IPQC首件巡检记录表
合集下载
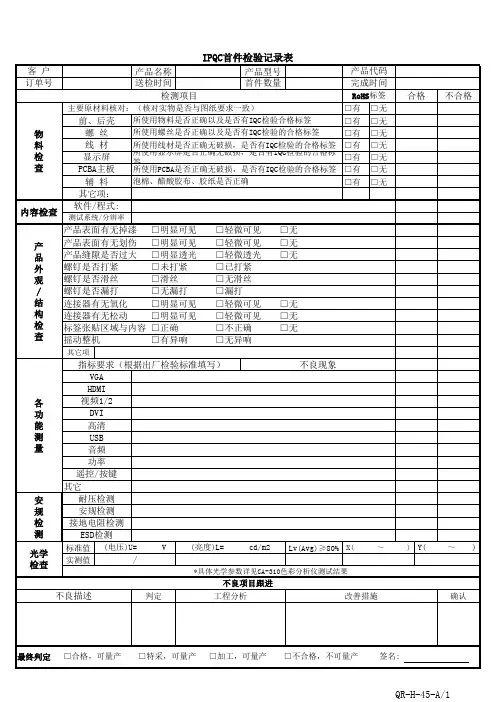
IPQC首件检验记录表
检 查
显示屏 PCBA主板
所使用显示屏是否正确无破损,是否有IQC检验的合格标 签
□有
□无
所使用PCBA是否正确无破损,是否有IQC检验的合格标签 □有 □无
辅料
泡棉、醋酸胶布、胶纸是否正确
□有 □无பைடு நூலகம்
其它项:
内容检查 软件/程式:
测试系统/分辨率
产品表面有无掉漆 □明显可见 □轻微可见 □无
产 产品表面有无划伤 □明显可见 □轻微可见 □无
其它项
指标要求(根据出厂检验标准填写)
不良现象
VGA
HDMI
各
视频1/2
功
DVI
能
高清
测
USB
量
音频
功率
遥控/按键
其它
安
耐压检测
规
安规检测
检
接地电阻检测
测
ESD检测
光学 检查
标准值 (电压)U=
实测值
/
V
(亮度)L=
cd/m2 Lv(Avg)≥80% X(
~
*具体光学参数详见CA-310色彩分析仪测试结果
IPQC首件检验记录表
客户
产品名称
产品型号
产品代码
订单号
送检时间
首件数量
完成时间
检测项目
RoHS标签
主要原材料核对:(核对实物是否与图纸要求一致)
□有 □无
前、后壳 所使用物料是否正确以及是否有IQC检验合格标签
□有 □无
物
螺丝
所使用螺丝是否正确以及是否有IQC检验的合格标签
□有 □无
料
线材
所使用线材是否正确无破损,是否有IQC检验的合格标签 □有 □无
IPQC首件巡检记录表
检记录 Nhomakorabea表
问
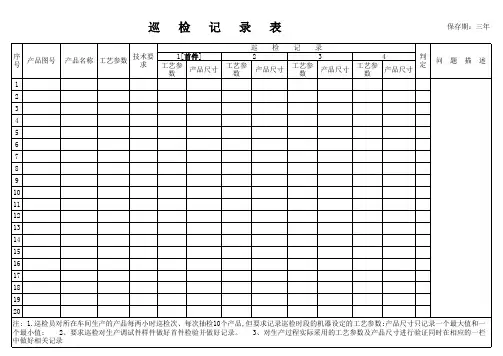
保存期:三年
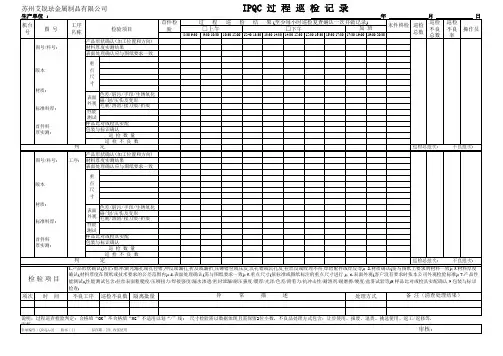
巡 检 记 录 判 2 3 4 1[首件] 定 工艺参数 产品尺寸 工艺参数 产品尺寸 工艺参数 产品尺寸 工艺参数 产品尺寸
题
描
述
注: 1.巡检员对所在车间生产的产品每两小时巡检次、每次抽检10个产品,但要求记录巡检时段的机器设定的工艺参数;产品尺寸只记录一个最大值和一 个最小值; 2、要求巡检对生产调试件样件做好首件检验并做好记录。 3、对生产过程实际采用的工艺参数及产品尺寸进行验证同时在相应的一栏 中做好相关记录 此单一式两份 (第一联检验员留底、第二联上报质量部存档) 巡检员: 日期:
三年产品图号产品名称工艺参数技术要求工艺参数产品尺寸工艺参数产品尺寸工艺参数产品尺寸工艺参数产品尺寸1011121314151617181920此单一式两份第一联检验员留底第二联上报质量部存档巡检员
巡
序 产品图号 号 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 产品名称 工艺参数 技术要求
问
保存期:三年
巡 检 记 录 判 2 3 4 1[首件] 定 工艺参数 产品尺寸 工艺参数 产品尺寸 工艺参数 产品尺寸 工艺参数 产品尺寸
题
描
述
注: 1.巡检员对所在车间生产的产品每两小时巡检次、每次抽检10个产品,但要求记录巡检时段的机器设定的工艺参数;产品尺寸只记录一个最大值和一 个最小值; 2、要求巡检对生产调试件样件做好首件检验并做好记录。 3、对生产过程实际采用的工艺参数及产品尺寸进行验证同时在相应的一栏 中做好相关记录 此单一式两份 (第一联检验员留底、第二联上报质量部存档) 巡检员: 日期:
三年产品图号产品名称工艺参数技术要求工艺参数产品尺寸工艺参数产品尺寸工艺参数产品尺寸工艺参数产品尺寸1011121314151617181920此单一式两份第一联检验员留底第二联上报质量部存档巡检员
巡
序 产品图号 号 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 产品名称 工艺参数 技术要求
DIP-IPQC巡检记录表
5S 3.工作台是否有与产品无关的物品摆放。
4.生产现场是否有物料,产品掉落地面,跟乱丢垃圾现象。 5.待检、检验中、待老化的产品是否有做状态标识。
异常描述:
线别:
时间 8:00 9:00 10:00 11:00 13:30 14:30 15:30 16:30 18:30 19:30
次数
9:00 10:00 11:00 12:00 14:30 15:30 16:30 17:30 19:30 20:30
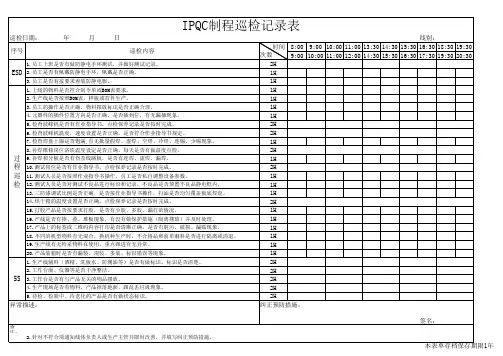
IPQC制程巡检记录表
巡检日期:
年
月
日
序号
巡检内容
1.员工上班是否有做防静电手环测试,并做好测试记录。
ESD 2.员工是否有佩戴防静电手环,佩戴是否正确。
3.员工是否有按要求着装防静电服。 1.上线的物料是否符合制令单或BOM表要求。 2.生产线是否按照BOM表,样板或首件生产。 3.员工的操作是否正确,物料摆放标识是否正确合理。 4.元器件的插件位置方向是否正确,是否插到位,有无漏插现象。 5.检查波峰机是否有作业指导书,点检保养记录是否按时完成。 6.检查波峰机温度,速度设置是否正确,是否符合作业指导书规定。 7.检查焊盘上锡是否饱满,有无批量假焊、虚焊、空焊、冷焊、连锡、少锡现象。 8.补焊维修岗位洛铁温度设定是否正确,每天是否有做温度点检。
2H
1H
1H
1H
1H
1H
1H
2H
2H
1H
2H
1H
2H
1H
1H
1H
2H
1H
1H
1H
1H
1H
1H
2H
2H
2H
2H
2H
纠正预防措施:
备 注:
4.生产现场是否有物料,产品掉落地面,跟乱丢垃圾现象。 5.待检、检验中、待老化的产品是否有做状态标识。
异常描述:
线别:
时间 8:00 9:00 10:00 11:00 13:30 14:30 15:30 16:30 18:30 19:30
次数
9:00 10:00 11:00 12:00 14:30 15:30 16:30 17:30 19:30 20:30
IPQC制程巡检记录表
巡检日期:
年
月
日
序号
巡检内容
1.员工上班是否有做防静电手环测试,并做好测试记录。
ESD 2.员工是否有佩戴防静电手环,佩戴是否正确。
3.员工是否有按要求着装防静电服。 1.上线的物料是否符合制令单或BOM表要求。 2.生产线是否按照BOM表,样板或首件生产。 3.员工的操作是否正确,物料摆放标识是否正确合理。 4.元器件的插件位置方向是否正确,是否插到位,有无漏插现象。 5.检查波峰机是否有作业指导书,点检保养记录是否按时完成。 6.检查波峰机温度,速度设置是否正确,是否符合作业指导书规定。 7.检查焊盘上锡是否饱满,有无批量假焊、虚焊、空焊、冷焊、连锡、少锡现象。 8.补焊维修岗位洛铁温度设定是否正确,每天是否有做温度点检。
2H
1H
1H
1H
1H
1H
1H
2H
2H
1H
2H
1H
2H
1H
1H
1H
2H
1H
1H
1H
1H
1H
1H
2H
2H
2H
2H
2H
纠正预防措施:
备 注:
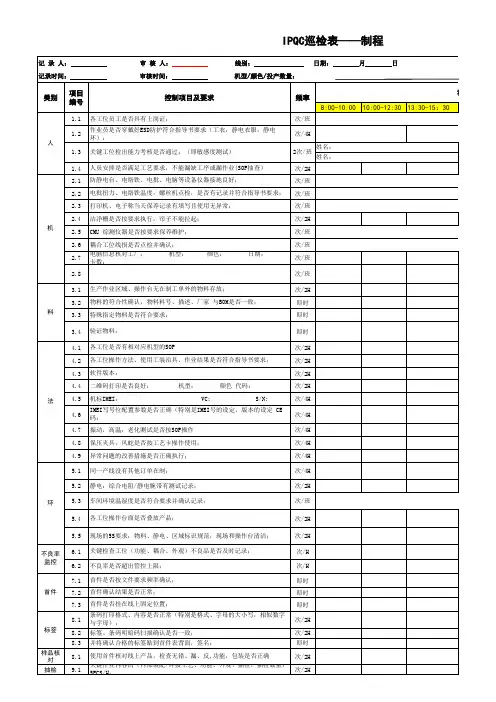
IPQC巡检表-模板
次/2H
4.2 各工位操作方法、使用工装治具、作业结果是否符合指导书要求;
次/2H
4.3 下载工位选用软件版本是否正确; 法
次/2H
4.4 二维码写码是否正常(二维码是否偏位,机型、数字是否与机标一写码工位配置参数是否正确(特别是 IMEI号码段、版本、机型颜色的设定)
次/2H 即时 即时
3.4 验证物料:
即时
4.1 各工位是否有相对应机型的SOP
次/2H
4.2 各工位操作方法、使用工装治具、作业结果是否符合指导书要求;
次/2H
4.3 软件版本:
次/2H
4.4 二维码打印是否良好:
机型:
颜色 代码:
次/2H
法
4.5 机标IMEI:
VC:
S/N:
次/4H
4.6
IMEI写号位配置参数是否正确(特别是IMEI号的设定,版本的设定 CE 码:
次/4H
4.7 振动,高温,老化测试是否按SOP操作
次/4H
4.8 保压夹具,风蛇是否按工艺卡操作使用;
次/4H
4.9 异常问题的改善措施是否正确执行;
次/4H
5.1 同一产线没有其他订单在制;
次/4H
5.2 静电:综合电阻/静电腕带有测试记录;
次/2H
环
5.3 车间环境温湿度是否符合要求并确认记录;
次/班
5.4 各工位操作台面是否叠放产品;
次/2H
不良率 监控
首件
标签
样品核 对
抽检
5.5 现场的5S要求:物料、静电、区域标识规范,现场和操作台清洁;
次/2H
6.1 关键检查工位(功能、耦合、外观)不良品是否及时记录;
IPQC过程巡检记录
不良工序
巡检不良数 隔离批量
异常Biblioteka 描述处理方式
备 注(清查处理结果)
说明:过程巡查检验判定: 合格填“OK”不合格填“NG”不适用以划“/”线;
表单编号:QR-QA-02 版本:1.1 保存期:2年 内部使用
尺寸检验需以数据体现且需保留2位小数. 不良品处理方式包含: 让步使用、报废、退货、挑选使用、返工/返修等.
巡检总批次:
不良批次:
版本
材质:
标准料厚:
首件料 厚实测:
判
定
巡检总批次:
不良批次:
检验项目
项次 时 间
1.产品形状确认(防止:数冲/激光漏孔或孔径错,冲反或漏孔,折反或漏折,压铆错位或压反,沉孔错或沉孔反,拉丝反或纹理不符,焊错配件或焊反等); 2.材质确认(需与图纸上要求的材料一致); 3.材料 厚度确认(材料厚度在图纸或技术要求的公差范围内); 4.表面处理确认(需与图纸要求一致); 5.重点尺寸(依标准或图纸标注的重点尺寸进行 ); 6.表面外观(客户没有要求时依本公司外观检验标 准); 7.产品性能测试;(性能测试包含:拉丝表面粗糙度/压铆扭力/焊接强度/漏水渗透/密封泄漏/耐压强度/膜厚/光泽/色差/附着力/抗冲击性/耐溶剂/耐磨擦/硬度/盐雾试验等)8.样品比对或检具实配 确认.9.包装与标识检查;
版本
材质:
标准料厚:
首件料 厚实测:
判
图号/料号: 工序:
定
产品形状确认(加工位臵和方向) 材料厚度实测结果 表面处理确认应与图纸要求一致 重 点 尺 寸 色差/脏污/手印/生锈氧化 表面 碰/划/压伤及变形 外观 毛刺/溶渣/接刀痕/折痕 性能 测试 样品比对或检具实配 包装与标识确认 巡 检 数 量 巡 检 不 良 数
IPQC巡检记录表
20 HSF符合性
21 返工工位检验
IPQC:
审核:
归档:
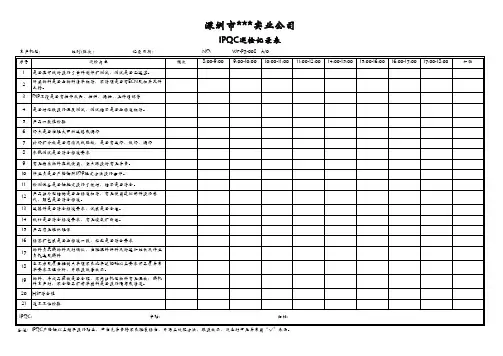
备注:IPQC严格按以上频率进行核查,若出先异常将不良现象标出,并写上处理方法,跟进效果,巡查时若无异常用“√”表示。
9 有无特采物料在线使用,重点跟进时有无异常。
10 作业员是否严格按照SOP规定方法进行操作。
11 检测设备是否按规定进行了校对,结果是否符合。
12
产品的外型结构是否与标准相符,有无使用近似部件进行替 代,颜色是否符合标准。
13 连接件是否符合标准要求,试装是否合适。
14 线材是否符合标准要求,有无破皮和断芯。
生产机型:
拉别\班次:
记录日期:
序号
巡检内容
1 是否在开线时进行了首件制作和测试,测试是否已通过。
2
所用物料是否与物料清单相符,不符项是否有ECN或相关文件 支持。
3 DIP工段是否有插件反向、插错、漏插、元件损坏等
频次
深圳市***实业公司
IPQC巡检记录表
NO: 8:00-9:00
WF-PZ-008 A/0 9:00-10:00 10:00-11:00
11:00-12:00 14:00-15:00 15:00-16:00 16:00-17:00 17:00-18:00
加班
4 是否对烙铁进行温度测试、测试结果是否与标准相符。
5 产品一致性检验
6 焊点是否出现大面积连锡或漏焊
7 补焊和分板是否有伤及线路板,是否有连焊、假焊、漏焊
8 参数测试是否符合标准要求
15 产品有无堆积现像
16 标签和包装是否与标准一致,粘贴是否符合要求
17
物料员更换物料及时确认,出现混料错料及时通知拉长及作业 员挑选或换料
IPQC巡检记录表
0-12:00 12:00-14:00 14:00-16:00 16:00-18:00 18:00-20:00 20:00-22:00 22:00-24:00 00:00-02:00 02:00-04:00 04:00-06:00 06:00-08:00 合 计
有限公司 客户 产品名称 产品品番
时间
内容
IPQC巡检记录表
订单数量 日生产数量 不合格率 尺寸 划伤 伤痕 起泡 脱皮 色差 缺损 破裂 夹层夹渣 水纹 波纹 模号 材料 颜色 变形 凹陷 缩痕 脱镀 其它 生产 数量 不良 品数
编号: 版本 日期 班别 首件时间 检验 判定 员
NO:-QP-029 A/1 机台号 不良处理
制表: 审核: 确认:
说明:1.巡检频率:外观2shot/1H,尺寸1shot/4H,功能3shot/2H。 2.检查指引:﹤1﹥目视30CM检查产品外观是否存在不良,并参考样板程度。﹤2﹥目视30CM与样品核对各扣位、柱位、螺丝孔位、折动位等部 位,是否出现扣位变形,柱斜、孔偏、螺丝孔位与折动位深浅不一致及裂痕。﹤3﹥尺寸按图纸或样品量测,超出公差NG。﹤4﹥快速打螺丝测试,螺丝 柱滑牙、裂、发白等NG。 3.合格打√,不合格填写不合格数量
有限公司 客户 产品名称 产品品番
时间
内容
IPQC巡检记录表
订单数量 日生产数量 不合格率 尺寸 划伤 伤痕 起泡 脱皮 色差 缺损 破裂 夹层夹渣 水纹 波纹 模号 材料 颜色 变形 凹陷 缩痕 脱镀 其它 生产 数量 不良 品数
编号: 版本 日期 班别 首件时间 检验 判定 员
NO:-QP-029 A/1 机台号 不良处理
制表: 审核: 确认:
说明:1.巡检频率:外观2shot/1H,尺寸1shot/4H,功能3shot/2H。 2.检查指引:﹤1﹥目视30CM检查产品外观是否存在不良,并参考样板程度。﹤2﹥目视30CM与样品核对各扣位、柱位、螺丝孔位、折动位等部 位,是否出现扣位变形,柱斜、孔偏、螺丝孔位与折动位深浅不一致及裂痕。﹤3﹥尺寸按图纸或样品量测,超出公差NG。﹤4﹥快速打螺丝测试,螺丝 柱滑牙、裂、发白等NG。 3.合格打√,不合格填写不合格数量
IPQC检验记录表
检
检
检
检
检
检
2 检3
验4 5
单6
结构
位
外观
填
包装
HSF测试报告编号
写 巡检终究判定
□OK□NG
□OK□NG
□OK□NG
□OK□NG
□OK□NG
□OK□NG
首件终究判定
□合格,连续生产 □不合格,重新调 机 □条件认可生产
□合格,连续生产 □合格,连续生产 □合格,连续生产 □合格,连续生产 □合格,连续生产
工具代 核准:
审核:
IPQC:
□不合格,重新调 □不合格,重新调 □不合格,重新调 □不合格,重新调 □不合格,重新调
机
机
机
机
机
□条件认可生产 □条件认可生产 □条件认可生产 □条件认可生产 □条件认可生产
备注:
填写 说明
1)此表适用于IPQC制程首件检验及巡检的相关品质检验记录,
2)外观 判 3)定检"√ 测
表示该项目不适用该料号.
□首 申请 品名规格
单 检规是否齐 位填 首
机台号
检验时间
NO
尺寸规 格
检 测
1
□是□否
(
)IPQC检验记录表
版本
工序名
是否新 □是□ 模具编
料号 生产批
量测数据
□逐日
班别:□白班 □首检□末件□巡 □首检□末件□巡 □首检□末件□巡 □首检□末件□巡 □首检□末件□巡
IPQC巡检记录表
IPQC巡检记录表
日期:
类 别
巡检项目
巡检人员:
文
1、每个工位需有合格的工艺文件,文件须张挂并按工艺文件要求操作。(正 式文件要有受控印章,且是最新版本;临时作业指导书要有工程师签名)
件 2、操作员使用工具,设备参数,物料及操作步骤、手法是否与工艺文件相符
1、接触PCB/PCBA者或ESD敏感的元件者必须配带有绳静电环;其他人员及移
状 3、好料与坏料分开不可混料,坏料放于不合格区并有标识。 态 4、所有产品、物料状态要标识清楚、正确。
5、不同型号产品、外型相同产品不能在同一工位检查和测试、包装。
6、工作人员上班时不能有聊天、待歇、打闹。
1、过程中各检验报表是否如实记录、测试、检查。要求检查一块记录一次报
记 表。
录
ห้องสมุดไป่ตู้
2、过程中其他报表是否如是记录填写,要求每进行一步填写一次。(①静电 手环测试记录、②设备保养记录、③温湿度记录、④交接记录、⑤烙铁记录
E 动人员接触产品需有相应防静电措施。 S 2、产品码放需做好防静电措施,摆放必须整齐规范,防静电架堆放高度不能 D 过高(普通静电托盘不得超过5层,特殊产品高度不能超过3层)
3、静电皮、静电环、物料架及其它生产、检测设备均需接地。
1、工作台面不能放与本工位无关或不同状态的产品、物料。
2、上班时间员工必须佩戴工作证,穿戴工作服、工作鞋。
责任 确认人 改善 组别 签名 情况
插 3、插装轨道调节是否符合产品宽度要求; 装 4、插装过程遇到问题是否及时反馈; 过 5、各工序不良物料是否进行区分; 程 6、首件是否经品质检验OK,在进行生产;
7、插装区域产品是否有明确产品标示;
操
8、产品交接记录是否填写真实、清晰、完整;
日期:
类 别
巡检项目
巡检人员:
文
1、每个工位需有合格的工艺文件,文件须张挂并按工艺文件要求操作。(正 式文件要有受控印章,且是最新版本;临时作业指导书要有工程师签名)
件 2、操作员使用工具,设备参数,物料及操作步骤、手法是否与工艺文件相符
1、接触PCB/PCBA者或ESD敏感的元件者必须配带有绳静电环;其他人员及移
状 3、好料与坏料分开不可混料,坏料放于不合格区并有标识。 态 4、所有产品、物料状态要标识清楚、正确。
5、不同型号产品、外型相同产品不能在同一工位检查和测试、包装。
6、工作人员上班时不能有聊天、待歇、打闹。
1、过程中各检验报表是否如实记录、测试、检查。要求检查一块记录一次报
记 表。
录
ห้องสมุดไป่ตู้
2、过程中其他报表是否如是记录填写,要求每进行一步填写一次。(①静电 手环测试记录、②设备保养记录、③温湿度记录、④交接记录、⑤烙铁记录
E 动人员接触产品需有相应防静电措施。 S 2、产品码放需做好防静电措施,摆放必须整齐规范,防静电架堆放高度不能 D 过高(普通静电托盘不得超过5层,特殊产品高度不能超过3层)
3、静电皮、静电环、物料架及其它生产、检测设备均需接地。
1、工作台面不能放与本工位无关或不同状态的产品、物料。
2、上班时间员工必须佩戴工作证,穿戴工作服、工作鞋。
责任 确认人 改善 组别 签名 情况
插 3、插装轨道调节是否符合产品宽度要求; 装 4、插装过程遇到问题是否及时反馈; 过 5、各工序不良物料是否进行区分; 程 6、首件是否经品质检验OK,在进行生产;
7、插装区域产品是否有明确产品标示;
操
8、产品交接记录是否填写真实、清晰、完整;
IPQC制程巡检记录表
产品名称
8:30—10:00 10:00—12:00
产品型号/规格:
巡查结果 13:30—15:30 15:30—17:30 18:30— 生产负责人签 名
IPQC:
审核:
日期:
IPQC制程巡检记录表
客户: 订单/生产单号:
巡查项目 1.检查生产线是否按BOM表生产首样、首件,然后对首样进行确认 2.静电手腕带及其它静电防护是否良好 3.烙铁温度是否设置正确,有无接地 4.生产员工是否按作业指导书作业,动作方式是否正确 5.物料标示、摆放是否正确、是否合理 6.检查对良品和不良品是否分开放置并标示 7.检查工作台面是否干净整洁,是否有无关本工序所用物件堆放 8.各工位堆放PCB板方式是否正确(有无堆积、员工野蛮作业) 9.检查生产工艺流程是否按SOP要求进行 10.装配过程有无漏装螺丝、弹垫、套管等 11.焊接工序有无假焊、虚焊、漏焊等、电源线、信号线破皮或刺破等 12.抽查人工焊后PCB板有无锡孔,锡珠、锡渣及其它不良 13.产品打胶是否按供应商说明书调配;打胶后是否有少胶、多胶、漏打、漏 灌 14.打胶灌胶后的产品有无裂缝、脱胶、气泡、溢胶等异常 15.产品配对、气压测试有无异常 16.信号线、电源线焊接是否正确。与订单是否相符,是否符合安规要求 17.所有产品来料有无不良现象如:尺寸、划痕、变形、变色、电子元件损坏 18.丝印有无印错及划伤等 19.产品功能测试(电流、电压、功率、接收灵敏度、LED)有无异常 20.检测仪器有无有效校验标识 21.工作台、测试架、治具、货架等应保持无灰尘、无油污 22.没有使用的工具、治具、是否归类于工具箱内 23.修理品应放置在生产线外并作好标识 品质异常:要有相关备查项目:客户、订单号、产品名称型号、客户特殊要求等 纠正预防措施:
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
描பைடு நூலகம்
述
注: 1.巡检员对所在车间生产的产品每两小时巡检次、每次抽检10个产品,但要求记录巡检时段的机器设定的工艺参数;产品尺寸只记录一个最大值和一 个最小值; 2、要求巡检对生产调试件样件做好首件检验并做好记录。 3、对生产过程实际采用的工艺参数及产品尺寸进行验证同时在相应的一栏 中做好相关记录 此单一式两份 (第一联检验员留底、第二联上报质量部存档) 巡检员: 日期:
巡
序 产品图号 号 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 产品名称 工艺参数 技术要求
检
记
录
表
问
保存期:三年
巡 检 记 录 判 2 3 4 1[首件] 定 工艺参数 产品尺寸 工艺参数 产品尺寸 工艺参数 产品尺寸 工艺参数 产品尺寸
题