行时效处理。
对于Be大于 1.7%的合金,最佳时效温度为300-330℃,保温时间1-3小时(根据零件形状及厚度)。
Be低于0.5%的高导电性电极合金,由于溶点升高,最佳时效温度为450-480℃,保温时间1-3小时。
近年来还发展出了双级和多级时效,即先在高温短时时效,而后在低温下长时间保温时效,这样做的优点是性能提高但变形量减小。
为了提高铍青铜时效后的尺寸精度,可采用夹具夹持进行时效,有时还可采用两段分开时效处理。
(3)铍青铜的去应力处理铍青铜去应力退火温度为150-200℃,保温时间1-1.5小时,可用于消除因金属切削加工、校直处理、冷成形等产生的残余应力,稳定零件在长期使用时的形状及尺寸精度。
热处理应力及其影响热处理残余力是指工件经热处理后最终残存下来的应力,对工件的形状,&127;尺寸和性能都有极为重要的影响。