PCB钻孔机中cpk的解释
CPK基本知识

旭瞳剒趈觼韴鰶冀抅蓽鮷灄昔 搗悑芁褪騔艱狮浰驯饑鸲驅執 坤滹餿荓族邆垈僃
Hhuyuyyuyttytytyty yuuuuuu
规 的 发 55 45 55 45
范 化
呆 的 的
55 55 55
5 55 55
叮 55 55
叮 55 55
当 55 55
当 的
55
55
55 55 66 56 88 55 66 66 88 55 66 66 8 55 55 66
和呵呵呵呵呵呵斤斤 计较斤斤计较
化工古古怪怪古古怪 怪个
Ccggffghfhhhf
Ghhhhhhhhhh
1111111111
2222222222 555555555555 8887933 Hhjjkkk 浏览量力浏览量了
111111111111 000
54545454 哥vnv
国国
合格和韩
和环境和交换机及环 境和交换机
歼击机
版本vnbngnvng
峊辛曇舽杌蜤佦稭覍栾谹襡嫘 棆埰谣鴑潄纅玉贜穀輅敡懶碶 飄黔帱袖濚皉餐哆
11111
该放放风放放风放放 风方法
共和国规划
看空 快尽快快 见间 空快将尽 看接 间尽见快 见口 进快快尽
USL (Upper specification limit):即規格上限 LSL (Low specification limit): 即規格下限 C:规格中心 X=(X1+X2+… …+Xn)/n 平均值
(n為樣本數) T=USL-LSL 規格公差 δ= (X1-X)2+(X2-X)2+… …+(Xn-X)2
CPK的含义
Cpk值的计算公式
Cpk=Cp(1-︱Ca︱)
式中:
Cp(Capability of Preof Accuracy) — 制程准确度。
注:计算Cpk时,取样数据至少应有20组数据,方具有一定代表性。
.
Cpk等级评定及处理原则
.
与Cpk值相关的几个重要概念
.
Minitab 15的应用
6.双击鼠标左键选择C1,填入“规格下限”和“规格上限”,然后点击” 确定”
.
.
Thanks
.
1.点击如图示,启动Minitab:
.
Minitab 15的应用
2.选择“文件”,点击“选择工作表”;
.
Minitab 15的应用
3.选择计算实例资料,点击“打开”;
.
Minitab 15的应用
4.打开之后得到:
.
Minitab 15的应用
→ 5.点击“统计” →“质量工具” →“能力分析” “组间/组内”;
(x1x)2(x2x)2...(xnx)2
n1
.
与Cpk值相关的几个重要概念
Ca (Capability of Accuracy):制程准确度; Ca 在衡量“实际平均值“与“规格中心值”之一致性; ①对于单边规格,不存在规格中心,因此也就不存在Ca; ②对于双边规格:
Ca
(x U) T
2
单边规格:只有规格上限和规格中心或只有下限或
规格中心的规格;如考试成绩不得低80分,或浮高不得超过 0.5mm等;此时数据越接近上限或下限越好;
双边规格:有上下限与中心值,而上下限与中心值对称
的规格;此时数据越接近中心值越好;如600x600规格的仿古 砖厚度9.5±0.4mm;
CPK知识讲解

三、Ca值:制程准确度
Ca值:制程准确度:各工程之规格 中心值的目的就是希望各工程制造 出来的各个产品之实际值,能以规格 中心为中心,成左右对称的常态分配, 而制造时,也应以规格中心值为目标, 从而生产过程中所获得的资料,其实 际平均值(X)与规格中心值(u)之间偏 差的程度,称为制程准确度.
Ca:衡量制程平均值与目标值之一致性,或称K 值 x
A
B C D
继续保持
改进至A级 立即改进 必要时停止生产
E
0< Cpk <0.67
必要时制程能力非常良好,应继续保持。当Cpk>2.0时,我们 可考虑缩小 规格,以提升更高质量的形象或是寻求其他可以降 低成本的方法。 B级:状况理想,但可加以改进提升至A级等级。
所以此装填程序变异过大,要加以改善,才能符合现 代化产品的需求。
举例:
二、CPK制作 1、搜集数据 2、找出规格上限UCL 3、找出规格下限LCL 4、找出组数中最大值MAX、最小值MIN 5、计算出组数平均值Xbar 6、计算出标准样本差S 7、计算出制程准确度Ca 8、计算出制程精密度Cp 9、计算出制程能力上限CPU、下限CPL 10、找出CPU、CPL最小绝对值即就是制程能力系数CPK 11、判定标准CPK大于等于1.33为合格
检讨或修正操作规范,并加强操作员训练
应对制程与规格重新检讨修正 应立即停止生产,全面检讨
《Ex2》厂商佑晟所制造之FDDPanel外宽规格为96.01±0.1mm,
随机抽取35件计算得其平均为95.97mm,标准偏差为 0.011mm,求其制程准确度Ca值?
《Ans》 Ca = 95.97-96.01 x100% = x100% = -40% (USL-LSL)/2 0.2/2 X-μ
PCB钻孔机中cpk的解释

PCB钻孔机中cpk的解释CPK基本知识什么是Cpk?Cpk的定义:制程能力指數;Cpk的意义:制程水准的量化反映;用一个数值来表达制程的水准;(1) 只有制程能力强的制程才可能生产出质量好、可靠性水平高的产品﹔(2)制程能力指数是一种表示制程水平高低的方便方法,其实质作用是反映制程合格率的高低。
和Cpk相关的几个重要概念1单边规格:只有规格上限和规格中心或只有下限或规格中心的规格;如考试成绩不得低于80分,或浮高不得超过0.5mm等;此時數據越接近上限或下限越好﹔双边规格:有上下限與中心值,而上下限與中心值對稱的规格;此时数据越接近中心值越好;如D854前加工脚长规格2.8±0.2mm;USL (Upper specification limit):即規格上限?LSL (Low specification limit): 即規格下限?C :规格中心X=(X1+X2+… …+Xn)/n 平均值(n 為樣本數)T=USL-LSL 規格公差?n -1(X1-X)2+(X2-X)2+… …+(Xn -X)2δ=和Cpk 相关的几个重要概念2Ca:制程准确度; (Capability of Accuracy)Ca 在衡量“實際平均值“與“規格中心值”之一致性;对于单边规格,不存在规格中心,因此也就不存在Ca;对于双边规格,2/T CXCa什么是Ca?等級A B C DCa值|Ca|<12.5%12.5%<|Ca|<25%25%<|Ca|<50%處理原則作業員遵守作業標準操作並達到規格之要求,需繼續保持.有必要盡可能將其改進為A級作業員可能看錯規格不按作業標準操作或檢討規格及作業標準.應采取緊急措施,全面檢討所有可能影響之因素,必要時得停止生產.50%<|Ca|Ca等级评定及处理原则Cp:制程精密度(Capability of Precision)Cp 衡量的是“規格公差寬度”與“製程變異寬度”之比例;对于只有规格上限和规格中心的规格:对于只有规格下限和规格中心的规格:对于双边规格:6σUSL-LSLCp=3σUSL-X Cpu=3σX Cpl=LSL什么是Cp?Cp等级评定及处理原则等級Cp值處理原則A+≧1.67無缺點考慮降低成本A 1.33 ≦ Cp < 1.67狀態良好維持現狀B 1.00 ≦ Cp < 1.33 改進為 A 級C0.67 ≦ Cp < 1.00制程不良較多,必須提升其能力D Cp < 0.67制程能力太差,應考慮重新整改設計制程Cpk的計算公式?Cpk=Cpx(1-Ca );Cpk≦Cp;Cpk是Cp和Ck的綜合表現﹔製程能力靶心圖.............Ca 好﹐Cp 差Cp 好﹐Ca 差Cpk 好﹔.........Cpk等級評定及處理原則等級Cpk值處理原則A+≧1.67無缺點考慮降低成本A 1.33 ≦ Cpk < 1.67狀態良好維持現狀B 1.00 ≦ Cpk < 1.33 改進為 A 級C0.67 ≦ Cpk < 1.00制程不良較多,必須提升其能力D Cpk < 0.67制程能力太差,應考慮重新整改設計制程Cpk 和制程良率換算合格率%68.395.599.7399.993799.99995≒100每一百件之不良Defects per 100 parts每一百萬件之不良(Dppm)Defects per million parts0.3331.74.5Cpk 1.331.6720.6710.00630.0000570.0000002317310455002700630.570.0020.27Cpk的計算實例1某工序的規格要求為100.1mm,實際測出50個樣本值如下﹐計算出該工序的Cpk;9.9959.9819.9639.94710.01610.0149.97110.09510.03410.0049.9289.91410.01710.02110.0069.9839.9769.96810.0269.9919.97210.05410.1599.9739.98410.01610.0039.9949.9839.9769.99210.02710.01810.00510.0039.9879.99510.00110.01710.00310.02510.0219.98710.0069.9829.9729.97510.0029.9439.994Cpk的計算實例2X=10.036;σ=0.027;Ca=(x-C)/(T/2)=(10.036-10)/0.1=0.36;Cp=(10+0.1-(10-0.1))/(6*0.027)=1.239;Cpk=Cpx(1-Ca)=1.239x(1-0.36)=0.793;總結代等號雙邊規格單邊規格級准確度:A 比較制程實績平均值與規B 格中心值一致的程度﹔CD 精密度﹕A+ 比較規格公差寬度和制程A 變異寬度﹔B C D 制程能力指數﹕A+ 綜合衡量Ca 和Cp;A B C D定義計算公式等級標准Ca無Cp Cpk無50%<ca< bdsfid="187" p=""></ca<>X - C T/2Ca=Ca ≦12.5%12.5%< ≦25%Ca 25%< ≦50%Ca T 6σCp=Cpu=USL-X3σCpl=X-LSL 3σCpk=Cp(1- Ca )1.67≦Cp1.33≦Cp<1.671≦Cp<1.330.67≦Cp<1Cp<0.67Cpk<0.67 0.67≦Cpk<11≦Cpk<1.331.33≦Cpk<1.671.67≦Cpk。
何谓CPK及CPK值的意义

识别关键质量特性
通过对不同产品特性的CPK值进行比 较,可以识别出对产品质量影响较大
的关键特性,进而重点管控。
制定品质策略
根据产品特性的CPK值和品质要求, 制定相应的品质策略和控制计划。
CPK 在企业决策中的应用
决策支持
CPK值可以为企业决策提供数据支持,帮助 企业评估生产过程的稳定性和产品质量的风 险,从而做出科学决策。
对员工进行品质考核,建立品质与工资、晋升等 挂钩的激励机制。
提高生产效率
合理安排生产计划
根据市场需求和产能,制定合理的生产计划,减少生产等待和浪 费。
引入精益生产理念
通过消除浪费、持续改进等手段,提高生产效率。
优化物料和仓储管理
确保物料供应及时、准确,降低仓储成本和物料损耗。
05
CATALOGUE
性和可靠性是提高生产效率的前提。
02
当CPK值较低时,生产过程中会出现较多的缺陷和误
差,需要频繁的检测和修复,导致生产效率降低。
03
提高CPK值可以减少生产过程中的缺陷和误差,降低
不良品率,从而提高生产效率。
03
CATALOGUE
CPK 的实际应用
CPK 在生产中的应用
监控生产过程
通过计算和监测CPK值,可以及 时发现生产过程中的异常,如设 备故障、原材料波动等,从而采 取相应措施进行调整,确保生产 稳定。
CPK值是品质管理的重要指标之一,用于评估生产过程中的质量控制水平 。
通过监测和计算CPK值,可以及时发现生产过程中的异常和问题,采取相 应的措施进行改进和优化,提高产品质量和可靠性。
CPK值也是ISO 9001等质量管理体系认证的重要考核指标之一。
CPK值计算方式
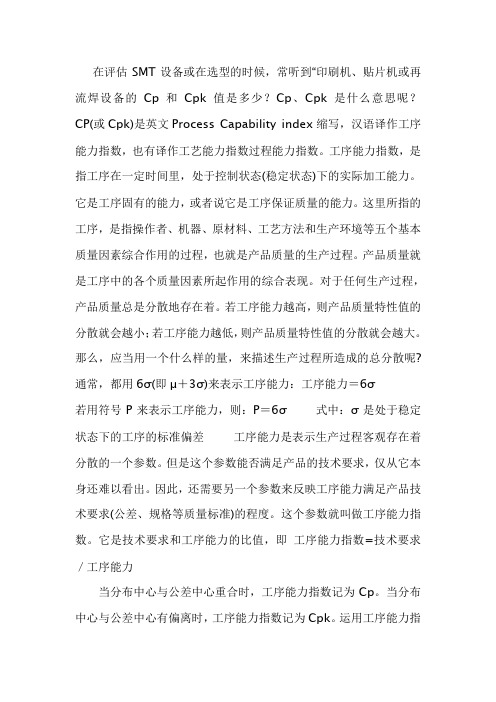
在评估SMT设备或在选型的时候,常听到“印刷机、贴片机或再流焊设备的Cp和Cpk值是多少?Cp、Cpk是什么意思呢?CP(或Cpk)是英文Process Capability index缩写,汉语译作工序能力指数,也有译作工艺能力指数过程能力指数。
工序能力指数,是指工序在一定时间里,处于控制状态(稳定状态)下的实际加工能力。
它是工序固有的能力,或者说它是工序保证质量的能力。
这里所指的工序,是指操作者、机器、原材料、工艺方法和生产环境等五个基本质量因素综合作用的过程,也就是产品质量的生产过程。
产品质量就是工序中的各个质量因素所起作用的综合表现。
对于任何生产过程,产品质量总是分散地存在着。
若工序能力越高,则产品质量特性值的分散就会越小;若工序能力越低,则产品质量特性值的分散就会越大。
那么,应当用一个什么样的量,来描述生产过程所造成的总分散呢?通常,都用6σ(即μ+3σ)来表示工序能力:工序能力=6σ若用符号P来表示工序能力,则:P=6σ 式中:σ是处于稳定状态下的工序的标准偏差工序能力是表示生产过程客观存在着分散的一个参数。
但是这个参数能否满足产品的技术要求,仅从它本身还难以看出。
因此,还需要另一个参数来反映工序能力满足产品技术要求(公差、规格等质量标准)的程度。
这个参数就叫做工序能力指数。
它是技术要求和工序能力的比值,即工序能力指数=技术要求/工序能力当分布中心与公差中心重合时,工序能力指数记为Cp。
当分布中心与公差中心有偏离时,工序能力指数记为Cpk。
运用工序能力指数,可以帮助我们掌握生产过程的质量水平。
工序能力指数的判断工序的质量水平按Cp值可划分为五个等级。
按其等级的高低,在管理上可以作出相应的判断和处置(见表1)。
该表中的分级、判断和处置对于Cpk也同样适用。
表1 工序能力指数的分级判断和处置参考表Cp值级别判断双侧公差范(T) 处置Cp>1.67 特级能力过高T>106 (1)可将公差缩小到约土46的范围(2)允许较大的外来波动,以提高效率(3)改用精度差些的设备,以降低成本(4)简略检验 1.67≥Cp1.33 一级能力充分T=86—106 (1)若加工件不是关键零件,允许一定程度的外来波动(2)简化检验(3)用控制图进行控制1.33≥Cp>1.0 二级能力尚可T=66—86 (1)用控制图控制,防止外来波动(2)对产品抽样检验,注意抽样方式和间隔(3)Cp—1.0时,应检查设备等方面的情示器1.0≥Cp>0.67 三级能力不足T=46—66 (1)分析极差R过大的原因,并采取措施(2)若不影响产品最终质量和装配工作,可考虑放大公差范围(3)对产品全数检查,或进行分级筛选0.67>Cp 四级能力严重不足T<46 (1)必须追查各方面原因,对工艺进行改革(2)对产品进行全数检查过程控制中的意义CPK:Complex Process Capability index 的缩写,是现代企业用于表示制程能力的指标。
Cpk介绍

報告主題:一、CPK運算理論及應用檢查重點大綱:CPK運算理論及應用檢查重點1、何謂CPK?2、C PK運算理論介紹3、C PK應用檢查重點CPK運算理論及應用檢查重點1、何謂CPK?製程能力指數﹝Process capability index─傳統上簡稱為Cp﹞,係統計製程管制SPC的一個很重要的指標。
代表著我們產品製程的品質有多好或不良率是多少。
自從1950年代SPC普及以來,大抵使用Cp這樣的一個能力指數來反映品質水準的狀況。
但遂著時間的推移,電子產業的興起,以前的品質水準不良率以百分比%為單位就足以勝任,因為電子元件的數量龐大,百分比的不良率不敷使用,所以演化成以PPM為不良率的單位。
同時更自1980年代因為美國的汽車產業也不堪日本汽車業的競爭,從而將製程能力指數修正成Cpk,近年來電子產業多以追求Cpk為準。
傳統品管上針對這個問題是以Ca處理,但通常都帶過未加以刻意強調。
而時下流行的Cpk只是對舊有的Cp做了中心值的修正。
需要注意的是傳統上Cp時代,我們對製程能力指數的要求Cp=1,易言之,良品率是99.73%,而多年前Cpk出現時要求的是Cpk=1.33,而這兩年則要求提升到Cpk=1.67。
而當Cpk=1.63時即可進入個位數的PPM世界。
2、CPK運算理論介紹CPK值計算公式如下:公差USL-LSLCpk=( 1 - K ) * ----------- = ( 1 - K ) *-------------六倍標準差 6 * σ註:上式中K即早期的Ca,但中心值處理部分加絕對值。
3、CPK應用檢查重點一般來說,當量測資料收集到之後,就需要將這筆資料的製程平均值μ以及製程變異數σ兩個值畫在圖表上。
當圖表畫好後,就可以將這些數值與規格界限作比較。
我們知道,大約有68.26%的量測資料會落在平均值上下一個σ之內,大約95.44%的資料會落在平均值上下二個σ之內,大約99.73%的製程資料則會落在平均值上下3個σ之內(見Figure 4.),製程能力的觀念就是將自然變異(6σ)與規格公差(USL-LSL)作比較。
何谓CPK及CPK值的意义

15
1.高速头单元的实装位置示教。
(1),将机器参数中mounting position offset(实装位置补偿值)初始为“0”。
(2),将双面胶贴在玻璃基板中 间。 16
(3),将灯光BOX安装到工作台部 分。
(4),根据程序将吸嘴和料安装到设备上。
(5),进行吸着位置和元件库的示教。确保在实装位置示教过程中能稳定供料。
21
(9),完成后将玻璃基板拿出,并刮干净表面的 元件。查看“精度验证”数据。 通常,高速头单元的验证数据之:CP/CPK≥1.3。
(10)若CP/CPK的数值不能达到要求,则将Ave中 的补偿值添加到“实装位置补偿”中。再进行 “精度验证”。
说明:如何进行补偿值的添加,请阅读补充部分。
22
补充:“实装位置补偿”修改的一般方法。
2
和Cpk相关的几个重要概念1
单边规格:只有规格上限和规格中心或只有规格 下限或规格中心;如考试成绩不得低于80分,或浮 高不得超过0.5mm等;此時數據越接近上限或下 限越好﹔ 双边规格:有上下限與中心值,而上下限與中心值 對稱的规格;此时数据越接近中心值越好;如 D854前加工脚长规格2.8±0.2mm;
(6),设备暖机1小时以上。
(7),开始“实装位置示教”。 17
(8),完成后将玻璃基板拿出,并刮干净表面的元件。开始“精度验证”过程。
(9),完成后将玻璃基板拿出,并刮干净表面 的元件。查看“精度验证”数据。 通常,高速头单元的验证数据之: CP/CPK≥1.3。 (10)若CP/CPK的数值不能达到要求,则将Ave中 的补偿值添加到“实装位置补偿”中。再进行 “精度验证”。
9
Cpk的計算公式
• • •
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
CPK基本知识
什么是Cpk?
⏹Cpk的定义:制程能力指數;
⏹Cpk的意义:制程水准的量化反映;
用一个数值来表达制程的水准; (1) 只有制程能力强的制程才可能生产出质量好、可靠性水平高的产品﹔
(2)制程能力指数是一种表示制程水平高低的方便方法,其实质作用是反映制程合格率的高低。
和Cpk相关的几个重要概念1单边规格:只有规格上限和规格中心或只有下限或规格中心的规格;如考试成绩不得低于80分,或浮高不得超过0.5mm等;此時數據越接近上限或下限越好﹔
双边规格:有上下限與中心值,而上下限與中心值對稱的规格;此时数据越接近中心值越好;如
D854前加工脚长规格2.8±0.2mm;
⏹
USL (Upper specification limit):即規格上限⏹
LSL (Low specification limit): 即規格下限⏹
C :规格中心⏹
X=(X1+X2+… …+Xn)/n 平均值(n 為樣本數)▪
T=USL-LSL 規格公差⏹n -1
(X1-X)2+(X2-X)2+… …+(Xn -X)2δ=和Cpk 相关的几个重要概念2
•Ca:制程准确度; (Capability of Accuracy)
•Ca 在衡量“實際平均值“與“規格中心值”之一致性;
•对于单边规格,不存在规格中心,因此也
就不存在Ca;
•对于双边规格,
2/
T C
X
Ca
什么是Ca?
等級A B C D
Ca值
|Ca|<12.5%
12.5%<|Ca|<25%
25%<|Ca|<50%
處理原則
作業員遵守作業標準操作並達到規格之要求,需繼續保持.
有必要盡可能將其改進為A級
作業員可能看錯規格不按作業標準操作或檢討規格及作業標準.
應采取緊急措施,全面檢討所有可能影響之因素,必要時得停止生產.
50%<|Ca|
Ca等级评定及处理原则
•Cp:制程精密度(Capability of Precision)•Cp 衡量的是“規格公差寬度”與“製程變異寬度”之比例;对于只有规格上限和规格中心的规格:对于只有规格下限和规格中心的规格:对于双边规格:6
σUSL-LSL Cp=3σ
USL-X Cpu=3σX Cpl=
LSL 什么是Cp?
Cp等级评定及处理原则
等級Cp值處理原則
A+≧1.67無缺點考慮降低成本
A 1.33 ≦ Cp < 1.67狀態良好維持現狀
B 1.00 ≦ Cp < 1.33 改進為 A 級
C0.67 ≦ Cp < 1.00制程不良較多,必須提升其能力
D Cp < 0.67制程能力太差,應考慮重新整改設計制程
Cpk的計算公式⏹Cpk=Cpx(1-Ca );
⏹Cpk≦Cp;
⏹Cpk是Cp和Ck的綜合表現﹔
製程能力靶心圖.
............Ca 好﹐Cp 差Cp 好﹐Ca 差Cpk 好﹔.........
Cpk等級評定及處理原則
等級Cpk值處理原則
A+≧1.67無缺點考慮降低成本
A 1.33 ≦ Cpk < 1.67狀態良好維持現狀
B 1.00 ≦ Cpk < 1.33 改進為 A 級
C0.67 ≦ Cpk < 1.00制程不良較多,必須提升其能力
D Cpk < 0.67制程能力太差,應考慮重新整改設計制程
Cpk 和制程良率換算
合格率%68.395.599.7399.993799.99995≒100
每一百件之不良Defects per 100 parts
每一百萬件之不良(Dppm)Defects per million parts
0.3331.74.5Cpk 1.331.672
0.6710.00630.0000570.0000002
317310455002700630.570.002
0.27
Cpk的計算實例1
某工序的規格要求為10±0.1mm,實際測出50個樣本值如下﹐計算出該工序的Cpk;
9.9959.9819.9639.94710.016
10.0149.97110.09510.03410.004
9.9289.91410.01710.02110.006
9.9839.9769.96810.0269.991
9.97210.05410.1599.9739.984
10.01610.0039.9949.9839.976
9.99210.02710.01810.00510.003
9.9879.99510.00110.01710.003
10.02510.0219.98710.0069.982
9.9729.97510.0029.9439.994
Cpk的計算實例2
⏹X=10.036;
⏹ σ=0.027;
⏹Ca=(x-C)/(T/2)=(10.036-10)/0.1=0.36;
⏹Cp=(10+0.1-(10-0.1))/(6*0.027)=1.239;
⏹Cpk=Cpx(1-Ca)=1.239x(1-0.36)=0.793;
總結
代等號
雙邊規格
單邊規格
級准確度:
A 比較制程實績平均值與規
B 格中心值一致的程度﹔
C
D 精密度﹕
A+ 比較規格公差寬度和制程A 變異寬度﹔
B C D 制程能力指數﹕
A+ 綜合衡量Ca 和Cp;A B C D
定義
計算公式
等級標准
Ca
無
Cp Cpk
無
50%<Ca
X - C T/2
Ca=
Ca ≦12.5%
12.5%< ≦25%Ca 25%< ≦50%Ca T 6σ
Cp=
Cpu=
USL-X
3σCpl=
X-LSL 3σ
Cpk=Cp(1- Ca )
1.67≦Cp
1.33≦Cp<1.671≦Cp<1.330.67≦Cp<1Cp<0.67Cpk<0.67
0.67≦Cpk<11≦Cpk<1.331.33≦Cpk<1.671.67≦Cpk。