IPQC制程巡回检查表
巡检记录表
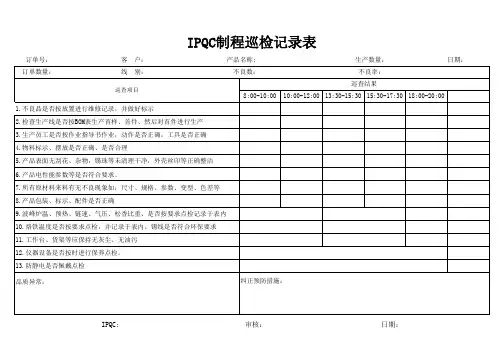
订单号: 订单数量: 客 线 户: 别: 产品名称: 不良数: 生产数量: 不良率: 巡查结果 8:00-10:00 1.不良品是否按放置进行维修记录,并做好标示 2.检查生产线是否按BOM表生产首样、首件、然后对首件进行生产 3.生产员工是否按作业指导书作业,动作是否正确,工具是否正确 4.物料标示、摆放是否正确、是否合理 5.产品表面无刮花、杂物,锡珠等未清理干净,外壳丝印等正确整洁 6.产品电性能参数等是否符合要求。 7.所有原材料来料有无不良现象如:尺寸、规格、参数、变型、色差等 8.产品包装、标示、配件是否正确 9.波峰炉温、预热、链速、气压、松香比重、是否按要求点检记录于表内 10.烙铁温度是否按要求点检,并记录于表内。锡线是否符合环保要求 11.工作台、货架等应保持无灰尘、无油污 12.仪器设备是否按时进行保养点检。 13.防静电是否佩戴点检 品质异常: 纠正预防措施: 10:00-12:00 13:30-15:30 15:30-17:30 18:00-20:00 日期:
巡查项目
IPQ
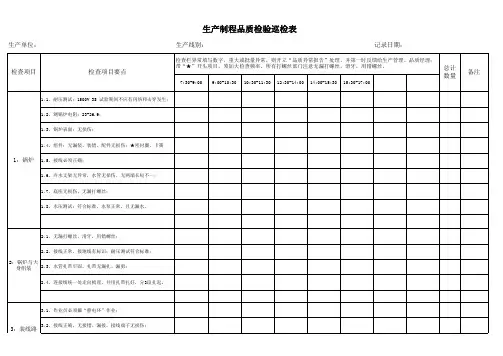
IPQC巡检报表-标准化模板
总计 数量
备注
1.1、耐压测试:1500V 3S 试验期间不应有闪络和击穿发生; 1.2、测锅炉电阻:23-26.9; 1.3、锅炉表面:无损伤; 1.4、组件:无漏装、装错、配件无损伤;★密封圈、卡簧
*1、本报表当天必须完成,并由生产人员当天现场确认事实后,由品质管理审核,统计存档。2、详细检验基本,参考《蒸汽锅品质检验规范》/SIP。
品管签名:
生产确认:
品质审核:
编号:
架装配+复膜 是否符合标准,详见功能测试标准;
上盖综合装
配
6.4、耐压测试、接地测试符合标准;
6.5 、全检线路、水管装配是否有异常;
6.6、无漏水、渗水现象。
7:功率测试 7.1、全检功率,符合标准;2000 +5%~-10%;
8.1、测试漏水时间4小时,不准有渗水,且锅体涂层完好;
8.2、贴铭牌:无贴反、漏贴,铭牌印刷要清晰;
3.1、作业员必须戴“静电环”作业;
3:装线路 3.2、接线正确,无接错、漏接,接线端子无损伤; 板
3:装线路 板
3.3、配套组装无漏装、损伤、装错;
4、1、液晶显示板线路板装配,无损伤、装反、螺丝打好,★ 注意撕掉蜂鸣器上的贴纸;
4.2、线路板与液晶显示板装配,各配件无损伤、装配位置正确 、接线正确;螺丝打好,注意戴“静电环”作业;
检查栏异常填写数字重大或批量异常则开立品质异常报告处理并第一时反馈给生产管理品质经理
生产产制程品质检验巡检表
生产线别:
记录日期:
检查栏异常填写数字,重大或批量异常,则开立“品质异常报告”处理,并第一时反馈给生产管理、品质经理; 带“★”开头项目,须加大检查频率。所有打螺丝部门注意无漏打螺丝,滑牙,用错螺丝。
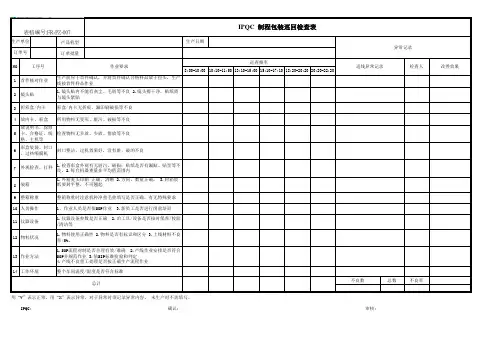
IPQC制程包装巡回检查表
7
外观检查、打秤
1.检查彩盒外观有无脏污、破损;贴纸是否有漏贴、贴歪等不 良,2.每台机器重量在平均值范围内
8 装箱
1.外箱麦头印刷 正确、清晰 2.方向、数量正确, 3.封箱胶 纸要封平整,不可翘起
9 整箱称重 10 人员操作 11 仪器设备 12 物料状况
13 作业方法 14 工作环境
整箱称重时注意机种净重毛重填写是否正确,有无特殊要求
1.镜头贴内不能有灰尘、毛屑等不良 2.镜头擦干净,贴纸需 与镜头紧贴
3 折彩盒/内卡 彩盒/内卡无折痕、漏印刷破损等不良
4 放内卡、彩盒 所用物料无变形、脏污、破损等不良
放说明书、保修 5 卡、合格证、线 检查物料无多放、少放、错放等不良
格、主机等
6
彩盒装袋、封口 、过热缩膜机
封口整洁,过机效果好,没有脏、破的不良
表格编号:FR-PZ-007
生产单位
产品机型
生产日期
IPQC 制程包装巡回检查表
订单号
NO
工序号1 首ຫໍສະໝຸດ 核对作业2 镜头贴订单批量
作业要求
巡查频率 8:00-10:00 10:10-11:50 13:10-15:00 15:10-17:10 18:20-20:20 20:20-22:20
生产前应予首件确认,并将首件确认合格样品放于拉头,生产 线按首件样品作业
总计
用“V”表示正常,用“X”表示异常,对于异常时须记录异常内容, 未生产时不需填写。
IPQC:
确认:
异常记录
巡线异常记录
检查人
不良数
总数
不良率
审核:
改善效果
1、作业人员是否依SOP作业 3.新员工是否进行岗前培训
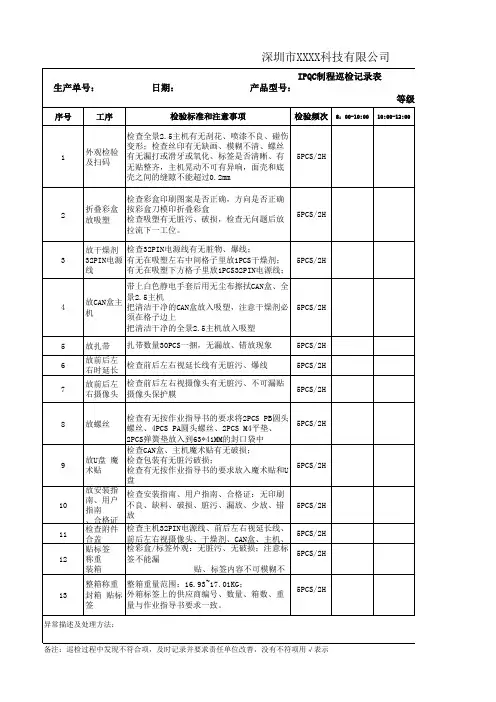
IPQC制程巡检记录表(新)
检查前后左右视延长线有无脏污、爆线
5PCS/2H
7
放前后左 检查前后左右视摄像头有无脏污、不可漏贴 右摄像头 摄像头保护膜
5PCS/2H
8
放螺丝
检查有无按作业指导书的要求将2PCS PB圆头 螺丝、4PCS PA圆头螺丝、2PCS M4平垫、
5PCS/2H
2PCS弹簧垫放入到63*41MM的封口袋中
制定:
审核:
核准:
公司
录表
等级分类:A:致命 B:严重 C:轻微
13:30-15:30 15:30-17:30
缺陷等级
表单编号:QR-PZ-03 版本/版次:A0
5PCS/2H
壳之间的缝隙不能超过0.2mm
检查彩盒印刷图案是否正确,方向是否正确
2
折叠彩盒 按彩盒刀模印折叠彩盒 放吸塑 检查吸塑有无脏污、破损,检查无问题后放
5PCS/2H
拉流下一工位。
放干燥剂 检查32PIN电源线有无脏物、爆线;
3 32PIN电源 有无在吸塑左右中间格子里放1PCS干燥剂; 5PCS/2H
5PCS/2H
12
贴标签 称重
检彩盒/标签外观:无脏污、无破损;注意标 签不能漏
5PCS/2H
装箱
贴、标签内容不可模糊不
13
整箱称重 整箱重量范围:16.93~17.01KG; 封箱 贴标 外箱标签上的供应商编号、数量、箱数、重
5PCS/2H
签
量与作业指导书要求一致。
异常描述及处理方法:
备注:巡检过程中发现不符合项,及时记录并要求责任单位改善,没有不符项用√表示
检查CAN盒、主机魔术贴有无破损;
9
放U盘 魔 术贴
检查包装有无脏污破损; 检查有无按作业指导书的要求放入魔术贴和U
IPQC巡检记录表
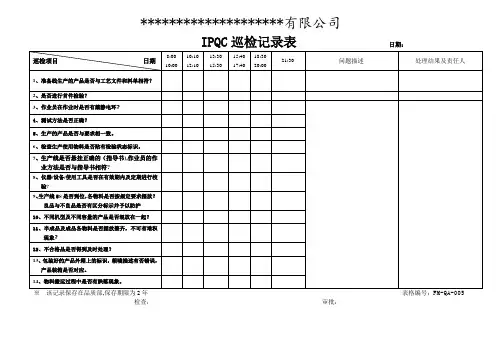
11、半成品及成品各物料是否摆放整齐,不可有堆积现象?
12、不合格品是否得到及时处理?
13、包装好的产品外箱上的标识,箱唛描述有否错误,产品装箱是否对应。
14、物料搬运过程中是否有跌落现象。
※该记录保存在品质部,保存期限为2年表格编号:FM-QA-005
检查:审批:
********************有限公司
IPQC巡检记录表日期:
巡检项目日期
8:00
10:00
10:10 12:10
13:30
15:30
15:40
17:40
18:30
20:00
21:30
问题描述
处理结果及责任人
1、准备线生产的产品是否与工艺文件和料单相符?
2、是否进行首件检验?
3、作业员在作业时是否有戴静电环?
4、测试Байду номын сангаас法是否正确?
5、生产的产品是否与要求相一致。
6、检查生产使用物料是否贴有检验状态标识。
7、生产线是否悬挂正确的(指导书),作业员的作业方法是否与指导书相符?
8、仪器/设备/使用工具是否在有效期内及定期进行校验?
9、生产线5S是否到位,各物料是否按规定要求摆放?良品与不良品是否有区分标示并予以防护
IPQC制程巡检记录表
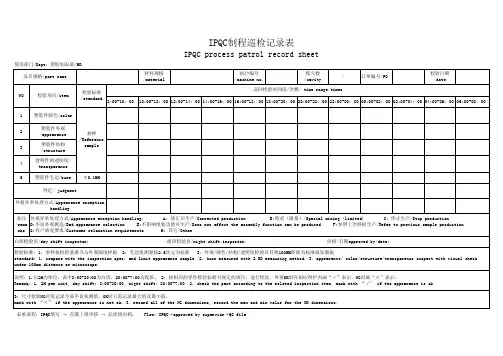
材料规格/material 机台编号/machine no.模穴数/cavity /订单编号/PO 检验日期/date 8:00-10:0010:00-12:0012:00-14:0014:00-16:0016:00-18:0018:00-20:0020:00-22:0022:00-00:0000:00-02:0002:00-04:0004:00-06:0006:00-08:001塑胶件颜色/color 2塑胶件外观/appearance 3塑胶件结构/structure 4透明件的透明度/transparance 5塑胶件毛边/burr≦0.1MM 检验标准:1:参样按检验基准书与外观限度样板 2:毛边值测量按2.5次元为标准 3:外观/颜色/结构/透明度检验以目视100MM距离为标准或显微镜standard: 1. compare with the inspection spec. and limit appearance sample 2. burr measured with 2.5D measuring method. 3. appearance/ color/structure/transparence inspect with visual check under 100mm distance or microscope.参样/Reference sample说明:1.以2H为单位,表中8:00-20:00为白班,20:00-7:00为夜班。
2:按相应的零件检验标准书规定的项目,进行检验,外观OK时在相应得栏内画“√”表示。
NG时画“×”表示。
Remark: 1. 2H per unit, day shift: 8:00-20:00, night shift: 20:00-7:00 2. check the part according to the related inspection item, mark with “√” if the appearance is ok3:尺寸检验NG时需记录全部不良实测值,OK时只需记录最大值及最小值。
DIP-IPQC巡检记录表
4.生产现场是否有物料,产品掉落地面,跟乱丢垃圾现象。 5.待检、检验中、待老化的产品是否有做状态标识。
异常描述:
线别:
时间 8:00 9:00 10:00 11:00 13:30 14:30 15:30 16:30 18:30 19:30
次数
9:00 10:00 11:00 12:00 14:30 15:30 16:30 17:30 19:30 20:30
IPQC制程巡检记录表
巡检日期:
年
月
日
序号
巡检内容
1.员工上班是否有做防静电手环测试,并做好测试记录。
ESD 2.员工是否有佩戴防静电手环,佩戴是否正确。
3.员工是否有按要求着装防静电服。 1.上线的物料是否符合制令单或BOM表要求。 2.生产线是否按照BOM表,样板或首件生产。 3.员工的操作是否正确,物料摆放标识是否正确合理。 4.元器件的插件位置方向是否正确,是否插到位,有无漏插现象。 5.检查波峰机是否有作业指导书,点检保养记录是否按时完成。 6.检查波峰机温度,速度设置是否正确,是否符合作业指导书规定。 7.检查焊盘上锡是否饱满,有无批量假焊、虚焊、空焊、冷焊、连锡、少锡现象。 8.补焊维修岗位洛铁温度设定是否正确,每天是否有做温度点检。
2H
1H
1H
1H
1H
1H
1H
2H
2H
1H
2H
1H
2H
1H
1H
1H
2H
1H
1H
1H
1H
1H
1H
2H
2H
2H
2H
2H
纠正预防措施:
备 注:
组装IPQC制程巡检记录表
8:00—10:0010:00—12:0013:30—15:3015:30—17:3018:30—20:3020:30—22:30产品①、生产的产品型号?①、工作台面干净整洁,无与该时间段工作无关的物品。
②、工作台面无产品堆积、摆放不合理现象。
③、产品状态标识清楚、正确。
①、仪器设备是否接地?②、仪器设备是否保养点检?且有相应报表。
③、电批扭力是否符合作业指导书要求?④、烙铁温度是否在规定要求范围内?⑤、回流焊参数设置是否满足过炉后PCBA焊点标准?⑥、使用的仪器设备是否有校验合格证且在有效期内?①、生产是否挂有作业指导书?且与生产产品型号是否一致?②、生产员工是否按作业指导书作业?③、生产员工是否将明显不良品流入下工序?④、有无佩戴合格的静电手环?静电手环抽测记录?⑤、员工作业方法是否存在质量隐患?⑥、员工有无上岗证?所获得的技能是否与当前工位符合?⑦、生产员工是否清楚自己工序的品质要求?每次抽查两名记录。
①、产品有无送首件检查?②、各岗位工序所用的物料是否与BOM表一致?③、各QC岗位报表记录是否真实完整?④、QC报表记录不良有无超标?异常是否及时反馈?⑤、半成品抽查2~5pcs检查是否满足产品质量标准?⑥、成品抽查2~5pcs检查是否满足产品质量标准?⑦、成品包装检查是否满足产品质量标准?①、老化室产品有无在老化?老化产品有无记录?②、前一时间段异常有无及时改善?③、所使用的辅料是否与首件一致?抽检数5S 仪器设备生产管理质控点项目具体内容其他8:00—10:0010:00—12:0013:30—15:3015:30—17:3018:30—20:3020:30—22:30项目具体内容IPQC:品质经理:抽检状。
IPQC制程巡检表
记 录 人: 记录时间:
审 核 人: 审核时间:
线别:
日期:
月
日
机型/颜色/投产数量:
类别 人
机
项目 编号
控制项目及要求
频率
稽核结果 8:00-10:00 10:00-12:30 13:30-15:30
1.1 各工位员工是否具有上岗证;
1.2
作业员是否穿戴好ESD防护符合指导书要求(工衣,静电衣服,静电 环);
2.3 打印机、电子称当天保养记录有填写且使用无异常;
次/班
2.4 洁净栅是否按要求执行,帘子不能拉起;
次/2H
2.5 CMU 综测仪器是否按要求保养维护;
次/班
2.6 耦合工位线损是否点检并确认;
2.7
电脑信息核对工厂: 卡数:
机型:
颜色:
日期:
次/班 次/班
2.8
次/班
3.1 生产作业区域、操作台无在制工单外的物料存放;
次/H 次/H
首件
标签
样品核 对
抽检 质控点
7.1 首件是否按文件要求频率确认;
即时
7.2 首件确认结果是否正常;
即时
7.3 首件是否挂在线上固定位置;
即时
8.1
条码打印格式、内容是否正常(特别是格式、字母的大小写,相似数字 与字母);
次/2H
8.2 标签、条码明暗码扫描确认是否一致;
次/2H
8.3 并将确认合格的标签贴到首件表背面,签名;
4.5
耦合位配置参数是否正确;IMEI写码工位配置参数是否正确(特别是 IMEI号码段、版本、机型颜色的设定)
次/4H
环
不良率 监控
IPQC制程巡检记录表
工位巡查等级每30分钟抽查一次。
不良描述产品倒装、条形码及电池标贴方向与箱装方向不一致。
操作要求1、检查外箱的箱装方向、电池标贴方向、条形码方
向是否一致?
2、产品方向是否正确?工位不良图示管制内容
不良图示管制内容
巡查等级每30分钟抽查一次。
不良描述
上盖、中盖喷漆颗粒、刮花、
擦痕、杂质、划伤等
操作要求
1、颗粒/色斑/杂质/气泡/穿孔:
上盖和中盖,目视距离30cm不明
显,直径<1.0mm,间距>30mm,
数量<5。
2、划伤/划痕/气纹/流痕/刮花:
宽度<1.0mm;长度<5.0mm,间
距>30mm,数量<5。
宁波九丰电器有限公司
宁波九丰电器有限公司。