2018年学院竞赛月复杂部件数控多轴联动加工技术赛项竞赛
2018年中国技能大赛—第八届全国数控技能大赛
2018年中国技能大赛—第八届全国数控技能大赛河南省选拔赛竞赛规程数控车工(数控车削加工技术)数控车工(数控车削加工技术)竞赛规程1.项目描述1.1技术基本描述数控车工(数控车削加工技术)项目是指使用数控车床对相应材料的零件进行切削加工的技能竞赛,其中也包括用常用的手动工具配合完成的相关工作。
参赛选手需要根据技术图纸和技术要求,进行工艺制定、数控编程、刀具选择和安装、刀偏设定等工作,以去除材料的方式去加工精度等级等于IT6级和低于IT6级精度的回转体工件。
数控车工(数控车削加工技术)项目允许在机床数控系统上直接编写程序,也可以利用CAM软件来进行自动编程。
1.2技术能力要求参赛选手应具备以下技术能力:1.2.1识图技能:能对图形、图标、标准、表格和其它技术要求进行解释;1.2.2刀具选择:能针对工件材料和加工需求选择切削刀具;1.2.3工艺制定:能针对工件材料、图形结构、加工状况确定其加工方式、加工流程、加工路线及切削参数;1.2.4编程技能:能掌握不同的编程技术(包括手工编程和计算机辅助编程)。
1.2.5工件装夹:能根据操作需要,为工件选择装夹方法和装夹系统;1.2.6操作技能:能完成在数控车床上安装刀具和附件的整个过程,能识别和确定在数控车床上各种不同的加工操作,能识别和确定在数控车床上加工操作所需的各种功能参数;1.2.7检测技能:能选择和使用测量仪器并掌握测量方法;1.2.8安全防护:遵守相关安全防护条例和环境保护要求。
1.3基本知识要求参赛选手应掌握以下基本知识:1.3.1相关知识:数学知识、测量知识、材料切削性能知识等。
1.3.2延伸知识:工艺设计知识、计算机技术知识、公差与配合等标准、金属切削工艺知识等。
2.竞赛题目2.1竞赛形式数控车工(数控车削加工技术)项目由理论知识竞赛和实际操作竞赛两部分组成。
理论知识竞赛和实际操作竞赛总成绩100分,理论知识竞赛占总成绩的20%,实际操作竞赛占总成绩80%。
中国技能大赛全国数控技能大赛
2018年中国技能大赛—第八届全国数控技能大赛河南省选拔赛竞赛规程数控车工(数控车削加工技术)数控车工(数控车削加工技术)竞赛规程1.项目描述1.1技术基本描述数控车工(数控车削加工技术)项目是指使用数控车床对相应材料的零件进行切削加工的技能竞赛,其中也包括用常用的手动工具配合完成的相关工作。
参赛选手需要根据技术图纸和技术要求,进行工艺制定、数控编程、刀具选择和安装、刀偏设定等工作,以去除材料的方式去加工精度等级等于IT6级和低于IT6级精度的回转体工件。
数控车工(数控车削加工技术)项目允许在机床数控系统上直接编写程序,也可以利用CAM软件来进行自动编程。
1.2技术能力要求参赛选手应具备以下技术能力:1.2.1识图技能:能对图形、图标、标准、表格和其它技术要求进行解释;1.2.2刀具选择:能针对工件材料和加工需求选择切削刀具;1.2.3工艺制定:能针对工件材料、图形结构、加工状况确定其加工方式、加工流程、加工路线及切削参数;1.2.4编程技能:能掌握不同的编程技术(包括手工编程和计算机辅助编程)。
1.2.5工件装夹:能根据操作需要,为工件选择装夹方法和装夹系统;1.2.6操作技能:能完成在数控车床上安装刀具和附件的整个过程,能识别和确定在数控车床上各种不同的加工操作,能识别和确定在数控车床上加工操作所需的各种功能参数;1.2.7检测技能:能选择和使用测量仪器并掌握测量方法;1.2.8安全防护:遵守相关安全防护条例和环境保护要求。
1.3基本知识要求参赛选手应掌握以下基本知识:1.3.1相关知识:数学知识、测量知识、材料切削性能知识等。
1.3.2延伸知识:工艺设计知识、计算机技术知识、公差与配合等标准、金属切削工艺知识等。
2.竞赛题目2.1竞赛形式数控车工(数控车削加工技术)项目由理论知识竞赛和实际操作竞赛两部分组成。
理论知识竞赛和实际操作竞赛总成绩100分,理论知识竞赛占总成绩的20%,实际操作竞赛占总成绩80%。
2023 年江苏省职业院校技能大赛复杂部件数控多轴联动加工技术教师组-样题(评分标准)
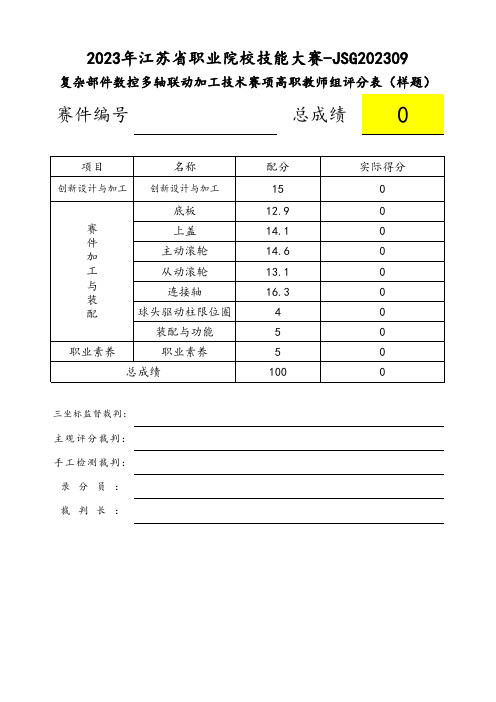
创新设计与加工裁判长:主观评分裁判:手工检测裁判:录分员:0100总成绩三坐标监督裁判:14.6主动滚轮职业素养赛件加工与装配职业素养5从动滚轮13.1连接轴16.3底板12.914.1上盖4球头驱动柱限位圈创新设计与加工1505装配与功能000000002023年江苏省职业院校技能大赛-JSG202309复杂部件数控多轴联动加工技术赛项高职教师组评分表(样题)总成绩名称配分项目赛件编号实际得分配分成绩小计序号配分得分偏差A-创新设计与加工15OK NO 02436OK NO 0小计150选手编号技术要求评分方式赛件编号评分裁判长按照功能要求进行零件的创新设计,撰写创新设计报告书:要求:根据装配体结构及凸轮运动关系,各参赛队自行设计一个驱动装置,使主动滚轮可连续旋转。
创新件加工:裁判员2015根据各参赛队创新设计图纸加工零件。
零件符合图纸要求得4分,部分符合要求且完成率大于50%得2-3分,完成率低于50%得1分,未加工0分。
创新件功能实现:创新件能与主动滚轮连接,并且能连续旋转带动从动滚轮反方向转动。
复杂部件数控多轴联动加工技术赛项高职教师组评分表(样题)创新设计与加工裁判员1成绩小计序号方位配分尺寸类型公称尺寸上偏差下偏差上极限尺寸下极限尺寸实际尺寸得分偏差允差0.00310.5长度1360-0.07136135.93020.5长度1960-0.07196195.93030.5长度1620.070162.07162040.5直径800.05080.0580050.5直径650-0.056564.95060.5长度200-0.052019.95070.5长度380-0.053837.95080.5长度380-0.053837.95090.5长度460-0.054645.950100.5长度1300.03-0.03130.03129.970110.5长度460-0.054645.950120.5长度380.05038.05380130.5长度800.03-0.0380.0379.970140.5长度1710.03-0.03171.03170.970150.5直径80.0208.0280160.5直径220.05022.05220170.5长度40.02-0.02 4.02 3.980180.5直径420.03042.03420190.5长度50.050 5.0550200.5长度70-0.057 6.950210.1直径360.1-0.136.135.90220.5螺纹M4OK NO 0230.1长度1200.1-0.1120.1119.90240.1长度50.1-0.1 5.1 4.90250.1半径120.1-0.112.111.90260.1直径110.1-0.111.110.90270.1长度100.1-0.110.19.90280.1直径 6.60.1-0.1 6.7 6.50290.1长度380.1-0.138.137.90300.1角度1350.1-0.1135.1134.90小计11.4E-赛件外观1234510.5020.5030.50小计1.5选手编号赛件编号A-主要尺寸锐角倒钝(机床与手工倒角)轮廓完成度、与图纸相符度其余表面粗糙度成绩小计序号方位配分尺寸类型公称尺寸上偏差下偏差上极限尺寸下极限尺寸实际尺寸得分偏差允差0.00310.5长度450-0.054544.95020.5长度400.03-0.0240.0339.98030.5长度30.50-0.0630.530.44040.5长度32.50.06032.5632.5050.5长度1980-0.08198197.92060.5长度30.030 3.033070.5长度1550-0.08155154.92080.5长度1060-0.05106105.95090.5长度350.05035.05350100.5长度80.0408.0480110.5直径250-0.052524.950120.5长度200-0.052019.950130.5长度170.03-0.0317.0316.970140.5长度1710.03-0.03171.03170.970150.5长度1300.03-0.03130.03129.970160.5长度800.03-0.0380.0379.970170.5直径420.03042.03420180.1直径200.1-0.120.119.90190.1直径120.1-0.112.111.90200.1直径80.1-0.18.17.90210.5长度70.0507.0570220.5长度40.040 4.0440230.5长度110.0511.05110240.5螺纹M4OK NO 0250.5螺纹M10 - 6HOKNO 0260.1直径360.1-0.136.135.90270.1长度200.1-0.120.119.90280.1长度400.1-0.140.139.90290.1长度190.1-0.119.118.90300.1长度660.1-0.166.165.90310.1长度60.1-0.16.1 5.90320.1倒角C4OK NO 0330.6轮廓斤OKNO0小计12.6E-赛件外观1234510.5020.5030.50小计1.5选手编号赛件编号A-主要尺寸锐角倒钝(机床与手工倒角)轮廓完成度、与图纸相符度其余表面粗糙度成绩小计序号方位配分尺寸类型公称尺寸上偏差下偏差上极限尺寸下极限尺寸实际尺寸得分偏差允差0.00310.5直径720.05-0.0572.0571.95020.5直径300-0.033029.97030.5长度1000-0.0510099.95040.5长度600-0.056059.95050.5直径800-0.058079.95060.5直径300-0.033029.97070.5直径520.05052.0552080.5直径690.05069.0569090.5长度60.080.03 6.08 6.030100.5长度 1.50.04-0.04 1.54 1.460110.5长度 1.50.04-0.04 1.54 1.460120.5长度100.05010.05100130.5长度100.08010.08100140.5长度260.05026.05260152直径80.0208.0280160.5螺纹M6x0.75 - 6HOK NO 0170.1直径340.1-0.134.133.90180.1直径340.1-0.134.133.90190.1倒角C2OK NO 0200.1长度120.1-0.112.111.90210.1长度10.1-0.1 1.10.90220.1长度10.3-0.31.30.70小计10.1B-形位公差13OK NO 0小计30E-赛件外观1234510.5020.5030.50小计1.5选手编号赛件编号A-主要尺寸锐角倒钝(机床与手工倒角)轮廓完成度、与图纸相符度其余表面粗糙度圆柱凸轮形状符合图纸要求成绩小计序号方位配分尺寸类型公称尺寸上偏差下偏差上极限尺寸下极限尺寸实际尺寸得分偏差允差0.00310.5直径720.05-0.0572.0571.95020.5直径300-0.033029.97030.5长度600-0.056059.95040.5长度1000-0.0810099.92050.5直径800-0.048079.96060.5直径300-0.033029.97070.5长度60.080.03 6.08 6.03080.5长度 1.50.04-0.04 1.54 1.46090.5长度 1.50.04-0.04 1.54 1.460100.5长度100-0.05109.950110.5长度260-0.052625.950122球面-SR 40.050 4.0540130.5螺纹M6x0.75 - 6HOK NO 0140.1直径340.1-0.134.133.90150.1长度120.1-0.112.111.90160.1长度10.1-0.1 1.10.90170.1长度110.1-0.111.110.90180.1直径340.1-0.134.133.90190.1半径100.1-0.110.19.90小计8.6B-形位公差13OK NO 0小计3E-赛件外观1234510.5020.5030.50小计1.5选手编号赛件编号A-主要尺寸锐角倒钝(机床与手工倒角)轮廓完成度、与图纸相符度其余表面粗糙度圆柱凸轮形状符合图纸要求成绩小计第一件序号方位配分尺寸类型公称尺寸上偏差下偏差上极限尺寸下极限尺寸实际尺寸得分偏差允差0.00310.5长度920-0.059291.95020.5长度680.02-0.0268.0267.98030.5直径220-0.022221.98040.5长度470-0.054746.95050.5长度40.1-0.14.1 3.9060.5螺纹M6x1 - 6H OK NO 070.5螺纹M12x1.75 - 6gOKNO 080.1直径140.1-0.114.113.9090.1长度120.1-0.112.111.90小计3.7第二件序号方位配分尺寸类型公称尺寸上偏差下偏差上极限尺寸下极限尺寸实际尺寸得分偏差允差0.00310.5长度920-0.059291.95020.5长度680.02-0.0268.0267.98030.5直径220-0.022221.98040.5长度470-0.054746.95050.5长度40.1-0.14.1 3.9060.5螺纹M6x1 - 6H OK NO 070.5螺纹M12x1.75 - 6gOK NO 080.1直径140.1-0.114.113.9090.1长度120.1-0.112.111.90小计3.7第三件序号方位配分尺寸类型公称尺寸上偏差下偏差上极限尺寸下极限尺寸实际尺寸得分偏差允差0.00310.5长度920-0.059291.95020.5长度680.02-0.0268.0267.98030.5直径220-0.022221.98040.5长度470-0.054746.95050.5长度40.1-0.14.1 3.9060.5螺纹M6x1 - 6H OK NO 070.5螺纹M12x1.75 - 6gOK NO 080.1直径140.1-0.114.113.9090.1长度120.1-0.112.111.90小计3.7第四件序号方位配分尺寸类型公称尺寸上偏差下偏差上极限尺寸下极限尺寸实际尺寸得分偏差允差0.00310.5长度920-0.059291.95020.5长度680.02-0.0268.0267.98030.5直径22-0.022221.98选手编号赛件编号A-主要尺寸A-主要尺寸A-主要尺寸A-主要尺寸40.5长度470-0.054746.95050.5长度40.1-0.14.1 3.9060.5螺纹M6x1 - 6H OK NO 070.5螺纹M12x1.75 - 6gOKNO 080.1直径140.1-0.114.113.9090.1长度120.1-0.112.111.90小计 3.7E-赛件外观1234510.5020.5030.50小计1.5锐角倒钝(机床与手工倒角)轮廓完成度、与图纸相符度其余表面粗糙度配分成绩小计序号方位配分尺寸类型公称尺寸上偏差下偏差上极限尺寸下极限尺寸实际尺寸得分偏差允差0.00310.5直径800-0.058079.95020.5直径690-0.056968.95030.5直径650.080.0265.0865.02040.5长度100-0.04109.96050.5长度3.50.053.553.50小计2.5E-赛件外观1234510.5020.5030.50小计1.5复杂部件数控多轴联动加工技术赛项高职教师组评分表(样题)球头驱动柱限位圈4选手编号赛件编号A-主要尺寸锐角倒钝(机床与手工倒角)轮廓完成度、与图纸相符度其余表面粗糙度配分成绩小计序号配分得分偏差A-装配11OK NO 020.5OK NO 030.5OK NO 040.5OK NO 050.5OK NO 061OK NO 071OK NO 0小计5选手编号赛件编号评分裁判长底板、盖板与4个连接轴能装配。
2023年全国职业院校技能大赛高职组复杂部件数控多轴联动加工技术数控多轴加工技术

2023年全国职业院校技能大赛高职组复杂部件数控多轴联动加工技术数控多轴加工技术。
2023年全国职业院校技能大赛高职组复杂部件数控多轴联动加工技术数控多轴加工技术序在2023年全国职业院校技能大赛高职组中,复杂部件数控多轴联动加工技术和数控多轴加工技术将成为备受关注的主题。
这两项技术在制造业中具有重要意义,尤其在高端装备制造领域有着广泛的应用。
本文将从深度和广度两方面对这两项技术进行全面评估,并探讨其在现代制造业中的意义和挑战。
1. 复杂部件数控多轴联动加工技术的意义复杂部件数控多轴联动加工技术是一种高精度、高效率的加工技术,它可以实现对复杂零部件的精密加工和加工效率的提升。
在工业制造中,很多复杂部件都需要经过精密加工才能满足产品的质量要求,而数控多轴联动加工技术正是为了解决这一难题而应运而生的。
通过多轴联动加工,可以实现对复杂曲面的加工,大大提高了生产效率和产品质量。
2. 数控多轴加工技术的应用另数控多轴加工技术也具有重要意义。
它是一种通过多轴协同工作来完成加工任务的技术,可以实现对多种复杂形状的加工。
在汽车、航空航天、船舶等行业中,很多零部件都需要经过数控多轴加工才能满足产品的要求。
这项技术的应用不仅提高了加工精度,还大大缩短了加工周期,降低了生产成本。
3. 技术挑战和发展趋势然而,复杂部件数控多轴联动加工技术和数控多轴加工技术也面临着一些挑战。
技术本身的复杂性和高度要求需要操作人员具备较高的技能和经验,这对于技术人才提出了更高的要求。
随着制造业的发展,对于产品精度和加工效率的要求也在不断提高,这就需要技术不断创新和提升。
4. 个人观点和总结从我个人的观点来看,复杂部件数控多轴联动加工技术和数控多轴加工技术是现代制造业不可或缺的重要技术。
它们不仅可以提高产品的质量和生产效率,还可以降低生产成本,提高企业竞争力。
然而,要想在这两项技术领域取得突破,我们需要不断加强技术研发和人才培养,促进技术的应用和创新。
“数控多轴加工技术”赛项竞赛手册

2023年陕西省高等职业院校技能大赛“数控多轴加工技术”赛项竞赛规程一、竞赛名称赛项名称:数控多轴加工技术赛项组别:高职组竞赛形式:团体赛(师生同赛)赛项专业大类:装备制造类二、竞赛目的通过比赛,深化高职院校开展教学改革、创新驱动、高质量发展的职业教育理念;引领数控技术及相关专业协同产业发展、企业需求,实现产教深度融合;考核选手数控关键技术应用水平和岗位工作能力,检验选手的质量意识、计划组织、意志品质等综合素养;充分展示高职院校的教育教学成果和师生们锲而不舍、精益求精的职业风采;提升职业教育的影响力和吸引力;推动落实高职院校立德树人根本任务,为我国制造业培养更多德才兼备、技术精湛的高素质技术技能型人才。
三、竞赛内容参赛选手在赛场连续4个小时完成实际操作,比赛内容有:1.数字化工艺设计(20%)根据要求,完成工艺文件的编制。
按照比赛任务书中加工与装配的要求,利用现场提供的CAPP软件,用赛场提供的模板进行数字化工艺编制,包括规划加工生产工序、刀具的配置、切削条件、加工效率等内容并提交。
考核选手生产工艺设计能力。
2.复杂部件的造型(20%)根据要求,完成复杂部件的造型。
按照任务书中指定图样的型面特点和曲面造型的需要,利用现场提供的CAD/CAM软件等,建立零件的几何模型,进行复杂部件的造型。
考核选手复杂部件造型技能。
3.辅助零件数控编程与加工(20%)根据任务书中辅助零件图纸的技术要求,利用现场提供的零件毛坯、数控刀具、CAD/CAM软件、四轴联动加工中心等材料工具设备,按照自行设计的加工工艺,独立完成零件的编程和加工,并符合图纸技术要求。
考核选手数控编程与加工操作综合技能。
4.数控多轴联动加工(30%)根据任务书的技术要求,传输数控加工程序并进行校验运行。
利用现场提供的零件毛坯、CAD/CAM软件、四轴联动加工中心等材料工具设备,按照自行设计的工艺,完成部件的加工。
考核选手多轴联动机床运用等核心技能。
重庆三峡职业学院2019质量年度报告

学院作为重庆市示范高职院校、重庆市优质高职院校建设项目在 建单位,秉持“服务三峡、服务三农”的办学定位,学院农林科技系、 动物科技系等六系一部通过聚焦、跨界、协同、改造等举措,集聚资 源,打造了对接现代农业产业链的专业体系,并根据职业标准与行业 标准建设专业。现建有畜牧兽医、园林技术、植物保护、农业装备应 用技术等 47 个高职专业,其中中央财政支持建设的专业 5 个,市级 财政支持建设的专业 14 个,院级重点建设专业 6 个。各专业形成并 凝练了“育人为本、范式相符、实践主导、五线并举”的现代农业人
1
才培养模式,全面构建起产教融合、工学结合、理实一体的人才培养
体系。建成了园林园艺工程技术协同中心、畜牧兽医实训中心等校内
实训基地 125 个,校外实训基地 196 个。拥有校内专任与兼课教师
351 人,校外兼职与兼课教师 211 人,组建有技能大师工作室 7 个、
名师工作室 10 个,形成了梯次配备的专兼结合教学团队;智慧校园
图 2 重庆三峡职业学院学生参加全国职业技能大赛获奖
(四)就业创业情况 1.毕业生就业情况
学院狠抓就业工作,成立了由院长任组长的多部门协同的就业工 作领导小组,根据就业形势出台了一系列激励、帮扶学生就业的配套 文件,有效推进了学院的就业工作。截止本年度 9 月 1 日,学院应届 生毕业人数 2678 人,9 月 1 日前就业人数为 2483 人,就业率为 92.72%; 截止本年度 12 月 1 日,学生的就业率为 98.17%。今年毕业生的就业
6
表 4 重庆三峡职业学院 2018 年全国职业技能大赛获奖列表
序号
项目
获奖选手
指导教师
智慧物流作业方案设计与 陈玉玲、谢宇、唐付华、
竞赛指南

12:30~13:30
13:30~14:30
14:30~15:00 15:00~16:00 16:00~16:30 16:40-17:40
17:40 8:00~8:15 8:00~8:15 8:15~8:30 8:30~9:30
9:30~10:00
“汽车发动机系统检修”第二场竞
12 月 11:00~14:00
15 日
14:00
操作技能竞赛(第二场) 第三场选手检录、等待进入赛场
14:30~17:30
技能竞赛(第三场)
17:30~21:00
工件检测
成绩上报
地点 酒店 机械工程训练中心 卫国教育二楼会议室 机械工程训练中心 机械工程训练中心 机械工程训练中心 机械工程训练中心 机械工程训练中心 机械工程训练中心
等,由裁判长主持。
会议室
检录:所有参赛队员、赛场保障人员 检录。
卫国教育产业学院一楼
抽签:由裁判长主持,按预抽签顺序, 抽签确定比赛顺序号。
卫国教育产业学院二楼
“汽车电气系统检修”第一场竞赛,
1-3 号参赛队同时进行比赛,其余选 汽车实训中心 1 楼
手封闭休息。
裁判按照评分标准进行评判,汇总文
件和成绩,故障设置。
(二)工业产品数字化设计与制造
日期
时间
内容
12 月 14 日
08:00~15:00 15:30~16:30 16:30~17:00
10:30
12 月 11:00~14:30
15 日
11:30
12:30~16:00
08:00
08:30~10:30
10:30
12 月 11:00~13:00
2018山东省职业院校技能大赛成绩
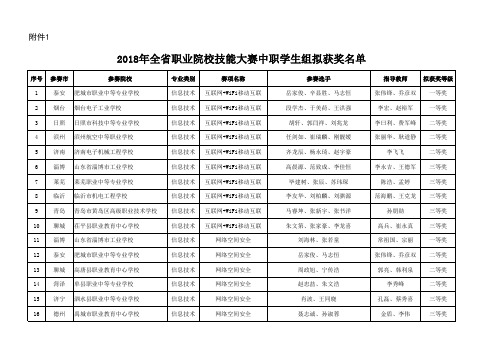
专业类别 信息技术 信息技术 信息技术 信息技术 信息技术 信息技术 信息技术 信息技术 信息技术 信息技术 信息技术 信息技术 信息技术 信息技术 信息技术 信息技术 信息技术 信息技术 信息技术
赛项名称 网络布线 网络布线 网络布线 物联网技术应用与维护 物联网技术应用与维护 物联网技术应用与维护 物联网技术应用与维护 物联网技术应用与维护 物联网技术应用与维护 物联网技术应用与维护 物联网技术应用与维护 物联网技术应用与维护 物联网技术应用与维护 物联网技术应用与维护 物联网技术应用与维护 物联网技术应用与维护 智能家居安装与维护 智能家居安装与维护 智能家居安装与维护
指导教师 陈纪江、李树俊 刘超、张素平 李雨晴、黄蕾 高秀英 王腾香、解传雷 任美玉、宋晓明 张坤树、丁健 常磊、宋磊 孙斌、李国营 李学政、殷丽丽 吕辰 鞠艳、朱玉超 梁鹏、郑延学 夏春梅、王训峰 郑金萍、郑婷婷 李艳、金诺 王云、季作德 穆永杰、白洁 王小朋、李海宁
拟获奖等级 三等奖 三等奖 三等奖 三等奖 一等奖 一等奖 二等奖 二等奖 二等奖 三等奖 三等奖 三等奖 三等奖 三等奖 一等奖 一等奖 二等奖 二等奖 二等奖
序号 74 75 76 77 78 79 80 81 82 83 84 85 86 87 88 89 90 91 92
参赛市 聊城 淄博 临沂 泰安 济南 烟台 淄博 威海 泰安 济宁
参赛院校 山东省临清工业学校 山东省淄博市工业学校 临沂市工业学校 泰安市理工中等专业学校 济南市技师学院 烟台经济学校 山东省淄博市工业学校 临朐县职业教育中心学校 鲁中中等专业学校 济南信息工程学校 鲁中中等专业学校 临朐县职业教育中心学校 烟台经济学校 威海市职业中等专业学校 青岛西海岸新区高级职业技术学校 临沂市机电工程学校 威海市水产学校 东平县职业中等专业学校 金乡县职业中等专业学校学校
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
3
判和赛场工作人员,尊重其他参赛选手。 (四)安全文明操作规程 1.选手在比赛过程中不得违反机床操作规程及要求,注意安全
防护门关闭后起动运转主轴,同时不得触及设备其它运行部位。 2.参赛选手在完成比赛规定工作任务的整个过程中,应遵守数
控机床和电气设备的安全操作规程。不允许自行连接、拆开和改接电 路,不得使用不符合安全要求的工具。
表 2 比赛流程表
阶段 序号
流程
准备 参赛 阶段
1
参赛队领队(赛项联络员)负责本参赛队的参赛组织及与大赛执委会 办公室的联络工作。
2
参赛选手凭借学生证、身份证参加比赛。两缺一不可,证件不全的选 手将取消参赛资格。
3
参赛选手在规定时间及指定地点,向检录工作人员提供本人学生证、 身份证证件或公安机关提供的户籍证明,通过检录进入赛场。
比赛时间到,未完成比赛参赛队应立即停止操作,裁判员确认后,对 3 赛位进行清理,但不得进行其他活动,经裁判员同意后参赛选手方可
离开赛场。
4
参赛选手在比赛过程中必须主动配合现场裁判工作,服从裁判安排, 如果对比赛的裁决有异议,由领队以书面形式向竞赛组委会提出申诉。
六、竞赛试题 本赛项样题于赛前一周公布,比赛试题现场提供。 七、竞赛规则 (一)报名资格及参赛队伍要求 1.参赛选手须为普通高等职业院校全日制在籍学生,本校中的 在籍在校学生均可报名参加比赛。
0
考核比赛过程选手的量具、刀具摆放是否合理,机床操作是否正
确、操作是否合理等方面。
四、竞赛方式
1.本赛项为团体赛,每队由 2 名选手组成,男女生不限。
2.各参赛队员必须是本校在籍学生。
五、竞赛流程
竞赛总体安排 3 天,正式比赛 3 天。
(一) 竞赛时间安排
具体竞赛时间按实际情况调整
(二) 比赛流程
6.选手进入赛场后,不得擅自离开赛场,因病或其他原因离开 赛场或终止比赛,应向裁判示意,须经赛场裁判长同意,并在赛场记 录表上签字确认后,方可离开赛场并在赛场工作人员指引下到达指定 地点。
7.选手须按照比赛程序提交比赛结果,配合裁判做好赛场情况 记录并确认,裁判提出确认要求时,不得无故拒绝。
8.裁判长发布比赛结束指令后所有未完成比赛任务的参赛队须 立即停止操作,按要求清理赛位,不得以任何理由拖延竞赛时间。
2018 年学院竞赛月 复杂部件数控多轴联动加工技术赛项竞赛规程
一、赛项名称 赛项名称:复杂部件数控多轴联动加工技术 英 文 名 称 : CNC Multi-axis Machining Skills of complex Components 赛项组别:高职组 赛项归属产业:制造业 二、竞赛目的 以赛促学、以赛促教、易赛促改、引领教学改革,创新教学模式, 检验教学效果,提高学生的动手和创新能力,为学院广大师生提供展 示及交流平台。 三、竞赛内容 参赛选手在赛场连续 3 个小时完成实际操作,比赛内容有: 1. 软件仿真加工(10%) 利用 VERCUIT 软件,将手动编写或自动生成的程序导入软件,再 利用软件完成零件的仿真加工。 2.数控多轴联动加工(80%) 根据零件图纸的技术要求,利用现场提供的零件毛坯、数控刀具、 四轴联动加工中心等,按照自行设计的工艺,利用软件编程或者手动 编程的方式,完成部件的四轴联动加工。考核选手多轴联动机床运用 等核心技能。 3.职业素养与操作安全(10%)
4.选手不得将手机等通信工具带入赛场,选手之间不得以任何 方式传递信息,如传递纸条,用手势表达信息等,否则取消成绩。
5.选手须严格遵守安全操作规程,并接受裁判员的监督和警示, 以确保参赛人身及设备安全。选手因个人误操作造成设备故障时,裁 判长有权终止该队比赛;如非选手个人因素出现设备故障而无法比 赛,由裁判长视具体情况做出裁决(调换到备用赛位或调整至最后一 场次参加比赛);若裁判长确定设备故障可由技术支持人员排除故障 后继续比赛,同时将给参赛队补足所耽误的比赛时间。
3.注意安全操作,防止出现意外伤害;完成工作任务时要防止 工具伤人等事故。
4.组委会要求选手着工装参赛,但工装或迷彩服上不得有姓名 等其他任何识别标记。女生必须带帽子,并将头发盘起装入帽子里方 可进入赛场参赛。
5
比赛结束前 10 分钟,裁判长提醒比赛即将结束,各参赛队应准备停止 操作,着手进行赛场清理工作。
1
结束 阶段
1
参赛队完成任务并决定结束比赛时,应提请现场裁判到赛位处确认, 并提交比赛结果,参赛队签字(参赛号)确认。
2
参赛队完成比赛提交结果后,工作人员清点工具、设备等,由参赛选 手签字(参赛号)确认。
2.组队要求:每个团队限报 2 人,参赛选手为装备制造类相关 专业。
(二)熟悉场地 1.竞赛组委会安排各参赛队统一有序地熟悉场地,熟悉场地时 限定在观摩区域活动,不允许进入比赛区域。 2.熟悉场地时不允许发表没有根据以及有损大赛整体形象的言 论。 3.熟悉场地时要严格遵守大赛各种制度,严禁拥挤,喧哗,以 免发生意外事故。 (三)参赛要求 1.竞赛用设备平台由竞赛组委会统一提供,各参赛队根据组委 会设备、器材等进行比赛,也可使用规定自带的工、量具和刀具。 2.所有人员在赛场内不得有影响其他选手完成工作任务的行为,
1 参赛选手进行第一次抽签,产生场次号。
2 参赛选手进行第二次抽签,确定机床工位号。
比赛 阶段
参赛队在赛开始时领取比赛图纸,选手进行工作分工并制订工作方案; 3 在赛场工作人员引导下,参赛选手比赛前 5 分钟进入赛位,进行赛前
准备,按清单检查设备、工具等状况,并签字(参赛号)确认。
4
裁判宣布比赛开始参赛选手方可开始操作,比赛开始计时,各参赛选 手限定在自己的工作区域内完成比赛任务。
2
参赛选手不允许窜岗窜位,要使用文明用语,不得以言语及人身攻击 裁判和赛场工作人员。
3.参赛选手在比赛开始时间 30 分钟前到达指定地点报到,接受 工作人员对选手身份、资格和有关证件的核验,参赛号、赛位由抽签 确定,不得擅自变更、调整。选手若休息、饮水或去洗手间,耗用的 时间一律计算在竞赛时间内,计时工具以裁判时间为准,比赛开始和 结束选手到裁判处确认时间。