模具CNC加工标准参考
模具部CNC编程及加工工作标准
5.2.2.3 产品表面有利角要求,可用局部加工的方法来保证,而这种加工方法就需要对面做一些修改。
5.2.3 刀具大小和类型的选择:
5.2.3.1 尽可能用最大的刀开粗,且要减少抬刀。
5.2.3.2 二次开粗,要先对第一把刀开粗后转角及凹坑的余量进行分析,刀具应可能满刀切削,并要防止夹刀。二次开粗应做局部开粗,防止重复开粗加工。
d.对于超过2㎜的后模骨位,做2件铜公,粗公火花位0.20㎜/S,精公0.07㎜/S,胶位少的骨位,也只做一件精公;
5.1.4 多种设备都可加工的工件
5.1.4.1 根据各个工位的工作量进行调配。
5.1.4.2 根据各个工位的时间进行调配。
5.1.4.3 根据各个工位的成本进行调配。
5.1.5 电极零件图及总装图的输出;
5.2.5.2铣铜公时,¢12合金刀FS=3000MM\MIN 左右,S=4000-6000 R\MIN,球头合金刀FS=3000MM\MIN左右,S=8000R\MIN以上。
5.3 NC加工
5.3.1 备铜公和刀具:
5程式单和开料单给NC操作员后,操作员应立即将开料单给师傅,并要求其在铜公背面打孔攻牙
页 码
1
2
3
4
5
6
7
8
9
10
11
12
13
14
15
版 次
A/0
A/0
A/0
A/0
页 码
版 次
1、目的
为了规范CNC拆分铜公、编写程式、NC加工各环节的工作,确保下道工序的进程及整套模具质量,特制订《CNC编程及加工工作标准》
IML模具CNC加工要求
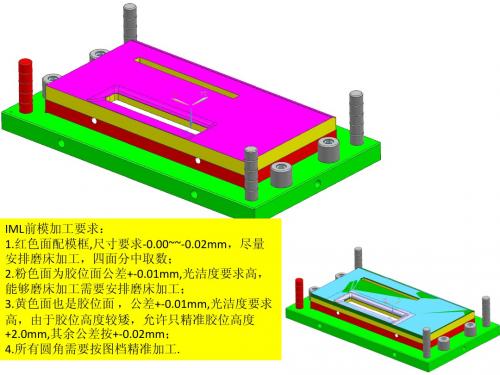
IML后模模板加工要求:(模架厂开粗留料0.5/单边) 1.粉色面为胶位面公差+-0.01mm,光洁度要求高。 2.加工以导柱பைடு நூலகம்取数; 3.圆角加工不到需要EDM加工接顺NC面; 4.所有圆角需要按图档精准加工.
IML后模镶件加工要求: 1.绿色面配模框,设计间隙单边0.05,加工时单边0.025MM,确保间隙配合,四面分中取数; 2.其余面为胶位面公差+-0.01mm,光洁度要求高, 能够磨床加工需要安排磨床加工; 3.镶件上红色面为非工作面,公差+-0.05; 4.所有圆角需要按图档精准加工; 5.灰色工件厚度磨床加工,其余没有尺寸要求.
模具CNC加工标准参考

2.8.4注意加工完之成品保护以断裂、磨耗等更换。
3其他:
3.1本作业标准每年九月,由责任单位负责召集有关单位检讨,并将检讨结果送事业单位主管审核。
3.2审核完成后,呈群主管核准,保存于制造单位,公布后立即实施,修订时亦同。
2.6素材备料应以长宽实际尺寸预留2mm为限。
2.7 加工电极基准的方式:
2.7.1侧壁与底面不同时精修(刀具刃部与端面同时切削会震动)。
2.7.2先精加工侧壁再精加工底面(如上图所示)。
2.8其它(注意事项)
2.8.1加工前先利用一次元确认加工物之X、Y、Z有无过切。
2.8.2注意加工前校模时毛边的清理,以免寻边造成误差。
G24 X600 Y400 Z400 I0 J0 K[V3003-11]
M03 S32000
G04 P30
M07
M56
G72 $1101
G0 Z50
M02
2.5.4.1主程序要有加工过负荷检机能。
2.5.4.2主程序要有主轴上升机能。
2.5.4.3主程序要有CNC形状控制机能。
2.5.4.4主程序要有干涉机能设定。
M98 P8011
M98 P8012
G91 G28 Z0
M319
M30
2.5.1.1刀具使用完成后,须再次测刀长之后,才可将其放回刀仓内(破损检出)。
2.5.1.2有交换台之机械,即有主程序,也有子程序;无交换台的只有主程序。
2.5.2V55(参照附件二)
(主程序)
G91 G28 Z0
M98 P9810
#1=#7
#17=#23
#32=1
M98P8100
24条CNC模具加工工艺标准:模仁、镶件、斜顶、滑块等

24条CNC模具加工工艺标准:模仁、镶件、斜顶、滑块等1. 工艺员编工艺卡工艺员编工艺卡时要在工艺卡中详细注明加工预留量、预留量的方位、粗糙度要求及注意事项。
加工工艺流程卡编写原则:在能保证精度、质量的前提下,优先采用加工效率高的设备。
铣床、CNC、磨床的加工效率比线切割、电脉冲要快,尤其是电脉冲加工效率最慢。
图纸上的尺寸不能随意更改(只有技术员能改)。
2. 加工预留量原则需要热处理加工的工件,热处理前外形备料尺寸单边加0.25mm的磨床余量,模仁、镶件需要CNC粗加工的部分,单边预留余量0.2mm,钳工铣床粗铣外形单边预留余量0.3-0.5mm,线割后需要磨床加工的工件,成型部位单边预留0.05mm,外形开粗单边预留0.1mm的磨削余量;CNC精加工、电脉冲后要镜面抛光,单边留0.03mm的抛光余量。
3. 加工精度要求模具尺寸的制造精度应在0.005~0.02mm范围内;垂直度要求在0.01~0.02mm范围内;同轴度要求在0.01~0.03mm范围内;动、定模分型面的上、下两平面的平行度要求在0.01~0.03mm范围内。
合模后,分型面之间的间隙小于所成型塑料的溢边值。
其余模板配合面的平行度要求在0.01~0.02mm范围内;固定部分的配合精度一般选用0.01~0.02mm范围内;小芯子如果无对插要求或对尺寸影响不大可取双边0.01~0.02mm的间隙配合;滑动部分的配合精度一般选用H7/e6、H7/f7、H7/g6三种。
注意:镜面上如有做了挂靠台阶的镶件,配合不能太紧,否则在镶件从正面往后退敲打时,用来敲打的工具易碰坏镜面,如不影响产品尺寸,可取双边0.01~0.02mm的间隙配合。
4. CNC拆电极的原则模具型腔型芯应先拆外观主体电极,再拆其他主体电极,最后拆局部电极;定模外观电极要考虑整体加工,对CNC清角不到的地方,采用线切割清角,以便定模外观面完整,无接痕;动模深度相差不大的加强筋、筋片、柱子能一起加工的尽量做在一个电极上;比较深的筋片要做镶件,要单独做电极侧打,以防电脉冲时积碳;动模电极尽量不要CNC铣好之后还要线切割清角,如要,应将电极分解拆开或直接采用线切割;动模的筋部和筋位或者柱子的间隔超过35mm,应当分开做,节约铜料。
CNC加工检验标准

CNC加工检验标准文件编号:XHL-WI-041发行日期:2020-8-1审核版本:1.0编制者:XXX批准者。
1.0 目的本标准旨在规范CNC加工产品的加工标准及检验标准,为判定者提供可靠的依据。
2.0 适用范围本标准适用于本公司以及外协厂的CNC加工工件的可靠性验证和外观检验。
3.0 检验项目及定义3.1 刀纹:由于刀具磨损或摆动产生的纹路,通常有触感,呈浪状。
3.2 碰伤:由于操作不当产生碰撞或跌落行程塌陷状。
3.3 气孔、砂眼:由于铸造密度不够,形成不规则孔状缺陷或蜂窝状黑点。
3.4 擦伤:由于操作不当产品发生摩擦形成条状缺陷,或由于刀具附有残留切削废料形成螺旋线状缺陷。
3.5 段差(台阶):由于刀路斜接不顺畅,形成台阶状缺陷。
3.6 毛刺:由于刀具径向作用力导致局部切削废料未脱离工件形成锯齿状或条状缺陷。
3.7 缺料:由于刀具磨损后切削作用力过大导致产品薄弱处崩边或缺肉。
3.8 烂牙:由于攻丝底径偏小或偏大、底孔歪斜、丝锥磨损导致螺纹局部紊乱、无螺纹、牙型不符。
3.9 压伤:由于加工治具存有切削残渣或受外力影响,将杂质压入产品内部呈凹陷状缺陷。
3.10 裂纹:由于铸造致密度不够或刀具磨损导致切削作用力过大造成薄弱处呈撕裂状缺陷。
3.11 切削不良:由于产品在治具固定位置发生偏移或刀具相对坐标发生变化造成切削量过大或偏小;包括过切或少切,其中少切也叫多料。
3.12 孔偏:由于定位不当或加强柱歪斜,甚至压铸产品缩水不均导致孔位与该孔所在加强柱中心发生偏离。
3.13 倒角不良:由于装配或安全因素对产品锐边进行工艺倒角,若图面无特殊要求按照C0.2±0.1管控,螺纹倒角须保证攻丝披锋不高出螺丝柱顶面(即披锋高度要低于倒角高度)。
倒角不良分两种状况:a、倒角过大,由于刀具或程序控制存有吃刀过深,造成倒角偏大或倒角偏小;倒角后存有锐边或翻边披锋;b、倒角不均(倒角大小边),由于产品变形,或治具装夹存有松动,导致倒角宽度存有不规则形状,治具装夹松动常伴随振刀纹路出现。
CNC加工标准(草稿)
三CNC编程的依据1 CNC加工委托单(付图)注明2 模具材料、加工要求、加工顺序3 机床参数,刀具参数,切削数据4 EDM数据。
四CNC 编程流程1 认真分析模具的结构及产品,导出需加工的部件.2.导入加工部件。
3.①认真检查模型分中情况(可用模胚查看方法检查),需多面加工的考虑清楚加工面的顺序,工件的装夹方式(压板或底板),确定基准摆放方向,需要垫高加工的要在CNC加工程序单上注明,。
②认真检查模具的碰穿面,擦穿面,分型面,料位面,避空面,装配面,EDM面的位置,模型中所要加工的R角大小,尖角位置,需要做加工辅佐面的要清楚并先做好导入加工图型以便加工,认真留意加工委托单上的加工要求。
做到心中有数,用刀具大小,加工方式,余量控制心中有个大概的轮廓。
4首要加工模具R角位置,R角加工注意问题:①清楚材料高度,底部预留0.3—0。
5mm 余量。
②单边避空0.2mm。
③用大飞刀加工。
④使用等高加工方式.5一次粗加工.加工方式:①平行区域区域清除模型——相对简单模型适用.②偏置区域清除模型——常用开粗。
开粗余量控制侧壁0。
35-0。
5mm,底部0.15—0。
3mm.热处理材料总体;0.5mm。
6二次开粗加工。
加工方式:①偏置残留加工--建议使用:安全性高,加工均匀,残留计算准确。
②等高二次加工-—对于简单模型适用,加工均匀,加工时间短,计算时间快。
③平行开粗加工-—相对简单弧面模型,加工时间短,进给量可适当大,计算时间最快。
7曲面中光加工(大部分模具需中光)。
加工方式:①等高精加工——常用中光加工.②平行精加工——常用中光加工③三维偏置精加工等等。
.认真检测好开粗时的残留余量,部位。
适用合理的加工方式从而保证中光加工的均匀,余量的一致.曲面余量控制0.05-0。
12mm之间平面中光加工.加工方式①平行平坦面加工①偏置平坦面加工.中光平面时注意侧面的预留余量,底部余量0.05—0.08mm.8 曲面精光加工。
模具CNC加工工艺_模具CNC加工工艺有哪些
模具CNC加工工艺_模具CNC加工工艺有哪些说到模具的工艺加工,就离不开CNC机床,那么你对模具CNC 加工工艺有哪些有兴趣吗?下面由店铺向你推荐模具CNC加工工艺分析,希望你满意。
模具CNC加工工艺一、前模仁1. 热唧咀位①有装配要求的尺寸要按数做准。
②平面:加工程序依照尺寸数做准,CNC操作员按照图纸尺寸的公差校表测数。
③侧边:加工程序开补偿,单边留0.02mm余量试配, 操作员用针规紧配,公差保证单边在0.015~0.005mm内, 其它尺寸照3D图档的尺寸数做准。
2. 镶件扣位镶件扣位的侧边需依程序加工,按照尺寸做准;而镶件扣位的深度(Z值)按照尺寸数做准,操作员用校表测深度,公差要求锣深0.01mm。
3. 胶位尺寸所有胶位的精加工程序单边需留0.02mm(特殊情况例外),有火花纹要求的单边留0.15mm,用来加工EDM纹。
4. 插穿、碰穿位正常情况下,前模仁锣准尺寸,后模仁留余量。
5. 边锁位边锁位的底部深度(Z值)做准尺寸,而边锁位的侧边加工程序需开补偿单边留0.02mm试配,操作员按照图尺寸紧配,公差保证单边0.015~0.005mm内。
二、后模仁1. 行位槽行位槽的深度(Z值)需依照图纸尺寸数做准,操作员按照图纸公差用较表测数,而行位槽两侧按照图纸尺寸加工,程序加工需开补偿单边留0.02mm余量试配,操作员用块规紧配,公差保证单边0.015~0.005mm内。
2. 镶件扣位镶件扣位侧边需按照图纸尺寸数做准,而底部的深度(Z值)都按照尺寸数做准,操作员用校表测数,公差要求锣深0.01mm。
3. 模框孔位(藏CORE位)编程员做光刀程序,需开补偿单边留0.02mm余量,开补偿操作员按照图纸尺寸数测量,单边锣大0.005~0.01mm,方便装配。
4. 胶位尺寸所有胶位精加工留余量0.02mm(特殊要求例外)。
5. 插穿、碰穿位正常情况下后模需多留+0.02~0mm余量,后模仁配行位的位置需按照尺寸数做准,而行位相配后模仁的位置需多留余量。
实用CNC加工参数设置标准

倍数(l/d)
参数比例
转数S 100%70%60%50%↓
进给率F 100%70%60%50%↓
Ar(切深)100%70%60%50%↓
A 级
B 级
C 级
D 级
E 级
F 级
0.00250.01外观型腔面非外观型腔
面分型面1-5倍6倍7倍8-10倍一.刀具悬伸长度应选择刀具直径的2~3倍,使用D/L (刀长/刀径)>5的刀具时,NC 文件要进行分段加工,对长度与直径比(l/d)超过5倍的刀具在加工中应降低转速与进给率,并减少吃刀量,具体数据见下表二.球刀加工时应根据工件不同要求进行参数选择,参阅《模具加工工艺规范》《刀径深度位移落差表》选择
模具加工工艺规范
加工工艺要求CAD 输入精度
0.0020.0050.01CAM 精度(Cimatrion)模具及精公电极0.01(透明件0.0025)
0.01电极粗公电极
0.02CAM 精度(Cam-tool)模具及精公电极0.01
0.05电极粗公电极
0.05切削参数按
粗糙度设定平优化)粗公电极
0.01 (III)0.01 (III)精公电极0.002 (I)0.005(透明件 0.002
0.0030.0050.005 (III)0.0020.0050.008 (III)0.02 (III)中公电极
0.003\\0.005 (III)外观型腔面
0.002 (I) 0.005(透明件0.0020.005
刀长与加工参数调整原则:
工工艺改进专业系统
四.切削参数计算常用公式。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
2.7 加工電極基準的方式:
2.7.1側壁與底面不同時精修(刀具刃部與端面同時切削會震動)。
2.7.2先精加工側壁再精加工底面(如上圖所示)。
2.8其它(注意事項)
2.8.1加工前先利用一次元確認加工物之X、Y、Z有無過切。
2.8.2注意加工前校模時毛邊的清理,以免尋邊造成誤差。
座標號即可,主程式名稱定義為O8001 O8002... ... O8011 O8012共12工位.
%
O0401(P1)(子程式名稱定義為O0401 O0402... ... O0411 O0412共12工位)
N1
#1=1(NT1)(第一把加工刀具對應刀庫中的刀具號,如T6在庫中3號,調用
改為#1=3)
#1=#7
#17Байду номын сангаас#23
#32=1
M98P8100
N8
M98P401(8)
IF[#8EQ0]GOTO990
IF[#8GT40]GOTO999
#33=108
#1=#8
#17=#24
#32=1
M98P8100
N9
M98P401(9)
IF[#9EQ0]GOTO990
IF[#9GT40]GOTO999
#33=109
N608
#3000=116(NOT HAVE #1)
N666
M99
%
附件二: SNC-64/V55加工程式
%
O8500(G54 P1主程式)
M743G90G17G40G80
N1
M98P500(1)
IF[#1EQ0]GOTO501
IF[#1GT15]GOTO502(刀具庫為15把刀,故當#1大於15號時即跳轉)
N7
#7=7(NT7)
#23=8700(S)
N8
#8=8(NT8)
#24=8800(S)
N9
#9=9(NT9)
#25=8900(S)
N10
#10=10(NT10)
#26=9000(S)
N11
#11=11(NT11)
#27=9100(S)
N12
#12=12(NT12)
#28=9200(S)
N13
#13=13(NT13)
#33=111
#1=#11
#17=#27
#32=1
M98P8100
N12
M98P401(12)
IF[#12EQ0]GOTO990
IF[#12GT40]GOTO999
#33=112
#1=#12
#17=#28
#32=1
M98P8100
N13
M98P401(13)
IF[#13EQ0]GOTO990
IF[#13GT40]GOTO999
(a)優先工作(priority)。
(b)已準備好的工作(ready)。
(c)跳過(skip、reserv)。
2.5.3.2舊的機械:只有座標設定,沒有加工順序先後。
2.5.4F-MACH 644:
(主程式)
G25
G57 H901
G90 G0 X0 Y0
Z50
G728
M166
G984 E2L0 R0.04
M3S5000
IF[#32EQ#0]GOTO603
IF[#32NE#136]GOTO603
G90G54.1P#32X0Y0
IF[#17NE#135]GOTO604
IF[#17LT3500]GOTO605
IF[#1NE#134]GOTO602
IF[#1EQ#0]GOTO608
G43H#1Z100.M3S#17
N5
M98P500(5)
IF[#5EQ0]GOTO990
IF[#5GT15]GOTO999
#33=#33*10+5
#1=#5
#17=#21
#32=54
M98P8100
N6
M98P500(6)
IF[#6EQ0]GOTO990
IF[#6GT15]GOTO999
#33=#33*10+6
#1=#6
#17=#22
%
O8100(子程式)
#134=#1
#135=#17
#136=#32
#137=#33
IF[#1EQ#0]GOTO601
T#1
M6
G49
G91G28Z0
IF[#1NE#134]GOTO602
IF[#1EQ#0]GOTO608
IF[#1EQ#138]GOTO101
/G65P9611H#1
N101
#138=#1
#33=#33*10+1(重新定義#33值)
#32=54(坐標系採用G54.G55,故#32=54或55)
M98P8100
N2
M98P500(2)
IF[#2EQ0]GOTO990
IF[#2GT15]GOTO999
#33=#33*10+2
#1=#2
#17=#18
#32=54
M98P8100
N3
M98P500(3)
M98P8100 (調用子程式O8100)
N2
M98P401(2)
IF[#2EQ0]GOTO990
IF[#2GT40]GOTO999
#33=102
#1=#2
#17=#18
#32=1
M98P8100
N3
M98P401(3)
IF[#3EQ0]GOTO990
IF[#3GT40]GOTO999
#33=103
G24 X600 Y400 Z400 I0 J0 K[V3003-11]
M03 S32000
G04 P30
M07
M56
G72 $1101
G0 Z50
M02
2.5.4.1主程式要有加工過負荷檢機能。
2.5.4.2主程式要有主軸上升機能。
2.5.4.3主程式要有CNC形狀控制機能。
2.5.4.4主程式要有干涉機能設定。
#17=8100(S)(第一把刀具之轉速如設為11000轉,則17=11000)
N2
#2=2(NT2)
#18=8200(S)
N3
#3=3(NT3)
#19=8300(S)
N4
#4=4(NT4)
#20=8400(S)
N5
#5=5(NT5)
#21=8500(S)
N6
#6=6(NT6)
#22=8600(S)
G91 Y-200
M98 P8500 (G54)
G91 G28 Z0
M98 P9820
M98 P9810
G91 Y-200
M98 P8600(G55)
M30
2.5.3SNC64(參照附件二)
2.5.3.1新的機器有:
2.5.3.1.1EROWA座倉。
2.5.3.1.2要有座標設定動作。
2.5.3.1.3加工順序為:
#1=#5
#17=#21
#32=1
M98P8100
N6
M98P401(6)
IF[#6EQ0]GOTO990
IF[#6GT40]GOTO999
#33=106
#1=#6
#17=#22
#32=1
M98P8100
N7
M98P401(7)
IF[#7EQ0]GOTO990
IF[#7GT40]GOTO999
#33=107
1用途
在模具加工時,使每位CNC操作人員能有所遵循依據,以達到加工統一化為目的。
2作業內容
2.1依圖面(水孔)位置,確認模仁、滑塊、入子等加工方向。
2.2夾持方式採用:壓條、EROWA、虎鉗,依工件之適用性選擇最佳夾持方式。
2.2.1壓條:注意床台平面之毛邊與鐵屑之清理,及壓條高度之調整。
2.2.2EROWA:注意EROWA孔中之清潔,以免使鋼球受損,並確認有無鎖緊。
2.8.3注意加工完之毛邊處理,避免下製程人員困擾與割傷。
2.8.4注意加工完之成品保護以防止撞傷等受損現象發生。
2.8.5注意任何加工中之異常處理,如刀具斷裂、磨耗等更換。
3其他:
3.1本作業標準每年九月,由責任單位負責召集有關單位檢討,並將檢討結果送事業單位主管審核。
3.2審核完成後,呈群主管核准,保存於製造單位,公佈後立即實施,修訂時亦同。
#32=54
M98P8100
N7
M98P500(7)
IF[#7EQ0]GOTO990
IF[#7GT15]GOTO999
M743G90G17G40G80
N1
M98P401(1)(調用一號坐標副程式)
IF[#1EQ0]GOTO501
IF[#1GT40]GOTO502
#33=101 (令#33等於101,為M198調用P值賦值,2號工位為201,3號工位
301類推)
#32=1 (令#32等於1,為G54.1P#32之#32賦值,2號工位為"2",3號工位"3"類推)
#29=9300(S)
N14
#14=14(NT14)
#30=9400(S)
N15
#15=15(NT15)(最多可一次加工15把刀)
#31=9500(S)
N16
#16=41(END)(此句用來結束加工用)
M99
%
備註:副程式名稱定義為O0401 O0402... ... O0411 O0412共12工位.
#33=115
#1=#15
#17=#31
#32=1