门框铰链安装孔模具设计
铰链侧板冲压工艺和模具设计

1前言1.1 课题提出的背景模具是用来成型物品的工具,它主要通过所成型材料物理状态的改变来实现物品外形的加工。
它集合了机械,电子,化工,计算机等多门学科,是反映一个国家制造技术乃至科学技术的重要方面[1]。
近年来,我国模具行业快速发展,专业模具厂数量增长较快,其能力也显著提高。
模具发展的主要方向是大型、精密、复杂、长寿命等中高档模具。
虽然如此,我国的冲压模具设计制造能力与市场需要和国际先进水平相比仍有较大差距。
这一些主要表现在高档轿车和大中型汽车覆盖件模具及高精度冲模方面,无论在设计还是加工工艺和能力方面,都有较大差距。
轿车覆盖件模具,具有设计和制造难度大,质量和精度要求高的特点,可代表覆盖件模具的水平。
虽然在设计制造方法和手段方面基本达到了国际水平,模具结构周期等方面,与国外相比还存在一定的差距。
1.2 小型五金件生产现状及发展前景随着工业技术的发展进步,家具五金配件已实现机械化批量生产,五金配件对通用性、互换性、功能性、装饰性有了更高的要求。
基材的多样化,结构的改变和使用功能的增加,使家具五金在家具上的作用不再仅仅是装饰和部分活动部件的连接,对其功能性要求越来越高,涉及的领域也越来越广[2]。
但是,设计正日益成为制约中国家具五金配件业发展的瓶颈。
我国家具五金配件的设计水平、制造技术和管理水平还比较落后,与工业发达国家相比尚显稚嫩。
因此,必须通过高新技术提高家具五金配件产品的设计和生产水平,配合先进的管理来加快发展,使我国的家具五金配件业更上一个新层次。
1.3 设计的目的及意义门铰链侧板是门铰链的重要组成部分,用于连接铰链体和门扇。
其冲压工艺多样,制件典型。
对它的工艺制定及模具设计是对我们的一个很好的锻炼。
通过此次设计力求达到以下目的:(1). 掌握冲压工艺的制订过程,全面了解冲压工艺制订时应考虑的因素和应避免的问题;(2). 重点掌握模具设计中工作部分的尺寸计算与强度校核,以及模具结构的合理性分析;(3). 通过对模具零件的设计,了解其加工过程,把握模具零件的制造精度;(4). 学会使用各种工具表达自己的设计的思路和方案,如计算机或手工绘图、以论文的方式表达自己的设计思路和方案等。
铰链冲压工艺分析及模具设计外
铰链冲压工艺分析及模具设计摘要模具作为高效率的生产工具的一种,是工业生产中非常重要的工艺装备。
随着我国工业和高科技产业的快速发展,冲压模具的设计与制造变得越来越重要。
根据设计铰链的尺寸、材料等要求,首先分析铰链的工艺性,确定冲裁工艺方案及模具结构方案,即该铰链需要落料-冲孔复合模和弯曲模完成。
然后通过工艺设计计算,确定排样方式。
计算冲裁力和压力中心,初选压力机,计算刃口尺寸和公差,最后设计和选用零部件。
其中在结构设计中,主要对凸模、凹模、凸凹模、定位零件、卸料与顶件装置、冲压设备、模架、紧固件等进行了设计或选择。
绘制模具总装图及零件图,最终完成模具设计。
关键词:铰链,模具设计,落料-冲孔,复合模HINGE STAMPING PROCESS ANALYSISAND MOULD DESIGNABSTRACAs a kind of efficient production tool, mould is a very important craft equipment in industrial production. With the rapid development of our country industry and high-tech industry, stamping mould design and manufacturing becomes more and more important.According to the size, materials of the product, the first part is to analysis the process of the hinge, so the program of blanking process and mould structure has been confirmed. As a result, blanking-punching compound mould and bending mould are used to produce the hinge. Then based on the process design calculations, the stock layout design can be ensured. It is needed to carry on the blanking force and the center of pressure computation, according to which the press can be selected. Calculating the cutting edge size and tolerance, then design and choose the parts of mould. During the structure design, it is mainly about the design of the punch, die, punch and die, positioning parts, unloading and ejecting devices, mold, pressing equipment, fasteners and so on. Then draw the drawings and assembly drawings of parts, finally the design has been completed.KEY WORDS: Hinge,mould design,blanking-punching,compound die目录前言 (1)第1章加工零件的工艺分析 (2)1.1 零件分析 (2)1.1.1 零件简图 (2)1.1.2 冲压件的工艺分析 (2)1.1.3 分析比较和确定工艺方案 (2)第2章落料冲孔复合模 (4)2.1 工件展开图的尺寸计算 (4)2.2 冲压模具工艺与设计计算 (5)2.2.1 排样设计 (5)2.2.2 排样计算 (6)2.3 确定模具压力中心 (6)2.4工作力的计算 (8)2.5 计算凸、凹模刃口尺寸 (9)2.5.1 落料部分凸凹模尺寸计算 (9)2.5.2 冲孔部分凸凹模尺寸计算 (11)第3章模具结构设计 (12)3.1落料冲孔复合模结构形式 (12)3.2 落料凹模的结构设计 (12)3.3冲孔凸模的结构设计 (13)3.4 凸凹模的结构设计 (14)3.5 定位装置的选择 (14)3.6 顶件及卸料装置的选择 (15)3.7 模架的选择 (16)3.8模柄选择 (18)3.9 打板的设计 (18)3.10螺钉和销的选用 (19)3.11退料板设计 (19)3.12固定板设计 (20)3.11垫板设计 (22)第4章总装配图及压力机的选取 (24)4.1 总装配图 (24)4.2 压力机的选取 (24)第5章模具的技术条件 (26)5.1 表面粗糙度及标准 (26)5.2 加工精度 (26)5.2.1 形位公差 (26)5.2.2 配合要求 (26)结论 (27)谢辞 (28)参考文献 (29)外文资料翻译 (30)前言随着工业高新技术的不断发展,冲压模的地位日益重要模具作为提高生产率,减少材料和消耗,降低产品成本,提高产品质量和市场竞争力的重要手段,已越来越受到各工业部门的重视。
车门铰链布置及分缝线设计指南

车门铰链的布置和分缝线设计是车辆设计中非常重要的一部分,它直接影响到车门的开启、关闭以及密封性能。
以下是关于车门铰链布置及分缝线设计的一些建议指南:
车门铰链布置设计指南
1. 结构强度:车门铰链的布置应考虑车门的重量和结构强度,确保在正常使用情况下不会出现变形或破损。
2. 开合角度:车门铰链的设计要充分考虑车门的开合角度,以便乘客能够方便地进出车辆,并且要避免与车身其他部件碰撞。
3. 平衡性:车门铰链设计应考虑车门的平衡性,使得车门在打开和关闭时能够平稳运动,避免产生过大的惯性力。
4. 润滑和防锈:考虑使用耐用的铰链材料和润滑系统,以减少摩擦和延长使用寿命。
同时,应考虑防锈处理,特别是对于车辆在恶劣环境下的使用情况。
分缝线设计指南
1. 密封性能:分缝线设计要确保在车门关闭时能够有效地密封,避
免外部灰尘、水汽等进入车内。
2. 外观和匹配度:分缝线设计应考虑与车身板金的匹配度和美观性,使得整体外观更加流畅自然。
3. 减少噪音:分缝线的设计要尽量减少风噪和路噪的传入,提高车内的舒适性。
4. 材料选择:选择耐用、柔软的密封材料,能够适应车门在开合时的变形,同时具有良好的回复性能。
5. 防水处理:在分缝线的设计中要考虑防水性能,特别是对于车辆在多雨或多泥泞的道路行驶时,确保车门的密封性。
以上只是一些车门铰链布置及分缝线设计的基本指南,实际设计中还需要根据具体车型、品牌和使用场景进行更为具体的设计和优化。
门框铰链安装孔模具设计
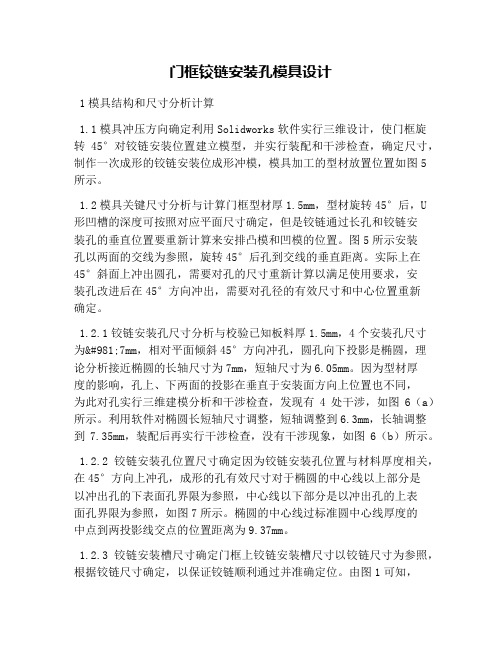
门框铰链安装孔模具设计1模具结构和尺寸分析计算1.1模具冲压方向确定利用Solidworks软件实行三维设计,使门框旋转45°对铰链安装位置建立模型,并实行装配和干涉检查,确定尺寸,制作一次成形的铰链安装位成形冲模,模具加工的型材放置位置如图5所示。
1.2模具关键尺寸分析与计算门框型材厚1.5mm,型材旋转45°后,U 形凹槽的深度可按照对应平面尺寸确定,但是铰链通过长孔和铰链安装孔的垂直位置要重新计算来安排凸模和凹模的位置。
图5所示安装孔以两面的交线为参照,旋转45°后孔到交线的垂直距离。
实际上在45°斜面上冲出圆孔,需要对孔的尺寸重新计算以满足使用要求,安装孔改进后在45°方向冲出,需要对孔径的有效尺寸和中心位置重新确定。
1.2.1铰链安装孔尺寸分析与校验已知板料厚1.5mm,4个安装孔尺寸为ϕ7mm,相对平面倾斜45°方向冲孔,圆孔向下投影是椭圆,理论分析接近椭圆的长轴尺寸为7mm,短轴尺寸为6.05mm。
因为型材厚度的影响,孔上、下两面的投影在垂直于安装面方向上位置也不同,为此对孔实行三维建模分析和干涉检查,发现有4处干涉,如图6(a)所示。
利用软件对椭圆长短轴尺寸调整,短轴调整到6.3mm,长轴调整到7.35mm,装配后再实行干涉检查,没有干涉现象,如图6(b)所示。
1.2.2铰链安装孔位置尺寸确定因为铰链安装孔位置与材料厚度相关,在45°方向上冲孔,成形的孔有效尺寸对于椭圆的中心线以上部分是以冲出孔的下表面孔界限为参照,中心线以下部分是以冲出孔的上表面孔界限为参照,如图7所示。
椭圆的中心线过标准圆中心线厚度的中点到两投影线交点的位置距离为9.37mm。
1.2.3铰链安装槽尺寸确定门框上铰链安装槽尺寸以铰链尺寸为参照,根据铰链尺寸确定,以保证铰链顺利通过并准确定位。
由图1可知,冲槽宽12mm,由图2(a)可知铰链整个尺寸长度大于50.62mm,图8所示尺寸能够保证铰链安装与定位。
铰链落料冲孔复合模具设计
第一章概述1.1 课题的来源与选题依据1.课题来源:企业开发研制产品需要。
选题依据:根据学生所学专业及教学大纲要求,结合相关企业实际生产需要及设计模式,促使学生将所学专业基础知识及专业知识具体应用到实践中,培养其理论联系实际的能力.1.1。
1 课题的意义及目的随着科学技术的不断进步和工业生产的迅速发展,冲压及模具技术也在不断革新与发展,主要表现在以下几个方面:1)工艺分析计算方法现代化近几年来,国外开始采用有限变形的弹塑性有限方法,对复杂成型件的成型过程进行应力,应变分析的计算机模拟,只预测某一工艺方案对零件成型的可能性和会发生的问题,将结果显示在图形的终端上,供设计人员进行修改和选择。
2)模具设计制造现代化为了加快产品的更新换代,缩短模具设计周期,工业发达国家正在大力开展模具计算机辅助设计和制造的研究,并已在生产中运用。
3)冷冲压生产机械化与自动化为了大量生产的需要,冲压设备由低速压力机发展到高速自动压力机。
4)发展新的成型工艺为了满足产品更新换代和小批量生产的需要,发展了一些新的成型工艺,简易模具,数控冲压设备和冲压柔性制造技术等.5)不断改进板料的冲压性能目前世界各先进工业国不断研制出冲压性能良好的板料,只提高冲压成型能力和使用效果。
设计目的:1)掌握冷冲压模具的设计方法,要求我们将理论与实际密切联系起来力求所学知识更完备。
2)培养综合运用所学知识,独立解决实际问题的能力,并提高模具的设计与制造水平。
3)熟悉查阅有关资料的手册的方法,了解成型模具的工艺要求及结构特点。
4)为了使我们为以后的工作打下良好的基础。
第二章 冲压工艺过程设计2.1 冲压件的工艺分析2.1.1 根据零件的使用条件和技术要求进行工艺分析该零件(铰链)主要用于电信设备上零部件的安装固定以及用于其它地方,可以说用途甚为广泛。
有两个该零件通过销一样的东西将其结合就形成了铰链,但问题的关键是要注意卷圆部分以及八字孔,而其它部分要求并不是十分严格,只要能达到产品使用目的就可以。
门合页上盖注射模具设计及建模仿真设计
摘要本模具是门合页上盖的注射成型模具。
它采用单型面分型,结构紧凑;采用点浇口,顶出时,由推杆和斜导柱共同作用下将制品顶出,完成制品内侧凹的抽芯;塑件由模具动模上的水道以两支回路分别冷却。
通过采用典型的型芯结构、多弹簧顶出复位系统,使得模具的使用寿命和可靠性大大提高。
经过在实践中不断优化加工工艺、控制加工精度和改进配模技术,从而大大缩短了配模时间和模具的制造周期,提高了劳动生产效率,降低了模具的制造成本。
毕业计论文主要由两部份组成:注射模具的工作原理及其结构设计;模具各部份尺寸计算。
关键词:注射模具门合页上盖注射冷却AbstractThis is the door hinge cover mold injection mold. It uses a single surface type, compact structure; using point gate, top out, by putting and under the action angle pin out of the top products, finished products, concave inner core pulling; plastic parts from the mold dynamic model Two loops on each channel to cool. By using a typical core structure, the top of the spring to reset the system more, making the mold life and reliability are increased. In practice, continuous optimization through process control and improvement of precision with modeling techniques, thus greatly reducing the distribution model and mold manufacturing cycle time, improve labor productivity, reduce manufacturing costs of the mold. Total graduate thesis consists of two parts: the working principle of injection molding and structural design; die size of each part of the calculation.Key words: Injection mold; Door hinge cover ; Injection; Cooling目录摘要 (I)Abstract (II)第1章绪论 (1)1.1前言 (1)1.2 模具发展现状及发展方向 (1)1.2.1国内外注塑模具的发展现状 (1)1.2.2国内外注塑模具的发展趋向 (2)1.3 本课题的内容和具体要求 (3)1.3.1 本课题的内容 (3)1.3.2 具体要求 (3)第2章零件材料分析及方案论证 (4)2.1 零件的材料及材料的特性 (4)2.1.1零件的材料 (4)2.1.2 尼龙6材料的特点 (4)2.1.3 PA6的注射成型工艺参数 (4)2.2 PA6注射成型的原理及工艺过程 (4)2.2.1 注射成型的原理 (4)2.2.2 热塑性注射成型工艺过程 (5)2.3 注射模具的基本组成 (5)2.3.1 基本组成 (5)2.4 方案的论证和初步确定 (5)第3章注射成型机的选择与成型腔数的确定 (7)3.1注射成型机的选择 (7)3.1.1 估算零件体积和质量 (7)3.1.2零件和凝料的总体积 (7)3.1.3注射机的选择 (7)3.2 注塑机的校核 (7)3.3成型腔数的确定 (9)第4章浇注系统的设计 (10)4.1 浇注系统的作用 (10)4.2 浇注系统的组成 (10)4.3 主流道设计 (10)第5章成型零件结构设计 (12)5.1 分型面的设计 (12)5.1.1分型面选择原则 (12)5.1.2分型面的确定 (12)5.2 型腔的分布 (13)5.3 凹模的结构设计 (13)5.4 凸模的结构设计 (13)5.5 成型零件工作尺寸的计算 (13)5.5.1 影响塑件尺寸精度的因素 (13)5.5.2 模具成型零件的工作尺寸计算 (14)5.6 动模板的强度校核 (16)5.6.1 厚度计算 (16)第6章导向与脱模机构的设计 (17)6.1 导向机构的作用和设计原则 (17)6.1.1 导向机构的作用 (17)6.1.2 导向机构的设计原则 (17)6.2 导柱、导套的设计 (17)6.2.1 导柱的设计 (17)6.2.2 导套的设计 (18)6.2.3 导向孔的总体布局 (18)6.3 脱模机构的确定 (19)6.3顶杆横截面直径的确定与校核 (19)6.3.1顶杆横截面直径的确定 (19)6.3.2 顶杆横截面直径的校核 (19)6.3.3 顶杆的形式 (20)6.4 复位杆的结构设计 (20)6.4.1 复位杆的作用 (20)6.4.2复位杆的结构 (20)第7章侧向分型与抽芯机构的设计 (21)7.1 斜导柱抽芯机构设计原则 (21)7.2 抽芯机构的确定 (21)7.3 斜导柱抽芯机构的有关参数计算 (21)7.3.1 抽芯距S (21)7.3.2 斜导柱倾斜角α的确定 (22)7.3.3 斜导柱直径的确定 (22)7.3.4 斜导柱长度的计算 (23)7.4滑块的设计 (24)7.5 导滑槽的设计 (24)第8章冷却系统 (25)8.1 温度调节对塑件质量的影响 (25)8.2 对温度调节系统的要求 (25)8.3 模具冷却装置的设计 (25)8.3.1 冷却装置的设计要点 (25)8.3.2 水嘴的结构形式 (25)8.3.3 冷却水道的结构 (25)第9章其它结构零部件的设计 (27)第10章模具的可行性分析 (28)10.1 本模具的特点 (28)10.2 市场前景与经济效益分析 (28)第11章模具的建模仿真 (29)11.1 模具的建模仿真 (29)总结 (30)参考文献 (31)致谢.......................................... 错误!未定义书签。
模具设计与制造专业毕业论文--汽车门铰链模具设计

1 引言日前,中国模具协会企业年报显示:2006年我国模具工业总产值已达516亿元,其中冲压模具、压铸模具等约占总量的80%。
预计到2010年,国内模具市场需求量将在1200亿元人民币左右。
据介绍,目前我国汽车模具潜在市场十分巨大。
质量好的冲压模具在汽车整车等行业供不应求。
因此未来我国机械行业中,模具的发展——特别是冷冲压模具的发展就显得尤为重要。
据中国模具工业协会发布的统计材料,2004年我国冲压模具总产出约为220亿元,其中出口0.75亿美元,约合6.2亿元。
根据我国海关统计资料,2004年我国共进口冲压模具 5.61亿美元,约合46.6亿元。
从上述数字可以得出2004年我国冲压模具市场总规模约为266.6亿元。
其中国内市场总需求为260.4亿元,总供应约为213.8亿元,市场满足率为82%。
在上述供求总体情况中,有几个具体情况必须说明:一是进口模具大部分是技术含量高的大型精密模具,而出口模具大部分是技术含量较低的中低档模具,因此技术含量高的中高档模具市场满足率低于冲压模具总体满足率,这些模具的发展已滞后于冲压件生产,而技术含量低的中低档模具市场满足率要高于冲压模具市场总体满足率;二是由于我国的模具价格要比国际市场低格低许多,具有一定的竞争力,因此其在国际市场的前景看好,2005年冲压模具出口达到1.46亿美元,比2004年增长94.7%就可说明这一点。
标志冲模技术先进水平的多工位级进模和多功能模具,是我国重点发展的精密模具品种。
有代表性的是集机电一体化的铁芯精密自动阀片多功能模具,已基本达到国际水平。
但总体上和国外多工位级进模相比,在制造精度、使用寿命、模具结构和功能上,仍存在一定差距。
我国的冲压模具设计制造能力与市场需要和国际先进水平相比仍有较大差距。
这些主要表现在高档轿车和大中型汽车覆盖件模具及高精度冲模方面,无论在设计还是加工工艺和能力方面,都存在较大差距。
轿车覆盖件模具,具有设计和制造难度大,质量和精度要求高的特点,可代表覆盖件模具的水平。
铰链落料冲孔复合模具设计

CHANGZHOU INSTITUTE OF TECHNOLOGY毕业设计说明书题目:铰链落料冲孔复合模具设计二级学院(直属学部):专业:班级:学生姓名:学号:指导教师姓名:职称:评阅教师姓名:职称:2014 年05月常州工学院毕业设计摘要此次我的毕业设计题目是铰链冷冲压模具设计,经过对这个题目的分析与研究,最终确定了以复合模冲孔落料(落料与冲Φ8.4孔)→冲Φ10.4孔→预弯→卷圆→弯曲的工序组合来完成这副模具的设计。
此课题主要详细介绍了在铰链冷冲压模具设计过程中,对各个工序的设计构想及具体实施方案,并且主要讲述模具设计工艺方案及工艺过程。
由于工作量大,所以此套模具由多人完成,而我设计的课题是铰链落料冲孔复合模具设计,在对冲压件工艺分析后我进行了方案比较与确定,然后以我自己的课题估算了模具各主要零件(凹模、凸模固定板、垫板,凸模)的外形尺寸,并确定标准模架以及卸料橡胶或弹簧的自由高度等。
我设计的这副落料冲孔模的特点及原则是:首先得保证产品质量节约原材料,降低劳动强度,降低成本,提高劳动生产率,最后达到产品的要求。
关键词:铰链冲孔落料工序冲压模具铰链落料冲孔复合模具设计目录第1章概述 (1)1.1课题的来源与选题依据 (1)1.2课题的意义及目的 (1)第2章冲压工艺过程设计 (2)2.1冲压件的工艺分析 (2)2.1.1根据零件的使用条件和技术要求进行工艺分析 (2)2.1.2根据零件的形状、尺寸精度和材料进行工艺分析 (2)2.1.3材料分析 (3)2.2确定工艺方案 (4)2.2.1冲压工序类型和工序数量的确定 (4)2.2.2工序组合及方案比较 (4)2.2.3各工序模具结构形式的确定 (4)2.2.4工序的形状及尺寸的计算 (4)2.2.5计算各工序的冲压力,初选压力机 (9)第3章冲压模具设计 (11)3.1模具结构形式的确定 (11)3.2计算模具压力中心,确定模具受力中心的位置 (11)3.3各主要零件的计算 (11)3.4确定凸、凹模的间隙,计算凸凹模工作部分尺寸 (12)3.5校核压力机 (13)结论 (15)致谢 (16)参考文献 (17)常州工学院毕业设计第1章概述1.1 课题的来源与选题依据课题来源:企业开发研制产品需要。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
门框铰链安装孔模具设计
1模具结构和尺寸分析计算
1.1模具冲压方向确定利用Solidworks软件进行三维设计,使门框旋转45°对铰链安装位置建立模型,并进行装配和干涉检查,确定尺寸,制作一次成形的铰链安装位成形冲模,模具加工的型材放置位置如图5所示。
1.2模具关键尺寸分析与计算门框型材厚1.5mm,型材旋转45°后,U 形凹槽的深度可按照对应平面尺寸确定,但是铰链通过长孔和铰链安
装孔的垂直位置要重新计算来安排凸模和凹模的位置。
图5所示安装
孔以两面的交线为参照,旋转45°后孔到交线的垂直距离。
实际上在45°斜面上冲出圆孔,需要对孔的尺寸重新计算以满足使用要求,安
装孔改进后在45°方向冲出,需要对孔径的有效尺寸和中心位置重新
确定。
1.2.1铰链安装孔尺寸分析与校验已知板料厚1.5mm,4个安装孔尺寸为ϕ7mm,相对平面倾斜45°方向冲孔,圆孔向下投影是椭圆,理论分析接近椭圆的长轴尺寸为7mm,短轴尺寸为6.05mm。
由于型材厚
度的影响,孔上、下两面的投影在垂直于安装面方向上位置也不同,
为此对孔进行三维建模分析和干涉检查,发现有4处干涉,如图6(a)所示。
利用软件对椭圆长短轴尺寸调整,短轴调整到6.3mm,长轴调整到7.35mm,装配后再进行干涉检查,没有干涉现象,如图6(b)所示。
1.2.2铰链安装孔位置尺寸确定由于铰链安装孔位置与材料厚度有关,在45°方向上冲孔,成形的孔有效尺寸对于椭圆的中心线以上部分是
以冲出孔的下表面孔界限为参照,中心线以下部分是以冲出孔的上表
面孔界限为参照,如图7所示。
椭圆的中心线过标准圆中心线厚度的
中点到两投影线交点的位置距离为9.37mm。
1.2.3铰链安装槽尺寸确定门框上铰链安装槽尺寸以铰链尺寸为参照,根据铰链尺寸确定,以保证铰链顺利通过并准确定位。
由图1可知,
冲槽宽12mm,由图2(a)可知铰链整个尺寸长度大于50.62mm,图8所示尺寸可以保证铰链安装与定位。
2模具结构设计与工作过程
2.1模具结构设计上述对冲压件的主要尺寸进行分析计算,根据计算结果设计模具。
为了方便更换模具,模具采用自由状态放置在工作台上,采用后置导向自复位模架,模具结构如图9所示。
2.2模具工作原理模具工作时上模板10、卸料橡胶11、压紧块12及圆孔凸模4、凸模5向下运动,圆孔凸模4完成安装孔的冲裁,同时凸模5完成铰链安装槽冲切,随着上模向下运动上模凸起部分与下模凹槽压合成形铰链安装位的长凹槽,完成冲孔、冲槽、压凹槽。
当上模回程时卸料橡胶11使凸模和型材分离,完成卸料。
3结束语
根据铰链边框的结构特点和铰链的安装要求,设计出一副复合模完成一个铰链所需的冲孔、冲槽、压槽的加工。
实践证明:该结构的冲压工艺安排合理,模具结构简单,在满足铰链安装孔距的同时,通过合理计算凸模尺寸,满足了孔、槽形状和尺寸要求,解决了原工艺加工孔、槽相对位置错位的问题,提高了生产效率。
门框铰链安装孔模具设计。